






专利摘要
本发明为一种复合能场加热辅助车铣集成装置的使用方法,该装置包括数控车床工作台、电加热辅助装置和工控机,所述数控车床工作台左侧设有三爪卡盘,所述三爪卡盘的中心横向固定安装有工件,所述数控车床工作台的右侧固定安装有铣床机架,且铣床机架纵向旋转装配有铣床主轴,所述铣床主轴的底端纵向固定安装有铣刀,且铣刀位于工件的上侧。该发明解决难加工材料的加工问题,例如对颗粒增强复合材料、陶瓷、高温合金、淬硬钢等复杂结构件的加工,使加热车削和铣削这一技术有更广泛的应用;运用该装置还可以实现激光加热与电加热复合能场的耦合,为进一步研究复合能场下材料的变形机理提供理论支持。
权利要求
1.一种复合能场加热辅助车铣集成装置的使用方法,其采用的装置包括数控车床工作台、电加热辅助装置和工控机,所述数控车床工作台左侧设有三爪卡盘,所述三爪卡盘的中心横向固定安装有工件,所述数控车床工作台的右侧固定安装有铣床机架,且铣床机架纵向旋转装配有铣床主轴,所述铣床主轴的底端纵向固定安装有铣刀,且铣刀位于工件的上侧,所述数控车床工作台的进给导轨上设置有与工件相垂直的车刀,且车刀位于工件前方,所述数控车床工作台溜板设置有激光聚焦头调整装置,所述激光聚焦头调整装置的上侧设有激光聚焦头,所述数控车床工作台溜板设置有激光发生器,且激光发生器与激光聚焦头通过光纤连接,所述激光聚焦头位于车刀的上侧,且位于工件的正上方,所述激光聚焦头与工控机电连接;
所述电加热辅助装置包括导电滑环,且导电滑环设置在铣床主轴的上侧,所述铣床主
轴的右侧设置有采样电阻、电感、等效电阻、加热电源和电流表,且导电滑环、采样电阻、电感、等效电阻、加热电源、电流表和工件依次电连接;其特征在于:该方法包括以下步骤:
步骤1、将工件通过绝热材料包覆后安装于车床三爪卡盘内;
步骤2、通过激光聚焦调整装置调整激光聚焦头的相对位置控制激光光斑的入射位置与光斑直径,使之照射在车刀前方适宜位置;
步骤3、打开加热电源开关,调整好铣削位置,防止铣刀与工件接触时产生打火现象烧蚀工件;
步骤4、通过温度场有限元仿真以及解析的方法选择优化加工工艺参数,得到激光功率、切削速度、进给量、进给速度、预热时间、激光光斑中心距离车刀中心距离、加热电流大小、加热时间工艺参数;
步骤5、打开激光发生器上的光闸,通过预热使切削区域温度达到加工要求,按照给定的数控代码进行加工,打开加热电源开关,调整好加热电流大小;
步骤6、加工轨迹完成后,关闭光闸和加热电源开关,刀具移动至下一个加工位置。
2.根据权利要求1所述的一种复合能场加热辅助车铣集成装置的使用方法,其特征在于,所述步骤4中,激光加热过程中的通过所述温度场有限元仿真确定激光参数,即激光照射在固体表面时光能的吸收主要发生在式样表层,因此激光在固体表面的热作用可以视为发生在表面一个无限薄的区域内,在此区域内激光可以看做表面热源,该表面热源可以用公式(1)表示为:
式中P
在激光的照射下材料表面吸收的激光能量转化为热能,表面温度升高,与此同时材料内部进行着由表及里、由高温向低温的热传导;材料由激光获得热能视为一种边界条件,即材料表面存在一个随时间变化的外部热源;在工件圆周表面,激光光斑作用区域内
式中:λ——材料的导热系数(W/m·℃);r
3.根据权利要求1所述的一种复合能场加热辅助车铣集成装置的使用方法,其特征在于:所述步骤4中,激光加热过程中的通过所述温度场有限元仿真确定加热电流参数,首先按照实际工件的大小建立模型划分网格,将激光看做为表面热流,加载热辐射与对流边界条件,并通过温度测量试验修正边界条件后,即可得到准确的激光加热温度场预测模型;接下来采用解析的方法来计算加热的电流值,电流通过接触面的温升可以用Kohlraush公式来计算:
这里的积分是在有一定热梯度的等温面间进行的,T
说明书
技术领域
本发明涉及机械加工技术领域,具体为一种复合能场加热辅助车铣集成装置的使用方法。
背景技术
激光加热辅助切削技术是将高功率激光束聚焦在切削刃前的工件表面,在材料被切除前的短时间内,将局部加热到很高的温度使材料的切削性在高温下发生改变,然后采用常规的刀具进行加工。通过对材料进行局部微小区域的加热,提高材料塑性的同时使材料的屈服强度降低,减小切削力,延长刀具使用寿命,抑制锯齿形切屑产生,防止切削振颤,从而达到提高加工效率、降低成本、增加表面质量的目的。
在脆性大、加工难度高的硬脆材料方面,采用激光加热辅助车削技术可以使材料由脆性转变为塑性,加工过程中显著的降低切削力,切屑变得连续,得到良好的加工表面,随着现代制造业的发展,新型材料及难加工材料的复杂件应用愈来愈多,而且单一的激光加热辅助切削技术和电加热辅助切削技术研究的较多,但是对于复杂零件的加工这些装置难以完成,这些都要求我们提出新的装置以满足复杂件的加热切削。
发明内容
本发明的目的在于提供一种复合能场加热辅助车铣集成装置的使用方法,解决难加工材料的加工问题,例如对颗粒增强复合材料、陶瓷、高温合金、淬硬钢等复杂结构件的加工,使加热车削和铣削这一技术有更广泛的应用;运用该装置还可以实现激光加热与电加热复合能场的耦合,为进一步研究复合能场下材料的变形机理提供理论支持。
为实现上述目的,本发明采用以下技术方案:一种复合能场加热辅助车铣集成装置,包括数控车床工作台、电加热辅助装置和工控机,所述数控车床工作台左侧设有三爪卡盘,所述三爪卡盘的中心横向固定安装有工件,所述数控车床工作台的右侧固定安装有铣床机架,且铣床机架纵向旋转装配有铣床主轴,所述铣床主轴的底端纵向固定安装有铣刀,且铣刀位于工件的上侧,所述数控车床工作台的进给导轨上设置有与工件相垂直的车刀,且车刀位于工件前方,所述数控车床工作台溜板设置有激光聚焦头调整装置,所述激光聚焦头调整装置的上侧设有激光聚焦头,所述数控车床工作台溜板设置有激光发生器,且激光发生器与激光聚焦头通过光纤连接,所述激光聚焦头位于车刀的上侧,且位于工件的正上方,所述激光聚焦头与工控机电连接;
所述电加热辅助装置包括导电滑环,且导电滑环设置在铣床主轴的上侧,所述铣床主轴的右侧设置有采样电阻、电感、等效电阻、加热电源和电流表,且导电滑环、采样电阻、电感、等效电阻、加热电源、电流表和工件依次电连接。
一种复合能场加热辅助车铣集成装置的使用方法如下:
步骤1、将工件通过绝热材料包覆后安装于车床三爪卡盘内;
步骤2、通过激光聚焦调整装置调整激光聚焦头的相对位置控制激光光斑的入射位置与光斑直径,使之照射在车刀前方适宜位置;
步骤3、打开加热电源开关,调整好铣削位置,防止铣刀与工件接触时产生打火现象烧蚀工件;
步骤4、通过温度场有限元仿真以及解析的方法选择优化加工工艺参数,得到激光功率、切削速度、进给量、进给速度、预热时间、激光光斑中心距离车刀中心距离、加热电流大小、加热时间等工艺参数;
步骤5、打开激光发生器上的光闸,通过预热使切削区域温度达到加工要求,按照给定的数控代码进行加工,打开加热电源开关,调整好加热电流大小;
步骤6、加工轨迹完成后,关闭光闸和加热电源开关,刀具移动至下一个加工位置。
所述步骤4中,激光加热过程中的通过所述温度场有限元仿真确定激光参数,即激光照射在固体表面时光能的吸收主要发生在式样表层,因此激光在固体表面的热作用可以视为发生在表面一个无限薄的区域内,在此区域内激光可以看做表面热源,该表面热源可以用公式(1)表示为:
式中Pl——激光功率(W);A——为激光吸收率;r——距离激光中心距离(m);R——激光半径(m),激光传热过程简化为旋转圆柱体受高斯移动热源与对流边界作用下三维瞬态传热问题;假设材料热性能等向,圆柱坐标系下导热微分方程如公式(2)所示:式中,λ——材料的导热系数(W/m·℃);r——距离激光中心距离(m);ρ——密度(kg/m
在激光的照射下材料表面吸收的激光能量转化为热能,表面温度升高,与此同时材料内部进行着由表及里、由高温向低温的热传导。材料由激光获得热能视为一种边界条件,即材料表面存在一个随时间变化的外部热源。在工件圆周表面,激光光斑作用区域内 时,
式中λ——材料的导热系数(W/m·℃);rw——激光光斑半径(mm);ql,abs——材料吸收激光热量(W/m
所述步骤4中,激光加热过程中的通过所述温度场有限元仿真确定加热电流参数,首先按照实际工件的大小建立模型划分网格,将激光看做为表面热流,加载热辐射与对流边界条件,并通过温度测量试验修正边界条件后,即可得到准确的激光加热温度场预测模型;接下来采用解析的方法来计算加热的电流值,电流通过接触面的温升可以用Kohlraush公式来计算:
这里的积分是在有一定热梯度的等温面间进行的,To是测试值,Tm是接触斑点所在平面的温度,积分考虑了有关热物理特性的所有影响因素,Kohlraush公式是基于传统的接触理论,这一理论假设接触导体的边界是热绝缘的,焦耳热仅在导电介质(接触导体)内通过向较冷的部分传播扩散,扩散至导体边界(非电传导)区域的热量可以忽略不计。
本发明一种复合能场加热辅助车铣集成装置的使用方法的有益效果是:
1.本发明能够分别调整控制激光加热辅助车削温度和电加热辅助铣削的温度场,且升温快,易于控制;
2.激光加热辅助车削和电加热辅助铣削能够独立进行切削加工,能够高效加工简单的零件;
3.复合能场加热辅助车铣装置相比与单独的激光加热辅助车削和电加热辅助铣削切削力更低,加工表面质量更高,刀具磨损更低;
4.能够完成具有复杂形状的难加工材料件的高效高质加工;
5.结构紧凑,节省空间,操作方便。
附图说明
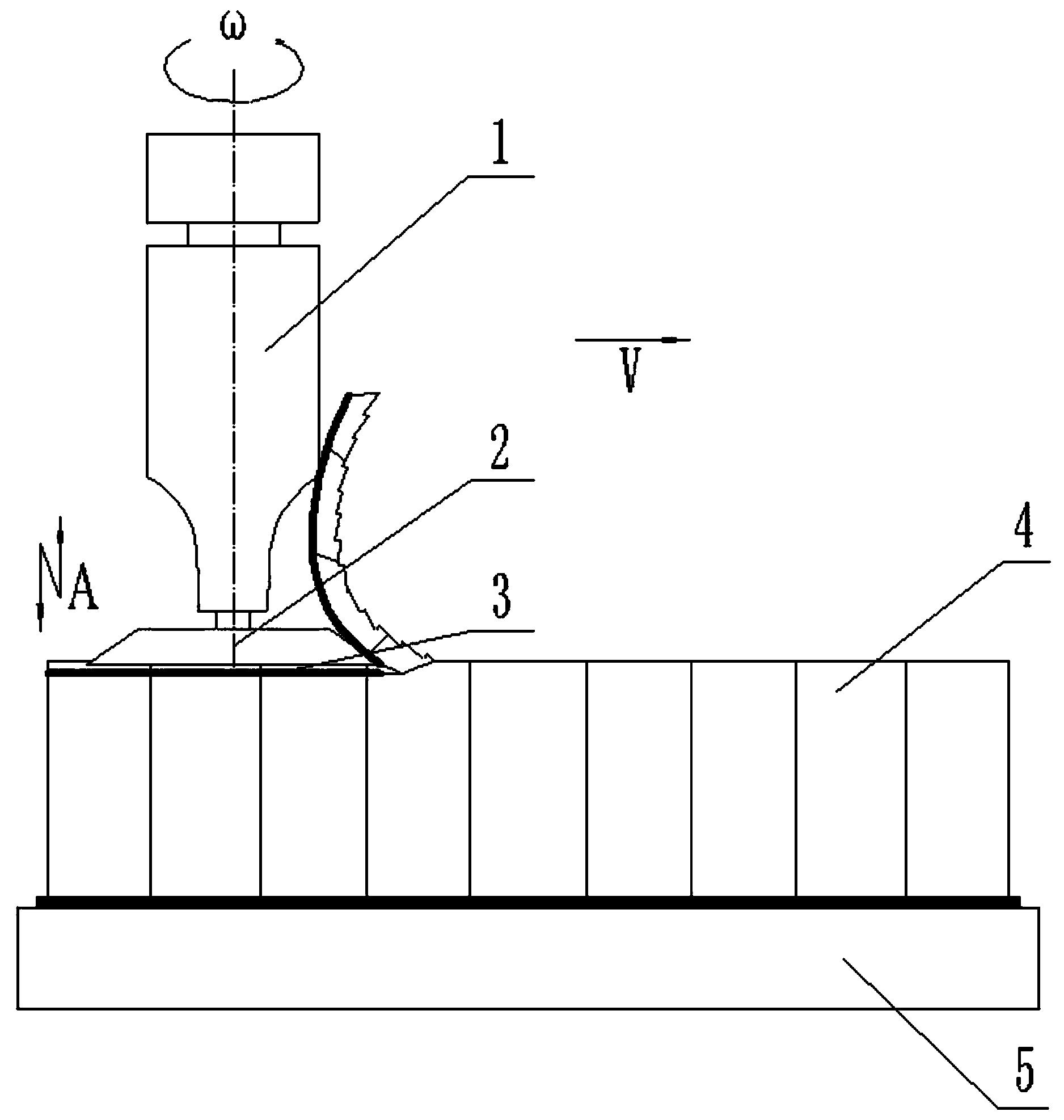
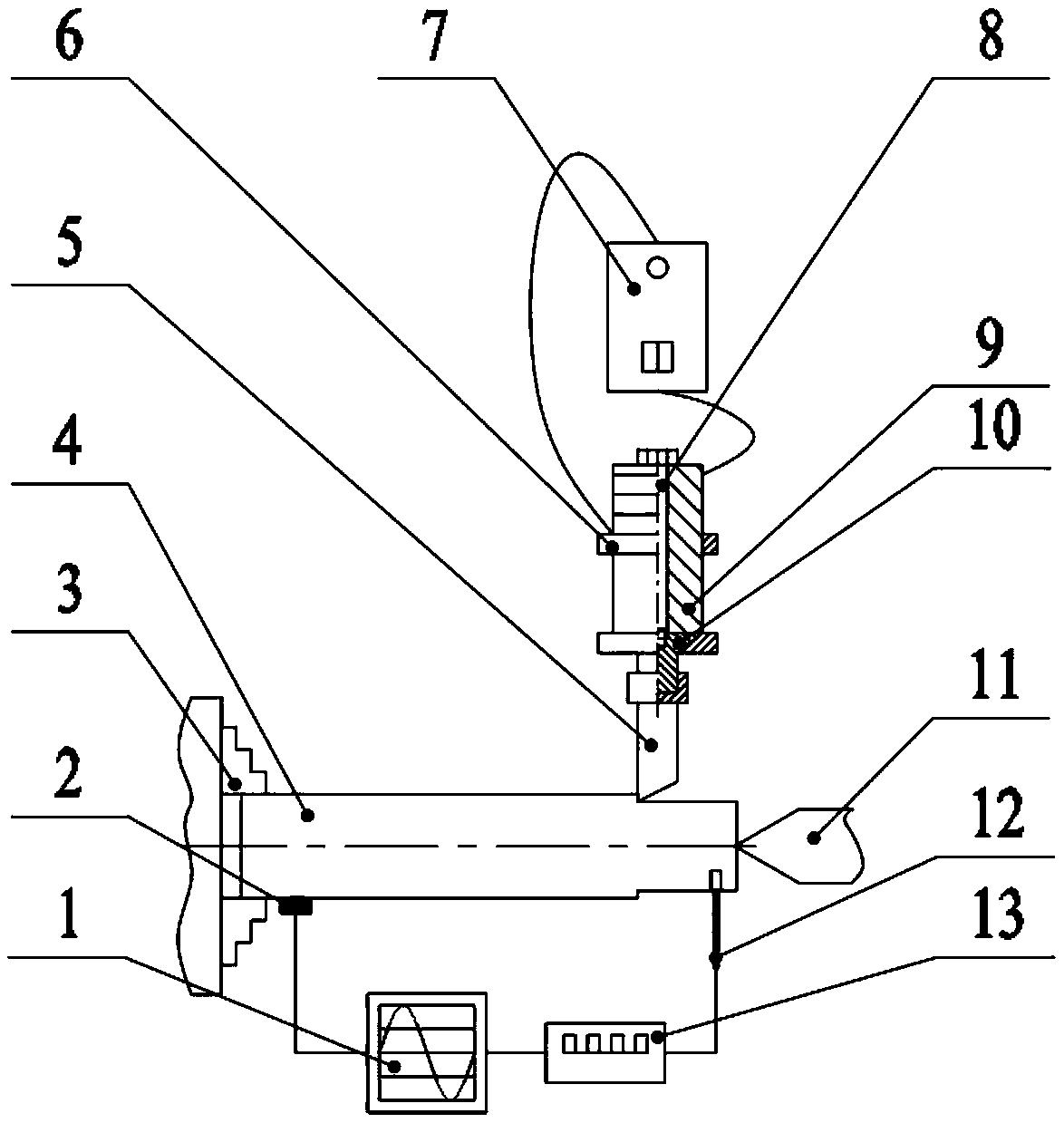
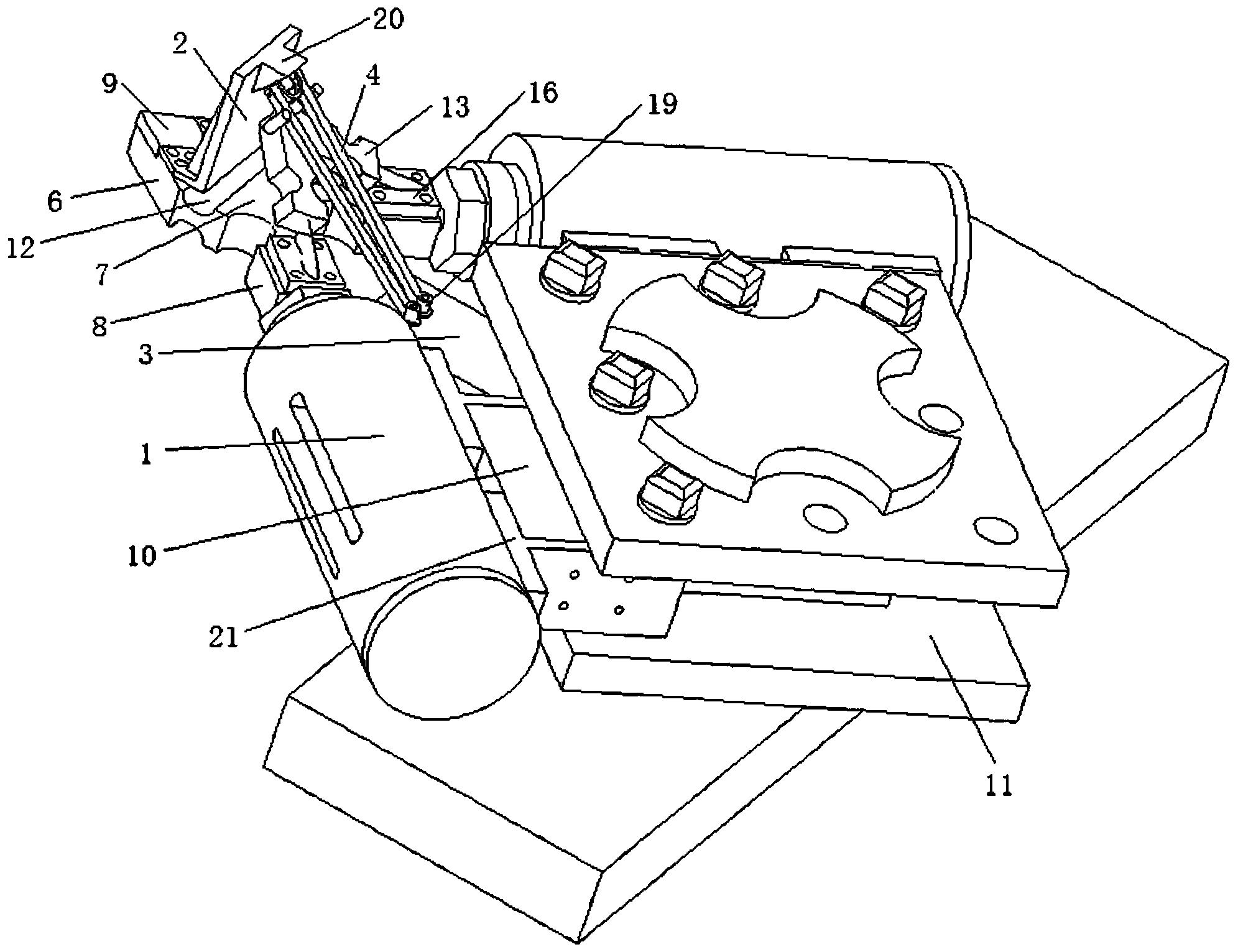
图1为本发明的整体结构示意图;
图中:1、数控车床工作台,2、三爪卡盘,3、工件,4、铣床主轴,5、导电滑环,6、采样电阻,7、电感,8、等效电阻,9、加热电源,10、电流表,11、铣刀,12、车刀,13、激光聚焦头,14、激光聚焦头调整装置,15、工控机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明提供一种复合能场加热辅助车铣集成装置,包括数控车床工作台1、电加热辅助装置和工控机15,数控车床工作台1左侧设有三爪卡盘2,三爪卡盘2的中心横向固定安装有工件3,数控车床工作台1的右侧固定安装有铣床机架,且铣床机架纵向旋转装配有铣床主轴4,铣床主轴4的底端纵向固定安装有铣刀11,且铣刀11位于工件3的上侧,数控车床工作台1的进给导轨上设置有与工件3相垂直的车刀12,且车刀12位于工件3前方,数控车床工作台1溜板设置有激光聚焦头调整装置14,激光聚焦头调整装置14的上侧设有激光聚焦头13,数控车床工作台1溜板设置有激光发生器16,且激光发生器16与激光聚焦头13通过光纤连接,激光聚焦头13位于车刀12的上侧,且位于工件3的正上方,激光聚焦头13与工控机15电连接;
电加热辅助装置包括导电滑环5,且导电滑环5设置在铣床主轴4的上侧,铣床主轴4的右侧设置有采样电阻6、电感7、等效电阻8、加热电源9和电流表10,且导电滑环5、采样电阻6、电感7、等效电阻8、加热电源9、电流表10和工件3依次电连接。
本实施例中,激光发生器16与电源电连接,通过激光发生器16和激光聚焦头13将激光聚焦在车削点位置之前,通过激光的加热作用提高工件3局部的温度,通过激光聚焦头调整装置14调整激光聚焦头13相对于刀具的位置,调整激光聚焦头13的角度和焦距将激光入射光斑做调整,进而调整激光聚焦头13随着数控车床工作台1溜板上的车刀12一起移动,结合电加热辅助装置,当铣刀11和工件3接触时工件3、铣刀11、铣床主轴4、采样电阻6、电感7、等效电阻8、加热电源9和电流表10通过导线构成闭合回路,通过控制电流大小来实现高效高质量的铣削,采用车铣复合加工的方法将难加工材料去除,完成复杂形状零件加工的目的,这里复杂零件指的是具有三维形貌特征的零件,如复杂形状花键、带有异型腔的模具等;工控机15控制激光聚焦头13的激光功率等参数。
一种复合能场加热辅助车铣集成装置的使用方法如下:
步骤1、将工件3通过绝热材料包覆后安装于车床三爪卡盘2内;
步骤2、通过激光聚焦调整装置14调整激光聚焦头13的相对位置控制激光光斑的入射位置与光斑直径,使之照射在车刀12前方适宜位置;
步骤3、打开加热电源9开关,调整好铣削位置,防止铣刀11与工件3接触时产生打火现象烧蚀工件3;
步骤4、通过温度场有限元仿真以及解析的方法选择优化加工工艺参数,得到激光功率、切削速度、进给量、进给速度、预热时间、激光光斑中心距离车刀12中心距离、加热电流大小、加热时间等工艺参数;
步骤5、打开激光发生器16上的光闸,通过预热使切削区域温度达到加工要求,按照给定的数控代码进行加工,打开加热电源9开关,调整好加热电流大小;
步骤6、加工轨迹完成后,关闭光闸和加热电源9开关,刀具移动至下一个加工位置。
步骤4中,激光加热过程中的通过所述温度场有限元仿真确定激光参数,即激光照射在固体表面时光能的吸收主要发生在式样表层,因此激光在固体表面的热作用可以视为发生在表面一个无限薄的区域内,在此区域内激光可以看做表面热源,该表面热源可以用公式(1)表示为:
式中Pl——激光功率(W);A——为激光吸收率;r——距离激光中心距离(m);R——激光半径(m),激光传热过程简化为旋转圆柱体受高斯移动热源与对流边界作用下三维瞬态传热问题;假设材料热性能等向,圆柱坐标系下导热微分方程如公式(2)所示:式中,λ——材料的导热系数(W/m·℃);r——距离激光中心距离(m);ρ——密度(kg/m
在激光的照射下材料表面吸收的激光能量转化为热能,表面温度升高,与此同时材料内部进行着由表及里、由高温向低温的热传导。材料由激光获得热能视为一种边界条件,即材料表面存在一个随时间变化的外部热源。在工件圆周表面,激光光斑作用区域内 时,
式中λ——材料的导热系数(W/m·℃);rw——激光光斑半径(mm);ql,abs——材料吸收激光热量(W/m
步骤4中,激光加热过程中的通过所述温度场有限元仿真确定加热电流参数,首先按照实际工件的大小建立模型划分网格,将激光看做为表面热流,加载热辐射与对流边界条件,并通过温度测量试验修正边界条件后,即可得到准确的激光加热温度场预测模型;接下来采用解析的方法来计算加热的电流值,电流通过接触面的温升可以用Kohlraush公式
来计算:
这里的积分是在有一定热梯度的等温面间进行的,To是测试值,Tm是接触斑点所在平面的温度,积分考虑了有关热物理特性的所有影响因素,Kohlraush公式是基于传统的接触理论,这一理论假设接触导体的边界是热绝缘的,焦耳热仅在导电介质(接触导体)内通过向较冷的部分传播扩散,扩散至导体边界(非电传导)区域的热量可以忽略不计。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
一种复合能场加热辅助车铣集成装置的使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0