








专利摘要
本发明涉及一种活动甲板的安装方法,步骤一、焊接支撑座;步骤二、导向条与立柱面板的垂直设置,并焊接固定;步骤三、舷侧分段和立柱在船坞分别独立进行大合拢;步骤四、焊接立柱;步骤五、将活动甲板吊装固定在正常工作位置的固定支撑座上后,并检查活动甲板在不同工作位置时其下方甲板净高度是否满足要求;步骤六、在活动甲板与导向条配合的甲板面设置导向块,并与导向条一起形成可以上下活动的卡位式连接机构,该船立柱与船体结构分离开,即船体分段建造时不安装立柱,立柱在大合拢时单独吊装,避免船体分段的建造误差影响到立柱安装的结构对应和垂直度的精度问题,可以避免大量的返修工作,缩短活动甲板的安装周期。
权利要求
1.一种活动甲板的安装方法,其特征在于:其包括以下步骤:
步骤一、根据活动甲板的高度位置在舷侧分段和立柱上进行划线定位和检验后,将用于活动甲板的第一工作位置使用的固定支撑座以及用于第二工作位置或收藏位置使用的半自动支撑座与立柱进行焊接固定;
步骤二、导向条与立柱面板的垂直设置,并焊接固定;
步骤三、舷侧分段和立柱在船坞分别独立进行大合拢;
步骤四、在所有固定甲板的立柱处进行测量,划线,确定立柱的焊接位置,并在立柱焊接处以外100mm进行划线,做洋冲标记,根据洋冲标记,在船坞内依次吊装对应固定甲板上的每根立柱,立柱下端在下甲板采用临时定位焊接,再吊装立柱上端的整层固定甲板,立柱上端也与上端的整层固定甲板进行临时支撑固定;
步骤五、将活动甲板吊装固定在正常工作位置的固定支撑座上后,并检查活动甲板在不同工作位置时其下方甲板净高度是否满足要求;
步骤六、在活动甲板与导向条配合的甲板面设置导向块,并与导向条一起形成可以上下活动的卡位式连接机构。
2.根据权利要求1所述的活动甲板的安装方法,其特征在于:同一块活动甲板上同一工作位置或收藏位置的固定支撑座或活动支撑座允许的高度差为±10mm。
3.根据权利要求1所述的活动甲板的安装方法,其特征在于:固定支撑座以及半自动支撑座安装前均从立柱上端和分段上端为测量基准点,采用激光经纬进行测量和定位。
4.根据权利要求1所述的活动甲板的安装方法,其特征在于:分段和立柱在船坞合拢后,应根据活动甲板变形或支撑座安装高度的偏差值在支撑座上方加设垫板。
5.根据权利要求1所述的活动甲板的安装方法,其特征在于:每根导向条分成3段,上下两段厚度为50mm,中间一段厚度为30mm。
6.根据权利要求1或5所述的活动甲板的安装方法,其特征在于:导向条的安装精度要求如下:
同一个立柱上的导向条安装要求:
a、每根导向条与立柱平面的垂直度公差A为:±0.5mm;
b、同个立柱上的两根导向条之间的平行度公差B为:±2mm;
c、同个立柱上横向的2根导向条之间距离公差为480 [0,+5] mm,
船体纵向相邻的两个立柱,在相同的横向位置的2根导向条的安装公差要求:
a、船体纵向相邻的2个立柱,相对的2根导向条平行度公差C和D均为:±5mm;
b、船体纵向相邻的2个立柱,相对的2根导向条位移偏差为:0±10mm,
立柱上的导向条与相邻舱壁结构之间的平行度公差要求:
a.导轨与舱壁的平行度公差E为:±5mm。
7.根据权利要求1所述的活动甲板的安装方法,其特征在于:立柱焊接时需待上端的整层固定甲板在船坞内的全部大合拢结构缝焊接后,对立柱进行垂直度进行测量,并检验立柱结构与甲板结构是否上下对齐,控制上下连接偏差和垂直度等测量数据在质量检验标准公差范围以内时。
8.根据权利要求1所述的活动甲板的安装方法,其特征在于:导向块的安装步骤:
(1)在活动甲板吊装前,测量各个固定支撑座及活动支撑座的高度公差是否满足要求,要求为同一块甲板上同一个高度位置的固定支撑座或活动支撑座之间的高度差是±10mm;
(2)在每层所有的活动甲板都吊装到位后,调整活动甲板之间以及活动甲板与舱壁结构之间的间隙和高度差,是否满足要求,并按以下标准对甲板过小的间隙进行修割;
a. 活动甲板之间或活动甲板与舱壁/固定甲板之间的间隙:30±10mm;
b. 活动甲板之间的高度差:15mm, 如果超出这个数值可以在支撑座上增加或减少调节垫板的厚度。
9.根据权利要求1所述的活动甲板的安装方法,其特征在于:所述活动甲板的安装方法还包括固定挂钩,
根据活动甲板上下运动位置,临时定位挂钩后,对挂钩进行以下操作,
a. 甲板顶升前,先释放挂钩拉索,使挂钩处于自由垂放状态,甲板顶升时挂钩会与甲板上的眼环自动上钩;
b. 甲板下放时,需先将甲板往上抬一点,拉挂钩拉索使其脱离眼板,再下放甲板,
根据操作状态,调整挂钩位置和安装角度,将挂钩眼板中心对齐下方的甲板圆钢,中心偏差范围±5mm。
10.根据权利要求1所述的活动甲板的安装方法,其特征在于:所述活动甲板的安装方法还包括安装折叠杆,确定折叠杆与对应的活动甲板位置后,将折叠杆眼板中心对齐下方的眼板中心,中心偏差范围±5mm,根据活动甲板上下运动和操作状态,调整折叠杆上下眼板的位置和安装角度,焊接眼板后,将折叠杆眼板中心对齐上、下固定甲板的固定眼板。
说明书
技术领域
本发明涉及造船领域,具体涉及一种活动甲板的安装方法。
背景技术
7800PCTC滚装船共有12层可装载车辆的甲板,其中第3、5、7、9四层为活动甲板,活动甲板可通过顶升车进行升降,其中有3块甲板是由电动绞车来实现升降,以满足下面一层甲板停放大车的要求。
而针对多层的活动甲板的安装,其安装步骤较为复杂,如何去提高安装效率,需要提供一种新的安装方法。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种活动甲板的安装方法。
为实现上述目的,本发明提供了如下技术方案:一种活动甲板的安装方法,其包括以下步骤:
步骤一、根据活动甲板的高度位置在舷侧分段和立柱上进行划线定位和检验后,将用于活动甲板的第一工作位置使用的固定支撑座以及用于第二工作位置或收藏位置使用的半自动支撑座与立柱进行焊接固定;
步骤二、导向条与立柱面板的垂直设置,并焊接固定;
步骤三、舷侧分段和立柱在船坞分别独立进行大合拢;
步骤四、在所有固定甲板的立柱处进行测量,划线,确定立柱的焊接位置,并在立柱焊接处以外100mm进行划线,做洋冲标记,根据洋冲标记,在船坞内依次吊装对应固定甲板上的每根立柱,立柱下端在下甲板采用临时定位焊接,再吊装立柱上端的整层固定甲板,立柱上端也与上端的整层固定甲板进行临时支撑固定;
步骤五、将活动甲板吊装固定在正常工作位置的固定支撑座上后,并检查活动甲板在不同工作位置时其下方甲板净高度是否满足要求;
步骤六、在活动甲板与导向条配合的甲板面设置导向块,并与导向条一起形成可以上下活动的卡位式连接机构。
同一块活动甲板上同一工作位置或收藏位置的固定支撑座或活动支撑座允许的高度差为±10mm。
固定支撑座以及半自动支撑座安装前均从立柱上端和分段上端为测量基准点,采用激光经纬进行测量和定位。
分段和立柱在船坞合拢后,应根据活动甲板变形或支撑座安装高度的偏差值在支撑座上方加设垫板。
每根导向条分成3段,上下两段厚度为50mm,中间一段厚度为30mm。
导向条的安装精度要求如下:
同一个立柱上的导向条安装要求:
a、每根导向条与立柱平面的垂直度公差A为:±0.5mm;
b、同个立柱上的两根导向条之间的平行度公差B为:±2mm;
c、同个立柱上横向的2根导向条之间距离公差为480 [0,+5] mm,
船体纵向相邻的两个立柱,在相同的横向位置的2根导向条的安装公差要求:
a、船体纵向相邻的2个立柱,相对的2根导向条平行度公差C和D均为:±5mm;
b、船体纵向相邻的2个立柱,相对的2根导向条位移偏差为:0±10mm,
立柱上的导向条与相邻舱壁结构之间的平行度公差要求:
a.导轨与舱壁的平行度公差E为:±5mm。
立柱焊接时需待上端的整层固定甲板在船坞内的全部大合拢结构缝焊接后,对立柱进行垂直度进行测量,并检验立柱结构与甲板结构是否上下对齐,控制上下连接偏差和垂直度等测量数据在质量检验标准公差范围以内时。
导向块的安装步骤:
(1)在活动甲板吊装前,测量各个固定支撑座及活动支撑座的高度公差是否满足要求,要求为同一块甲板上同一个高度位置的固定支撑座或活动支撑座之间的高度差是±10mm;
(2)在每层所有的活动甲板都吊装到位后,调整活动甲板之间以及活动甲板与舱壁结构之间的间隙和高度差,是否满足要求,并按以下标准对甲板过小的间隙进行修割;
a. 活动甲板之间或活动甲板与舱壁/固定甲板之间的间隙:30±10mm;
b. 活动甲板之间的高度差:15mm。 如果超出这个数值可以在支撑座上增加或减少调节垫板的厚度。
所述活动甲板的安装方法还包括固定挂钩,
根据活动甲板上下运动位置,临时定位挂钩后,对挂钩进行以下操作,
a. 甲板顶升前,先释放挂钩拉索,使挂钩处于自由垂放状态,甲板顶升时挂钩会与甲板上的眼环自动上钩;
b. 甲板下放时,需先将甲板往上抬一点,拉挂钩拉索使其脱离眼板,再下放甲板,
根据操作状态,调整挂钩位置和安装角度,将挂钩眼板中心对齐下方的甲板圆钢,中心偏差范围±5mm。
所述活动甲板的安装方法还包括安装折叠杆,确定折叠杆与对应的活动甲板位置后,将折叠杆眼板中心对齐下方的眼板中心,中心偏差范围±5mm,根据活动甲板上下运动和操作状态,调整折叠杆上下眼板的位置和安装角度,焊接眼板后,将折叠杆眼板中心对齐上、下固定甲板的固定眼板。
本发明的有益效果:该船立柱与船体结构分离开,即船体分段建造时不安装立柱,立柱在大合拢时单独吊装,避免船体分段的建造误差影响到立柱安装的结构对应和垂直度的精度问题,可以避免大量的返修工作,缩短活动甲板的安装周期。
主柱和活动甲板独立在大合拢安装,可以避免船体分段的焊接变形对立柱和活动甲板影响。使活动甲板安装质量得到控制和保证,从而使得活动甲板的使用和操作方面更好的满足客户的要求。
支撑座在立柱上和分段上就进行定位和安装,因此立柱在大合拢固定后,就可以直接吊装活动甲板,不需要其它额外的支撑。避免了近500个临时活动甲板支撑结构。节省了建造成本,减少了安装工时。
附图说明
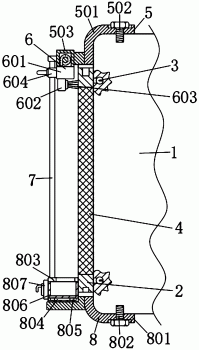
图1为本发明的3/5活动甲板布置典型节点示意图。
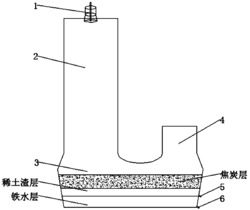
图2为本发明的7/9活动甲板布置典型节点示意图。
图3为本发明的导向条(导轨)焊接节点要求示意图。
图4为本发明的导向块零件示意图。
图5为本发明的挂钩安装示意图。
图6为本发明的折叠杆安装示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
7800PCTC滚装船共有12层可装载车辆的甲板,其中第3、5、7、9四层为活动甲板,活动甲板可通过顶升车进行升降,其中有3块甲板是由电动绞车来实现升降,以满足下面一层甲板停放大车的要求。顶升车的顶升位置,会在下面一层甲板面做出专门的标识。
活动甲板的第一工作位置为固定支撑座,第二工作位置及收藏位置为半自动支撑座。半自动支撑座靠尼龙绳收拉操作。
每块活动甲板一般有2套导向装置,导向装置由安装在立柱或舱壁上的导轨和安装在甲板上的导向块组成。
Deck 3 (Item H): 3甲板共有18块活动甲板,其中一块是电动甲板(Item L),有1个工作位置和1个收藏位置;
Deck 5 (Item I): 5甲板共有27块活动甲板,其中一块是电动甲板(Item N),有2个工作位置和1个收藏位置,两个工作位置的高度差是300mm;
Deck 7 (Item J): 7甲板共有42块活动甲板,有2个工作位置和1个收藏位置,两个工作位置的高度差是500mm;
Deck 9 (Item K):9甲板共有39块活动甲板,其中一块是电动甲板(Item M),有2个工作位置和1个收藏位置,两个工作位置的高度差是200mm。
活动甲板的重量均小于25t。
安装前的准备工作
活动甲板应在船坞内,在活动甲板的上一层甲板没有合拢之前吊装。
在各层活动甲板的立柱制作完成并涂装完报验通过后,在立柱或舷侧结构上作出固定支承座、半自动支承座和收藏位置支承座定位尺寸的标记线,各层甲板支承座定位尺寸划线位置见各相应节点。
本发明提供了一种活动甲板的安装方法,其步骤包括以下步骤:
步骤一、根据活动甲板的高度位置在舷侧分段和立柱上进行划线定位和检验后,将用于活动甲板的第一工作位置使用的固定支撑座以及用于第二工作位置或收藏位置使用的半自动支撑座与立柱进行焊接固定;
活动甲板的支撑座分为固定支撑座和半自动支撑座,在活动甲板的第一工作位置使用固定支撑座,第二工作位置和收藏位置使用半自动支撑座。
固定支撑座和半自动支撑座在分段阶段安装完整,减少船坞内的工作量,提高活动甲板吊装后固定的安全性。
固定支撑座和半自动支撑座安装时,根据活动甲板的高度位置在舷侧分段和立柱上进行划线定位和检验后,进行焊接。考虑到立柱下口和分段下口加放有焊接收缩量和层高补偿量,因此该支撑座安装前均从立柱上端和分段上端为测量基准点,采用激光经纬进行测量和定位。
同一块活动甲板上同一工作位置/收藏位置的固定支撑座或活动支撑座允许的高度差为:±10mm。
半自动支撑座与活动甲板接触长度为70mm~90mm。
而固定支撑座与活动甲板之间的接触长度各层有所不同,具体如下:
3甲板:70~95mm; 5甲板/7甲板: 70~100mm; 9甲板:70~110mm。
分段和立柱在船坞合拢后,由于活动甲板变形或支撑座安装高度超过允许的偏差,应根据偏差值在支撑座上方加设一定厚度的垫板,以保证活动甲板的在同一个水平高度内。
按各层活动甲板接口布置图节点,用激光经纬仪做出货舱前后横舱壁上及左右舷纵舱壁上的支承座安装位置的定位尺寸线,如果支承座有一部分在安装过程中需要借助葫芦来提升,可以在上方安装临时性支撑,用于提升支承座。
步骤二、导向条与立柱面板的垂直设置,并焊接固定;
活动甲板设有2根导向条。导向条可以保证甲板在升降时和船舶纵横倾时限制活动甲板位置的偏移,而且能抵抗甲板及装载车辆传递的横向力。
每根导向条分成3段,上下两段厚度为50mm,中间一段厚度为30mm。
上下两段由于处在活动甲板的工作位置或收藏位置,要承受甲板及车辆传递的横向力,因此采用50mm的板且与甲板面的导向块保持很小的间隙。而中间这段导轨由于只是起到甲板在升降时防止甲板偏离的作用,因此采用30mm厚的板材。
根据导向条的安装定位要求,在立柱未进坞合拢前进行定位和安装,安装时导向条与立柱面板的垂直。焊接时按节点要求对导向条开焊接坡口。安装过程中,控制导向条的焊接变形。
导向条的焊接要求:
具体详见图3。上下两段50mm厚的部分需要开破口,30mm不需要开破口。
导向条的安装精度要求:
(1)同一个立柱上的导向条安装要求所示:
a. 每根导向条与立柱平面的垂直度公差A为:±0.5mm;
b. 同个立柱上的两根导向条之间的平行度公差B为:±2mm;
c. 同个立柱上横向的2根导向条之间距离公差为480 [0,+5] mm。
(2)船体纵向相邻的两个立柱,在相同的横向位置的2根导向条,即作用在同一块活动甲板上的2根导向条的安装公差要求:
a. 船体纵向相邻的2个立柱,相对的2根导向条平行度公差C和D均为:±5mm;
b. 船体纵向相邻的2个立柱,相对的2根导向条位移偏差为:0±10mm。
(3)立柱上的导向条与相邻舱壁结构之间的平行度公差要求:
a.导轨与舱壁的平行度公差E为:±5mm。
步骤三、舷侧分段和立柱在船坞分别独立进行大合拢;
步骤四、在所有固定甲板的立柱处进行测量,划线,确定立柱的焊接位置,并在立柱焊接处以外100mm进行划线,做洋冲标记,根据洋冲标记,在船坞内依次吊装该层甲板上的每根立柱,立柱下端在下甲板采用临时定位焊接,再吊装立柱上端的整层固定甲板,立柱上端也与上端的整层固定甲板进行临时支撑固定;
活动甲板制作完成后,在其上方的固定甲板吊装前,提前在船坞内进行吊装。活动甲板吊装前,用激光经纬仪测量每块甲板的固定支承座间的高度差,如果高度差超过±10mm,必须调整固定支承座的高度。
活动甲板吊放在正常工作位置的固定支撑座上后,检测每块活动甲板及两块活动甲板之间的高度差,如果差值超15mm,必须通过火工校正或给较低的甲板的支承座加6mm的垫板增加高度的方法来调整甲板板整体高度。
活动甲板吊放在正常工作位置的固定支撑座上后,检测甲板是否水平,只允许中拱变形,变形量≤10mm,不允许出现下垂变形。
检查活动甲板在不同工作位置时其下方甲板净高度是否满足图纸要求。
步骤五、将活动甲板吊装固定在正常工作位置的固定支撑座上后,并检查活动甲板在不同工作位置时其下方甲板净高度是否满足要求;
步骤六、在活动甲板与导向条配合的甲板面设置导向块,并与导向条一起形成可以上下活动的卡位式连接机构。
导向块安装在导轨与活动甲板相作用位置的甲板面上,它由导向板、尼龙滑块、U型槽、螺栓螺母和3块肘板组成。因此在安装到甲板上之前,须将这些零件组装成一个整体的导向块。
导向块的安装步骤:
(1)在活动甲板吊装前,测量各个固定支撑座及活动支撑座的高度公差是否满足要求,厂家要求同一块甲板上同一个高度位置的固定支撑座或活动支撑座之间的高度差是±10mm。
(2)在每层所有的活动甲板都吊装到位后,调整活动甲板之间以及活动甲板与舱壁结构之间的间隙和高度差,是否满足要求,并按以下标准对甲板过小的间隙进行修割。
a. 活动甲板之间或活动甲板与舱壁/固定甲板之间的间隙:30±10mm;
b. 活动甲板之间的高度差:15mm。
如果超出这个数值可以在支撑座上增加或减少调节垫板的厚度,如调节垫板已安装,可更换调节垫板。
(3)活动甲板之间的间隙测量满足要求后,
临时将导向块定位到活动甲板上,使导向块与导向条之间的间隙满足要求。
考虑到活动甲板在上下不同高度运动时,导向块与导向条之间产生不良接触,引起过大的摩擦力,使活动甲板上下运动受阻,可在导向块安装前,使用专用顶升车装置对活动甲板进行顶升和降落模拟操作实验。活动甲板升降前,需用油脂将导轨(50mm厚处)充分润滑,以免尼龙滑块过度磨损。
根据实验数据对导向块进行调整后,导向块滑块与导向条之间的间隙三个方向的间隙均要求是3mm。在每一层上的所有活动甲板的导向块都调整好后,再进行满焊固定。
有些活动甲板由于没有空间来安装支撑座,因此布置了挂钩来代替支撑座。挂钩则相当于收藏位置的支撑座。挂钩的安装步骤如下:
根据活动甲板上下运动位置,临时定位挂钩后,对挂钩进行以下操作,
a. 甲板顶升前,先释放挂钩拉索,使挂钩处于自由垂放状态。甲板顶升时挂钩会与甲板上的眼环自动上钩。
b. 甲板下放时,需先将甲板往上抬一点,拉挂钩拉索使其脱离眼板,再下放甲板。
根据操作状态,调整挂钩位置和安装角度。将挂钩眼板中心对齐下方的甲板圆钢,中心偏差范围±5mm。眼板烧焊后装配挂钩,安装完成后测试拉绳是否能顺利拉动挂钩,每个绳索能自由释放,不会影响工作,周围的结构不会损坏绳索。否则调整相关滑轮或导向环。
折叠杆的作用相当于工作位置的支撑座,折叠杆从第一工作位置抬升到第二工作位置时,需要手动操作将销子拔出来插到第二位置的插销孔。
折叠杆所在位置相对应的活动甲板定位确认后,将折叠杆眼板中心对齐下方的眼板中心,中心偏差范围±5mm。眼板烧焊后装配相应折叠杆。
根据活动甲板上下运动和操作状态,调整折叠杆上下眼板的位置和安装角度。
焊接眼板后,将折叠杆眼板中心对齐上、下固定甲板的固定眼板。检查其中心偏差范围在±5mm后,安装折叠杆眼板插销。
安装并焊接活动支承座和挂钩的绳索导向装置,并安装导向轮、卸扣和钢环、拉绳、弹簧等附件。
操作所有的活动支承座、挂钩,确保能正常工作,如果不能正常工作,可以调节绳索滑轮或导向环位置。
将活动甲板提升到每个高度的半自动支承座位置上,检查并确保活动支承座在甲板板经过工作高度时已经完全折叠。同时检查支承座与活动甲板的位置配合及高度差,如有必要可以调整活动支承座。检查绳索导向装置上的绳索是否完全收回。
提升活动甲板并检查半自动支承及半自动支承座释放装置的所有功能,重复数次。
实施例不应视为对本发明的限制,但任何基于本发明的精神所作的改进,都应在本发明的保护范围之内。
活动甲板的安装方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0