






专利摘要
一种用于机床的主轴设备,其具有用于驱动刀具(6)的主轴(2)并且具有用于对刀具(6)进行振动激励的至少一个致动器(20),其特征在于,主轴设备(2)实施有用于至少部分地平衡在主轴区域中通过振动激励所产生的惯性力的补偿装置(30)。
权利要求
1.一种用于机床的主轴设备,其具有用于驱动刀具(6)的主轴(2)并且具有用于对所述刀具(6)进行振动激励的致动器,所述主轴设备实施有用于至少部分地平衡在主轴区域中通过振动激励所产生的惯性力的补偿装置(30),
其中,所述补偿装置(30)具有与传递到所述刀具(6)上的振动镜像地受驱动的补偿块(32),
其中,所述致动器也驱动所述补偿块(32),其特征在于,
实现另外的动量补偿运动的环形块包围所述主轴(2),并且经由至少一个另外的致动器受驱动。
2.根据权利要求1所述的主轴设备,其中,所述主轴(2)的振动质量和所述补偿块(32)的振动质量、频率以及振动幅度如下这样地选择,即,基本上抵消了逆向地作用的惯性力。
3.根据前述权利要求中任一项所述的主轴设备,其中,振动频率小于1kHz。
4.根据权利要求3所述的主轴设备,其中,振动频率约为200Hz。
5.根据权利要求1所述的主轴设备,其中,振动幅度在0.1mm至0.5mm的范围内。
6.根据权利要求1至2中任一项所述的主轴设备,其中,振动激励经由致动器沿一个轴线(z)进行。
7.根据权利要求1所述的主轴设备,其中,实现另外的动量补偿运动的环形块包围所述主轴(2),并且经由两个在直径上相对地布置的致动器受驱动。
8.根据权利要求1至2中任一项所述的主轴设备,其中,所述主轴(2)或所述主轴(2)的转子(8)经由两个能够实现振动的轴承(10、12;46)支撑。
9.根据权利要求8所述的主轴设备,其具有在所述主轴(2)或所述转子(8)与所述致动器的联接区域中的附加的轴承。
10.根据权利要求8所述的主轴设备,其中,所述轴承是空气轴承(12)或固体元件。
11.根据权利要求8所述的主轴设备,其中,所述轴承是膜片轴承(10、46、54)。
12.根据权利要求8所述的主轴设备,其中,所述致动器和/或所述补偿装置(30)被整合到所述主轴(2)的主轴壳体14中。
13.根据权利要求8所述的主轴设备,其具有用于在致动器与主轴(2)之间进行振动传递的驱动联杆(50)。
14.根据权利要求1至2中任一项所述的主轴设备,其中,以如下方式设计被激励出振动的结构元件并且选择振动参数,即,使整个主轴系统在限定的固有频率中振动。
15.根据权利要求1至2中任一项所述的主轴设备,其中,致动器液压式地、机械式地或机电式地受驱动。
说明书
技术领域
本发明涉及一种具有用于驱动刀具的主轴并且具有用于对刀具进行振动激励的至少一个致动器的用于机床的主轴设备。
背景技术
这种主轴设备被用于对工件进行振动辅助式地(schwingungsunterstützend)切削加工并且在大多数情况下在数千赫兹的高频范围内工作,其中,振动幅度在几个微米的范围内。由于在切削加工时随着进给的振动叠加,在通常情况下可以通过得到改进的断屑以及得到促进的排屑实现了提升的生产率,并且通过得到改进的冷却润滑剂输送实现了更高的刀具寿命。此外,振动叠加的制造能够实现借助标准刀具对难于加工的材料进行切削加工。在常规的方式中,这种切削加工只能用专用刀具来实现。对此,尤其指的是对碳纤维复合材料(CFK)的加工。
在已知的用于振动辅助式的加工的解决方案中,要么在刀具侧输入振动要么在工件侧输入振动。
因此,本申请人的文献EP 2 709 796 B1示出了一种实施有振动设施的工件容纳部,经由振动设施能够在加工时向工件加载以振动,其中,该振动低于超声波范围。
在DE 10 2010 048 636 A1中描述了一种机床,在其中,可以经由用于振动辅助式的加工(混合加工)的颤动单元向工件载体和刀具保持器加载以在大于5kHz的范围内的振动。
利用本申请人的文献WO 2013/142890 A1阐述了对工件的混合加工,在其中,用于切削加工工件的刀具实施有振动设施,经由该振动设施能够向刀具切刃加载以低于超声波的频率范围内的振动。振动设施实施有补偿块,其与刀具切刃的振动相反地振动,从而实现了动量解耦(Impulsentkopplung),并且因此能够与设施的固有频率无关地调整出期望的加工频率。
在印刷文献WO 2006/0222592 A2和EP 1 669 148 A1中也描述了如下刀具单元,在其中,可以向用于混合加工工件的刀具加载以在超声波范围内的振动。
DE 10 2005 052 721 A1示出了一种用于振动辅助式加工工件的设施,在其中,主轴可以借助机械式的凸轮驱动器沿Z方向振动。
在这种解决方案中的问题的是,由于主轴的往复运动会将振动引入机床的机器结构中。特别是在滚动体支承部的情况下,经由这种振动而被引入机器结构中的力分量会导致故障和停止运转。此外,由于振动而减少了机器的轨迹精度,并且因此增加了围绕运动轴线的定位误差。
发明内容
与此相应地,本发明的任务是,提供一种用于机床的主轴设备,以其来改进加工精度。
该任务通过根据本发明的主轴设备来解决。
根据本发明,用于机床的主轴设备具有用于驱动刀具的刀具主轴和用于对该刀具或刀具主轴进行振动激励的致动器或致动器设备。主轴设备实施有用于至少部分地平衡在主轴区域中通过振动激励所产生的惯性力的补偿装置。
换句话说,经由该补偿装置实现了沿机床的至少一个轴线的主动的动量解耦,从而尽管发生向外,也就是说朝机床结构的振动激励,但主轴设备还是表现为如常规的标准主轴那样。由于该动量解耦,使得在混合加工期间作用到刀具和工件上的振动并不被引入机器结构中,从而通过该振动补偿,一方面减轻了对机床结构的负荷,并且另一方面相对于常规的解决方案明显提高了定位精度。除了在通常情况下得到改进的工艺参数之外,在混合切削加工中也提升了刀具的寿命。
在本发明的优选的实施例中,补偿装置具有补偿块,其与传递到刀具上的振动相反地被驱动。
当刀具的主轴的振动质量和补偿块的振动质量、它们的振动频率以及它们的振动幅度彼此协调使得基本上抵消了逆向地作用的惯性力时,动量解耦是最佳的。
根据本发明优选的是,振动频率小于1kHz,优选约在200Hz的范围内。这些振动频率明显低于超声波范围并且可以实现在0.05mm至1mm的范围内,优选在0.1mm至0.5mm的范围内的较大的振动振幅。
在本发明的实施例中,致动器如下这样地实施,即,能够实现沿一个、两个或三个轴线的振动激励。也就是说,能够设置有用于各自的振动加载的不同的致动器。
当致动器也驱动补偿块时,用于实现主轴设备的设施技术上的花费是最小的。在此可以设置的是,这种补偿块仅沿主轴线,通常是Z轴线设置,而在沿另外的轴线(X轴、Y轴)的振动方向中不需要补偿块。
在本发明的实施例中,主轴经由两个能够实现振动的轴承支撑。
为了最小化主轴的振动质量,可以减少设施技术上的花费,其方式是:仅向主轴的驱动刀具容纳部的转子加载以振动,从而使主轴的振动的质量相对于上述解决方案得到降低,并且因此需要更少的针对运动的能量需求,并且此外还改进了系统的动态。
优选地,主轴设备实施有另外的轴承,其设置在主轴或转子与致动器的联接区域中。
上述的轴承例如可以实施为空气轴承(Luftlager)或固体元件 尤其是膜片轴承(Membranlager)。在此,空气轴承仅设置在工件侧可能就足够。
当将一个或多个致动器也整合到主轴的主轴壳体中时,主轴设备可以非常紧凑地构成。
在相对简单构造的实施例中,致动器与主轴之间的振动传递在外部地经由驱动联杆来实现。
通过适当地设计振动的结构元件(优选是轴承)和振动参数(幅度、频率),整个主轴系统可以被激励出在固有频率范围中的振动,从而使用于产生振动的能量需求最小。
切削加工参数如下这样地选择,即,避免机器结构在其固有频率内的激励。
用于振动激励的致动器可以以液压、机械或电的方式来驱动。原则上,能使用所有如其在开头所述的现有技术中有所阐述的振动致动器。为了对径向振动进行动量补偿,设置有与主轴作用连接的环形的补偿块,其包围主轴并且经由致动器,优选是两个相对置的致动器受驱动。
附图说明
本发明的优选的实施例在下面结合示意图被详细阐述。其中:
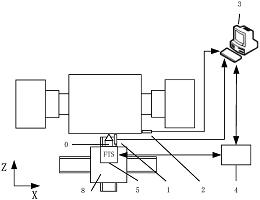
图1示出具有动量解耦的根据本发明的主轴设备的第一实施例的原理图;
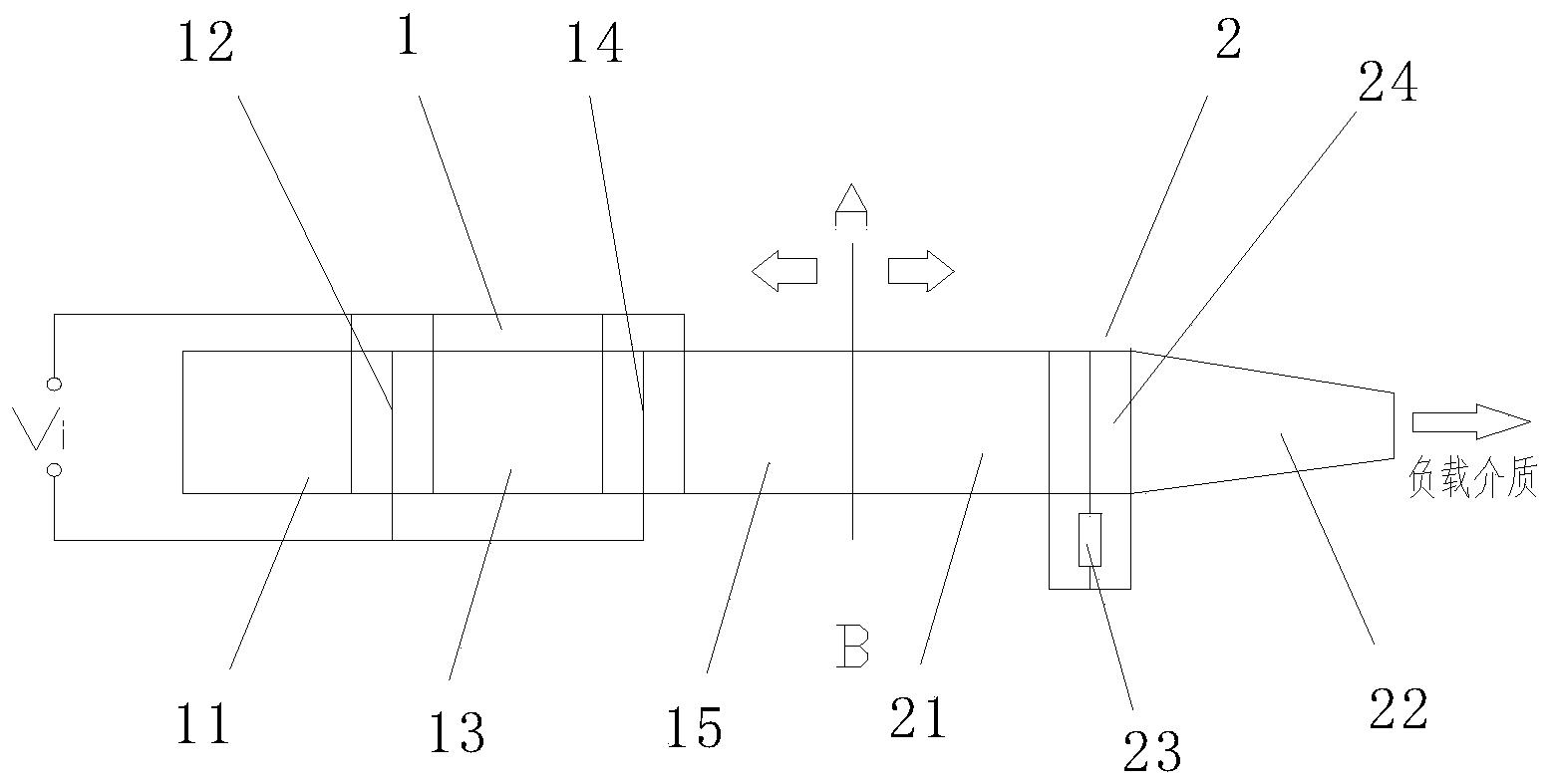
图2示出根据图1的实施例的变体;
图3示出根据图2的实施例的具体的解决方案;
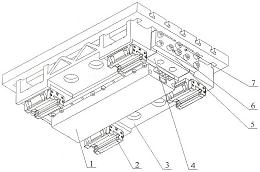
图4示出取下了保护遮盖部的根据图3的主轴设备;
图5示出根据图4的主轴设备的简化的剖面图;
图6示出主轴设备的刀具侧的支承部;并且
图7a、7b示出具有鉴于共振效应而不同地协调的膜片轴承的主轴支承部的原理图。
具体实施方式
图1示出了机床的主轴设备1的第一实施例,该机床例如可以被用于铣削、磨削、钻削或其他切削式的加工。主轴设备1具有基本上已知结构的主轴2,在其上通常构造有针对刀具容纳部4的夹持设施,该夹持设施承载刀具6,例如铣刀。
主轴设备1经由适当的直线引导部在机床的机器结构上引导,并且可以至少沿着所示的轴线x,y和z来相对于加工位置进行调节。在根据图1的原理图中,主轴2的电驱动器和刀具6的冷却润滑剂供应部并未示出。
主轴的承载有刀具容纳部4的转子8经由两个主轴轴承支承在主轴壳体14中。在所示的实施例中,在图1中的左侧的主轴轴承附加地被实施为固体元件,在当前情况下实施为膜片轴承10。刀具侧的轴承为空气轴承12。在下文将更详细阐述的膜片轴承10允许了转子8沿z方向发生振动运动。主轴2经由主轴壳体14以本身公知的方式经由紧固元件16与机器结构18连接。
转子8沿z方向的振动激励借助在所示的实施例中被实施为液压致动器的致动器20来进行。显而易见地,也可以使用其他的致动器,如例如机电式的、气动式的或机械式的致动器用于振动激励。振动频率在所示的实施例中相对低频地设计。优选地,频率应当在小于1000Hz的范围内,优选为约200Hz。能经由致动器20发生的振动幅度优选在0.1至0.5mm之间的范围内。
在所示的实施例中,转子8沿轴向方向在主轴壳体14上延长,并且与致动器20的活塞22连接。活塞22在缸壳体24中引导,并且与该缸壳体形成两个压力腔26、28,这两个压力腔经由未示出的伺服阀能以交替的方式与压力介质源或压力介质槽连接,以便使转子8处于期望的振动中。缸壳体24同轴于主轴2地固定在机器结构18上。
根据本发明,致动器20实施有补偿装置30。该补偿装置具有补偿块32,其与转子8的振动相反地被激励出振动。在所示的实施例中,补偿块32与补偿活塞34连接,补偿活塞同样在缸壳体24中引导,并且与该缸壳体限界出另外的压力腔36、38,这些压力腔同样能够与压力介质源或压力介质槽连接。在此,两个相邻的压力腔26、36经由伺服阀例如同时与压力介质源连接,而在缸壳体24中位于外部的压力腔28、38同时经由伺服阀向压力介质槽去负荷,从而使补偿块32和主轴8相反地振动。补偿块32的振动质量和主轴8的振动质量彼此协调,以便在振动频率相同的情况下实现有效的动量解耦。
由于主轴2的或更精确地说是转子8的惯性力的中和,使得振动经由刀具6仅地被引入未示出的工件中,而不引入机器结构18中。
补偿块32以适当的方式经由允许了沿z方向的振动的补偿轴承40来引导。整个主轴设备1于是可以经由覆盖部42向外被覆盖。
显而易见地,该主轴设备1也可以布置在共同的壳体中,该壳体随后被紧固在机器结构上,例如机架上。与在图1中所示的概念略有不同地而优选的是,致动器20与补偿装置30一起被整合到主轴壳体14中,其中,尺寸不应明显超过标准主轴的尺寸。也就是说,被汇在一起的主轴设备向外表现得类似于标准主轴,其中,由于动量解耦使得振动并不被引入机器结构中。
沿径向方向的振动激励经由适当的另外的致动器44来实现。对主轴设备8的控制在此如下这样地设计,即,(视制造订单而定地)振动可以沿不同的轴线方向进行或者沿这些轴线方向的组合进行。原则上在径向振动中也可以实现动量补偿。因此,例如可以在致动器44的区域中设置环形块,经由该环形块实现动量补偿运动。该块可以同心地包围主轴,其中,该块于是例如可以配属于两个在直径上相对地布置的致动器,经由它们使环形块相对于主轴运动。
图2示出了略微简化的实施例,在其中,整个主轴2被激励出振动。在此,振动激励仅沿z方向进行,没有设置径向的振动激励。
该所示的实施例原则上涉及到标准主轴,其经由两个主轴轴承,在当前情况下是两个膜片轴承10、46支承在机器结构18上。这些膜片轴承10、46允许了主轴2沿z方向振动。使用标准主轴2虽然减少了设备技术上的花费,但是相对于开头所述的解决方案却具有如下缺点,振动的质量明显大于在根据图1的实施例中的振动的质量,从而用于发生振动的能量需求相应大,并且也提高了所要平衡的惯性力。
尽管如此,实施根据图2的主轴设备1就能够足以用于较简单的制造任务。主轴2在刀具侧实施有端面法兰48,其经由驱动联杆50与后侧的法兰52连接,该后侧的法兰其本身经由另外的轴承(在当前情况下同样是膜片轴承54)在机器结构18上引导。该法兰52与致动器20的活塞22连接,从而使由该活塞发生的振动经由法兰52、驱动联杆50和端面法兰48传递到主轴2上。
对惯性力的平衡再次经由补偿装置30来进行。致动器20和补偿装置30的基本构造相应于图1的基本构造,从而关于构造参照图1的描述。驱动联杆50具有多个在法兰48、52之间延伸的传递撑梁56,它们相对主轴轴线并相对主轴壳体14平行间隔开地延伸。
结合图3至7阐述了主轴设备1的原则上的构造,其中,简单起见未示出涉及补偿装置30的部分。图3在此示出了装配状态下的主轴设备1,其中,真正的主轴被覆盖部42遮盖。主轴设备1与所展现的机器结构18螺接。在该图中,还未将刀具容纳部4安装到转子8的突出的部分上。在图3中还展现了控制件58的一部分,在其中整合有用于驱控致动器20和补偿装置30的伺服阀。
图4示出了在取下覆盖部42的情况下的主轴设备1。在该图中能看到实施为标准主轴的主轴2,其经由两个轴承座58、60固定在机器结构18上。
主轴2以结合图2阐述的方式与致动器20和补偿装置(未示出)连接。补偿装置布置在包套62中,法兰52也紧固在包套上。
如上所阐述地,该法兰52经由具有传递撑梁56的驱动联杆50与刀具侧的端面法兰48连接。另一方面,端面法兰52与液压致动器20作用连接。根据图4,包围主轴2的驱动撑梁56穿过引导环64,该引导环包围主轴2的壳体14。
主轴经由适当的轴承,在当前情况下是两个膜片轴承10、46支承在两个与机器结构18连接的轴承座58、60中,膜片轴承在端面法兰48或另外的主轴法兰66的区域中与主轴2连接。
致动器侧的法兰52在包套62中的支承经由上述另外的膜片轴承54来实现,该另外的膜片轴承在根据图4的图示中很大程度上被紧固环68遮盖。
经由类似的紧固环70、72也实现了膜片轴承46、10在轴承座58或60中的固定。膜片轴承10、46、54允许了(如阐述的那样)沿z方向的振动运动,然而它们在径向方向上非常硬地构造,从而不影响机床的轨迹精度。
另外的细节结合图5至7阐述。
图5示出了穿过根据图4的主轴设备1的纵向截面。因此,真正的主轴2具有基本上常规的构造。因为这种主轴构造原则上是已知的,所以可以参照与之相关的专业文献来省略进一步的阐述。
在两个轴承座58、60的区域中,在主轴壳体14的外圆周上设置有紧固法兰76或端面法兰48,经由它们分别固定夹紧各自的膜片轴承10、46的环形的靠内部分。另外的膜片轴承54利用其环形的靠内部分与法兰52的相应的容纳部连接。膜片轴承54、10、46的靠外的环于是经由所提及的紧固环68、70、72与液压致动器20的包套62或轴承座60、58连接,从而使主轴2沿径向方向被精确引导并且能够实现沿z方向的振动。
如阐述地,致动器20在所示的实施例中液压式地操纵。致动器的活塞的活塞杆80(也参见图2)与法兰52连接,从而使经由致动器20发生的振动经由具有传递撑梁56的驱动联杆50和端面法兰48被传递到主轴壳体14上。如图5中虚线展现地,致动器20与补偿装置30作用连接,从而能够实现主动的动量补偿进而能够实现对经由主轴2的振动所引入的惯性力进行均衡。液压致动器20在根据图5的实施例中经由支架87沿z方向与包套62螺接。
图6示出了主轴设备1的构造在轴承座58的区域中的部分的放大图。在该图中能很好看出的是,端面法兰48接合到主轴壳体14的法兰上以及内环82和膜片轴承46卡固。大致呈罐形构造的膜片轴承46的外环86经由紧固环72固定在轴承座58上,其中,紧固环72沉入到轴承座58的相应的回缩阶梯部中。对其它的膜片轴承10、54的紧固方式相应地实现。
根据在图6中的图示,引导环64包围主轴壳体14并且例如经由卡固螺钉88固定在传递撑梁56上,从而使它们彼此连接。引导环64与主轴壳体14的连接没有实现,从而使振动直接被引入壳体14的刀具侧的部分中。
图7a、7b示出了振动系统的原则上的基本构造,其具有能够沿z方向经由致动器(在此未示出)激励出振动的主轴2,主轴经由两个上述的膜片轴承10、46被悬置/支承。振动传递通过对致动器侧的法兰52进行激励来实现,该法兰经由膜片轴承54受支承。如阐述地,振动然后经由驱动联杆50和端面法兰48被引入主轴2中。在该实施例中,传递撑梁56经由两个引导环64彼此连接。
主轴2的振动频率在低于1000Hz的范围内,其中,充分利用设备的固有频率,以便支持激励出的在固有频率范围内的振动。
因此,在图7a中所示的实施例中,三个膜片轴承10、54、46并不连续地呈罐形地构造,而是实施有多个凹部90,其中,能够通过凹部90的适当的几何形状和尺寸以及膜片厚度调整膜片的固有频率。在图7a中所示的实施例具有相对较大面积的凹部90,从而构造的固有频率相对较低,例如大约在72Hz的范围内。在图7b中所示的实施例中,膜片轴承46的凹部90相对于根据图7a的实施例明显减小,从而使该构造的固有频率更高,例如在132Hz的范围内。在根据图7b的变体中,其他轴承膜片10、54的凹部并不改变。显而易见地,可以改变该膜片轴承的几何形状,用以匹配轴承系统的固有频率。以该方式可行的是,通过对主轴悬置部、致动器的幅度和频率以及补偿装置30的振动质量的适当设计,使振动位于主轴设备1的固有频率的范围内,从而使用于振动激励的能量最小。
通过相反地振动的补偿块32或相应的补偿装置可靠地防止了振动被引入机器结构中,从而使轨迹精度相对于常规的解决方案得到明显提高。然而应注意,在加工时选择不引起机器结构在其固有频率中的激励的工艺参数。
在根据图1的实施例中可能的沿机床的所有三个主轴线方向的振动引入允许了灵活地对要制造的工件作出反应。因此,例如在钻削时仅沿Z轴线(主轴纵向轴线)引入振动就足够。补充地,沿X和Y方向的振动能够实现螺旋的孔加工。而在铣削凹处或类似部位时,沿X和Y方向的振动是优选的,从而实现长短辐旋轮线的加工。
在根据图1的实施例中,沿X和Y方向的振动基本上被整合到刀具侧的轴承座58的区域中。在该区域中使用空气轴承12具有低摩擦系数的优点,并且附加地允许沿轴向的方向的运动。沿Z方向的振动通过致动器侧的轴承悬置部(膜片轴承10)的谐振频率来支持。
振动叠加的效果能够实现向刀具6的切刃棱边更高效地供应以冷却润滑剂、洗出切屑,其中,间歇性的切刃介入在更高的切削厚度的情况下导致对切削加工过程显著的改善。尤其是在大于0.1mm的范围内的很大的振动幅度应能实现工件与切刃之间的间隙尺度,由此形成了对冷却润滑剂流的湍流式流动。该效果改善了对切刃的冷却润滑,并且减少了刀具磨损。例如在加工纤维复合材料时,由此预防了塑料基体受损。
附加地,可以确定在刀具的寿命特性方面的显著的改善。因此,总的来讲由于得到改进的断屑、得到改进的排屑、更高的刀具寿命、缩短的制造时间、缩短的产能时间进而伴随的成本下降能够明显提升生产率。
本发明公开了一种主轴设备,其具有用于对由主轴设备所承载的刀具进行振动激励的致动器。借助补偿装置实现了主动的动量补偿。
附图标记列表
1主轴设备
2主轴
4刀具容纳部
6刀具
8转子
10 膜片轴承
12 空气轴承
14 主轴壳体
16 紧固元件
18 机器结构
20 驱动器
22 活塞
24 缸壳体
26 压力腔
28 压力腔
30 补偿装置
32 补偿块
34 补偿活塞
36 压力腔
38 压力腔
40 补偿轴承
42 壳体
44 致动器
46 膜片轴承
48 端面法兰
50 驱动联杆
52 法兰
54 另外的膜片轴承
56 传递撑梁
58 轴承座
60 轴承座
62 包套
64 引导环
66 主轴法兰
68 紧固环
70 紧固环
72 紧固环
76 紧固法兰
78 紧固法兰
80 活塞杆
82 内环
84 卡环
86 外环
87 支架
88 卡固螺钉
90 凹部
主轴设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0