







专利摘要
本实用新型公开了一种厚织物缝合设备,缝合部件的机针组件设置于滑动组件上;穿刺部件,包括刺针组件、刺针气缸、气缸支架和滑动组块,所述刺针组件通过所述刺针气缸与所述气缸支架连接,所述滑动组块对称设置于所述气缸支架两侧;本实用新型的有益效果:本实用新型设置了穿刺部件,方便为厚织物打孔,与缝合部件配合使用时可在厚织物打孔之后直接缝合,省去提前打孔再上流水线工作的流程,从而提高工作效率。
权利要求
1.一种厚织物缝合设备,其特征在于:包括,
缝合部件(100),包括机针组件(101)以及设置于所述机针组件(101)上的滑动组件(102);
穿刺部件(200),包括刺针组件(201)、刺针气缸(202)、气缸支架(203)和滑动组块(204),所述刺针组件(201)通过所述刺针气缸(202)与所述气缸支架(203)连接,所述滑动组块(204)对称设置于所述气缸支架(203)两侧。
2.如权利要求1所述的厚织物缝合设备,其特征在于:所述刺针组件(201)包括刺针(201a)、刺针安装块(201b)和安装块推杆(201c),所述刺针(201a)通过所述刺针安装块(201b)与所述安装块推杆(201c)的一端连接;
其中,所述安装块推杆(201c)的另一端与所述刺针气缸(202)连接。
3.如权利要求1或2所述的厚织物缝合设备,其特征在于:所述机针组件(101)的机针(101a)设置于机针调节件(101b)内,所述机针调节件(101b)与调节固定块(101c)的一端连接;
其中,所述固定块(101c)的另一端与所述滑动组件(102)的滑动板(102a)连接。
4.如权利要求3所述的厚织物缝合设备,其特征在于:所述滑动组件(102)还包括滑块(102b)和滑块导轨(102c),所述滑块(102b)设置于所述滑块导轨(102c)上。
5.如权利要求4所述的厚织物缝合设备,其特征在于:所述缝合部件(100)还包括推块(103)、推块连杆(104)和机针气缸(105),所述推块连杆(104)的一端与所述推块(103)连接,另一端与所述机针气缸(105)连接。
6.如权利要求5所述的厚织物缝合设备,其特征在于:所述机针组件(101)的机针(101a)设置于所述滑动组件(102)的滑动板(102a)中心处;
其中,所述刺针组件(201)相对于所述机针组件(101)平行设置且所述刺针组件(201)的刺针(201a)位于所述滑动板(102a)中心位置。
7.如权利要求6所述的厚织物缝合设备,其特征在于:还包括支撑部件(300),所述支撑部件(300)包括支撑板(301)、支架导轨(302)和支架(303),所述支架导轨(302)设置于所述支架(303)上;
其中,所述支撑板(301)设置于机床上且两侧均设置所述支架(303)。
8.如权利要求7所述的厚织物缝合设备,其特征在于:所述支撑板(301) 上还设置所述滑动组件(102)的滑块导轨(102c)和所述机针气缸(105)。
9.如权利要求8所述的厚织物缝合设备,其特征在于:所述滑动组块(204)包括第一组块(204a)和第二组块(204b),所述支架导轨(302)包括第一导轨(302a)和第二导轨(302b),所述支架(303)包括第一支架(303a)和第二支架(303b);
其中,所述第一组块(204a)通过所述第一导轨(302a)与所述第一支架(303a)连接,所述第二组块(204b)通过所述第二导轨(302b)与所述第二支架(303b)连接。
10.如权利要求9所述的厚织物缝合设备,其特征在于:所述第一支架(303a)与所述第二支架(303b)设置于机床上。
说明书
技术领域
本实用新型涉及缝合技术领域,尤其涉及一种厚织物缝合设备。
背景技术
传统手工缝制不同密度的织物,对操作者熟练程度要求高,工作强度大,且对于厚的织物,需先预刺打孔,不能直接缝合,如直接缝制一是不能直接刺穿,二是纱线易断,三是容易刺穿手掌造成意外损伤;长时间缝制织物使人疲劳,又因人与人的不同造成缝制的织物一致性差导致不良品增多,从而使产品的质量达不到客户的需求,大批量重复性高的织物缝制机器逐渐代替人类。
现有缝制设备仍有设计上的不足,在缝制厚的织物时经常因为机针刺不穿厚织物而弯曲、折断,纱线断在厚织物里,从而造成生产流水线工作停滞;为了避免机针损坏及纱线断线,在对厚织物进行缝制时还需另外打孔,虽能避免上述问题,但也降低了工作效率,影响企业效益。
为了解决上述技术问题出现了专门的厚织物缝合设备,其可以在给厚织物打孔之后直接缝合,省去提前打孔再上流水线工作的流程,从而提高工作效率。
实用新型内容
本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例;在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
鉴于上述和/或现有缝合设备存在缝制厚的织物时经常因为机针刺不穿厚织物而弯曲、折断,纱线断在厚织物里的问题,提出了本实用新型。
因此,本实用新型目的是提供一种厚织物缝合设备,其可以在厚织物打孔之后直接缝合,省去提前打孔再上流水线工作的流程,从而提高工作效率。
为解决上述技术问题,本实用新型提供如下技术方案:缝合部件的机针组件设置于滑动组件上;穿刺部件,包括刺针组件、刺针气缸、气缸支架和滑动组块,所述刺针组件通过所述刺针气缸与所述气缸支架连接,所述滑动组块对称设置于所述气缸支架两侧。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述刺针组件包括刺针、刺针安装块和安装块推杆,所述刺针通过所述刺针安装块与所述安装块推杆的一端连接;其中,所述安装块推杆的另一端与所述刺针气缸连接。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述机针组件的机针设置于机针调节件内,所述机针调节件与调节固定块的一端连接;其中,所述固定块的另一端与所述滑动组件的滑动板连接。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述滑动组件还包括滑块和滑块导轨,所述滑块设置于所述滑块导轨上。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述缝合部件还包括推块、推块连杆和机针气缸,所述推块连杆的一端与所述推块连接,另一端与所述机针气缸连接。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述机针组件的机针设置于所述滑动组件的滑动板中心处;其中,所述刺针组件相对于所述机针组件平行设置且所述刺针组件的刺针位于所述滑动板中心位置。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:还包括支撑部件,所述支撑部件包括支撑板、支架导轨和支架,所述支架导轨设置于所述支架上;其中,所述支撑板设置于机床上且两侧均设置所述支架。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述支撑板上还设置所述滑动组件的滑块导轨和所述机针气缸。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述滑动组块包括第一组块和第二组块,所述支架导轨包括第一导轨和第二导轨,所述支架包括第一支架和第二支架;其中,所述第一组块通过所述第一导轨与所述第一支架连接,所述第二组块通过所述第二导轨与所述第二支架连接。
作为本实用新型所述厚织物缝合设备的一种优选方案,其中:所述第一支架与所述第二支架设置于机床上。
本实用新型的有益效果:本实用新型设置了穿刺部件,方便为厚织物打孔,与缝合部件配合使用时可在厚织物打孔之后直接缝合,省去提前打孔再上流水线工作的流程,从而提高工作效率。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
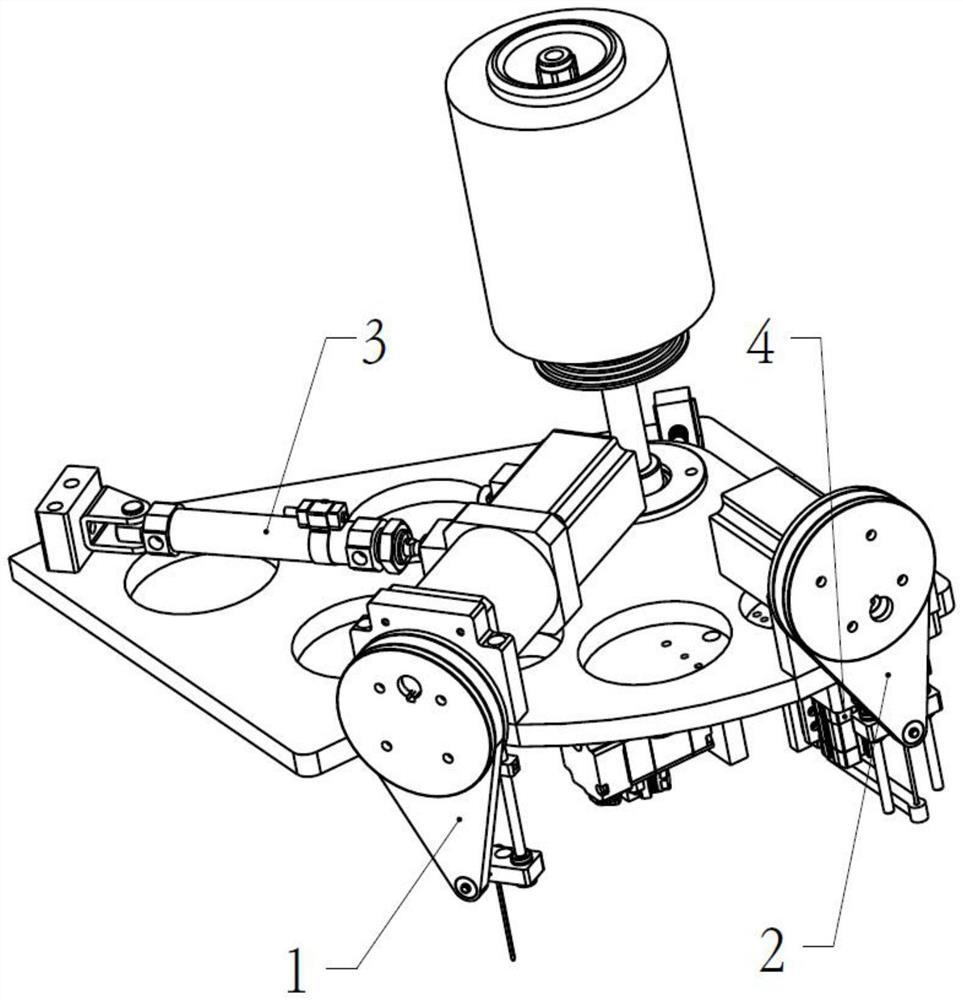
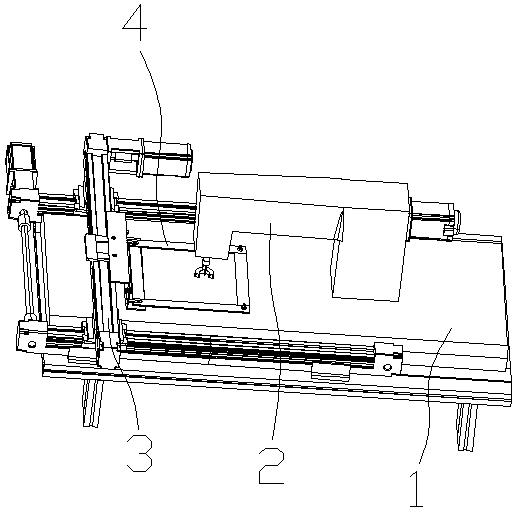
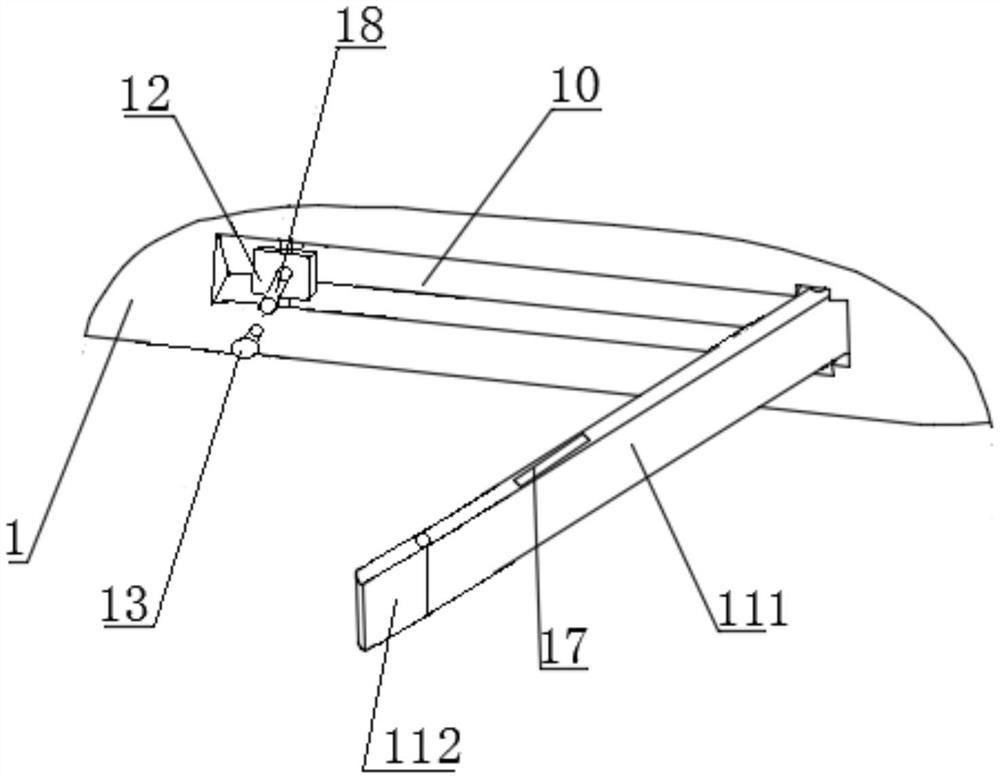
图1为本发明厚织物缝合设备的整体结构示意图。
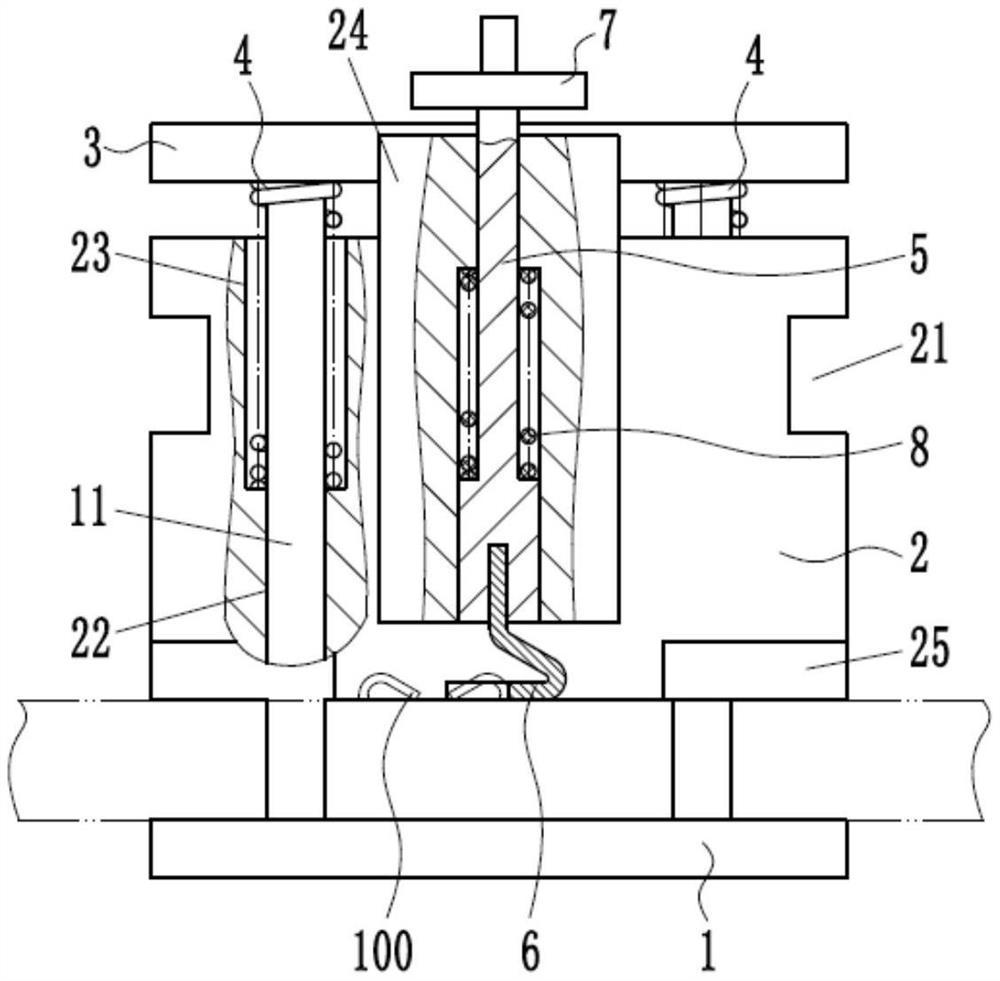
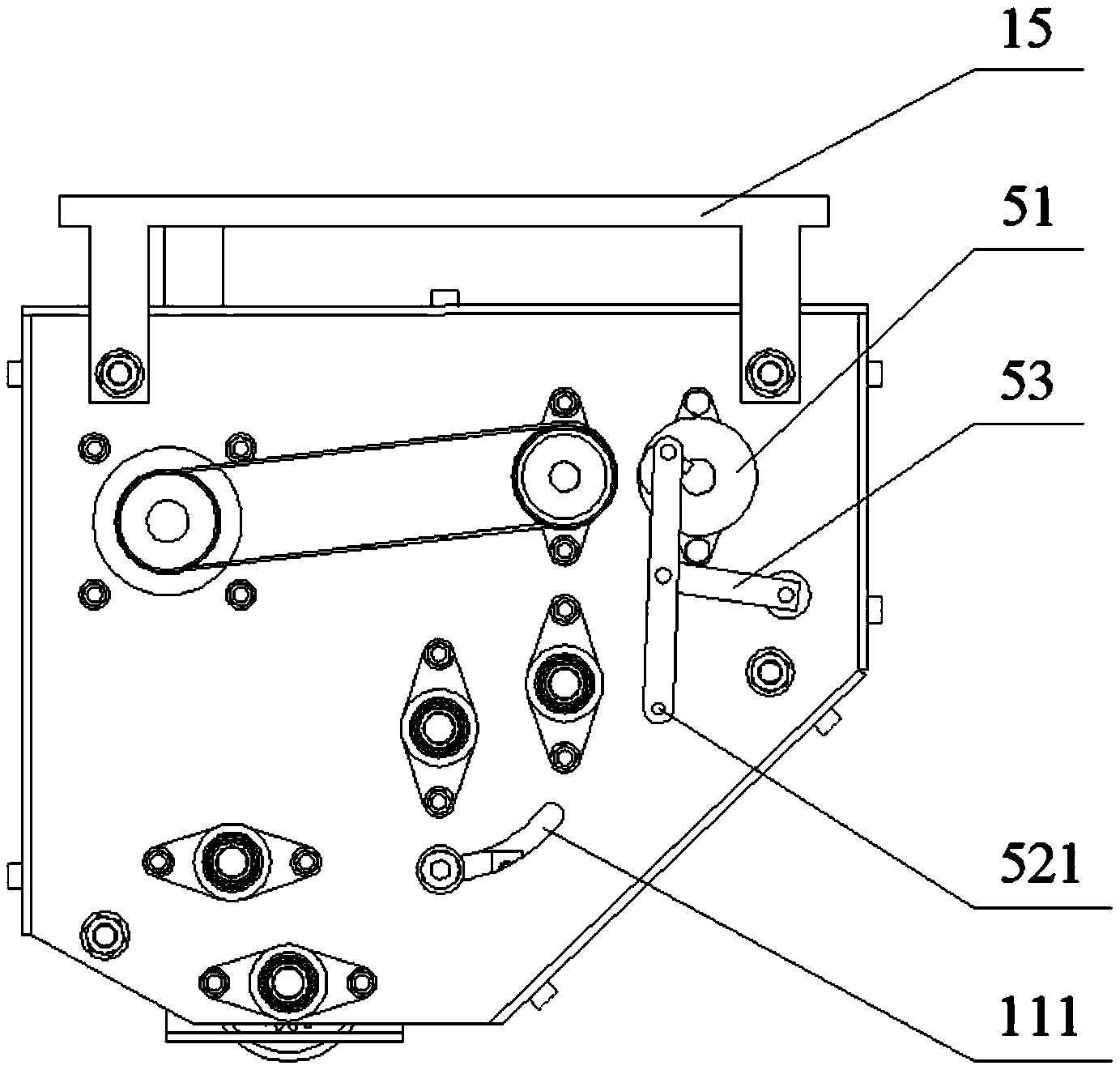
图2为本发明厚织物缝合设备所述的缝合和穿刺部件结构示意图。
图3为本发明厚织物缝合设备所述的主缝针和刺针组件结构示意图。
图4为本发明厚织物缝合设备所述的主缝针和刺针组件结构示意图。
图5为本发明厚织物缝合设备所述的滑动组块、支架导轨和支架结构示意图。
图6为本发明厚织物缝合设备的方法流程示意图。
图7为本发明厚织物缝合设备所述的织物锁式缝合线线迹示意图。
图8为本发明厚织物缝合设备所述的织物缝合结构示意图。
图9(a)为本发明厚织物缝合设备所述的主缝针伸入旋梭内正视图。
图9(b)为本发明厚织物缝合设备所述的主缝针伸入旋梭内侧视图。
图10(a)为本发明厚织物缝合设备所述的主缝针构线环正视图。
图10(b)为本发明厚织物缝合设备所述的主缝针构线环侧视图。
图11(a)为本发明厚织物缝合设备所述的旋梭尖钩住主缝针正视图。
图11(b)为本发明厚织物缝合设备所述的旋梭尖钩住主缝针侧视图。
图12(a)为本发明厚织物缝合设备所述的主缝针向上运动与旋梭正视图。
图12(b)为本发明厚织物缝合设备所述的主缝针向上运动与旋梭侧视图。
图13为本发明厚织物缝合设备所述主缝针缝合织物过程结构示意图。
图14为本发明厚织物缝合设备所述的主缝针完成缝合示意图。
图15为本发明厚织物缝合设备所述的主缝针缝合下一个穿孔示意图。
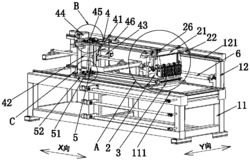
图16为本发明厚织物缝合设备的纵横驱动机构示意图。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
再其次,本发明结合示意图进行详细描述,在详述本发明实施例时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
实施例1
参照图1,提供了一种厚织物缝合设备的整体结构示意图,如图1,本发明整体包括缝合部件100的主缝针组件101一端固定设置于滑动组件102上,滑动组件102沿着导轨前后滑动可带动主缝针组件101一起运动;穿刺部件 200,设置于缝合部件100一侧,穿刺部件200包括刺针组件201、刺针气缸202、气缸支架203和滑动组块204,刺针组件201与刺针气缸202通过推杆连接,刺针气缸202可带动刺针组件201运动,刺针气缸202的一端固定与气缸支架 203连接,滑动组块204对称设置于气缸支架203两侧且一端与气缸支架203 固定连接。
具体的,本发明整体包括缝合部件100的主缝针组件101一端固定设置于滑动组件102上,滑动组件102沿着导轨前后滑动可带动主缝针组件101一起运动;主缝针组件101材料为M42高速钢,钢材硬度高,热硬性好,高温硬度高,容易磨削;刺针组件201与刺针气缸202通过推杆连接,推杆为耐磨钢材,刺针气缸202可带动刺针组件201运动,刺针气缸202的一端与气缸支架203通过螺栓固定连接,滑动组块204对称设置于气缸支架203两侧且一端与气缸支架203通过螺栓固定连接,维护维修设备时只需松紧螺栓即可。
使用过程:缝合部件100的气缸设备通电后,推杆可沿轴来回匀速运动,推杆带动主缝针组件101运动;穿刺部件200的刺针气缸202同缝合部件100的气缸工作原理一样,通电后带动刺针组件201运动;穿刺部件200的刺针气缸202 与气缸支架203通过螺栓固定连接,滑动组块204可带动气缸支架203向缝合部件100内或外侧运动。
实施例2
参照图2,该实施例不同于第一个实施例的是:刺针组件201包括刺针201a、刺针安装块201b和安装块推杆201c,刺针201a设置于安装块201b内,可拆卸便于更换;安装块推杆201c一端连接安装块201b另一端连接刺针气缸202;刺针气缸202可推动安装块推杆201c从而带动安装块201b一起运动;主缝针组件101的主缝针101a设置于主缝针调节件101b内,主缝针调节件101b可调节主缝针安装处内半径大小,方便固定不同半径的主缝针;主缝针调节件101b 通过调节固定块101c固定牢固,固定块101c与滑动组件102的滑动板102a通过螺栓固定牢固。
具体的,刺针201a材料为M42高速钢,钢材硬度高,热硬性好,高温硬度高,容易磨削;刺针201a设置于安装块201b内,可拆卸,便于维护检修;安装块推杆201c一端连接安装块201b另一端连接刺针气缸202,推杆201c采用耐磨钢材;刺针气缸202可推动安装块推杆201c从而带动安装块201b一起运动;主缝针组件101的主缝针101a设置于主缝针调节件101b内,主缝针调节件101b 可调节主缝针安装处内半径大小,方便固定不同半径的主缝针;主缝针组件101 材料为M42高速钢,钢材硬度高,热硬性好,高温硬度高,容易磨削;主缝针调节件101b通过调节固定块101c固定牢固,固定块101c与滑动组件102的滑动板102a通过螺栓固定牢固。
其余结构与实施例1结构相同。
使用过程:缝合部件100的气缸设备通电后,推杆可沿轴来回匀速运动,推杆带动主缝针组件101运动;穿刺部件200的刺针气缸202通电后带动刺针组件 201的安装块推杆201c运动,安装块推杆201c可沿轴来回匀速运动,带动安装块201b和设置于安装块201b内的刺针201a运动;穿刺部件200的刺针气缸202 与气缸支架203通过螺栓固定连接,滑动组块204可带动气缸支架203向缝合部件100内或外侧运动。
实施例3
参照图2、图3和图4该实施例不同于以上实施例的是:滑块102b设置于滑块导轨102c上,可沿着导轨做轴向运动;缝合部件100还包括推块103、推块连杆104和主缝针气缸105,推块连杆104的一端与推块103连接,另一端与主缝针气缸105连接,主缝针气缸105通电后可带动连杆104和推块103一起做来回匀速运动;主缝针组件101的主缝针101a设置于滑动组件102的滑动板102a 中心处,其中,刺针组件201相对于主缝针组件101平行设置且刺针组件201的刺针201a位于滑动板102a中心位置,工作时刺针组件201先动作,通过刺针组件201的刺针201a给厚织物打孔,打孔完毕后主缝针组件101再动作,由于主缝针组件101的主缝针101a和刺针组件201的刺针201a都在同一线上,所以给厚织物打孔后再进行缝合。
具体的,滑块102b设置于滑块导轨102c上,可沿着导轨做轴向运动,滑块导轨102c采用耐磨不锈钢材料,滑块102b采用镀锌金属;缝合部件100还包括推块103、推块连杆104和主缝针气缸105,推块连杆104的一端与推块103连接,另一端与主缝针气缸105连接,主缝针气缸105通电后可带动连杆104和推块103一起做来回匀速运动,其中推块103采用镀锌金属,推块连杆104采用耐磨钢材;主缝针组件101的主缝针101a设置于滑动组件102的滑动板102a中心处,其中,刺针组件201相对于主缝针组件101平行设置且刺针组件201的刺针201a位于滑动板102a中心位置,工作时刺针组件201先动作,通过刺针组件201 的刺针201a给厚织物打孔,打孔完毕后主缝针组件101再动作,由于主缝针组件101的主缝针101a和刺针组件201的刺针201a都在同一线上,所以给厚织物打孔后再进行缝合,这种设计省去提前打孔再上流水线工作的流程,将打孔、缝合工作流程进一步细化,提高了工作效率。
其余结构与实施例2结构相同。
使用过程:设备通电后,穿刺部件200的刺针气缸202通电后带动刺针组件 201的安装块推杆201c运动,安装块推杆201c可沿轴来回匀速运动,带动安装块201b和设置于安装块201b内的刺针201a运动;穿刺部件200的刺针气缸202 与气缸支架203通过螺栓固定连接,滑动组块204可带动气缸支架203向缝合部件100内或外侧运动;刺针组件201先动作,刺针201a打孔后缝合部件100再动作,推杆可沿轴来回匀速运动,推杆带动主缝针组件101运动,主缝针组件 101的主缝针101a在预先打好的空孔处进行缝制,这种设计省去提前打孔再上流水线工作的流程,将打孔、缝合工作流程进一步细化,提高了工作效率。
实施例4
参照图2、图3、图4和图5,该实施例不同于以上实施例的是:还包括支撑部件300,支撑部件300包括支撑板301、支架导轨302和支架303,支架导轨302设置于支架303上;支撑板301一侧设置第一支架303a,另一侧设置第二支架303b;第一支架303a和第二支架303b一端固定设置在机床上,另一端用于固定第一导轨302a和第二导轨302b;支撑板301通过螺栓固定设置在机床上,支撑板301上还设置滑动组件102的滑块导轨102c和主缝针气缸105;滑块导轨102c和主缝针气缸105均用螺栓固定设置在支撑板301上,方便后期维护维修;气缸支架203两端分别与第一组块204a和第二组块204b固定连接,第一组块204a和第二组块204b的另一端可在第一导轨302a和第二导轨302b 上做轴向运动。
具体的,第一支架303a和第二支架303b均为钢结构,一端固定设置在机床上,另一端用于固定第一导轨302a和第二导轨302b;支撑板301上还设置滑动组件102的滑块导轨102c和主缝针气缸105;滑块导轨102c和主缝针气缸105 均用螺栓固定设置在支撑板301上,方便后期维护维修;气缸支架203两端分别与第一组块204a和第二组块204b固定连接,第一组块204a和第二组块204b的另一端可在第一导轨302a和第二导轨302b上做轴向运动,第一组块204a和第二组块204b采用耐磨钢材料。
使用过程:滑动组件102的滑块导轨102c和主缝针气缸105均用螺栓固定设置在支撑板301上,方便后期维护维修,穿刺部件200的气缸支架203可通过滑动组块204向设备内侧或外侧调节,通过调节改变穿刺部件200和缝合部件 100之间的距离,流水线作业时方便实现穿刺部件200先动作,缝合部件100后动作;设备通电后,穿刺部件200的刺针气缸202通电后带动刺针组件201的安装块推杆201c运动,安装块推杆201c可沿轴来回匀速运动,带动安装块201b 和设置于安装块201b内的刺针201a运动;穿刺部件200的刺针气缸202与气缸支架203通过螺栓固定连接,滑动组块204可带动气缸支架203向缝合部件100 内或外侧运动;刺针组件201先动作,刺针201a打孔后缝合部件100再动作,推杆可沿轴来回匀速运动,推杆带动主缝针组件101运动,主缝针组件101的主缝针101a在预先打好的空孔处进行缝制。
实施例5
参照图6,该实施例不同于以上实施例的是:本实施例为采用厚织物缝合设备对厚织物进行缝合方法,本方法采用厚织物缝合设备实现,具体的,对厚织物缝合方法包括步骤:S1:刺针气缸202驱动预刺针组件201对厚织物进行预刺; S2:第一检测器检测到厚织物上的预刺穿孔,同时刺针气缸202驱动预刺针组件 201复原;S3:缝合部件100穿过预刺穿孔与旋梭进行配合对厚织物进行缝合;S4:缝合完成,缝合部件100复原至原始位置,预刺针组件201再次对厚织物进行预刺,循环往复。
需说明的是,缝合设备设置于待缝的厚织物上方,厚织物平铺放置在纵横驱动机构(如图16所示)上,其织物四端边或四拐角处分别用夹具进行夹持固定,纵横驱动机构能够带动厚织物进行水平面上XY方向移动,并且其下方设有检测器,其检测器为非接触电感式传感器;其中纵向检测器有两个,分别置于纵向机构的两端向内5mm处,横向检测器也有两个,分别置于横向机构的两端向内5mm处。
进一步的,刺针气缸202驱动预刺针组件201对厚织物进行预刺刺针气缸 202驱动预刺针组件201对厚织物进行预刺的步骤包括:
S11:设置缝合参数和确定缝合路径,如图7所示,织图中h为织物厚度;具体的设定针距(m)和行距(n)的数值;如图8所示,把织物左右运动方向定义为+X向,前后运动方向定义为+Y向,分别对应该纵横驱动机构的X轴和Y轴的运动方向;其中,缝合顺序为先+X向按针距(m)缝合完整的一行,再沿+Y向移动一个行距(n),继续缝合-X向按针距(m)缝合完整的一行,再沿+Y向移动一个行距(n),如此循环,直至织物缝合完成。
S12:启动缝合开关,刺针气缸202驱动预刺针组件201对厚织物进行预刺刺针气缸202驱动预刺针组件201对厚织物进行预刺;具体的,纵横驱动机构的 Y轴不动,X轴通过电机驱动使织物向+X运动后,第一导轨302a和第二导轨 302b分别通过第一气缸N1和第二气缸N2驱动预刺针气缸202、预刺针组件201 向-Y向运动,之后预刺针气缸202驱动预刺针组件201做上下往复的预刺孔运动,在织物上预刺出贯穿的针孔。
进一步的,第一检测器检测到厚织物上的预刺穿孔,同时刺针气缸202驱动预刺针组件201复原,具体的,预刺针气缸202下的织物穿透时,第一检测器穿过穿孔,其第一检测器根据红外测距不同的来判断穿孔是否完成,当第一检测器红外线穿过穿孔,控制面板上的第一检测器灯亮,表明预刺孔完成,第一导轨302a和第二导轨302b分别通过第一气缸N1和第二气缸N2驱动预刺针气缸 202、气缸支架203、预刺针组件201向+Y运动,回至原位。
进一步的,缝合部件100穿过预刺穿孔与旋梭进行配合对厚织物进行缝合包括步骤:
S31:主缝针气缸105通过滑块组件102传动驱动主缝针组件101向预刺穿孔移动,具体的,主缝针气缸105位置固定不变,滑块组件102驱动主缝针组件 101向下运动,带动穿在主缝针101a上的缝合线向下运动,主缝针101a和缝合线一起穿过厚织物的穿孔,主缝针101a针尖和缝合线在旋梭槽正中心,如图9 (a)和图9(b)所示(图中厚织物未画);
S32:主缝针组件101的主缝针101a穿过预刺穿孔与旋梭配合对厚织物缝合,具体的,S321:如图5所示,固定于支撑板(301)上左边的第一气缸N1顶起滑块组件102,滑块组件102驱动主缝针组件101和主缝针101a向上运动,使得缝合线在主缝针101a上形成一个线环,如图10(a)和图10(b)所示(图中厚织物未画);其中,主缝针上升,保证旋梭转动后,梭尖在主缝针的勾线槽中钩住缝合线;
S322:如图11(a)和图11(b)所示(图中厚织物未画),旋梭电机带动旋梭转动一个固定角度后,旋梭尖通过形成的线环钩住主缝针101a上的缝合线;
S323:如图12(a)和图12(b)所示(图中厚织物未画),固定于支撑板301 上右边的第二气缸N2顶起滑块组件102,滑块组件102驱动主缝针组件101和主缝针101a向上运动一个固定距离后,位置保持;
S324:如图13所示,旋梭再次转动,使旋梭内的梭芯上缠绕的缝合底线缠绕在缝合线上,底线与缝合线缠绕方式与缝合机缝合方式相同,旋梭转动直至检测旋梭零点位置的第二检测器灯亮后停止,此时完成套圈运动,形成一个单元的锁式缝合结构;需说明的是,第二检测器设置于旋梭的侧面,使其固定于旋梭侧面的挡板上,当旋梭上的定位片与第二检测器平行时(旋梭定位片与第二检测器距离0.1mm),第二检测器利用其电磁感应原理检测到旋梭定位片时,使旋梭停止转动,即为旋梭的零点位置。
S33:如图14所示,主缝针组件101穿线后复原,具体的,主缝针气缸105 位置固定不变,滑块组件102驱动主缝针组件101和主缝针101a及缝合线向上运动,至主缝针气缸105的上极限位置检测器(缩回活塞位置检测器)的灯亮后停止,其主缝针气缸105为带有磁簧的气缸,并且在伸出和缩回活塞的位置,分别放置两个电磁感式接近开关,主缝装置回位并收紧主缝针101a上的缝合线,使缝合线在织物中的松紧状态适。
进一步的,如图15所示,缝合完成,缝合部件100复原至原始位置,织物移动一个针距的距离后,预刺针组件201再次对厚织物进行预刺,循环往复,具体的,厚织物由X轴通过电机驱动织物向+X运动一个针距(m),Y轴不动作,再重复步骤S1~S4,如此循环直至缝合完成+X向完整一行的缝合;跨行缝合时: X轴不动作,Y轴通过电机驱动织物向+Y运动一个行距(n),继续执行步骤S1~S4 的循环操作,依次重复步骤直至整个织物缝合完成。
重要的是,应注意,在多个不同示例性实施方案中示出的本申请的构造和布置仅是例示性的。尽管在此公开内容中仅详细描述了几个实施方案,但参阅此公开内容的人员应容易理解,在实质上不偏离该申请中所描述的主题的新颖教导和优点的前提下,许多改型是可能的(例如,各种元件的尺寸、尺度、结构、形状和比例、以及参数值(例如,温度、压力等)、安装布置、材料的使用、颜色、定向的变化等)。例如,示出为整体成形的元件可以由多个部分或元件构成,元件的位置可被倒置或以其它方式改变,并且分立元件的性质或数目或位置可被更改或改变。因此,所有这样的改型旨在被包含在本发明的范围内。可以根据替代的实施方案改变或重新排序任何过程或方法步骤的次序或顺序。在权利要求中,任何“装置加功能”的条款都旨在覆盖在本文中所描述的执行所述功能的结构,且不仅是结构等同而且还是等同结构。在不背离本发明的范围的前提下,可以在示例性实施方案的设计、运行状况和布置中做出其他替换、改型、改变和省略。因此,本发明不限制于特定的实施方案,而是扩展至仍落在所附的权利要求书的范围内的多种改型。
此外,为了提供示例性实施方案的简练描述,可以不描述实际实施方案的所有特征(即,与当前考虑的执行本发明的最佳模式不相关的那些特征,或于实现本发明不相关的那些特征)。
应理解的是,在任何实际实施方式的开发过程中,如在任何工程或设计项目中,可做出大量的具体实施方式决定。这样的开发努力可能是复杂的且耗时的,但对于那些得益于此公开内容的普通技术人员来说,不需要过多实验,所述开发努力将是一个设计、制造和生产的常规工作。
应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
一种厚织物缝合设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0