






专利摘要
本发明公开了一种集成温度场实时测量和反馈控制功能的激光预热加工系统,该系统包括同轴红外测温激光头、三自由度可控夹具、激光器、激光器控制单元、夹具控制单元、数据处理单元和反馈调节单元。该系统的目的是综合考虑影响激光预热工件表面温度场的多个因素,通过输入实测温度、预设目标温度至数据处理单元中,优选已经训练好的BP神经网络模型进行数据处理,输出激光功率、可控夹具三个自由度的补偿量至反馈调节单元,继而将补偿量加载到激光器和可控夹具上以适当地调节激光输出功率和激光打在工件表面上的光斑大小、能量密度,使预热工件表面准确地达到预设目标温度。本发明自动化程度高,温度反馈控制精度高,安全性能好,操作方便。
权利要求
1.一种集成温度场实时测量和反馈控制功能的激光预热加工系统,其特征在于,包括三自由度可控夹具、夹具控制单元、激光器、同轴红外测温激光头、数据处理单元、反馈调节单元和激光器控制单元;其中:
所述三自由度可控夹具固定在数控机床主轴上,该夹具用于装夹同轴红外测温激光头;
所述同轴红外测温激光头通过光纤连接激光器,接收来自激光器的激光;同轴红外测温激光头将接收的激光聚焦到工件表面对其进行预热,同时对工件表面进行红外测温,其出射的激光光斑始终处于刀具前端,以保证刀具到达之前,工件表面达到目标温度;
所述同轴红外测温激光头输出信号端连接数据处理单元,传送温度数据;
所述三自由度可控夹具受夹具控制单元控制,具有Z轴、绕Z轴旋转、绕Y轴旋转三个自由度;夹具控制单元与反馈调节单元输出相连并受其控制,用于实现同轴红外测温激光头与工件表面距离、激光照射角度、激光光斑大小的调节;
所述激光器用于产生预热激光,其功率由激光控制单元控制,其输出激光通过光纤送往同轴红外测温激光头,用于预热工件表面;
所述数据处理单元用于实现激光功率和位姿补偿量的计算;数据处理单元输出接反馈调节单元;所述反馈调节单元用于将数据处理单元计算出的补偿量数据转换为执行指令,其输出分别连接激光控制单元和夹具控制单元,分别用于控制激光器的输出功率大小和可控夹具的三自由度移动;通过激光控制单元实现对激光器功率的控制,通过夹具控制单元调节固定在该夹具上的同轴红外测温激光头的位姿。
2.根据权利要求1所述的激光预热加工系统,其特征在于,数据处理单元采用BP神经网络算法。
3.权利要求1所述的激光预热加工系统,其特征在于,所述同轴红外测温激光头的红外测温仪和激光头的同一光路设置,使加工作过程中,红外和激光保持在同一焦点上,进行准确测温。
4.权利要求1所述的激光预热加工系统,其特征在于,所述数控机床是双转台五轴数控机床,能减少主轴的自由度变换,便于观察三自由度可控夹具的调整变换。
5.权利要求1所述的激光预热加工系统,其特征在于,使用前进行如下训练操作:
设定初始条件:刀具进给速度大小、激光功率大小和可控夹具的三个自由度位置和预设目标温度,采用同轴红外测温激光头测量预热工件表面温度,通过调节激光器功率、三自由度可控夹具的三个自由度来达到预设温度,记录下此时的数据样本,包括实测温度、预设目标温度、可控夹具三个自由度的初始值、激光功率初始值以及经过调节后的可控夹具三个自由度校正值、激光功率校正值;
改变初始条件,重复上述步骤,得到训练样本数据库;
将训练样本数据送入数据处理单元,进行BP神经网络模型训练,得到该模型隐含层的各个权值,确定BP神经网络参数。
6.权利要求4所述的激光预热加工系统,其特征在于:
工作时,同轴红外测温激光头将测得的预热实测工件温度、预设目标温度、夹具的三个自由度、激光功率大小输入到数据处理单元得到补偿量数据,包括激光功率和夹具的三个自由度,作为下一次的初始值,同时将补偿量数据传递到反馈调节单元;通过反馈单元驱动激光器控制单元、夹具控制单元进行调节,达到预设的温度。
说明书
技术领域
本发明涉及预热辅助加工、温度测量和反馈控制领域,更具体地,涉及一种集成温度场实时测量和反馈控制功能的激光预热加工系统。
背景技术
随着航空、航天、航海等领域工业技术的快速发展,高性能产品零部件的需求日益增长,各种高硬度、高强度的工程材料不断涌现。但与此同时,材料性能的提高也给机械加工制造带来新的问题。例如,高温合金具有优异的高温强度、良好的抗氧化和抗热腐蚀性能,以及良好的抗疲劳性能和断裂韧性等,但若采用常规切削方法对其进行加工,不仅刀具磨损严重,而且加工后工件表面质量差,难以满足实际需求。这类难加工材料加工困难问题的一种有效解决方法是预热辅助切削技术。通过预先提高切削工件表面的温度,使其硬度与强度下降,从而改善难加工材料的可加工性能。在辅助热源的选择方面,激光是首选热源,其具有光斑尺寸与入射位置可控性好、能量密度高等优点。
然而,用激光预热移动加工过程中,激光功率大小、激光光斑移动速度、激光照射工件的角度、激光与工件表面的距离、激光光斑大小等因素的变化会造成激光预热温度的不稳定。这样的不稳定性会造成工件表面温度场的不断变化,造成切削工件表面质量的下降,从而影响整个工件的使用寿命。
解决激光预热温度场不稳定性的研究已有一定的进展,然而均存在自身局限性:比如采用传统的温度校正法,即测量工件表面温度,温度偏高则关闭激光器,温度偏低则加大激光器功率,这种方法虽然起到调节温度的作用,但没有综合考虑到工件表面轮廓变化以及激光相对工件表面的距离、速度、角度等因素对激光预热温度场的影响,无法准确地使即将切削的工件表面达到预设温度。
因此,当前针对激光预热加工的温度场稳定性控制缺乏行之有效的解决措施,有必要研究一种能够综合各个影响因素,且实时调整的集成温度场实时测量和反馈控制功能的激光预热加工系统。
发明内容
针对现有技术的不足,本发明提供了一种集成温度场实时测量和反馈控制功能的激光预热加工系统,用于解决加工过程中复杂型面、激光相对于工件表面的位置状态、刀具进给速度、激光器功率等因素变化对工件表面温度场的影响问题,达到保证在激光预热加工的过程中,工件表面各个预热点的温度场保持一致稳定的目的。
本发明提出一种集成温度场实时测量和反馈控制功能的激光预热加工系统,包括三自由度可控夹具、夹具控制单元、激光器、同轴红外测温激光头、数据处理单元、反馈调节单元和激光器控制单元;其中:
所述三自由度可控夹具固定在数控机床主轴上,该夹具用于装夹同轴红外测温激光头;
所述同轴红外测温激光头通过光纤连接激光器,接收来自激光器的激光;同轴红外测温激光头将接收的激光聚焦到工件表面对其进行预热,同时对工件表面进行红外测温,其出射的激光光斑始终处于刀具前端,以保证刀具到达之前,工件表面达到目标温度;
所述同轴红外测温激光头输出信号端连接数据处理单元,传送温度数据;
所述三自由度可控夹具受夹具控制单元控制,具有Z轴、绕Z轴旋转、绕Y轴旋转三个自由度;从而实现激光头与工件表面距离、激光照射角度、激光光斑大小等参数的调节;夹具控制单元与反馈调节单元输出相连并受其控制,用于实现同轴红外测温激光头与工件表面距离、激光照射角度、激光光斑大小的调节;
所述激光器用于产生预热激光,其功率由激光控制单元控制,其输出激光通过光纤送往同轴红外测温激光头,用于预热工件表面;
所述数据处理单元用于实现激光功率和位姿补偿量的计算;数据处理单元输出接反馈调节单元;所述反馈调节单元用于将数据处理单元计算出的补偿量数据转换为执行指令,其输出分别连接激光控制单元和夹具控制单元,分别用于控制激光器的输出功率大小和可控夹具的三自由度移动;通过激光控制单元实现对激光器功率的控制,通过夹具控制单元调节固定在该夹具上的同轴红外测温激光头的位姿。
进一步的,所述数据处理单元采用BP神经网络算法。
进一步的,所述同轴红外测温激光头的红外测温仪和激光头的同一光路设置(可以防止与工件表面的距离变换时,红外和激光能打在同一焦点上,进行准确测温)。
进一步的,所述数控机床是双转台五轴数控机床,能减少主轴的自由度变换,便于观察三自由度可控夹具的调整变换。
进一步的,所述的激光预热加工系统,其特征在于,使用前进行如下训练操作:
设定初始条件:刀具进给速度大小、激光功率大小和可控夹具的三个自由度位置和预设目标温度,采用同轴红外测温激光头测量预热工件表面温度,通过调节激光器功率、三自由度可控夹具的三个自由度来达到预设温度,记录下此时的数据样本,包括实测温度、预设目标温度、可控夹具三个自由度的初始值、激光功率初始值以及经过调节后的可控夹具三个自由度校正值、激光功率校正值;改变初始条件,重复上述步骤,得到训练样本数据库;大量样本意味着需要考虑到各种实测温度、预设目标温度、预热周期条件下的激光功率控制量和激光头位姿控制量;样本越多越好,考虑的情况越多越好;将训练样本数据送入数据处理单元,进行BP神经网络模型训练,得到该模型隐含层的各个权值,确定BP神经网络参数。
进一步的,所述的激光预热加工系统,其特征在于:
工作时,同轴红外测温激光头将测得的预热实测工件温度、预设目标温度、夹具的三个自由度、激光功率大小输入到数据处理单元得到补偿量数据,包括激光功率和夹具的三个自由度,作为下一次的初始值,同时将补偿量数据传递到反馈调节单元;通过反馈单元驱动激光器控制单元、夹具控制单元进行调节,达到预设的温度。
进一步的,用于加工预热的激光器可以是使用光纤传输的激光器,例如半导体激光器等。激光器可以采用间歇激光的出光方式或者连续激光的出光方式。
进一步的,激光器为中低功率激光器,最大输出功率可达1000W。
本发明提出的一种集成温度场实时测量和反馈控制功能的激光预热加工系统,通过驱动机床刀具按一定的速度进给,并调节激光器功率、调节装夹同轴红外测温激光头的可控夹具的三个自由度、测量预热工件表面温度等步骤得出各个影响因素与温度的关系,不断重复以上步骤,得到充足的数据样本,代入BP神经网络模型进行训练,训练完成后进行预热加工,将测得的预热工件表面温度带入数据处理单元,即进行BP神经网络处理,通过反馈单元驱动激光器控制单元、夹具控制单元进行调节,达到预想的温度。这里所谓的数据样本是在特定的实测温度、预设目标温度、预热周期条件下,激光功率控制量、激光头位姿控制量的数据样本。采用多个样本训练,是为了考虑到各个情况下的调控。
本发明提出的一种集成温度场实时测量和反馈控制功能的激光预热加工系统,针对激光预热加工过程中,复杂型面、激光相对于工件表面的位置状态、刀具进给速度、激光器功率等因素对工件表面温度场的影响问题,通过实时在线检测和偏移补偿量计算(优选BP神经网络计算补偿量),实现激光预热全过程中,工件表面温度场的一致稳定,具有以下诸多技术与经济方面的有益效果:
(1)解决复杂型面、激光相对于工件表面的位置状态、刀具进给速度、激光器功率等因素对工件表面温度场的影响问题。本发明综合考虑各个影响因素与预热工件表面的关系,通过实时检测温度,调节激光器输出功率以及三自由度可控夹具来调控影响因素,使其能在预热周期内达到设定的温度。
(2)实现更加精准的激光预热温度控制。通过本激光预热加工的温度场实时测量反馈系统的加入,将影响预热工件表面温度的多个因素综合考虑,实现更加精确地激光预热温度控制。
(3)提升预热效率。本发明数据处理单元优选实验样本训练的BP神经网络模型,容括了多个影响预热温度的因素与温度之间的关系,通过适当地调节反馈,可以在改变部分参数且不影响目标温度的情况下,缩短预热周期,从而提升激光预热效率。
(4)适用范围广。本发明的数据处理单元优选采用BP神经网络模型归纳影响预热温度因素的测量反馈系统,其应用不受工件材料、表面粗糙度等问题的限制,适用范围广。
附图说明
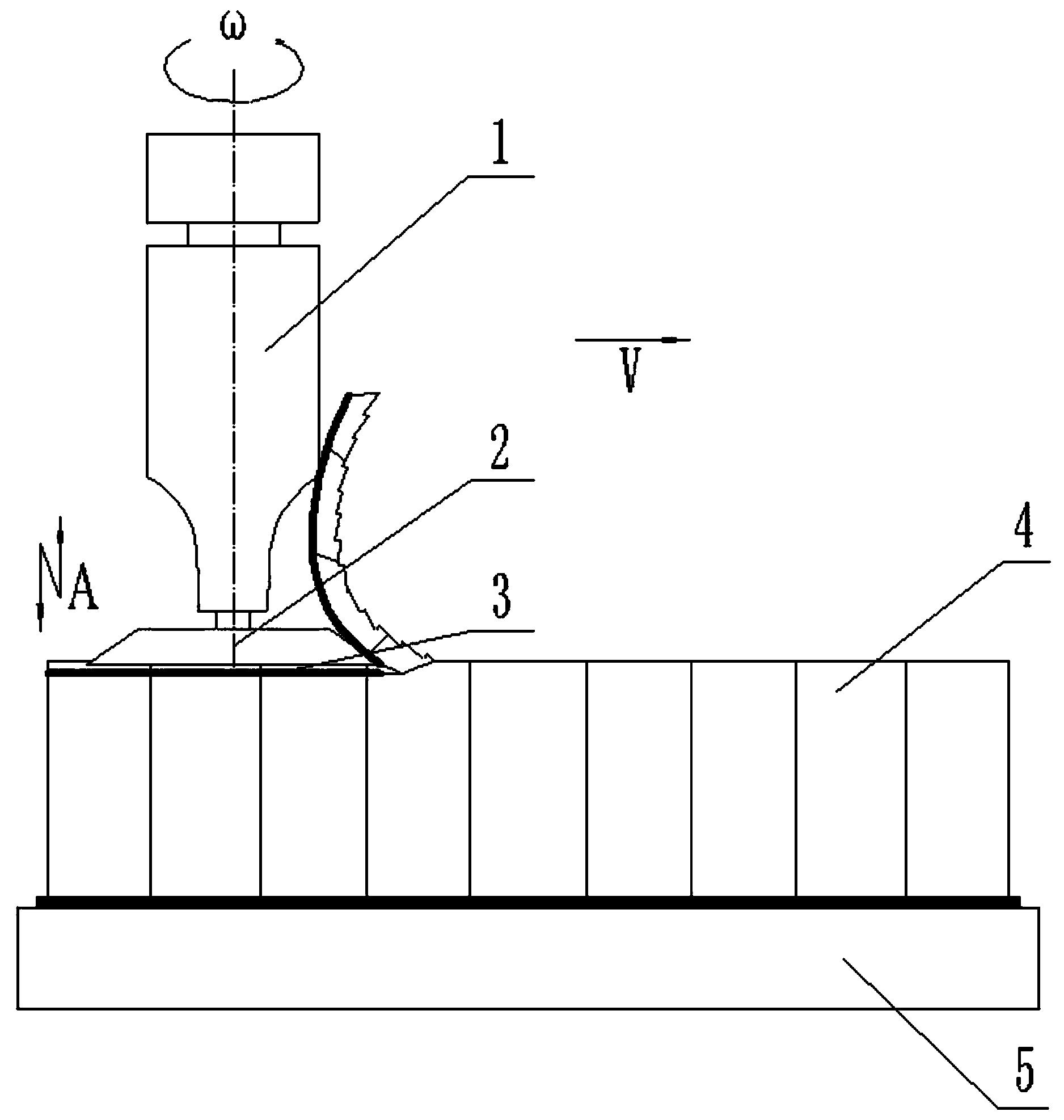
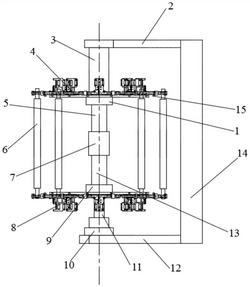
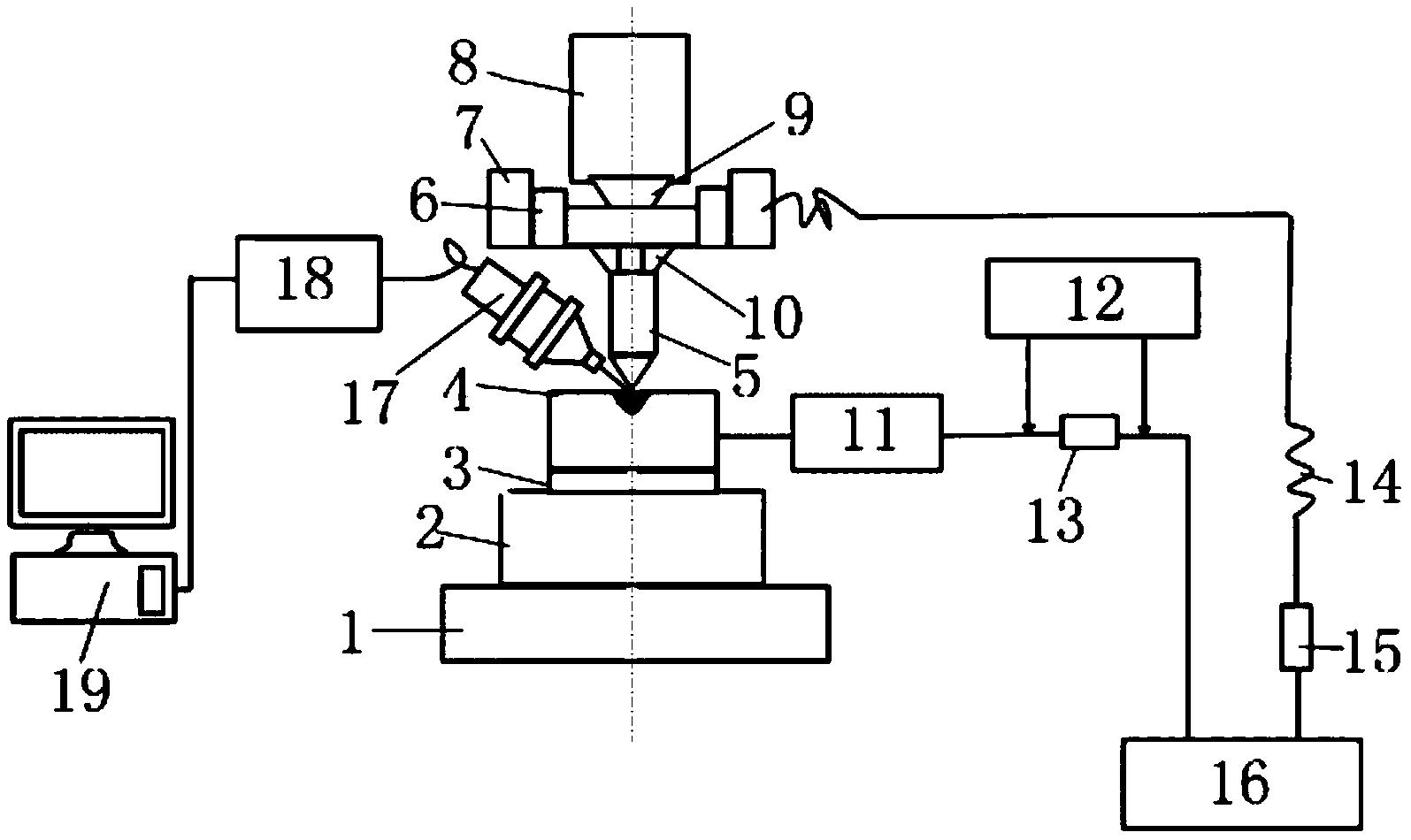
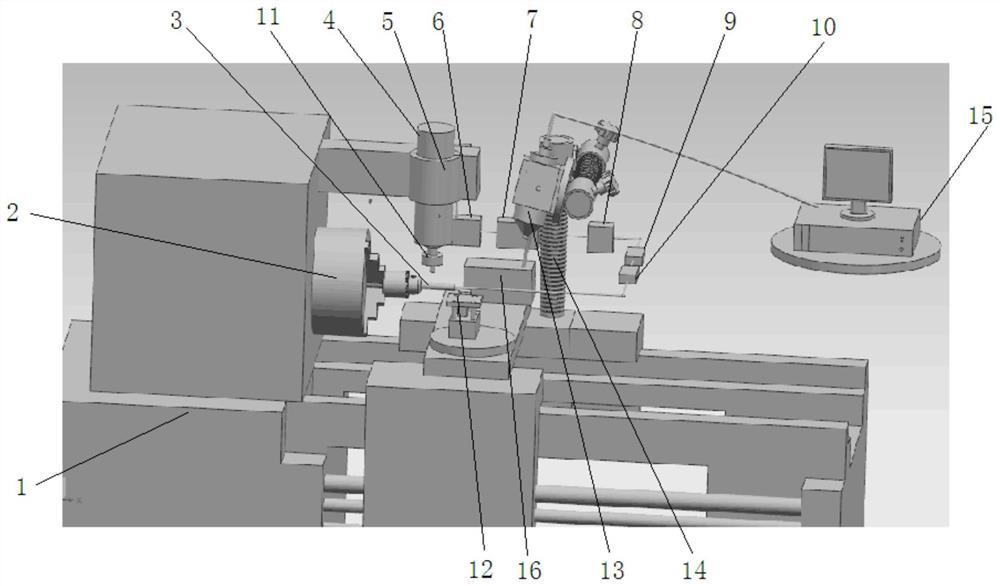
图1是本发明的一种集成温度场实时测量和反馈控制功能的激光预热加工系统示意图;
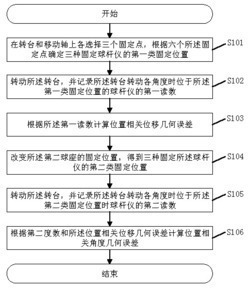
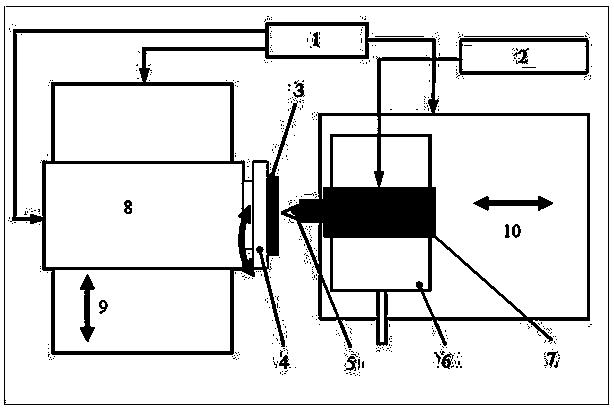
图2是本发明的一种集成温度场实时测量和反馈控制功能的激光预热加工系统运行流程图;
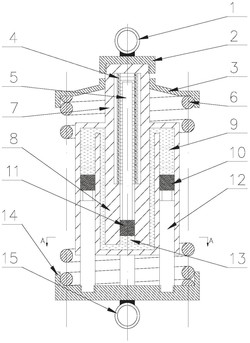
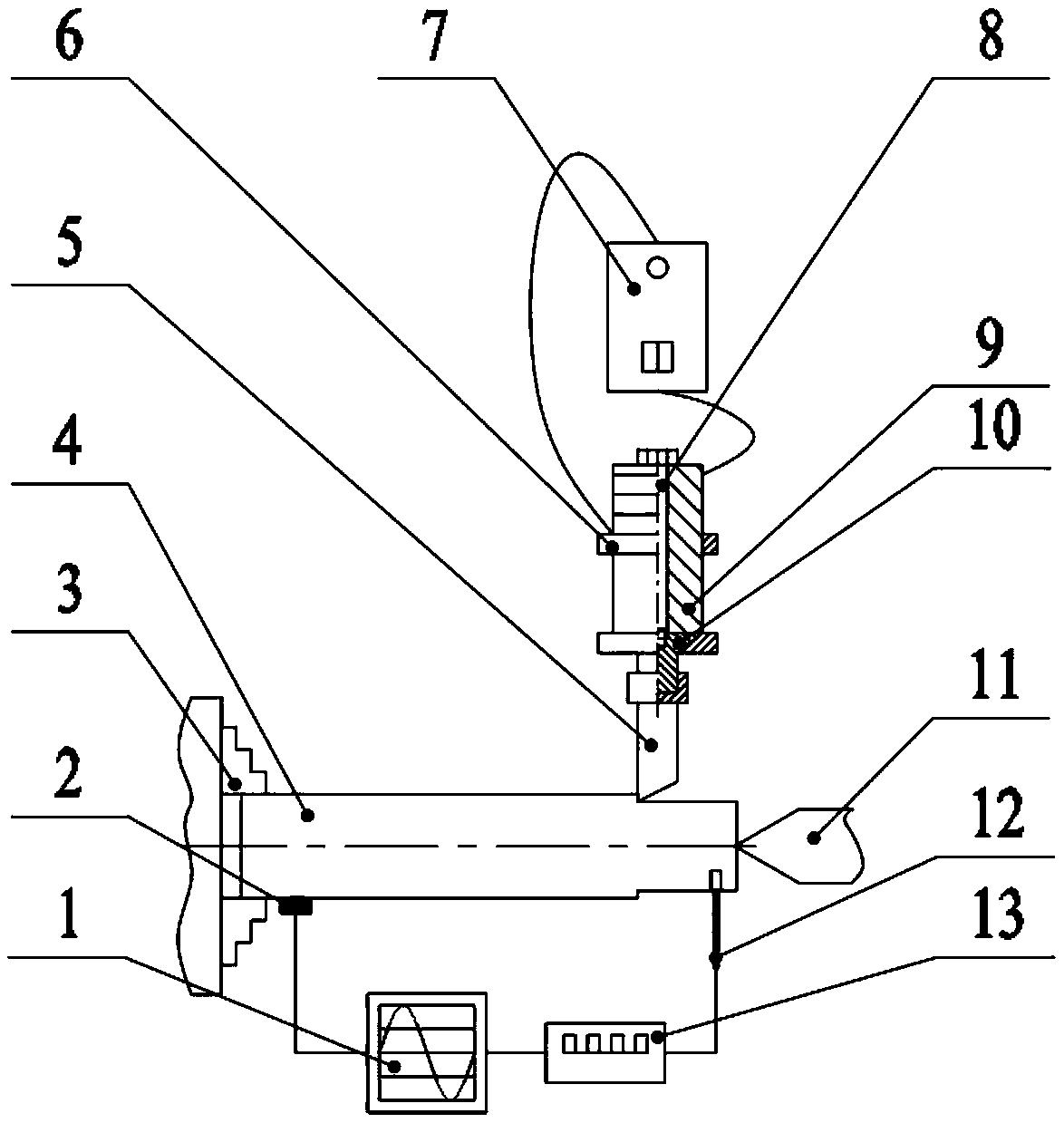
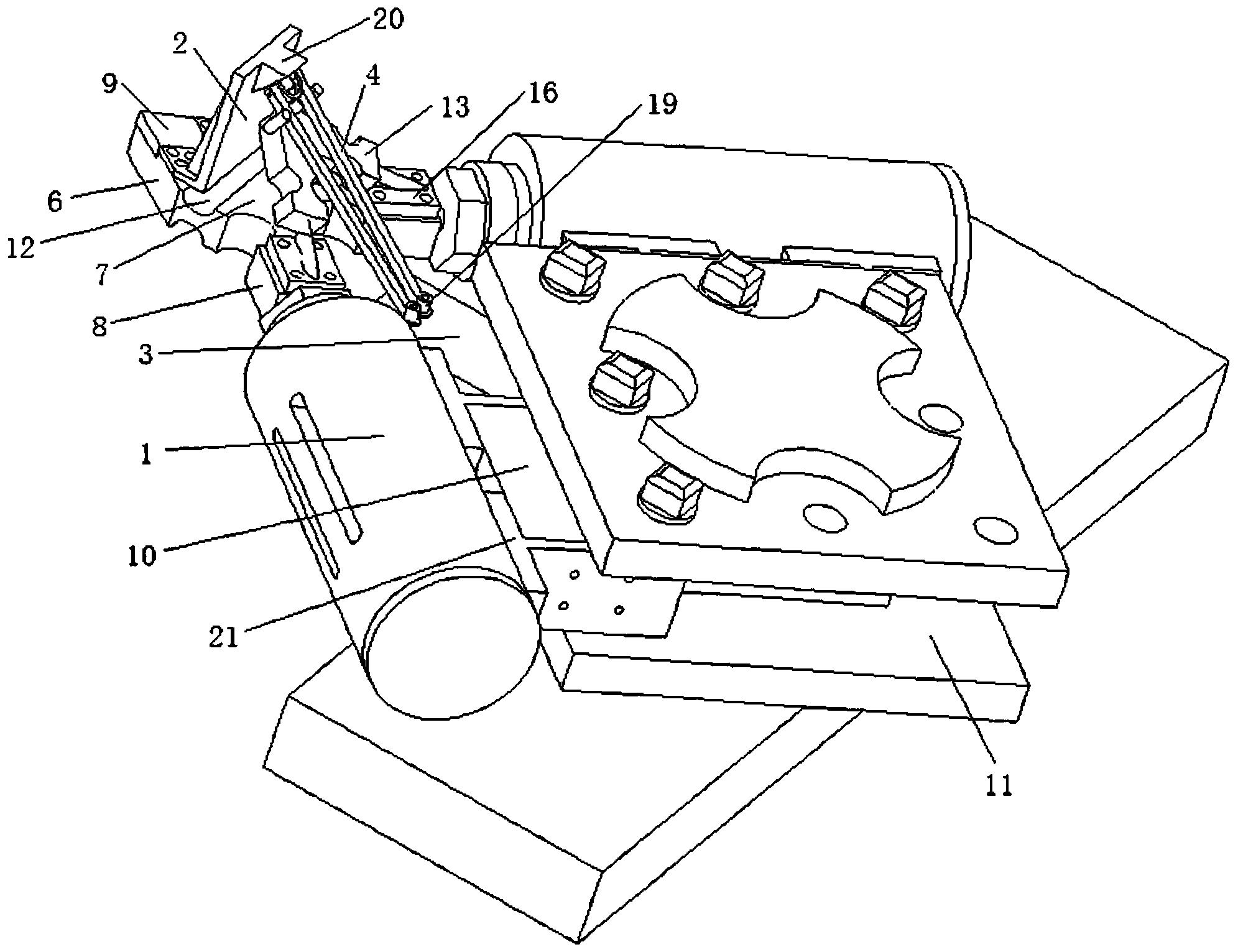
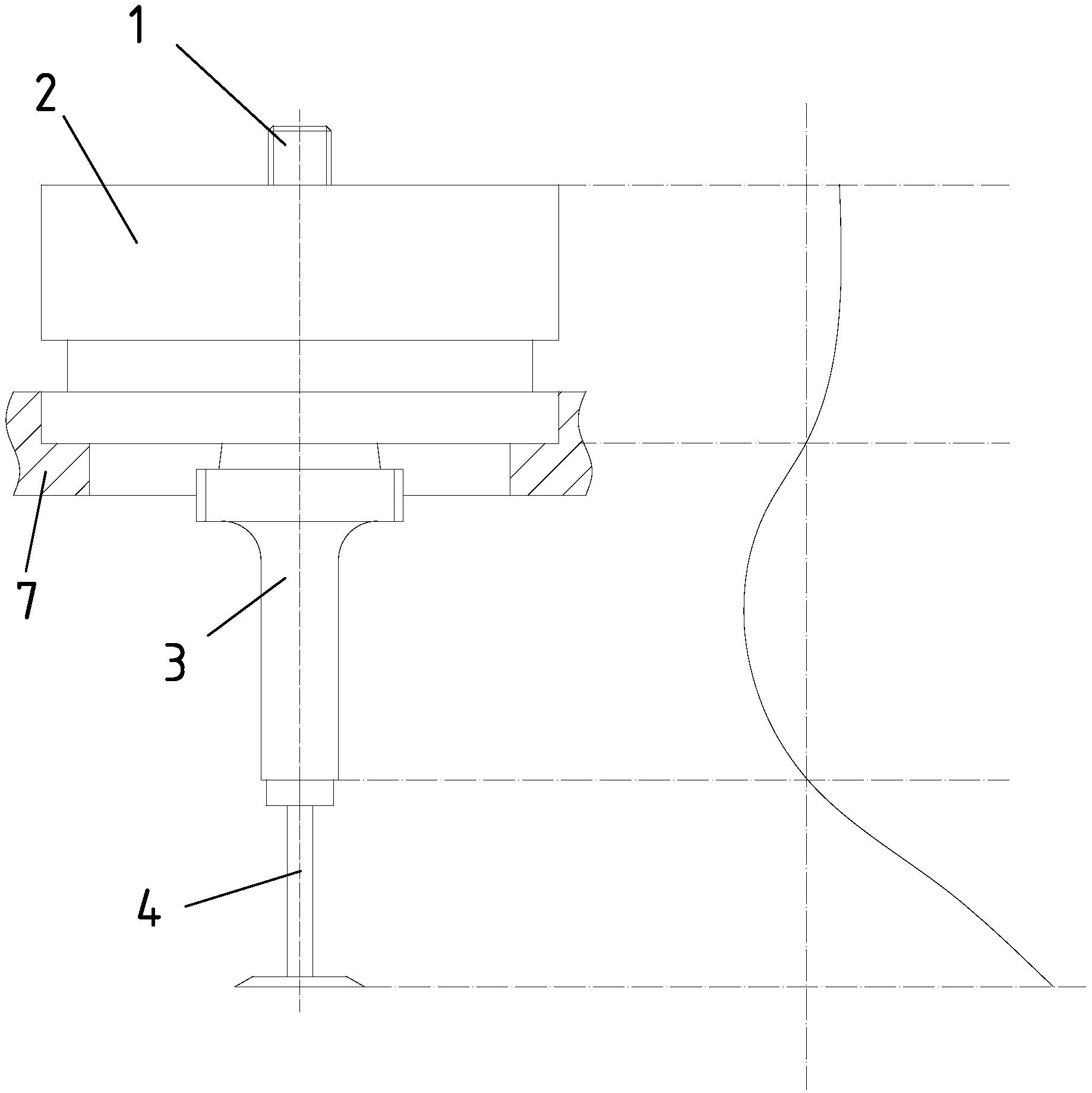
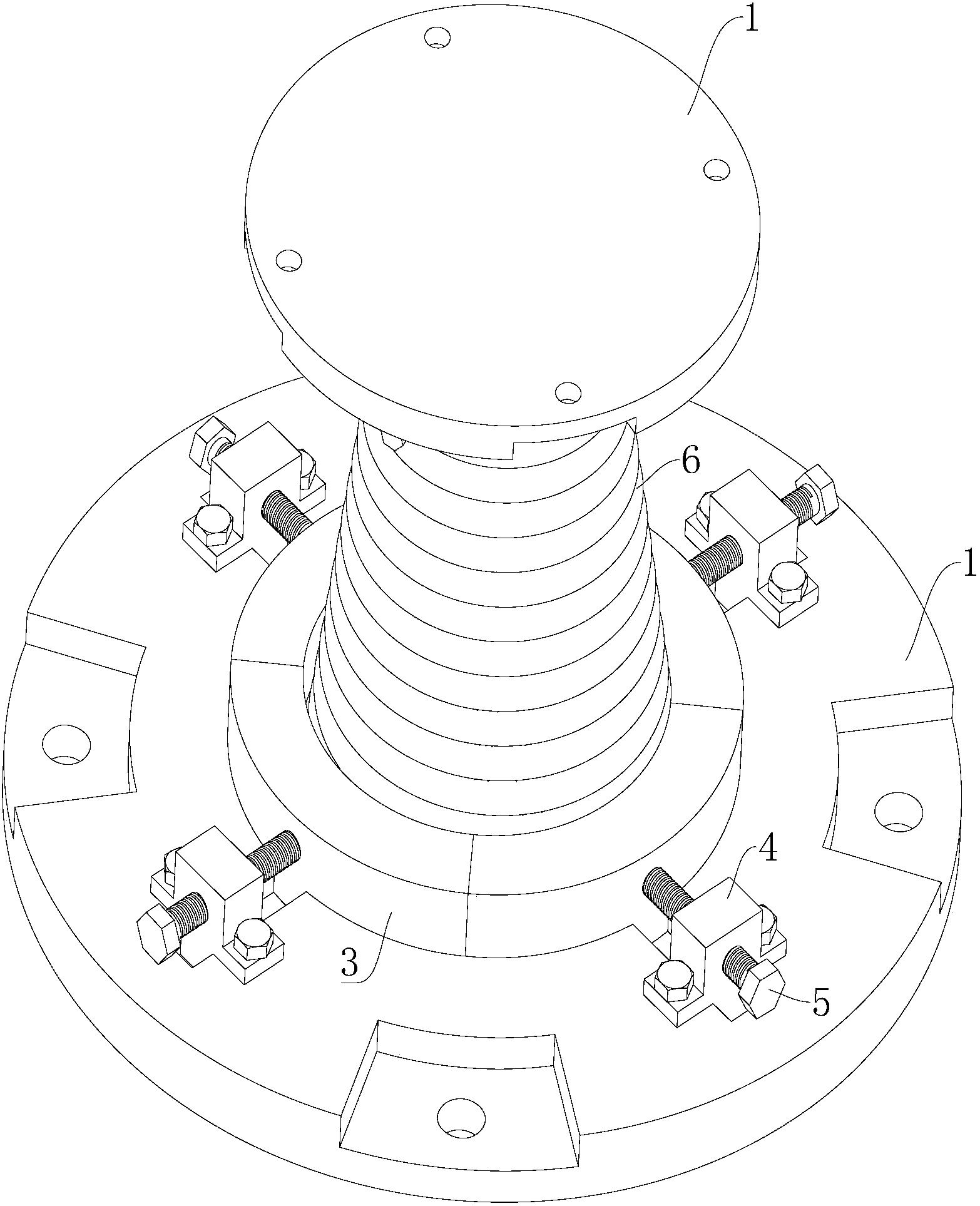
图3是本发明的同轴红外测温激光头的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
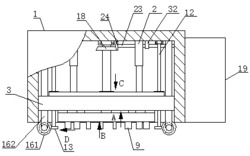
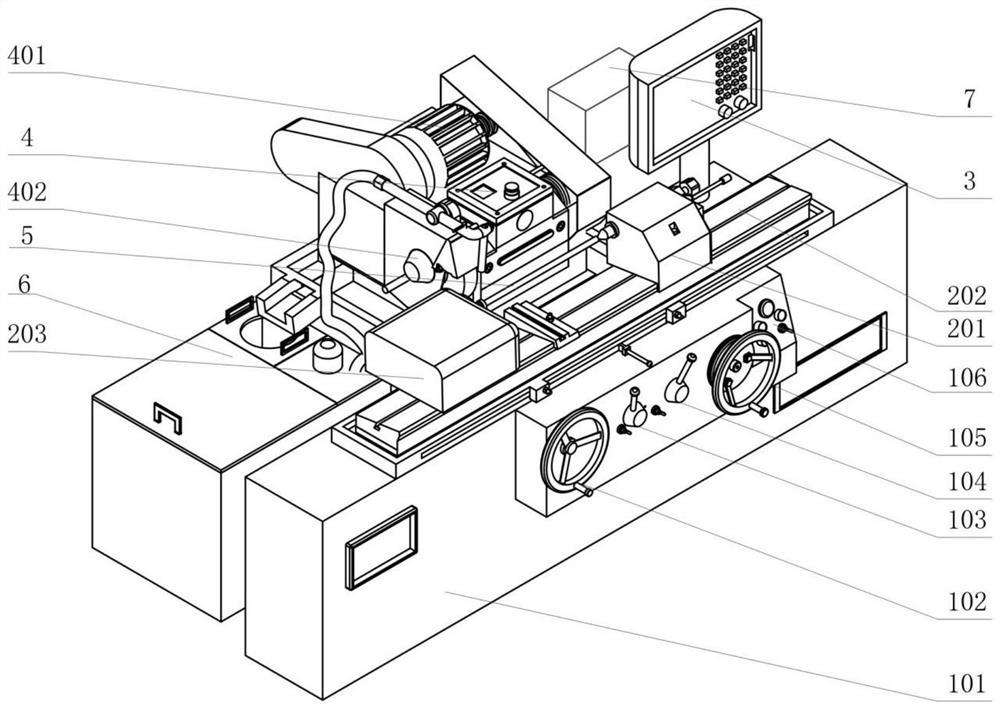
参看图1,本实施例中:一种集成温度场实时测量和反馈控制功能的激光预热加工系统,用于配合激光器,利用数控机床对工件进行恒温场加工。激光器产生激光传递到同轴红外测温激光头,同轴红外测温激光头将激光聚焦到工件表面,用于加工前的预热处理,同时能够对工件表面进行实时温度测量;数据处理单元、反馈调节单元在同一台计算机内实现,激光器控制单元和夹具控制单元作为单独的设备实现。本实施例采用同轴光路系统实现对激光预热工件表面的红外测温;数据处理单元采用BP神经网络算法进行激光功率和激光头位姿补偿量的计算与分解,并由反馈调节单元生成补偿动作;最后通过激光器、夹具控制单元根据反馈调节单元传来的指令,分别向激光器、三自由度可控夹具发出校正指令分别调节激光器功率和激光器位姿。该系统的目的是通过同轴红外测温激光头实时检测预热表面温度,将其与预设目标温度进行比对,计算激光功率补偿量和激光照射角度、激光头至工件表面距离的补偿量(三个参量是通过调节激光功率和激光头位姿实现补偿的,本实施例用BP神经网络算法来实现补偿量的计算),继而将补偿量加载于激光器和可控夹具上以调节打在工件表面的能量(调节了激光器功率大小,即调节了发射激光的能量大小)以及能量密度(调节了同轴红外测温激光头的位姿,即调节了同轴红外测温激光头与工件表面距离、激光照射角度、激光光斑大小,间接改变了激光光斑在工件表面上的能量密度大小),进而调节温度(适当调节位姿和激光功率可使工件表面在一段时间内达到预设温度),该系统运行流程图如图2所示。
具体地,参看图1,激光预热加工设备由数控机床、同轴红外测温激光头、三自由度可控夹具、工件组成,其中待加工工件一般为高硬度、耐热材料工件,此类工件的切削性能较差。其中数控机床根据工件轮廓选择三轴或者五轴机床,该数控机床在加工工件表面时需要满足路径的可达性要求。三自由度可控夹具的三个自由度如图1标注所示,分别为沿Z轴移动方向、绕Z轴旋转方向、绕Y轴旋转方向,用于调控激光照射工件角度、激光头至工件表面的距离。其中激光照射工件角度和激光头至工件表面的距离随着工件轮廓的改变、刀具加工路径的改变而不断地变换,影响了照射在工件表面的激光光斑大小、形状以及激光辐射工件的能量、能量密度,从而造成温度场的不稳定性,需要通过三自由度可控夹具进行激光头的位置调节。
同轴红外测温激光头实现激光和红外的同轴光路结构,如图3所示。其固定在三自由度可控夹具上,其能够连接激光器并发射激光,同轴光路的红外测温仪能够对预热工件表面进行实时测温。同轴系统通过与数据处理单元进行数据连接,将实时测得的温度信息以数据包的形式按照采样周期发送至数据处理单元。
数据处理单元为一个能够进行大量数据运算的计算机终端,也可以单片机、PLC或其它智能终端。数据处理单元采用BP神经网络算法实现补偿量的计算和分解,在进行激光预热温度测量反馈之前,需要做一系列的准备工作。设实测温度tm、预设目标温度tt,三自由度可控夹具沿Z轴移动初始距离zt、绕Z轴旋转初始角度zr、绕Y轴旋转初始角度yr,经过BP神经网络调节后的对应值分别为ztt、zrr、yrr,激光初始功率Ww以及经过BP神经网络调节后的功率Www。首先通过实验调节可控夹具的三个自由度以及激光功率,使初始实测温度达到预设目标温度,重复以上步骤,获得大量的训练样本数据(大量样本意味着需要考虑到各种实测温度、预设目标温度、预热周期条件下的激光功率控制量和激光头位姿控制量;样本越多越好,考虑的情况越多越好),代入BP神经网络模型中训练,如图1所示,最终得到隐含层的各个权值,构建最终的BP神经网络,此训练完成的BP神经网络是针对固定的切削进给速度而言。在正式运行时,将测得的预热工件温度以及其他初始参数代入输入层,得到输出层的校正量数据作为下一次的初始值,同时传递到反馈调节单元。通过以上步骤,一系列初始条件(预设目标温度等)通过已经训练好的BP神经网络模型得到补偿量,传到反馈调节单元,生成特定的指令。反馈单元将补偿量数据转换为可执行指令,发送给控制单元,进行控制夹具和激光器,进行补偿。
依据传递而来的该时刻补偿量,反馈调节单元对将其分别反馈给夹具控制单元和激光器控制单元,由激光器控制单元控制激光器的输出功率大小,由夹具控制单元控制可控夹具的三自由度变换。不断重复上述过程即可实现激光预热加工的温度场实时测量反馈,使工件表面各个预热点上的温度保持一致稳定。
此外,本系统可以在改变部分参数且不影响目标温度的情况下,缩短预热周期,提升激光预热效率。预热工件表面可以降低切削力,切削力降低了,就可以适当地提高进给速率,加工周期短了,效率就上升了。同轴红外测温激光头装夹在刀轴上,随着刀具移动,通过提高刀具进给速率,使预热切削的整个周期变短,同时意味着激光光斑停留在工件表面同一点的时间就会变短,如何保证在更短的时间内完成指定温度的预热,可以通过调节反馈实现,比如加大激光输出功率,调整位姿来减小光斑和能量损耗,都可以使工件表面在更短时间内达到预热效果,即效率提升了。如果没有达到恒温条件,工件表面的各个加工点预热温度不同,会导致加工完的工件表面粗糙度不均匀、残余应力变大,使表面质量变差。
下面,给出采用本发明的预热加工系统情况下预热加工的一个具体实例及显著提升的表面质量。
实例:氮化硅陶瓷材料工件
工件切深:0.2mm
主轴转速:2000rpm
进给速度:12mm/min
激光功率:300W
光斑直径:3mm
在该应用实例中,由于工件表面的各个加工点都是相同温度,才能使表面粗糙度、残余应力足够小,工件能够顺利完成预热切削,切削后的表面的残余应力较小,采用硬度仪测出其切削硬化层较小,同时采用表面形貌仪测出表面粗糙度较小且较均匀。因此,本发明提出的一种集成温度场实时测量和反馈控制功能的激光预热加工系统,由于实现了温度场恒定,克服了温度场变化引起的材料性能、内部晶相变化等缺点,能够大幅度提高预热加工工件的表面质量。同时,适当加快切削进给速度,训练出对应的BP神经网络模型,可以有效地提高预热加工效率。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
一种集成温度场实时测量和反馈控制功能的激光预热加工系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0