









专利摘要
本发明提供了一种高温浇铸铝合金液位测控装置及方法,该装置包括单片机控制单元、超声波液位计、铝合金熔液控制机构、铝合金液位控制槽四个部分;单片机控制单元的信号输入端接液位槽(17)上方的超声波液位计(18)采集铝合金熔液的液位信号,单片机控制单元的信号输出端接铝合金熔液控制机构,铝合金熔液控制机构控制铝合金液位控制槽的铝合金液位。本发明能有效提高高温浇铸铝合金液位检测精度,有效提高高温浇铸铝合金液位的控制精度,有效提高铝合金型材的均匀性。本发明代替原来的人工操作,实现了高温浇铸铝合金液位的自动控制。本发明推动了金属冶金行业的技术创新和技术进步,提升了金属冶金行业高温浇铸设备的自动化水平。
权利要求
1.一种高温浇铸铝合金液位测控装置,其特征在于,该装置包括单片机控制单元、超声波液位计、铝合金熔液控制机构、铝合金液位控制槽四个部分;单片机控制单元的信号输入端接高温浇铸液位槽(17)上方的超声波液位计(18)采集铝合金熔液的液位信号,单片机控制单元的信号输出端接铝合金熔液控制机构,铝合金熔液控制机构控制铝合金液位控制槽的铝合金液位;
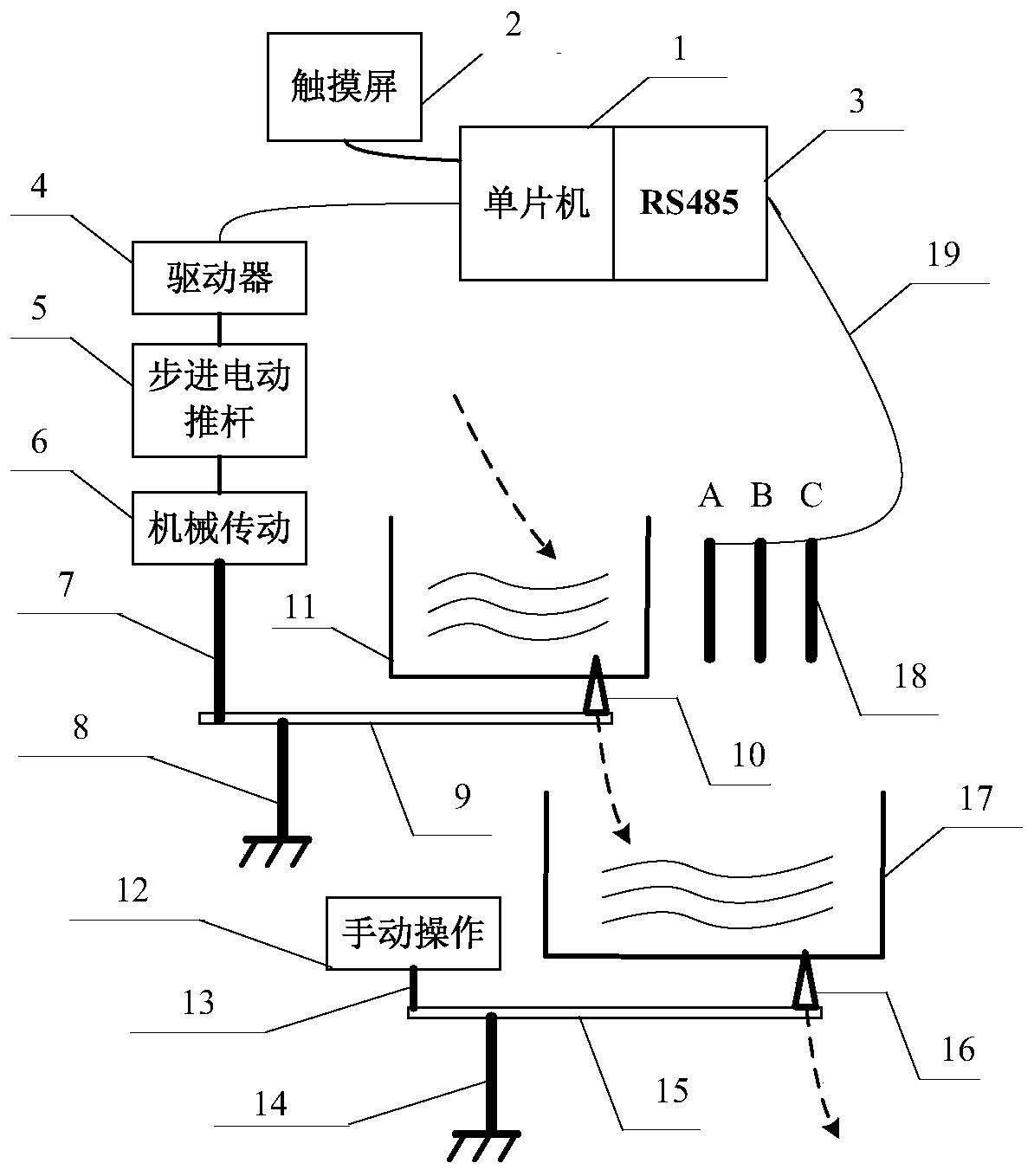
第一部分为单片机控制单元,包括单片机(1)、触摸屏(2)、RS485通信模块(3),是整个液位测控装置的核心部分,单片机(1)的信号输入端通过RS485通信模块(3)接超声波液位计,单片机(1)的信号输出端接铝合金熔液控制机构的驱动器,单片机(1)实现液位测控信号数值滤波算法,实现对高温浇铸过渡槽(11)的向下开度和流量控制;单片机(1)与触摸屏(2)相连接,触摸屏(2)作为人机界面,实现参数设置及实时数据、曲线的显示、故障信号报警;
第二部分的超声波液位计(18)包括第一液位传感器(A)、第二液位传感器(B)、第三液位传感器(C),通过RS485通信线(19)、RS485通信模块(3)与单片机(1)相连接,实现对铝合金液位控制槽液位的实时检测,并把液位数据通过RS485通信方式实时传输给单片机(1);
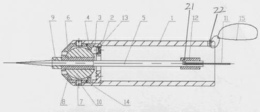
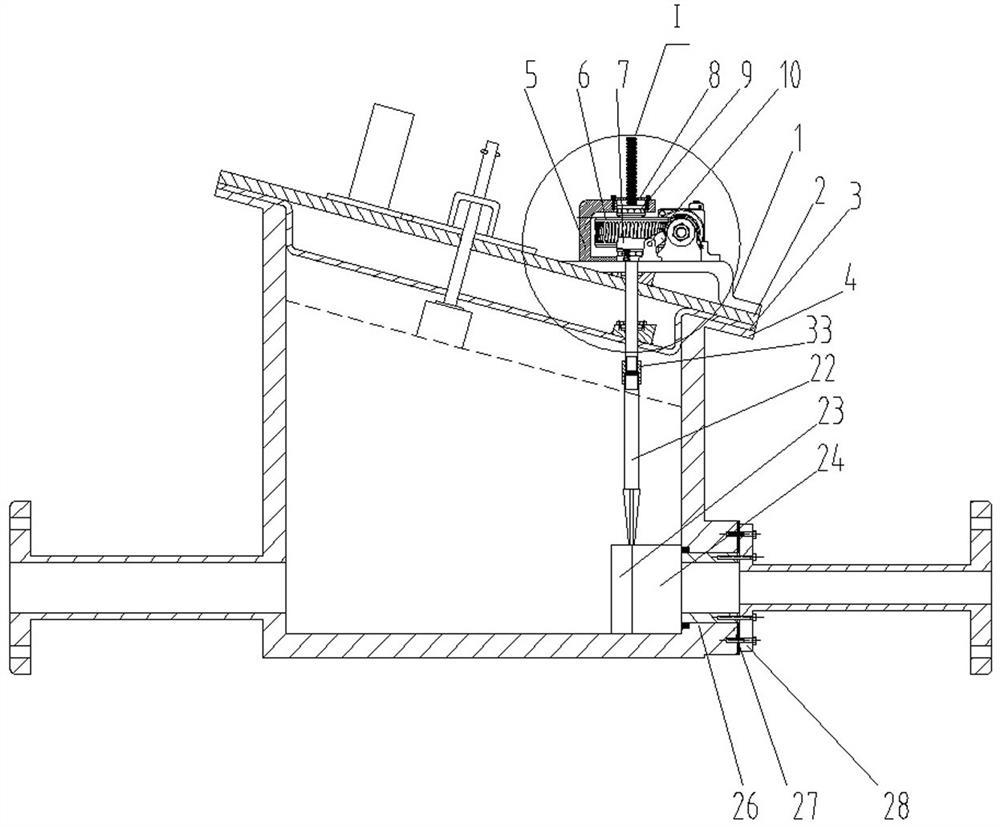
第三部分为铝合金熔液控制机构,包括驱动器(4)、步进电动推杆(5)、机械传动部分(6)、传动丝杆(7)、支撑杆(8)、传动杆(9)、锥塞(10)、高温浇铸过渡槽(11);单片机(1)的输出端接驱动器(4),通过驱动器(4)与步进电动推杆(5)相连接,步进电动推杆(5)直线驱动机械传动部分(6),机械传动部分(6)通过传动丝杆(7)与传动杆(9)垂直连接,由传动杆(9)控制锥塞(10)向上或向下移动,从而控制高温浇铸过渡槽(11)向下的开度和流量;
第四部分为铝合金液位控制槽,包括手动操作部分(12)、传动丝杆(13)、传动杆(15)、锥塞(16)、高温浇铸液位槽(17);手动操作部分(12)通过传动丝杆(13)接传动杆(15),控制锥塞(16)向上或向下移动;从而控制高温浇铸液位槽(17)向下的开度和流量,达到控制后续铝合金型材的加工精度;
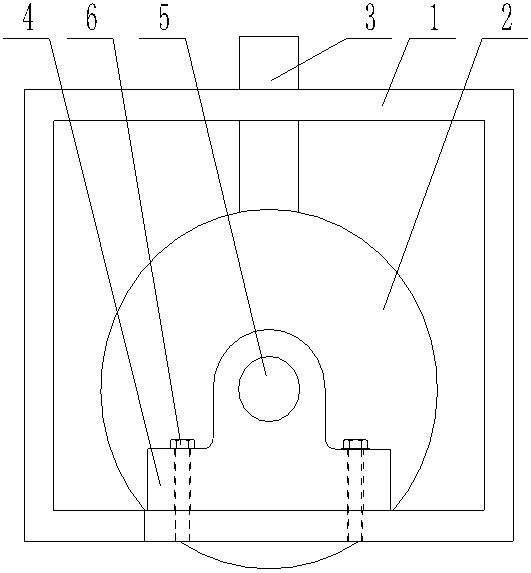
所述的第一液位传感器(A)、第二液位传感器(B)、第三液位传感器(C),测距范围1500mm到2000mm,测量精度0.1 mm;该3只液位传感器的布局的原则为:高度上距液位面1500mm到2000mm之间,有效克服热气浪对传感器的影响;远离各槽边距不小于四分之一的边长;在以X为圆心的圆弧上,该3只液位传感器之间基本等弧长;以X为圆心的圆弧半径不小于四分之一的短边长,这种布局,配合数值滤波算法,能有效克服铝合金液位的波动及干扰影响,X为高温浇铸过渡槽(11)流入高温浇铸液位槽(17)的垂直位置。
2.一种如权利要求1所述的高温浇铸铝合金液位测控装置的液位检测方法,其特征在于,所述的高温浇铸铝合金液位检测方法是由第一液位传感器(A)、第二液位传感器(B)、第三液位传感器(C)在测量中由传感器发出脉冲超声波,脉冲超声波经物体表面反射后被同一传感器接收,转换成电信号,并由声波的发射和接收之间的时间来计算传感器到被测物体的距离,由微处理器通过铝合金液位的数值滤波算法计算出高温浇铸铝合金液位;
所述的铝合金液位的数值滤波算法为:
1)对第一液位传感器(A)、第二液位传感器(B)、第三液位传感器(C)3只传感器同时采集铝合金液位数据,连续采集8遍,分别得到3只传感器各8个数据:a1、a2、…、a8,b1、b2、…、b8,c1、c2、…、c8;
2)对3只传感器各8个数据,依据数值大小升序排序,Rank(a1、a2、…、a8)、Rank(b1、b2、…、b8)、Rank(c1、c2、…、c8) ;分别得到排序后数据:ra1、ra2、…、ra8,rb1、rb2、…、rb8,rc1、rc2、…、rc8;
3)3只传感器排序后数据各去掉最大2个数据,去掉最小2个数据,剩下:ra3、ra4、ra5、ra6,rb3、rb4、 rb5、rb6、rc3、rc4、rc5、rc6,12个数据;
4)对步骤3)的12个数据,依据数值大小升序排序,Rank(ra3、ra4、ra5、ra6,rb3、rb4、rb5、rb6、rc3、rc4、rc5、rc6),得到排序后数据:rd1、rd2、…、rd12,再进行滤波,去掉最大3个数据,去掉最小3个数据,只剩下:rd4、rd5、…、rd9,共6个数据;
5) 求rd4、rd5、…、rd9,6个数据的平均值y,
说明书
技术领域
本发明是一种用于金属冶金行业高温浇铸合金液位测控的方法,属于液位测控技术领域。
背景技术
传统的高温浇铸铝合金液位测控方法采用人工目测及手动调节方法,为了达到浇铸铝合金型材的均匀性,需要控制铝合金液位槽的液位高度,以达到控制铝合金液位槽向下流量的目的。当调节手动操作杆,铝合金液位槽的液位就发生变化。当铝合金液位控制槽的高温浇铸铝合金液位高于设定高位时,需要扭紧(向下)调节手动操作杆,经传动丝杆、传动杆,控制调高锥塞,达到减小流量的目的;当铝合金液位控制槽的高温浇铸铝合金液位低于设定低位时,需要扭松(向上)调节手动操作杆,经传动丝杆、传动杆,控制调低锥塞,达到加大流量的目的。因铝合金槽的液位设定范围较小,要求工人频繁操作且责任心强。同时,高温浇铸铝合金液体的温度高(通常600℃左右),在夏季,操作工人在高温炉旁工作,非常辛苦。
发明内容
技术问题:本发明的目的是提供一种高温浇铸铝合金液位测控方法,高温浇铸铝合金液位的快速精准测控,有利于提高铝合金浇铸型材的加工精度,有利于提高铝合金浇铸型材的加工效率。
技术方案:本发明的一种高温浇铸铝合金液位测控装置包括单片机控制单元、超声波液位计、铝合金熔液控制机构、铝合金液位控制槽四个部分;单片机控制单元的信号输入端接液位槽上方的超声波液位计采集铝合金熔液的液位信号,单片机控制单元的信号输出端接铝合金熔液控制机构,铝合金熔液控制机构控制铝合金液位控制槽的铝合金液位。
其中,
所述的第一部分为单片机控制单元,包括单片机、触摸屏、RS485通信模块,是整个液位测控装置的核心部分,单片机的信号输入端通过RS485通信模块接超声波液位计,单片机的信号输出端接铝合金熔液控制机构的驱动器,单片机实现液位测控信号数值滤波算法,实现对高温浇铸过渡槽的向下开度和流量控制;单片机与触摸屏相连接,触摸屏作为人机界面,实现参数设置及实时数据、曲线的显示、故障信号报警。
所述的第二部分的超声波液位计包括第一液位传感器、第二液位传感器、第三液位传感器,通过RS485通信线、RS485通信模块与单片机相连接,实现对铝合金液位控制槽液位的实时检测,并把液位数据通过RS485通信方式实时传输给单片机。
所述的第三部分为铝合金熔液控制机构,包括驱动器、步进电动推杆、机械传动部分、传动丝杆、支撑杆、传动杆、锥塞、高温浇铸过渡槽;单片机的输出端接驱动器,通过驱动器与步进电动推杆相连接,步进电动推杆驱动机械传动部分,机械传动部分通过传动丝杆与传动杆垂直连接,由传动杆控制锥塞向上或向下移动,从而控制高温浇铸过渡槽向下的开度和流量。
所述的第四部分为铝合金液位控制槽,包括手动操作部分、传动丝杆、传动杆、锥塞、液位槽;手动操作部分通过传动丝杆接传动杆,控制锥塞向上或向下移动;从而控制高温浇铸液位槽向下的开度和流量,达到控制后续铝合金型材的加工精度。
所述的第一液位传感器、第二液位传感器、第三液位传感器,测距范围1500mm到2000mm,测量精度0.1mm;该3只液位传感器的布局的原则为:高度上距液位面1500mm到2000mm之间,有效克服热气浪对传感器的影响;远离各槽边距不小于四分之一的边长;在以X为圆心的圆弧上,该3只液位传感器之间基本等弧长;以X为圆心的圆弧半径不小于四分之一的短边长,这种布局,配合数值滤波算法,能有效克服铝合金液位的波动及干扰影响。
本发明的高温浇铸铝合金液位测控装置的液位检测方法是由第一液位传感器、第二液位传感器、第三液位传感器在测量中由传感器发出脉冲超声波,脉冲超声波经物体表面反射后被同一传感器接收,转换成电信号,并由声波的发射和接收之间的时间来计算传感器到被测物体的距离,由微处理器通过铝合金液位的数值滤波算法计算出高温浇铸铝合金液位。
所述的铝合金液位的数值滤波算法为:
1)对第一液位传感器、第二液位传感器、第三液位传感器3只传感器同时采集铝合金液位数据,连续采集8遍,分别得到3只传感器各8个数据:a1、a2、…、a8,b1、b2、…、b8,c1、c2、…、c8;
2)对3只传感器各8个数据,依据数值大小升序排序,Rank(a1、a2、…、a8)、Rank(b1、b2、…、b8)、Rank(c1、c2、…、c8);分别得到排序后数据:ra1、ra2、…、ra8,rb1、rb2、…、rb8,rc1、rc2、…、rc8;
3)3只传感器排序后数据各去掉最大2个数据,去掉最小2个数据,剩下:ra3、ra4、ra5、ra6,rb3、rb4、rb5、rb6、rc3、rc4、rc5、rc6,12个数据;
4)对步骤3)的12个数据,依据数值大小升序排序,Rank(ra3、ra4、ra5、ra6,rb3、rb4、rb5、rb6、rc3、rc4、rc5、rc6),得到排序后数据:rd1、rd2、…、rd12,再进行滤波,去掉最大3个数据,去掉最小3个数据,只剩下:rd4、rd5、…、rd9,共6个数据;
5)求rd4、rd5、…、rd9,6个数据的平均值y, y为高温浇铸铝合金液位的有效信号。
有益效果:本发明能有效提高高温浇铸铝合金液位检测精度,有效提高高温浇铸铝合金液位的控制精度,有效提高铝合金型材的均匀性。本发明代替原来的人工操作,实现了高温浇铸铝合金液位的自动控制。本发明推动了金属冶金行业的技术创新和技术进步,提升了金属冶金行业高温浇铸设备的自动化水平。
附图说明
图1是本发明装置组成的示意图。
图2是高温浇铸液位槽超声波传感器的布局示意图。
具体实施方式
本发明的高温浇铸铝合金液位测控装置有:
第一部分:单片机控制单元有单片机1、触摸屏2、RS485通信模块3组成,是整个液位测控装置的核心部分。单片机1与触摸屏2相连接;单片机1与RS485通信模块3相连接。单片机1实现液位测控信号数值滤波算法,实现对高温浇铸过渡槽11的向下开度和流量控制;触摸屏2作为人机界面,实现参数设置及实时数据、曲线的显示、故障信号报警等。
第二部分:超声波液位计18共有3只(A、B、C),通过RS485通信模块3、RS485通信线19与单片机1相连接。实现对铝合金液位控制槽液位的实时检测,并把液位数据通过RS485通信方式实时传输给单片机1。
第三部分:铝合金熔液控制机构有:驱动器4、步进电动推杆5、机械传动部分6、传动丝杆7、支撑杆8、传动杆9、锥塞10、高温浇铸过渡槽11等组成。单片机1与驱动器4相连接。驱动器4与步进电动推杆5相连接,步进电动推杆5与机械传动6相连接,机械传动部分6与传动丝杆7相连接,传动丝杆7与传动杆9垂直连接,传动杆9与锥塞10相连接。单片机1经驱动器4、步进电动推杆5、机械传动部分6、传动丝杆7、传动杆9,控制锥塞10向上(或向下)。从而控制高温浇铸过渡槽11向下的开度和流量。
第四部分:铝合金液位控制槽有:手动操作12、传动丝杆13、传动杆15、锥塞16、高温浇铸液位槽17等组成。手动操作12经传动丝杆13、传动杆15控制锥塞16向上(或向下)。从而控制高温浇铸液位槽17向下的开度和流量,达到控制后续铝合金型材的加工精度。
高温浇铸铝合金液位检测方法
1.高温浇铸铝合金液位信号检测
超声波液位计是由微处理器控制的数字液位仪表。在测量中脉冲超声波由传感器发出,声波经物体表面反射后被同一传感器接收,转换成电信号。并由声波的发射和接收之间的时间来计算传感器到被测物体的距离。由于采用非接触的测量,被测介质几乎不受限制,可广泛用于各种液体高度的测量。
2.高温浇铸槽液位检测传感器的布局
本发明采用3只超声波液位传感器,测距范围1500mm到2000mm,测量精度0.1mm。图2所示,A、B、C为3只传感器,X为高温浇铸过渡槽11流入高温浇铸液位槽17的垂直位置,3只传感器的布局的原则:(1)高度上距液位面1500mm到2000mm之间,有效克服热气浪对传感器的影响;(2)A、B、C传感器,远离各槽边距不小于四分之一的边长;(3)在以X为圆心的圆弧上,A、B、C之间基本等弧长;(4)以X为圆心的圆弧半径不小于四分之一的短边长。这种布局,配合数值滤波算法,能有效克服铝合金液位的波动及干扰影响。
3.铝合金液位的数值滤波算法
高温铝合金液通过高温浇铸过渡槽11圆孔下流时,因高温浇铸过渡槽11与高温浇铸液位槽17落差大流速较高,会激起液面波动,下流速度越快,激起液面波动越大,难以保证高温浇铸液位槽17的液位测量精度。本发明设计了铝合金液位数值滤波算法:
(1)对3只传感器同时采集铝合金液位数据,连续采集8遍。分别得到A、B、C传感器各8个数据:a1、a2、…、a8,b1、b2、…、b8,c1、c2、…、c8。
(2)对A、B、C传感器各8个数据,依据数值大小升序排序,Rank(a1、a2、…、a8)、Rank(b1、b2、…、b8)、Rank(c1、c2、…、c8);分别得到排序后数据:ra1、ra2、…、ra8,rb1、rb2、…、rb8,rc1、rc2、…、rc8。
(3)3只传感器排序后数据各去掉最大2个数据,去掉最小2个数据,剩下:ra3、ra4、ra5、ra6,rb3、rb4、rb5、rb6、rc3、rc4、rc5、rc6,12个数据。
(4)对12个数据,依据数值大小升序排序,Rank(ra3、ra4、ra5、ra6,rb3、rb4、rb5、rb6、rc3、rc4、rc5、rc6),得到排序后数据:rd1、rd2、…、rd12。再进行滤波,去掉最大3个数据,去掉最小3个数据,只剩下:rd4、rd5、…、rd9,共6个数据。
(5)求rd4、rd5、…、rd9,6个数据的平均值, y为高温浇铸铝合金液位的有效信号。
一种高温浇铸铝合金液位测控装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0