









专利摘要
本发明提供一种全自动绢纺生产工艺,具体步骤如下:首先对原料进行预处理,再通过罗拉进入到生产设备中,再通过底面梳理滚筒和顶面梳理滚筒对绵条进行底部或者顶部梳理,待梳理滚筒达到饱和对梳绵滚筒进行更换,梳理完成的绵再进行一次加工处理即可得到成品,与传统工艺相比工艺过程短,简化了圆梳,这样设备数量少,自动化程度高,部分设备已经设计完成改进即可,大幅提高了生产率,减少了人力成本。
权利要求
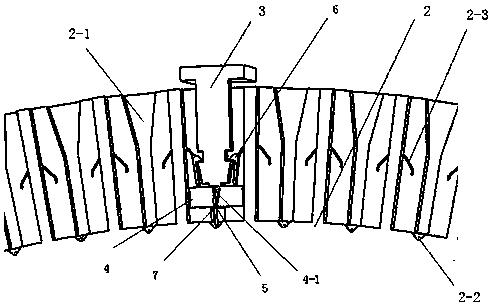
1.一种全自动绢纺生产工艺,其特征在于:所述绢纺用生产工艺中梳绵部分设备包括输入罗拉(1)、传送台、光滑挡板、输出罗拉(5)、压板、压板升降机构、梳理滚筒和自动取落绵装置,所述传送台有3个分别为传送台一(2)、传送台二(4)和中部传送台(7),所述中部传送台(7)在传送台一(2)和传送台二(4)之间,所述传送台一(2)前侧上方有一对上下放置的输入罗拉(1),所述传送台二(4)后侧上方有一对上下放置的输出罗拉(5),所述传送台一(2)上有压板升降机构一(11),所述压板升降机构一(11)下端有压板一(8),所述中部传送台(7)上有压板升降机构二(12),所述压板升降机构二(12)下端有压板二(9),所述传送台二(4)上有压板升降机构三(13),所述压板升降机构三(13)下端有压板三(10),所述传送台一(2)内有前置挡板工作槽(2-1),所述传送台二(4)内有后置挡板工作槽(4-1),所述中部传送台(7)内有挡板放置槽(7-1),所述前置挡板工作槽(2-1)和后置挡板工作槽(4-1)内有传动机构,所述前置挡板工作槽(2-1)内插装有前置光滑挡板(3),所述后置挡板工作槽(4-1)内插装有后置光滑挡板(6),所述传送台一(2)与中部传送台(7)之间为工作位一,所述传送台二(4)与中部传送台(7)之间为工作位二,所述工作位一两侧分别有前置自动取落绵装置一(18)和前置自动取落绵装置二(19),所述工作位二两侧分别有后置自动取落绵装置一(20)和后置自动取落绵装置二(21),所述梳理滚筒有4个分别为底面梳理滚筒一(14)、底面梳理滚筒二(15)、顶面梳理滚筒一(16)和顶面梳理滚筒二(17),所述前置自动取落绵装置一(18)和前置自动取落绵装置二(19)以及后置自动取落绵装置一(20)和后置自动取落绵装置二(21)之间有梳理滚筒移动机构,工作状态工作位一中底面梳理滚筒一(14)或底面梳理滚筒二(15)通过梳理滚筒移动机构保证其中一个梳理滚筒在绵条(22)下方另一个梳理滚筒在前置自动取落绵装置一(18)或前置自动取落绵装置二(19)中,工作状态工作位二中顶面梳理滚筒一(16)或顶面梳理滚筒二(17)通过梳理滚筒移动机构保证其中一个梳理滚筒在绵条(22)上方另一个梳理滚筒在后置自动取落绵装置一(20)或后置自动取落绵装置二(21)中;
具体步骤如下:
1)从原料储藏室将绢纺生产中的原料缫丝取出经过化学浸泡去除疵茧和废丝中的部分丝胶和杂质进行预处理,再进行精炼处理后;
2)将精炼处理缫丝进行水洗然后放入电阻炉中加热进行脱水脱油脱脂处理以去除其中丝胶,油脂和污物;
3)将处理之后的缫丝拉入烘干设备中,利用热风将其烘干;
4)工人在紫灯照射下挑去大颗粒的杂质,之后进行称重,将其分成质量均匀的待梳绵缫丝;
5)经过控制室控制将待梳绵缫丝按份投入输入罗拉(1),输入罗拉(1)将绵条(22)拉入传送台,各传送台运转将绵条(22)传送,传送过程中传送台一(2)内前置光滑挡板(3)伸出传送台一(2)至中部传送台(7)的挡板放置槽(7-1)内,此时压板一(8)和压板二(9)通过对应压板升降机构处于抬升状态;
6)待绵条(22)通过压板二(8)在传送台上的投影后,各传送台停止传送,压板一(8)和压板二(9)通过对应压板升降机构同时压住传送台上的绵条(22),此时前置光滑挡板(3)缩回至传送台一(2)内部,绵条(22)骑跨于压板一(8)和压板二(9)间处于工作位一,此时底面梳理滚筒在工作位一的绵条(22)的下方从下方梳理绵条(22);
7)待绵条(22)的底面梳理完成之后,压板一(8)和压板二(9)重新回抬升状态,挡板从对应传送台内部伸出,传送台继续传送绵,输入罗拉将更多需要梳理的绵条(22)拉入,此时传送台一(2)内前置光滑挡板(3)伸出传送台一(2)至中部传送台(7)的挡板放置槽(7-1)内,传送台二(4)内后置光滑挡板(6)伸出传送台二(4)至中部传送台(7)的挡板放置槽(7-1)内,此时压板一(8)、压板二(9)和压板三(10)通过对应压板升降机构处于抬升状态,底面梳理好的绵条(22)经过中部传送台(7)和传送台二(4)至压板三(10)在传送台二(4)上的投影,底面梳理好的绵条(22)骑跨于压板二(9)和压板三(10)间处于工作位二,新进入的绵条(22)骑跨于压板一(8)和压板二(9)间处于工作位一;
8)此时各传送台停止传送,压板一(8)、压板二(9)和压板三(10)通过对应压板升降机构同时压住传送台上的绵条(22),此时前置光滑挡板(3)缩回至传送台一(2)内部,后置光滑挡板(6)缩回至传送台二(4)内部,底面梳理滚筒从下方梳理其上部工作位一的绵条(22),顶面梳理滚筒从上方梳理其下部工作位二的绵条(22);
9)输入罗拉(1)将更多需要梳理的绵拉入,输出罗拉(5)将梳理好的绵条(22)拉出,其余绵条(22)往复进行上述运动,依次梳理绵条(22)的底面和顶面,至各梳理滚筒附着的绵达到饱和;
10)待各梳理滚筒附着的绵达到饱和,各梳理滚筒停止转动,通过工作位一内梳理滚筒移动机构将原本处于对应前置自动取落绵装置中并且与工作位一的底面梳理滚筒位于同一轴上的另一底面梳理滚筒进入工作位一,原本处于工作位的底面梳理滚筒进入到另一前置自动取落绵装置中,通过工作位二内梳理滚筒移动机构将原本处于对应后置自动取落绵装置中并且与工作位二的顶面梳理滚筒位于同一轴上的另一顶面梳理滚筒进入工作位二,原本处于工作位的顶面梳理滚筒进入到另一后置自动取落绵装置中;
11)各梳理滚筒重新开始转动,输入罗拉(1)将更多需要梳理的绵拉入,输出罗拉(5)将梳理好的绵条(22)拉出循环重复步骤7-10;
12)梳理好的绵条(22)达到所需长度后剪断,进行相应的排绵配绵处理,之后进行延展处理,之后进行制条处理,再进行并条处理,最后根据需要制成相应的成品。
2.根据权利要求1所述的一种全自动绢纺生产工艺,其特征在于:所述绵条(22)移动距离为3-10cm。
3.根据权利要求1所述的一种全自动绢纺生产工艺,其特征在于:步骤9中各梳理滚筒附着的绵达到饱和中饱和的绵的厚度为3-5cm。
说明书
技术领域
本发明涉及绢纺用生产工艺领域,特别是涉及一种全自动绢纺生产工艺。
背景技术
传统的绢纺工程的工艺流程,是以缫丝为主要原料,通过去杂、脱水、烘干、人工去杂,开绵,中切,圆梳,排绵,成条,最后并条,采用以上工艺,自动化程度低,工艺时间长,劳动强度大,并且工艺过程,经济效率低下。因此申请人于20160601申请了一种梳绵部分全自动的流水线生产绢纺用生产工艺,申请号201610378320X,但是该工艺由于与传统工艺主要流程变化不大,因此需要设备较多,整个流程由于需要使用副夹板来夹取绵进行流通,因此一旦发生问题整个流水线就需要停产,而本发明采用了新的全自动绢纺生产工艺,大幅简化了生产过程。
发明内容
为了解决上述存在的问题,本发明提供一种全自动绢纺生产工艺,与传统工艺相比工艺过程短,简化了圆梳,这样设备数量少,自动化程度高,部分设备已经设计完成改进即可,大幅提高了生产率,减少了人力成本,为达此目的,本发明提供一种全自动绢纺生产工艺,所述绢纺用生产工艺中梳绵部分设备包括输入罗拉、传送台、光滑挡板、输出罗拉、压板、压板升降机构、梳理滚筒和自动取落绵装置,所述传送台有3个分别为传送台一、传送台二和中部传送台,所述中部传送台在传送台一和传送台二之间,所述传送台一前侧上方有一对上下放置的输入罗拉,所述传送台二后侧上方有一对上下放置的输出罗拉,所述传送台一上有压板升降机构一,所述压板升降机构一下端有压板一,所述中部传送台上有压板升降机构二,所述压板升降机构二下端有压板二,所述传送台二上有压板升降机构三,所述压板升降机构三下端有压板三,所述传送台一内有前置挡板工作槽,所述传送台二内有后置挡板工作槽,所述中部传送台内有挡板放置槽,所述前置挡板工作槽和后置挡板工作槽内有传动机构,所述前置挡板工作槽内插装有前置光滑挡板,所述后置挡板工作槽内插装有后置光滑挡板,所述传送台一与中部传送台之间为工作位一,所述传送台二与中部传送台之间为工作位二,所述工作位一两侧分别有前置自动取落绵装置一和前置自动取落绵装置二,所述工作位二两侧分别有后置自动取落绵装置一和后置自动取落绵装置二,所述梳理滚筒有4个分别为底面梳理滚筒一、底面梳理滚筒二、顶面梳理滚筒一和顶面梳理滚筒二,所述前置自动取落绵装置一和前置自动取落绵装置二以及后置自动取落绵装置一和后置自动取落绵装置二之间有梳理滚筒移动机构,工作状态工作位一中底面梳理滚筒一或底面梳理滚筒二通过梳理滚筒移动机构保证其中一个梳理滚筒在绵条下方另一个梳理滚筒在前置自动取落绵装置一或前置自动取落绵装置二中,工作状态工作位二中顶面梳理滚筒一或顶面梳理滚筒二通过梳理滚筒移动机构保证其中一个梳理滚筒在绵条上方另一个梳理滚筒在后置自动取落绵装置一或后置自动取落绵装置二中;
具体步骤如下:
1)从原料储藏室将绢纺生产中的原料缫丝取出经过化学浸泡去除疵茧和废丝中的部分丝胶和杂质进行预处理,再进行精炼处理后;
2)将精炼处理缫丝进行水洗然后放入电阻炉中加热进行脱水脱油脱脂处理以去除其中丝胶,油脂和污物;
3)将处理之后的缫丝拉入烘干设备中,利用热风将其烘干;
4)工人在紫灯照射下挑去大颗粒的杂质,之后进行称重,将其分成质量均匀的待梳绵缫丝;
5)经过控制室控制将待梳绵缫丝按份投入输入罗拉,输入罗拉将绵条拉入传送台,各传送台运转将绵条传送,传送过程中传送台一内前置光滑挡板伸出传送台一至中部传送台的挡板放置槽内,此时压板一和压板二通过对应压板升降机构处于抬升状态;
6)待绵条通过压板二在传送台上的投影后,各传送台停止传送,压板一和压板二通过对应压板升降机构同时压住传送台上的绵条,此时前置光滑挡板缩回至传送台一内部,绵条骑跨于压板一和压板二间处于工作位一,此时底面梳理滚筒在工作位一的绵条的下方从下方梳理绵条;
7)待绵条的底面梳理完成之后,压板一和压板二重新回抬升状态,挡板从对应传送台内部伸出,传送台继续传送绵,输入罗拉将更多需要梳理的绵条拉入,此时传送台一内前置光滑挡板伸出传送台一至中部传送台的挡板放置槽内,传送台二内后置光滑挡板伸出传送台二至中部传送台的挡板放置槽内,此时压板一、压板二和压板三通过对应压板升降机构处于抬升状态,底面梳理好的绵条经过中部传送台和传送台二至压板三在传送台二上的投影,底面梳理好的绵条骑跨于压板二和压板三间处于工作位二,新进入的绵条骑跨于压板一和压板二间处于工作位一;
8)此时各传送台停止传送,压板一、压板二和压板三通过对应压板升降机构同时压住传送台上的绵条,此时前置光滑挡板缩回至传送台一内部,后置光滑挡板缩回至传送台二内部,底面梳理滚筒从下方梳理其上部工作位一的绵条,顶面梳理滚筒从上方梳理其下部工作位二的绵条;
9)输入罗拉将更多需要梳理的绵拉入,输出罗拉将梳理好的绵条拉出,其余绵条往复进行上述运动,依次梳理绵条的底面和顶面,至各梳理滚筒附着的绵达到饱和;
10)待各梳理滚筒附着的绵达到饱和,各梳理滚筒停止转动,通过工作位一内梳理滚筒移动机构将原本处于对应前置自动取落绵装置中并且与工作位一的底面梳理滚筒位于同一轴上的另一底面梳理滚筒进入工作位一,原本处于工作位的底面梳理滚筒进入到另一前置自动取落绵装置中,通过工作位二内梳理滚筒移动机构将原本处于对应后置自动取落绵装置中并且与工作位二的顶面梳理滚筒位于同一轴上的另一顶面梳理滚筒进入工作位二,原本处于工作位的顶面梳理滚筒进入到另一后置自动取落绵装置中;
11)各梳理滚筒重新开始转动,输入罗拉将更多需要梳理的绵拉入,输出罗拉将梳理好的绵条拉出循环重复步骤7-10;
12)梳理好的绵条达到所需长度后剪断,进行相应的排绵配绵处理,之后进行延展处理,之后进行制条处理,再进行并条处理,最后根据需要制成相应的成品。
本发明的进一步改进,所述绵条移动距离为3-10cm,考虑实际梳绵面积仅仅为梳理滚筒上部或者下部一个很窄的面因此移动距离不能过多。
本发明的进一步改进,步骤9中各梳理滚筒附着的绵达到饱和中饱和的绵的厚度为3-5cm,梳理滚筒更换次数不需要过于频繁,因此饱和的绵的厚度到3-5cm,才需要进行更换。
本发明一种全自动绢纺生产工艺,步骤如下,首先,输入罗拉将绵拉入传送台,传送台运转将绵传送,前置光滑挡板伸出传送台,之后待绵通过压板在传送台上的投影后,传送台停止传送,压板一、压板二同时压住传送台上的绵,前置光滑挡板缩回至传送台内部,绵骑跨于两压板间,底面梳理滚筒一梳理绵的底面。待绵的底面梳理完成之后,压板一、压板二重新回抬升状态,挡板从传送台内部伸出,传送台继续传送绵,待处于梳绵区的底面梳理滚筒一上的落绵收集充分后,底面梳理滚筒一进入前置自动取落绵装置一中,完成自动取落绵。原本处于前置自动取落绵装置二中并且与底面梳理滚筒一位于同一轴上的底面梳理滚筒二进入梳绵区。当这整套机构继续运行一段时间后,梳绵区的底面梳理滚筒二上收集的落绵充分时,底面梳理滚筒一的自动取落绵已经完成,底面梳理滚筒一再次退入到梳绵区,同时位于同一轴上的底面梳理滚筒二退入至前置自动取落绵装置二中进行自动取落绵。同理,当绵通过压板三在传送台上的投影后,压板一、压板二、压板三同时压住传送台上的绵,前、后置挡板缩回至传送台中,绵骑跨于三块压板之间,底面梳理滚筒和顶面梳理滚筒同时梳理绵不同部分的底面和顶面。顶面梳理滚筒的换位类同底面梳理滚筒。最后,整个机构装置往复进行上述运动,依次梳理绵的底面和顶面,以实现间歇式的自动梳绵工艺,与传统圆梳式梳绵流程相比,省去了中切机、附夹板,整体占地空间小,梳绵效率高,其主要设备均可以采用自动化操作,所需人力少,劳动强度低,安全系数高。
附图说明
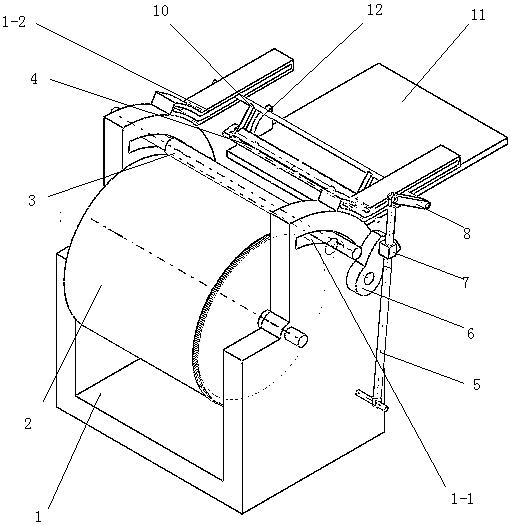
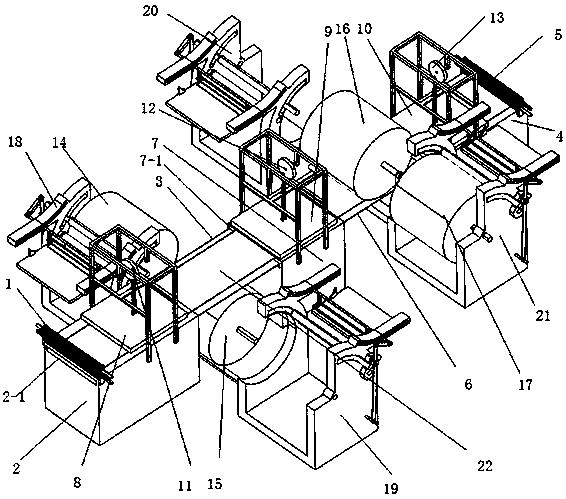
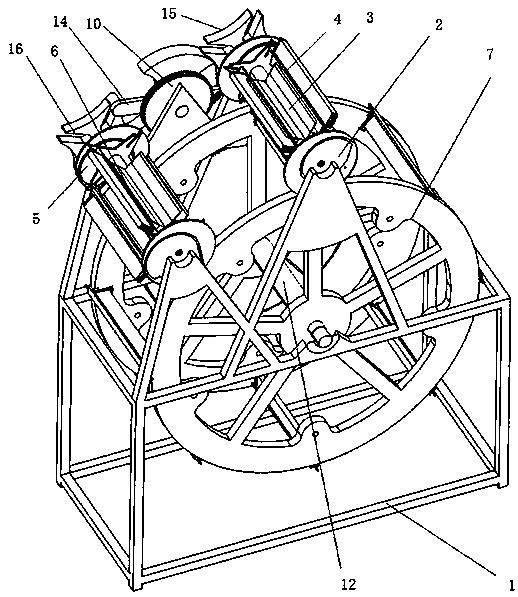
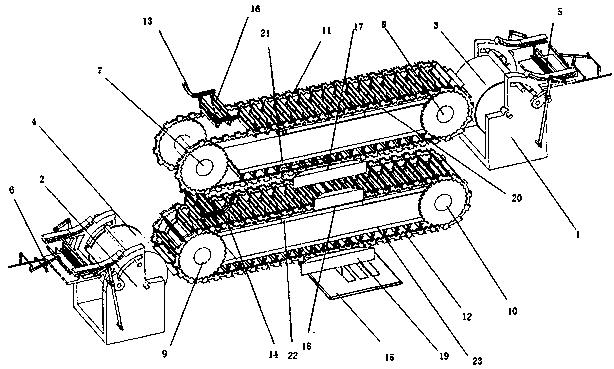
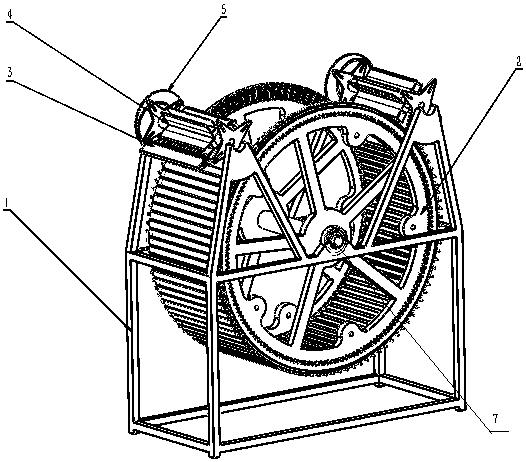
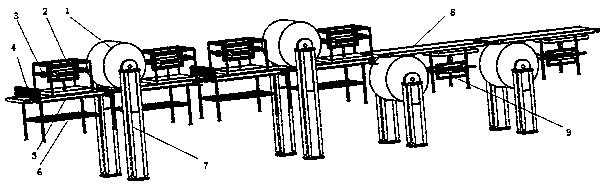
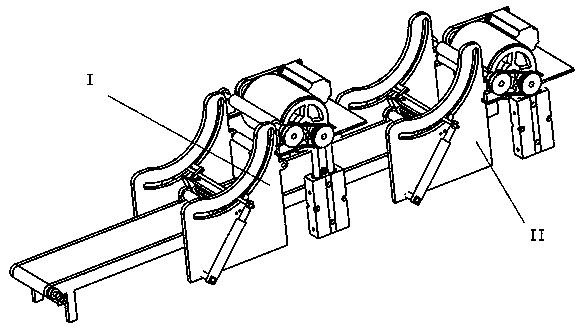
图1为本发明整体示意图一;
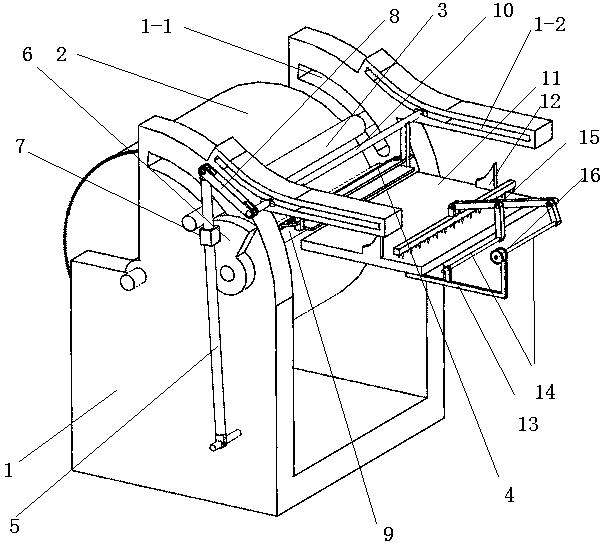
图2为本发明整体示意图二;
图示说明:
1、输入罗拉;2、传送台一;2-1、前置挡板工作槽;3、前置光滑挡板;4传送台二;4-1、后置挡板工作槽; 5、输出罗拉; 6、后置光滑挡板;7、中部传送台;7-1、挡板放置槽;8、压板一;9、压板二;10、压板三;11、压板升降机构一;12、压板升降机构二;13、压板升降机构三;14、底面梳理滚筒一;15、底面梳理滚筒二;16、顶面梳理滚筒一;17、顶面梳理滚筒二;18、前置自动取落绵装置一;19、前置自动取落绵装置二;20、后置自动取落绵装置一;21、后置自动取落绵装置二;22、绵条。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述:
本发明提供一种全自动绢纺生产工艺,与传统工艺相比工艺过程短,简化了圆梳,这样设备数量少,自动化程度高,部分设备已经设计完成改进即可,大幅提高了生产率,减少了人力成本。
作为本发明一种实施例,本发明提供一种全自动绢纺生产工艺,所述绢纺用生产工艺中梳绵部分设备如图1和2所示包括输入罗拉1、传送台、光滑挡板、输出罗拉5、压板、压板升降机构、梳理滚筒和自动取落绵装置,所述传送台有3个分别为传送台一2、传送台二4和中部传送台7,所述中部传送台7在传送台一2和传送台二4之间,所述传送台一2前侧上方有一对上下放置的输入罗拉1,所述传送台二4后侧上方有一对上下放置的输出罗拉5,所述传送台一2上有压板升降机构一11,所述压板升降机构一11下端有压板一8,所述中部传送台7上有压板升降机构二12,所述压板升降机构二12下端有压板二9,所述传送台二4上有压板升降机构三13,所述压板升降机构三13下端有压板三10,所述传送台一2内有前置挡板工作槽2-1,所述传送台二4内有后置挡板工作槽4-1,所述中部传送台7内有挡板放置槽7-1,所述前置挡板工作槽2-1和后置挡板工作槽4-1内有传动机构,所述前置挡板工作槽2-1内插装有前置光滑挡板3,所述后置挡板工作槽4-1内插装有后置光滑挡板6,所述传送台一2与中部传送台7之间为工作位一,所述传送台二4与中部传送台7之间为工作位二,所述工作位一两侧分别有前置自动取落绵装置一18和前置自动取落绵装置二19,所述工作位二两侧分别有后置自动取落绵装置一20和后置自动取落绵装置二21,所述梳理滚筒有4个分别为底面梳理滚筒一14、底面梳理滚筒二15、顶面梳理滚筒一16和顶面梳理滚筒二17,所述前置自动取落绵装置一18和前置自动取落绵装置二19以及后置自动取落绵装置一20和后置自动取落绵装置二21之间有梳理滚筒移动机构,工作状态工作位一中底面梳理滚筒一14或底面梳理滚筒二15通过梳理滚筒移动机构保证其中一个梳理滚筒在绵条22下方另一个梳理滚筒在前置自动取落绵装置一18或前置自动取落绵装置二19中,工作状态工作位二中顶面梳理滚筒一16或顶面梳理滚筒二17通过梳理滚筒移动机构保证其中一个梳理滚筒在绵条22上方另一个梳理滚筒在后置自动取落绵装置一20或后置自动取落绵装置二21中;
具体步骤如下:
1)从原料储藏室将绢纺生产中的原料缫丝取出经过化学浸泡去除疵茧和废丝中的部分丝胶和杂质进行预处理,再进行精炼处理后;
2)将精炼处理缫丝进行水洗然后放入电阻炉中加热进行脱水脱油脱脂处理以去除其中丝胶,油脂和污物;
3)将处理之后的缫丝拉入烘干设备中,利用热风将其烘干;
4)工人在紫灯照射下挑去大颗粒的杂质,之后进行称重,将其分成质量均匀的待梳绵缫丝;
5)经过控制室控制将待梳绵缫丝按份投入输入罗拉1,输入罗拉1将绵条22拉入传送台,各传送台运转将绵条22传送,传送过程中传送台一2内前置光滑挡板3伸出传送台一2至中部传送台7的挡板放置槽7-1内,此时压板一8和压板二9通过对应压板升降机构处于抬升状态;
6)待绵条22通过压板二8在传送台上的投影后,各传送台停止传送,压板一8和压板二9通过对应压板升降机构同时压住传送台上的绵条22,此时前置光滑挡板3缩回至传送台一2内部,绵条22骑跨于压板一8和压板二9间处于工作位一,此时底面梳理滚筒在工作位一的绵条22的下方从下方梳理绵条22;
7)待绵条22的底面梳理完成之后,压板一8和压板二9重新回抬升状态,挡板从对应传送台内部伸出,传送台继续传送绵,输入罗拉将更多需要梳理的绵条22拉入,此时传送台一2内前置光滑挡板3伸出传送台一2至中部传送台7的挡板放置槽7-1内,传送台二4内后置光滑挡板6伸出传送台二4至中部传送台7的挡板放置槽7-1内,此时压板一8、压板二9和压板三10通过对应压板升降机构处于抬升状态,底面梳理好的绵条22经过中部传送台7和传送台二4至压板三10在传送台二4上的投影,底面梳理好的绵条22骑跨于压板二9和压板三10间处于工作位二,新进入的绵条22骑跨于压板一8和压板二9间处于工作位一;
8)此时各传送台停止传送,压板一8、压板二9和压板三10通过对应压板升降机构同时压住传送台上的绵条22,此时前置光滑挡板3缩回至传送台一2内部,后置光滑挡板6缩回至传送台二4内部,底面梳理滚筒从下方梳理其上部工作位一的绵条22,顶面梳理滚筒从上方梳理其下部工作位二的绵条22;
9)输入罗拉1将更多需要梳理的绵拉入,输出罗拉5将梳理好的绵条22拉出,其余绵条22往复进行上述运动,依次梳理绵条22的底面和顶面,至各梳理滚筒附着的绵达到饱和,饱和的绵的厚度为3-5cm,梳理滚筒更换次数不需要过于频繁,因此饱和的绵的厚度到3-5cm,才需要进行更换;
10)待各梳理滚筒附着的绵达到饱和,各梳理滚筒停止转动,通过工作位一内梳理滚筒移动机构将原本处于对应前置自动取落绵装置中并且与工作位一的底面梳理滚筒位于同一轴上的另一底面梳理滚筒进入工作位一,原本处于工作位的底面梳理滚筒进入到另一前置自动取落绵装置中,通过工作位二内梳理滚筒移动机构将原本处于对应后置自动取落绵装置中并且与工作位二的顶面梳理滚筒位于同一轴上的另一顶面梳理滚筒进入工作位二,原本处于工作位的顶面梳理滚筒进入到另一后置自动取落绵装置中;
11)各梳理滚筒重新开始转动,输入罗拉1将更多需要梳理的绵拉入,输出罗拉5将梳理好的绵条22拉出循环重复步骤7-10;
12)梳理好的绵条22达到所需长度后剪断,进行相应的排绵配绵处理,之后进行延展处理,之后进行制条处理,再进行并条处理,最后根据需要制成相应的成品。
本发明所述绵条移动距离为3-10cm,考虑实际梳绵面积仅仅为梳理滚筒上部或者下部一个很窄的面因此移动距离不能过多。
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作任何其他形式的限制,而依据本发明的技术实质所作的任何修改或等同变化,仍属于本发明所要求保护的范围。
一种全自动绢纺生产工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0