








专利摘要
真空轧制法的钛/镁/钛三层复合板,先将钛板和镁板进行退火处理,退火的温度分别是650~700℃和300~350℃,退火时间均为2h。对退火后的板材做机械打磨并做表面清理后,按照钛/镁/钛的顺序对齐叠放后,用钨极氩弧焊的方式进行封焊处理,并在封焊后从真空孔抽取空气使其真空度保持在0.01Pa。之后,将叠板预热500~550℃维持1h后放入轧机进行轧制,首道次压下率为15%~20%,总压下率为50%~60%,轧制速度为5~6m/min,最后进行均匀化退火处理,温度为350℃,时间为3h。本发明所提出的钛/镁/钛三层复合板,在综合了钛和镁的优异性能的同时,提高了界面结合强度,降低了板材成本,适用于工业化生产。
说明书
技术领域
本发明涉及一种轻质高强度钛镁钛真空轧制金属复合材料,属于金属复合材料和机械制造综合技术领域。
背景技术
钛及钛合金作为新型的高性能金属结构材料,具有良好的塑形和韧性以及足够的耐蚀性、高熔点和低导热性等特点,尤其是比强度较高,所以被广泛应用于航空航天、石油化工等高新技术领域,但其缺点是成本较高;镁是金属结构材料中最轻的一种,优点是比强度高、减震性好、价格低廉,但耐腐蚀和耐高温的性能较差。所以若将钛和镁结合,制成钛/镁/钛三层金属复合材料,其将兼有钛的高强度、耐蚀性、耐高温和镁的低比重、价格低廉的特点,在桥梁等领域具有十分广阔的应用前景。
然而钛的线膨胀系数很小,相反镁的线膨胀系数较大,所以在实际结合中常出现钛合金断裂的现象。并且高温状态下钛和镁都是活跃金属,很容易氧化,形成氧化层会阻碍钛和镁的结合。另外它们的熔点差距较大,镁的是921K,而钛的熔点大约是1993K。这些都是在焊接时要解决的问题。
目前制备此类金属复合板的方法主要有3种,钎焊、爆炸焊接以及真空轧制。
钎焊:结合强度不高,且在铺设钎料的过程中易造成钎料不均,会出现漏焊等现象,不适用于较大尺寸的复合板直接的焊接。
爆炸焊接:几乎可以实现任何同种或者异种金属的连接,且所获得复合板材的后续加工性能好,但此方法对板型的控制较为困难,不适于连续化生产,产量较低,且在焊接三层复合板时需要爆炸焊接两次才能得到性能稳定的复合板,效率低。
真空轧制:将热轧法与钨极氩弧焊技术相结合。对比传统热轧法,该方法中复合板界面一直处于高真空,加热过程的界面几乎不被氧化,因此极大提高了界面结合性能。但其缺陷是真空轧制法对真空度的要求比较高,且尚不能加工较厚的复合板。
钎焊由于会出现漏焊等现象且结合面强度过低,只能作为复合板结合的准备工作,不能作为其复合板形成的最后工作;钛和镁的物理性能相差较大,虽然可以用爆炸焊接的方法制备,但需焊接两次才能获得三层复合板,效率低、成本高;真空轧制法是最适合钛/镁/钛三层复合板的制备法,不仅可以实现异种金属间的焊接,还能减少金属在高温下的氧化,极大程度上提高其结合强度。
发明内容
本发明的目的之一在于提供钛/镁/钛的三层金属复合材料。其特征在于:由两层钛合金板材以及一层镁合金板材按照钛/镁/钛的顺序叠放轧制而成。
本发明的另一个目的在于提供一种工艺简单、界面结合良好的钛/镁/钛三层金属复合材料的真空轧制复合方法。
钛/镁/钛三层金属复合材料的真空轧制复合方法,包括以下步骤:
(1)选择经过退火的钛合金和镁合金板材作为复合板的制备基板。退火温度在650~700℃时,钛合金的晶粒基本等轴化,然而超过这个温度后,晶粒仅尺寸会增大,力学性能会随着温度的升高而降低,所以较适宜钛合金的退火温度是650~700℃;同样,镁合金的力学性能在退火温度为300~350℃力学性能较好。退火的保温时间过短会导致金属无法产生再结晶现象,而过长又会导致晶粒尺寸减少,保温时间选择为2h;
(2)清理表面:用机械打磨的方法清理板材的待结合表面至其露出新鲜金属后,用丙酮和酒精擦拭干净;由于钛和镁在常温下化学性能都较为活泼,所以清理后应将板材放置在干燥环境中于8h内使用,以防止表面氧化;
(3)钨极氩弧焊:将两块清理后的钛合金板材和一块清理后的镁合金板材按照钛/镁/钛的顺序叠放夹紧,使其待加工表面贴合对齐,用交流电源下钨极氩弧焊的方式进行封焊处理,并在封焊后从真空孔抽取空气使其真空度保持在0.01Pa~0.05Pa,保证待轧制界面之间处于真空状态。
(4)预热处理:将封焊处理后的叠板放入电阻炉中进行预热处理,考虑到热轧的温度一般选择金属再结晶温度以上某温度,即大于0.4倍熔点,钛的熔点为1933K,再结晶温度即为773K,再综合考虑镁的熔点仅有921K,所以选择热轧之前的预热温度为500~550℃;预热时间为1h;
(5)轧制:将预热处理后的三层叠板放入轧机进行轧制,首道次压下率为15%~20%,总压下率为50%~60%,轧制速度为5~6m/min。首道次压下率越大,界面氧化物的尺寸就越小,数量越少,分布越弥散;总压下率越大,复合板的拉伸伸长率和抗拉强度越高。然而过大的首道次压下率和总压下率均会导致结合面断裂,因此选择首道次压下率为15%~20%,总压下率为50%~60%。
(6)均匀化退火处理:将轧制好的复合板进行退火处理,其目的在于加速钛和镁元素之间的固态扩散,提高界面的结合强度。均匀化退火的温度过高会导致晶粒尺寸增大,而过低又难以实现固态扩散温度,因此退火温度选择为350℃,时间为3h。
本发明和现有技术相比有以下优点:
热轧之前的真空封焊处理保证了待加工界面之间处于真空状态,很大程度地减少了在加热和轧制过程中氧化层的形成,有效提高了界面结合强度;所完成的复合板综合了钛和镁的优异性能,在减少成本的情况下减轻了复合板的比重,且耐腐蚀性和耐高温性得到显著提高;工艺简单,三层的钛/镁/钛复合板仅需一次轧制就可以完成,适合于大规模生产。
下面通过具体实施方式对本发明做进一步说明,但并不意味着对本发明保护范围的限制。
附图说明
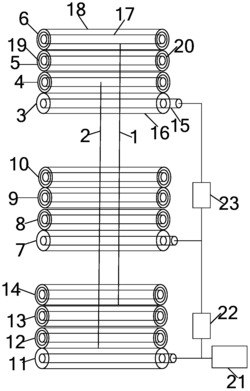
图1为真空轧制钛/镁/钛三层复合板示意图,其中,1为上层钛复板,2为上焊缝,3为镁板,4为下焊缝,5为下层钛复板,6为上真空孔,7为下真空孔。
具体实施方式
实施例一
选择经过退火处理的TA1两块和AZ31B一块,其中TA1尺寸为80mm×80mm×2mm,退火的温度和时间分别为700℃和2h;AZ31B尺寸为80mm×80mm×6mm,退火的温度和时间分别为350℃和2h。
①对上述板材的待加工表面进行机械打磨以及用丙酮和酒精擦拭干净后,按照钛/镁/钛的顺序叠放,使其待加工表面贴合;
②用钨极氩弧焊的方式进行封焊处理,并在封焊后从真空孔抽取空气使其真空度保持在0.01Pa;
③将封焊后的叠板放入电阻炉中预热1h,预热温度为500℃;
④将预热处理后的三层叠板放入轧机进行轧制,压下率分别为15%、17.6%、28.6%,总压下率为50%,轧制速度为5m/min;
⑤对轧制好的复合板进行退火处理,退火温度为350℃,退火时间为3h;
⑥将退火之后的复合板进行裁边、精整和校平。
至此,完成了5mm的钛/镁/钛三层复合板的真空轧制制备。
实施例二
选择经过退火处理的TA2两块和AZ31B一块,其中TA1尺寸为80mm×80mm×3mm,退火的温度和时间分别为650℃和2h;AZ31B尺寸为80mm×80mm×6mm,退火的温度和时间分别为300℃和2h。
①对上述板材的待加工表面进行机械打磨以及用丙酮和酒精擦拭干净后,按照钛/镁/钛的顺序叠放,使其待加工表面贴合;
②用钨极氩弧焊的方式进行封焊处理,并在封焊后从真空孔抽取空气使其真空度保持在0.01Pa;
③将封焊后的叠板放入电阻炉中预热1h,预热温度为550℃;
④将预热处理后的三层叠板放入轧机进行轧制,压下率分别为20%、25%、33.3%,总压下率为60%,轧制速度为6m/min;
⑤对轧制好的复合板进行退火处理,退火温度为350℃,退火时间为3h;
⑥将退火之后的复合板进行裁边、精整和校平。
至此,完成了4.8mm的钛/镁/钛三层复合板的真空轧制制备。
轻质高强度钛镁钛真空轧制复合材料专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0