








专利摘要
一种用于沙漠固化的风光互补型沙砖生产线,该生产线按C型结构布局,包括五道工序即炒制热沙工序1、喷沙覆膜工序3、压制砖坯工序4、烧制沙砖工序5和沙砖埋管工序6,以数百个沙砖5b为一组依地形拼接成固沙网格76,每个沙砖5b内种有一棵耐旱植物68。本发明基于太阳能和风能两大清洁能源,以沙子和废旧塑料为原料,采用喷沙覆膜和高温烧结两大工艺制作沙砖,具有能源清洁持续、原料易得且变废为宝、工艺简中存异、固沙更持久的特点。
权利要求
1.一种用于沙漠固化的风光互补型沙砖生产线,其特征在于生产线按C型结构布局,包括五道工序,即炒制热沙工序(1)、喷沙覆膜工序(3)、压制砖坯工序(4)、烧制沙砖工序(5)和沙砖埋管工序(6),炒制热沙工序(1)是将沙漠里的原沙被加热至250~300℃,喷沙覆膜工序(3)是将加热后的的原沙高速喷射到废旧塑料薄膜上并使原沙表面包裹一层塑料膜,压制砖坯工序(4)是将覆膜的型沙压制成固定形状的砖坯,烧制沙砖工序(5)是将压制好的砖坯烧制成沙砖,沙砖埋管工序(6)是在烧制好的沙砖上打孔和埋入水管;炒制热沙工序(1)和喷沙覆膜工序(3)之间设置有沙槽(2),炒制热沙工序(1)由太阳能供热,其余设备全部由附近风电场供电,炒制热沙工序(1)包括炒沙桶(17)、螺旋叶片(32)、曲面板(23)、反光膜(22)、铁槽(9)、传送带(21)、螺旋叶片驱动电机(44)和传送带驱动电机(42),喷沙覆膜工序(3)包括卷轴驱动电机(45)、新薄膜卷轴(60)、旧薄膜卷轴(49)、塑料薄膜(59)、空压机(62)、喷头(51)、防尘罩(50)、过滤仓(53)、集沙仓(55)和风机(65),压制砖坯工序(4)包括液压站(4a)、液压缸(4b)、压力机(4c)、滑块(4d)和模具(4e),烧制沙砖工序(5)包括高温烤炉(5a),沙砖埋管工序(6)包括打孔电机(6c)、钻杆(6b)和PVC管(6d),500~600个沙砖(5b)为一组依地形拼接成固沙网格(76),每个沙砖(5b)内种有一棵耐旱植物(68)。
2.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述C型布局结构指从左向右依次布置炒制热沙工序(1)、喷沙覆膜工序(3)和压制砖坯工序(4),与压制砖坯工序(4)平行并从右向左依次布置烧制沙砖工序(5)和沙砖埋管工序(6)。
3.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述炒制热沙工序(1)中,炒沙平台(25)由混凝土浇筑而成,炒沙平台(25)中部后方用混凝土浇筑有炒沙桶安装台(10),炒沙桶安装台(10)上方预埋有四个固定板(20),四个侧耳(19)的下端通过螺栓螺母组件(11)与四个固定板(20)固定在一起,四个侧耳(19)上端对称焊接在炒沙桶(17)下面,炒沙桶(17)下面中部焊接有挂钩(13),上面后部设有进料口(15),炒沙桶(17)前端安装有前端盖(34),后端安装有后端盖(31),前端盖(34)中部安装有前端轴套(36),后端盖(31)中部安装有后端轴套(30),螺旋叶片轴(33)套装在前端轴套(36)和后端轴套(30)之间,螺旋叶片轴(33)左端安装有螺旋叶片驱动轮(29),螺旋叶片轴(33)中部沿轴向焊接有螺旋叶片(32),螺旋叶片(32)处在炒沙桶(17)内部,前端轴套(36)右端安装有旋转轴(14),旋转轴(14)上安装有旋转门(12),卡簧(14a)套装在旋转轴(14)上用于限制旋转门(12)的位置,炒沙桶(17)前端内侧加工有一圈凹槽(35),旋转门(12)的边缘卡装在凹槽(35)内,旋转门(12)上固定有手柄(18),旋转门(12)处于出料口(16)正前方,炒沙桶安装台(10)前侧面通过支架安装螺栓(43)固定有铁槽支架(37),铁槽(9)上端挂在挂钩(13)上,中部搭接在铁槽支架(37)上,螺旋叶片驱动电机(14)固定在炒沙桶安装台(10)的下方,螺旋叶片驱动电机(14)的轴端套装有1号皮带轮(27),1号皮带轮(27)和螺旋叶片驱动轮(29)之间套装有1号皮带(28),炒沙平台(25)中部前方用混凝土浇筑有传送带安装台(38),传送带安装台(38)上面固定有两对传送带轮支架(7),两对传送带轮支架(7)的中部安装有两对1号轴承(7a),其中一对1号轴承(7a)内套装有传送带主动轮(8),另一对1号轴承(7a)内套装有传送带从动轮(26),传送带主动轮(8)和传送带从动轮(26)之间套装有传送带(21),传送带主动轮(8)上安装有传送带驱动轮(39),传送带驱动电机(42)安装在炒沙平台(25)的中部,传送带驱动电机(42)的轴端安装有2号皮带轮(41),二号皮带轮(41)与传送带驱动轮(42)之间套装有2号皮带(40),炒沙平台(25)左右两侧各固定有一个曲面板支架(24),曲面板支架(24)上固定有曲面板(23),曲面板(23)内侧粘贴有反光膜(22),两个曲面板(23)的曲率中心位于炒沙桶(17)两侧面的中下部。
4.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述喷沙覆膜工序(3)中,喷沙平台(63)由混凝土浇筑而成,喷沙平台(63)左部固定安装有卷轴驱动电机(45),卷轴驱动电机(45)轴端固定有3号皮带轮(46),喷沙平台(63)中部对称安装有两对卷轴支架(61),两对卷轴支架(61)内安装有;两对2号轴承(66),左侧的一对2号轴承(66)内安装有旧薄膜卷轴(49),右侧的一对2号轴承(66)内安装有新薄膜卷轴(60),新薄膜卷轴(60)和旧薄膜卷轴(49)之间安装有塑料薄膜(59),旧薄膜卷轴(49)上固定有卷轴驱动轮(48),3号皮带轮(46)和卷轴驱动轮(48)之间套装有3号皮带(47),喷沙平台(63)右部设有空压机(62),高压气管(58)一端接在空压机(62)上,另一端穿过三通接头(57)后与喷头(51)连接,喷头(51)通过螺母(52)固定在防尘罩(50)顶部内侧,三通接头(57)上端连接有喷砂管(56),喷砂管(56)上端连接有过滤仓(53),过滤仓(53)上方固定有集沙仓(55),风管(54)上端伸入集沙仓(55)内,下端接风机(65)的出风口,风机(65)的进风口固定在沙槽(2)的侧面,喷沙平台(63)下部浇筑成矩形凹槽,凹槽内盛有覆膜型沙(64)。
5.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述压制砖坯工序(4)中,液压站(4a)通过油管与液压缸(4b)连接,液压缸(4b)固定在压力机(4c)的上部,液压缸(4b)的下端固定有滑块(4d),压力机(4c)的底部上方放置有模具(4e),模具(4e)内盛有覆膜型沙(64)。
6.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述烧制沙砖工序(5)中,高温烤炉(5a)水平放置在地面上,砖坯(4f)摆放在高温烤炉(5a)内,烧制好的砖坯(4f)称为沙砖(5b),烧制温度为960℃至1200℃,烧制时间为30min至45min。
7.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述沙砖埋管工序(6)中,打孔工作台(6a)和埋管工作台(6e)均由混凝土浇筑而成,打孔工作台(6a)上面固定安装有打孔电机(6c),打孔电机(6c)上安装有钻杆(6b),钻杆(6b)自左向右水平钻透沙砖(5b)的中下部,沙砖(5b)放在打孔电机(6c)右侧,打孔工作台(6a)左边是埋管工作台(6e),埋管工作台(6e)上面放有打完孔的沙砖(5b),沙砖(5b)的孔内水平安装有PVC管(6d),PVC管(6d)中部加工有数个通孔,PVC管(6d)处在沙砖(5b)内的部分的两端用玻璃胶固定,PVC管(6d)右端穿出沙砖(5b)约10cm,左端沉孔离端面约11cm。
8.根据权利要求1所述的用于沙漠固化的风光互补型沙砖生产线,其特征在于所述固沙网格(76)中,每个沙砖(5b)内栽种有一棵耐旱植物(68),蓄水池(75)建造在4个固沙网格(76)的中央,蓄水池(75)上方用混凝土浇筑供水平台(74),供水平台(74)上面固定安装水泵电机(73),水泵电机(73)通过联轴器(72)与水泵(71)连接,水泵(71)的进水管(69)伸入蓄水池(75)内,出水口安装有分流盘(70),数根水管(67)一端与分流盘(70)连通,另一端与数个固沙网格(76)连通。
说明书
技术领域
本发明涉及沙漠治理技术,尤其是用于沙漠固化的风光互补型沙砖生产线。
背景技术
伴随着地球自然生态的变化,世界各国都不同程度地面临土地荒漠化和沙漠扩大化的危机,中国近年在沙漠治理方面投入了大量人力物力,取得了一系列举世瞩目的成绩。例如甘肃地区采用多功能立体固沙车将秸秆轧入沙漠构成固沙网格,并在其中种植耐旱植物,以期减缓沙丘移动速度和增加沙漠植被,这项技术使腾格里沙漠出现了大片绿植。但该技术存在三点不足:一是将大量秸秆运送至沙漠路途遥远且耗费较大;二是秸秆长度有限,较厚的沙丘移动时秸秆仍旧容易被裹挟迁移,从而需要一遍又一遍补轧秸秆,工程量较大;三是多功能立体固沙车成本在200万/台以上,推广使用比较困难。毋庸置疑,将沙漠分割成小块构成固沙网格的方式是可取的,如果能将沙漠中的沙子制成特定形状的沙砖来替代秸秆,将减少运输秸秆的费用并避免被沙丘裹挟的问题。
发明内容
基于上述背景,借助沙漠地区丰富和便利的黄沙资源、日照资源和风电资源,本发明的目的是借助风电和光能制造专用沙砖,将沙砖成批放诸沙漠并在其中种植耐旱植物,从而以较低的成本和较高的效率达到固化沙漠和绿化沙漠的目的。
本发明是一种用于沙漠固化的风光互补型沙砖生产线,生产线按C型结构布局,包括五道工序,即炒制热沙工序1、喷沙覆膜工序3、压制砖坯工序4、烧制沙砖工序5和沙砖埋管工序6,炒制热沙工序1是将沙漠里的原沙被加热至250~300℃,喷沙覆膜工序3是将加热后的的原沙高速喷射到废旧塑料薄膜上并使原沙表面包裹一层塑料膜,压制砖坯工序4是将覆膜的型沙压制成固定形状的砖坯,烧制沙砖工序5是将压制好的砖坯烧制成沙砖,沙砖埋管工序6是在烧制好的沙砖上打孔和埋入水管;炒制热沙工序1和喷沙覆膜工序3之间设置有沙槽2,炒制热沙工序1由太阳能供热,其余设备全部由附近风电场供电,炒制热沙工序1包括炒沙桶17、螺旋叶片32、曲面板23、反光膜22、铁槽9、传送带21、螺旋叶片驱动电机44和传送带驱动电机42,喷沙覆膜工序3包括卷轴驱动电机45、新薄膜卷轴60、旧薄膜卷轴49、塑料薄膜59、空压机62、喷头51、防尘罩50、过滤仓53、集沙仓55和风机65,压制砖坯工序4包括液压站4a、液压缸4b、压力机4c、滑块4d和模具4e,烧制沙砖工序5包括高温烤炉5a,沙砖埋管工序6包括打孔电机6c、钻杆6b和PVC管6d,500~600个沙砖5b为一组依地形拼接成固沙网格76,每个沙砖5b内种有一棵耐旱植物68。
本发明相对现有技术的优势如下:1、在沙漠里就地取材,以沙子为原料制作沙砖,原料易得,成本低;以废旧塑料薄膜为辅料,变废为宝。2、采用喷沙覆膜和高温烧结的方式,沙砖呈现内柔外刚的特质,工艺简中存异,在其中种植耐旱植物,有利于蓄水和植物存活。3、以太阳能作为炒沙的热源,以风能为所有用电设备的电源,能源清洁持续。4、沙砖可根据地形组合布置,由于其重量大,不易被风沙摧毁,也不易随沙丘迁移,所以固沙更持久。
附图说明
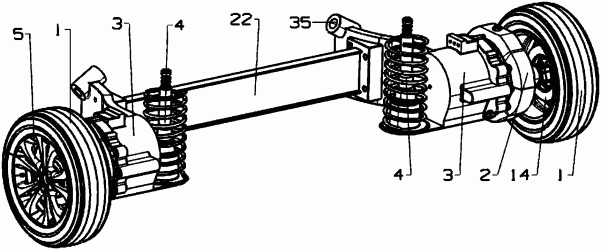
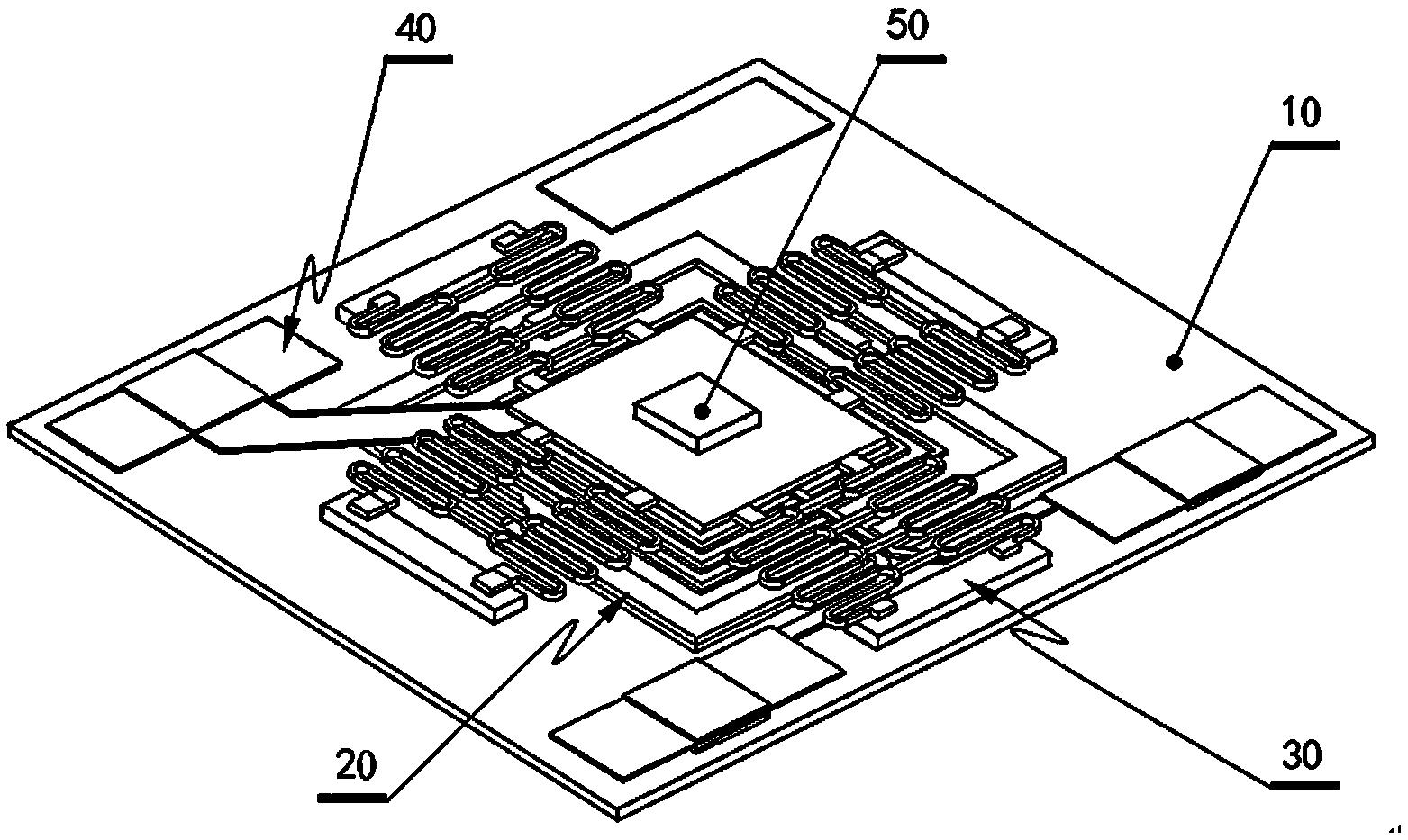
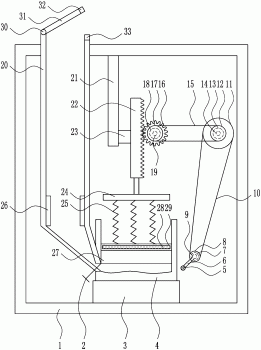
图1为该发明的整体工序布置图,图2为图1中炒制热沙工序所用设备的正视图,图3为图2中设备的左视剖视图,图4为图1中喷沙覆膜工序所用设备的正视图,图5为图4中设备的左视图,图6为沙砖的布局结构示意图,图中:1. 炒制热沙工序2. 沙槽3. 喷沙覆膜工序4. 压制砖坯工序4a. 液压站4b. 液压缸4c. 压力机4d. 滑块4e. 模具4f. 砖坯5. 烧制沙砖工序5a. 高温烤炉5b. 沙砖6. 沙砖埋管工序6a.打孔工作台6b. 钻杆6c. 打孔电机6d. PVC管6e. 埋管工作台7. 传送带轮支架7a. 1号轴承8. 传送带主动轮9. 铁槽10. 炒沙桶安装台11.螺栓螺母组件12. 旋转门13. 挂钩14. 旋转轴14a 卡簧15. 进料口16. 出料口17. 炒沙桶18. 手柄19. 侧耳20. 炒沙桶固定板21. 传送带22. 反光膜23. 曲面板24. 曲面板支架25. 炒沙平台26. 传送带从动轮27. 1号皮带轮28. 1号皮带29. 螺旋叶片驱动轮30. 后端轴套31.后端盖32. 螺旋叶片33. 螺旋叶片轴34.前端盖35. 旋转槽36. 前端轴套37. 铁槽支架38. 传送带安装台39. 传送带驱动轮40. 2号皮带41. 2号皮带轮42. 传送带驱动电机43. 支架安装螺栓44. 螺旋叶片驱动电机45. 卷轴驱动电机46. 3号皮带轮47. 3号皮带48. 卷轴驱动轮49. 旧薄膜卷轴50. 防尘罩51. 喷头52. 螺母53. 过滤仓54. 风管55. 集沙仓56. 喷砂管57. 三通接头58. 高压气管59. 塑料薄膜60. 新薄膜卷轴61. 卷轴支架62. 空压机63. 喷沙平台64. 覆膜型沙65. 风机66. 2号轴承67. 水管68. 耐旱植物69. 进水管70. 分流盘71. 水泵72. 联轴器73. 水泵电机74. 抽水平台75. 蓄水池76. 固沙网格。说明:该发明所涉及电气系统和为该发明供电的风电机组省略。
具体实施方式
如图1~图 6所示,本发明是一种用于沙漠固化的风光互补型沙砖生产线,生产线按C型结构布局,包括五道工序,即炒制热沙工序1、喷沙覆膜工序3、压制砖坯工序4、烧制沙砖工序5和沙砖埋管工序6,炒制热沙工序1是将沙漠里的原沙被加热至250~300℃,喷沙覆膜工序3是将加热后的的原沙高速喷射到废旧塑料薄膜上并使原沙表面包裹一层塑料膜,压制砖坯工序4是将覆膜的型沙压制成固定形状的砖坯,烧制沙砖工序5是将压制好的砖坯烧制成沙砖,沙砖埋管工序6是在烧制好的沙砖上打孔和埋入水管;炒制热沙工序1和喷沙覆膜工序3之间设置有沙槽2,炒制热沙工序1由太阳能供热,其余设备全部由附近风电场供电,炒制热沙工序1包括炒沙桶17、螺旋叶片32、曲面板23、反光膜22、铁槽9、传送带21、螺旋叶片驱动电机44和传送带驱动电机42,喷沙覆膜工序3包括卷轴驱动电机45、新薄膜卷轴60、旧薄膜卷轴49、塑料薄膜59、空压机62、喷头51、防尘罩50、过滤仓53、集沙仓55和风机65,压制砖坯工序4包括液压站4a、液压缸4b、压力机4c、滑块4d和模具4e,烧制沙砖工序5包括高温烤炉5a,沙砖埋管工序6包括打孔电机6c、钻杆6b和PVC管6d,500~600个沙砖5b为一组依地形拼接成固沙网格76,每个沙砖5b内种有一棵耐旱植物68。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述C型布局结构指从左向右依次布置炒制热沙工序1、喷沙覆膜工序3和压制砖坯工序4,与压制砖坯工序4平行并从右向左依次布置烧制沙砖工序5和沙砖埋管工序6。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述炒制热沙工序1中,炒沙平台25由混凝土浇筑而成,炒沙平台25中部后方用混凝土浇筑有炒沙桶安装台10,炒沙桶安装台10上方预埋有四个固定板20,四个侧耳19的下端通过螺栓螺母组件11与四个固定板20固定在一起,四个侧耳19上端对称焊接在炒沙桶17下面,炒沙桶17下面中部焊接有挂钩13,上面后部设有进料口15,炒沙桶17前端安装有前端盖34,后端安装有后端盖31,前端盖34中部安装有前端轴套36,后端盖31中部安装有后端轴套30,螺旋叶片轴33套装在前端轴套36和后端轴套30之间,螺旋叶片轴33左端安装有螺旋叶片驱动轮29,螺旋叶片轴33中部沿轴向焊接有螺旋叶片32,螺旋叶片32处在炒沙桶17内部,前端轴套36右端安装有旋转轴14,旋转轴14上安装有旋转门12,卡簧14a套装在旋转轴14上用于限制旋转门12的位置,炒沙桶17前端内侧加工有一圈凹槽35,旋转门12的边缘卡装在凹槽35内,旋转门12上固定有手柄18,旋转门12处于出料口16正前方,炒沙桶安装台10前侧面通过支架安装螺栓43固定有铁槽支架37,铁槽9上端挂在挂钩13上,中部搭接在铁槽支架37上,螺旋叶片驱动电机14固定在炒沙桶安装台10的下方,螺旋叶片驱动电机14的轴端套装有1号皮带轮27,1号皮带轮27和螺旋叶片驱动轮29之间套装有1号皮带28,炒沙平台25中部前方用混凝土浇筑有传送带安装台38,传送带安装台38上面固定有两对传送带轮支架7,两对传送带轮支架7的中部安装有两对1号轴承7a,其中一对1号轴承7a内套装有传送带主动轮8,另一对1号轴承7a内套装有传送带从动轮26,传送带主动轮8和传送带从动轮26之间套装有传送带21,传送带主动轮8上安装有传送带驱动轮39,传送带驱动电机42安装在炒沙平台25的中部,传送带驱动电机42的轴端安装有2号皮带轮41,二号皮带轮41与传送带驱动轮42之间套装有2号皮带40,炒沙平台25左右两侧各固定有一个曲面板支架24,曲面板支架24上固定有曲面板23,曲面板23内侧粘贴有反光膜22,两个曲面板23的曲率中心位于炒沙桶17两侧面的中下部。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述喷沙覆膜工序3中,喷沙平台63由混凝土浇筑而成,喷沙平台63左部固定安装有卷轴驱动电机45,卷轴驱动电机45轴端固定有3号皮带轮46,喷沙平台63中部对称安装有两对卷轴支架61,两对卷轴支架61内安装有;两对2号轴承66,左侧的一对2号轴承66内安装有旧薄膜卷轴49,右侧的一对2号轴承66内安装有新薄膜卷轴60,新薄膜卷轴60和旧薄膜卷轴49之间安装有塑料薄膜59,旧薄膜卷轴49上固定有卷轴驱动轮48,3号皮带轮46和卷轴驱动轮48之间套装有3号皮带47,喷沙平台63右部设有空压机62,高压气管58一端接在空压机62上,另一端穿过三通接头57后与喷头51连接,喷头51通过螺母52固定在防尘罩50顶部内侧,三通接头57上端连接有喷砂管56,喷砂管56上端连接有过滤仓53,过滤仓53上方固定有集沙仓55,风管54上端伸入集沙仓55内,下端接风机65的出风口,风机65的进风口固定在沙槽2的侧面,喷沙平台63下部浇筑成矩形凹槽,凹槽内盛有覆膜型沙64。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述压制砖坯工序4中,液压站4a通过油管与液压缸4b连接,液压缸4b固定在压力机4c的上部,液压缸4b的下端固定有滑块4d,压力机4c的底部上方放置有模具4e,模具4e内盛有覆膜型沙64。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述烧制沙砖工序5中,高温烤炉5a水平放置在地面上,砖坯4f摆放在高温烤炉5a内,烧制好的砖坯4f称为沙砖5b,烧制温度为960℃至1200℃,烧制时间为30min至45min。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述沙砖埋管工序6中,打孔工作台6a和埋管工作台6e均由混凝土浇筑而成,打孔工作台6a上面固定安装有打孔电机6c,打孔电机6c上安装有钻杆6b,钻杆6b自左向右水平钻透沙砖5b的中下部,沙砖5b放在打孔电机6c右侧,打孔工作台6a左边是埋管工作台6e,埋管工作台6e上面放有打完孔的沙砖5b,沙砖5b的孔内水平安装有PVC管6d,PVC管6d中部加工有数个通孔,PVC管6d处在沙砖5b内的部分的两端用玻璃胶固定,PVC管6d右端穿出沙砖5b约10cm,左端沉孔离端面约11cm。
以上所述的用于沙漠固化的风光互补型沙砖生产线,所述固沙网格76中,每个沙砖5b内栽种有一棵耐旱植物68,蓄水池75建造在4个固沙网格76的中央,蓄水池75上方用混凝土浇筑供水平台74,供水平台74上面固定安装水泵电机73,水泵电机73通过联轴器72与水泵71连接,水泵71的进水管69伸入蓄水池75内,出水口安装有分流盘70,数根水管67一端与分流盘70连通,另一端与数个固沙网格76连通。
下面,结合附图对本发明作进一步说明:如图1所示,一种用于沙漠固化的风光互补型沙砖生产线,由炒制热沙工序1、喷沙覆膜工序3、压制砖坯工序4、烧制沙砖工序5和沙砖埋管工序6组成,炒制热沙工序1和喷沙覆膜工序3之间设置有沙槽2。其中,炒制热沙工序1由太阳能供热,其余设备全部由附近的风电场供电,故称风光互补型沙砖生产线。
如图2和图3所示,炒制热沙工序1需用到炒沙桶17、螺旋叶片32、曲面板23、反光膜22、铁槽9、传送带21、螺旋叶片驱动电机44和传送带驱动电机42。其中,炒沙平台25由混凝土浇筑而成,炒沙平台25中部后方用混凝土浇筑有炒沙桶安装台10,炒沙桶安装台10上方预埋有四个固定板20,四个侧耳19的下端通过螺栓螺母组件11与四个固定板20固定在一起,四个侧耳19上端对称焊接在炒沙桶17下面。炒沙桶17下面中部焊接有挂钩13,上面后部设有进料口15。炒沙桶17前端安装有前端盖34,后端安装有后端盖31,前端盖34中部安装有前端轴套36,后端盖31中部安装有后端轴套30,螺旋叶片轴33套装在前端轴套36和后端轴套30之间。螺旋叶片轴33左端安装有螺旋叶片驱动轮29,螺旋叶片轴33中部沿轴向焊接有螺旋叶片32,螺旋叶片32处在炒沙桶17内部。前端轴套36右端安装有旋转轴14,旋转轴14上安装有旋转门12,卡簧14a套装在旋转轴14上用于限制旋转门12的位置。炒沙桶17前端内侧加工有一圈凹槽35,旋转门12的边缘卡装在凹槽35内,旋转门12上固定有手柄18。旋转门12处于出料口16正前方,可以挡住出料口16从而防止炒沙桶17内的沙子流出。拨动手柄18时,旋转门12可以在凹槽35内滑动,当旋转门12绕旋转轴14转过出料口16时,炒沙桶17内的热沙从出料口16流出。炒沙桶安装台10前侧面通过支架安装螺栓43固定有铁槽支架37,铁槽9上端挂在挂钩13上,中部搭接在铁槽支架37上。螺旋叶片驱动电机14固定在炒沙桶安装台10的下方,螺旋叶片驱动电机14的轴端套装有1号皮带轮27,1号皮带轮27和螺旋叶片驱动轮29之间套装有1号皮带28。炒沙平台25中部前方用混凝土浇筑有传送带安装台38,传送带安装台38上面固定有两对传送带轮支架7,两对传送带轮支架7的中部安装有两对1号轴承7a,其中一对1号轴承7a内套装有传送带主动轮8,另一对1号轴承7a内套装有传送带从动轮26。传送带主动轮8和传送带从动轮26之间套装有传送带21,传送带主动轮8上安装有传送带驱动轮39。传送带驱动电机42安装在炒沙平台25的中部,传送带驱动电机42的轴端安装有2号皮带轮41,二号皮带轮41与传送带驱动轮42之间套装有2号皮带40。炒沙桶17内的热沙经出料口16流至铁槽9,再由铁槽9流到传送带21,并在传送带21上自左向右传输出去。炒沙平台25左右两侧各固定有一个曲面板支架24,曲面板支架24上固定有曲面板23,曲面板23内侧粘贴有反光膜22。两个曲面板23的曲率中心恰好位于炒沙桶17两侧面的中下部。当太阳光照射到曲面板23上时,经反光膜22反射,在炒沙桶17两侧中下部形成两条高温光带,可加热炒沙桶17,在螺旋叶片32的搅拌下,炒沙桶17内的沙子均匀升温成为热沙。螺旋叶片驱动电机是正反转电机,当螺旋叶片驱动电机正转时螺旋叶片随之正转,从而推动炒沙桶内的热沙从炒沙桶的后端向前端运输;当螺旋叶片驱动电机反转时螺旋叶片随之反转,不产生推力,只搅动炒沙桶内的沙子使之均匀加热。
如图4和图5所示,喷沙覆膜工序3需用到卷轴驱动电机45、新薄膜卷轴60、旧薄膜卷轴49、塑料薄膜59、空压机62、喷头51、防尘罩50、过滤仓53、集沙仓55、风管54、风机65和沙槽2。其中,喷沙平台63由混凝土浇筑而成,喷沙平台63左部固定安装有卷轴驱动电机45,卷轴驱动电机45轴端固定有3号皮带轮46,喷沙平台63中部对称安装有两对卷轴支架61,两对卷轴支架61内安装有两对2号轴承66,左侧的一对2号轴承66内安装有旧薄膜卷轴49,右侧的一对2号轴承66内安装有新薄膜卷轴60,新薄膜卷轴60和旧薄膜卷轴49之间安装有塑料薄膜59。旧薄膜卷轴49上固定有卷轴驱动轮48,3号皮带轮46和卷轴驱动轮48之间套装有3号皮带47。卷轴驱动电机45带动3号皮带轮46,3号皮带轮46经3号皮带47带动卷轴驱动轮48,进而由卷轴驱动轮48带动旧薄膜卷轴49转动,从而使新薄膜卷轴60上的塑料薄膜59陆续缠绕在旧薄膜卷轴49上。喷沙平台63右部设有空压机62,高压气管58一端接在空压机62上,另一端穿过三通接头57后与喷头51连接,喷头51通过螺母52固定在防尘罩50顶部内侧。三通接头57上端连接有喷砂管56,喷砂管56上端连接有过滤仓53,过滤仓53上方固定有集沙仓55。风管54上端伸入集沙仓55内,下端接风机65的出风口,风机65的进风口固定在沙槽2的侧面。喷沙平台63下部浇筑成矩形凹槽,凹槽内盛有覆膜型沙64。风机65将沙槽2中的高温沙子经风管54源源不断地送入集沙仓55,随着机器的振动,集沙仓55中的沙子逐渐流入过滤仓53并被过滤成不含杂物的清洁沙,空压机62向高压气管58内送入高压气体,高压气体经高压气管58向喷头51高速流动,于是在喷沙管56内形成负压,致使过滤仓53内的高温沙子进入高压气管58,随高压气体从喷头51高速喷射出来。由于从喷头51喷出的高温沙子不断冲破塑料薄膜59,冲破的途中在其表面包裹了一层被高温熔化的塑料膜。新薄膜卷轴60上的塑料薄膜59不断向旧薄膜卷轴49输送,从而不间断地为喷头51处喷出的高温沙子提供塑料薄膜59。上述过程称为喷沙覆膜。
如图1所示,压制砖坯工序4需用到液压站4a、液压缸4b、压力机4c、滑块4d、模具4e。其中,液压站4a通过油管与液压缸4b连接,液压缸4b固定在压力机4c的上部,液压缸4b的下端固定有滑块4d,压力机4c的底部上方放置有模具4e,模具4e内盛有覆膜型沙64。液压站4a通过油管向液压缸4b供油,液压缸4b推动滑块4d向下运动,滑块4d将模具4e中的覆膜型沙64压制成砖坯4f,由于覆膜型沙64具有一定温度,所以砖坯4f中的塑料膜处于半熔化状态,具有较高的粘度,不易损坏。
如图1所示,烧制沙砖工序5需用到高温烤炉5a,高温烤炉5a水平放置在地面上,砖坯4f摆放在高温烤炉5a内。烧制温度控制在960℃至1200℃,烧制时间控制在30min至45min,烧制时砖坯4f内的塑料膜熔化,使砖坯内的覆膜型沙64粘结在一起。砖坯4f表层约1cm被完全烧化,形成致密烧结层。烧制后的砖坯4f称为沙砖5b,沙砖5b呈现出内疏外密、内柔外刚的特性,如果在沙砖5b中种植耐旱植物68,则有利于蓄水保墒,增加植物成活率。
如图1所示,沙砖埋管工序6需用到打孔电机6c、钻杆6b和PVC管6d。其中,打孔工作台6a和埋管工作台6e均由混凝土浇筑而成。打孔工作台6a上面固定安装有打孔电机6c,打孔电机6c上安装有钻杆6b,钻杆6b自左向右水平钻透沙砖5b的中下部,沙砖5b放在打孔电机6c右侧。打孔时,应尽可能保证孔的同轴度,以方便埋管。打孔工作台6a左边是埋管工作台6e,埋管工作台6e上面放有打完孔的沙砖5b,沙砖5b的孔内水平安装有PVC管6d,PVC管6d中部加工有数个通孔。PVC管6d处在沙砖5b内的部分的两端用玻璃胶固定。PVC管6d右端穿出沙砖5b约10cm,左端沉孔离端面约11cm。当向PVC管6d内通水时,水经数个通孔向沙砖5b内的耐旱植物68的根系供水。沙砖5b可以两两串联在一起,且一块沙砖5b的PVC管6d的裸露端插入另一块沙砖5b的沉孔内,使两块沙砖5b的水路连通。
如图6所示,以数百个沙砖5b为一组依地形拼接成固沙网格76,每个沙砖5b内栽种有一棵耐旱植物68。蓄水池75建造在数固沙网格76的中央,蓄水池75上方用混凝土浇筑供水平台74,供水平台74上面固定安装水泵电机73,水泵电机73通过联轴器72与水泵71连接,水泵71的进水管69伸入蓄水池75内,出水口安装有分流盘70。数根水管67一端与分流盘70连通,另一端与数个固沙网格76连通。水泵电机73启动后,带动水泵71将蓄水池75内的水经分流盘70后分流至各水管67,进而进入各沙砖5b为耐旱植物68根系供水。耐旱植物68的供水周期应当根据其培育技术另行制定。
如图1所示,本发明所涉及的一种用于沙漠固化的风光互补型沙砖生产线按“C”型结构布局,即先从左向右依次布置炒制热沙工序1、喷沙覆膜工序3和压制砖坯工序4,再与压制砖坯工序4平行并从右向左依次布置烧制沙砖工序5和沙砖埋管工序6。因此,该生产线属于“左进左出”的形式,即沙子从左端的炒制热沙工序1流进,沙砖5b从左端的沙砖埋管工序6流出。该布局节省空间,减少布线,易于工位协作和人员调配。
如图1~图5所示,本发明所涉及的一种用于沙漠固化的沙砖5b的生产工艺为:曲面板23上的反光膜22反射太阳光加热炒沙桶17,将沙子从进料口15送入炒沙桶17,螺旋叶片驱动电机44反向驱动并带动螺旋叶片32反向旋转,炒沙桶17中的沙子在螺旋叶片32的搅拌下均匀受热。加热约15min后螺旋叶片驱动电机44正向驱动并带动螺旋叶片32正向旋转,打开旋转门12,热沙从出料口16经铁槽9流至传送带8,再经传送带8传送至沙槽2内。风机65将沙槽2内的热沙送至集沙仓55,再经过滤仓53过滤后进入喷砂管58,而后随空压机62提供的高压气体经高压气管58从喷头51高速喷出。喷头51喷出的高速热沙穿过塑料薄膜59后在其表面包覆了一层熔化的塑料膜,成为覆膜型沙64。将覆膜型沙64填入模具4f,液压站4a为液压缸4b提供动力将活塞4d推向模具4f,将模具4f中的覆膜型沙64压制成砖坯4e。将砖坯4e摆放在高温烤炉5a内烧制成沙砖5b,将烧制好的沙砖5b冷却后送到打孔工作台6a上打孔,打孔后送到埋管工作台6e上埋放PVC管6d。
如图6所示,本发明所涉及的一种用于沙漠固化的沙砖5b的使用方法为:根据待治理沙漠区域的地形,将埋管后的沙砖5b数百个一组摆放成固沙网格76,并在沙砖5b内种植耐旱植物68。为每一组沙砖5b安装水管67,再将各组水管67统一接入分流盘70。水泵电机73带动水泵71从蓄水池75中抽水,向分流盘70供水,进而向个水管67输水,从而为各固沙网格76供水。供水周期根据耐旱植物68培育方法制定。
一种用于沙漠固化的风光互补型沙砖生产线专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




















动态评分
0.0