

IPC分类号 : B22D13/04I,B22D13/10I,B22D19/00I,B22D25/00I








专利摘要
本发明在钛金属现有的铸造设备和工艺基础上通过简单的改进提出一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法,首先根据铸件产品的浇注系统制造离心铸造用铸型,而后在铸型内加入陶瓷空心球及用于将陶瓷空心球固定在铸型内铸件产品对应型腔内防止陶瓷空心球进入浇注系统的过滤网,而后将装有陶瓷空心球和过滤网的铸型进行预热后使用工装固定在离心盘上,放入真空炉中抽真空后,启动离心设备后进行钛或钛合金金属液的浇注,金属液凝固成形后去型清理得到陶瓷空心球/钛基复合泡沫材料,该复合泡沫材料兼具钛金属的质轻、高比强度、高防腐性能以及多孔金属的轻质、吸能、隔音、减震、电磁屏蔽功能,并且密度低,材料中的陶瓷球分布均匀。
权利要求
1.一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法,其特征在于包括以下步骤:
[步骤一]:准备并制造离心铸造用铸型,所述铸型设有型腔,所述型腔的尺寸根据铸件产品和浇注系统设置;所述铸型内铸件产品对应的型腔内部、浇注系统对应的型腔内部中的至少一处预设过滤网放置槽;
[步骤二]:准备陶瓷空心球及目数能阻挡理论上最小粒径的陶瓷空心球通过的过滤网,将组型前的铸型、陶瓷空心球和过滤网放到除气设备中进行除气;
[步骤三]:将陶瓷空心球放置到铸型内铸件产品对应的型腔内并使所述陶瓷空心球之间紧密排列,将过滤网放置到过滤网放置槽内用于在浇注金属液前将陶瓷空心球固定在铸型内铸件产品对应的型腔内,得到一套装有陶瓷空心球和过滤网的铸型,而后对其进行预热;
[步骤四]:将预热后的铸型放至离心盘上并用工装夹具固定后转移至浇注钛金属用的真空炉内部,将真空炉内部抽真空,并将钛或钛合金原材料加热熔化;
[步骤五]:启动离心装置,使铸型绕直浇道中轴线旋转起来,将熔化后的钛金属液或钛合金金属液浇注到铸型中,金属液在离心力作用下通过型腔内陶瓷空心球之间的缝隙,经过充分渗流后完成充型过程;
[步骤六]:所述钛金属液或钛合金金属液凝固成形后,关闭离心装置和抽真空装置,去型清理后得到陶瓷空心球/钛基复合泡沫材料。
2.根据权利要求1所述的陶瓷空心球/钛基复合泡沫材料的离心铸造方法,其特征在于[步骤二]、[步骤三]、[步骤五]中所述陶瓷空心球的材料为碳化钛、碳化硼、碳化硅、氮化钛、氮化硅、氧化铝、氧化锆中的至少一种,其粒径为0.5-8mm。
3.根据权利要求1所述的陶瓷空心球/钛基复合泡沫材料的离心铸造方法,其特征在于[步骤二]、[步骤三]中所述过滤网使用耐高温的金属丝网、非金属过滤网中的一种或两种。
4.根据权利要求1所述的陶瓷空心球/钛基复合泡沫材料的离心铸造方法,其特征在于[步骤三]中预热温度为300-900℃。
5.根据权利要求1所述的陶瓷空心球/钛基复合泡沫材料的离心铸造方法,其特征在于[步骤四]中将钛或钛合金原材料加热熔化至1800-1850℃。
6.一种采用权利要求1至5中任一项所述离心铸造方法制备的陶瓷空心球/钛基复合泡沫材料。
说明书
技术领域
本发明属于泡沫金属制造领域,具体涉及一种陶瓷空心球/钛基复合泡沫材料及其离心铸造方法。
背景技术
泡沫金属材料具有密度小、吸能减震和隔音吸音等优良特性,一直是国内外新型材料研制和应用的热点方向。将陶瓷空心球植入金属基体中可制造出陶瓷球/金属基复合材料,属于泡沫金属制备的新方向。与传统的泡沫金属相比,陶瓷球/金属基复合材料相对密度较高,力学性能提高,可以应用于制造航母飞行甲板、轻质速装大桥、军车抗地雷底板、防弹复合装甲、重型装备空降缓冲台、轻质导弹发射井盖、列车防撞结构、铁路公路隔声屏障、公路隔振垫、安全校车等设备。
目前通过铸造工艺制备泡沫金属的方法一般有四种:1、在金属液中加入发泡剂和增粘剂获得泡沫金属的制备工艺;2、在金属溶液中吹气获得泡沫金属;3、采用气液共晶凝固的Gasar工艺制备多孔金属;4、铸造过程中在金属液中加入陶瓷球,制备出陶瓷球/金属基复合泡沫材料。因为钛的熔点高,要求真空下浇注,且高温下性能活泼,与发泡剂、增稠剂和发泡气体会发生化学反应,因此方法1和2无法制备多孔钛,或者需要通过复杂的工艺实现。Gasar工艺可以制备铜、镁及其合金的多孔金属,但是该工艺要求气体在金属液中具备较高的溶解度,钛不具备该特性,因此也不能通过方法3制备多孔钛。以下的检索专利均采用了方法4,通过不同的工艺制备陶瓷球/金属基复合泡沫材料。
公开号为CN109513906A的发明专利提出一种空心球金属复合泡沫材料生产方法,包括以下步骤:准备模具,所述模具设有型腔,所述型腔的形状根据需要制备的结构件形状设置;将空心陶瓷球预热,填装到所述型腔中,所述空心陶瓷球之间紧密排列;将金属原材料加热熔化,将金属熔体升温至浇铸温度备用;将所述金属熔体浇注到所述型腔中,所述型腔与负压罐连接抽负压,所述金属熔体在负压环境下浸渗填充到所述空心陶瓷球的间隙中;所述金属熔体自然冷却,脱模得到空心球金属复合泡沫材料结构件。这种方法用于制造多孔钛具有以下不足:钛的熔化和浇铸过程全部为真空状态直接进行重力铸造,该方法通过型腔的负压环境提高金属液向型腔的浸渗速度无法实现,造成浸渗深度不高,甚至渗不进去的问题,且该方法提到的浇注环境和设备与目前铸造钛金属用的环境和设备差异较大。
公开号为108486400A的发明专利提出一种金属基空心球复合泡沫材料及其制备方法。所述复合泡沫材料包括金属基体和陶瓷空心球,所述陶瓷空心球均匀地分布在金属基体中。所述制备方法操作简单,成本较低,通过向金属液中添加陶瓷空心球并搅拌的方法,凝固后制备出金属基空心球复合泡沫材料。采用该方法制备多孔钛存在以下问题:陶瓷球相对密度与金属液接近条件下,通过搅拌可以制备,但是无法实现轻质目标,若陶瓷球密度低,则陶瓷球在金属液中会上浮,该专利中没有相应的解决方案。
公告号为CN104498759B的发明专利提出一种混合空心球金属基轻质复合材料的制备方法,将多种空心球材料混合后加入增粘的合金液中,通过电磁搅拌制备金属基轻质复合材料。这种方法制备的金属基空心球复合材料由于浮力和搅拌等多种因素,产品的均匀性差,密度大,很难制备轻质均匀的金属基复合材料。
公告号为CN104588617B的发明专利提出一步制备金属基轻质复合材料的方法,该专利采用将空心球倒入铸型中预热,陶瓷球占铸型体积2/3的数量,金属液从铸型上部倒入,下部抽气的方法,这种方法用于制造多孔钛具有以下不足:空心球预热缓慢,抽真空时间长,浸渗速度慢,生产效率低,制备的复合材料空心球体积分数低,材料密度大,不适合工程化推广应用。
公开号为CN106435242A的发明专利提出一种金属基陶瓷复合材料及其制备方法,采用真空渗流法制备金属基陶瓷复合材料,这种方法制备的金属基空心陶瓷球复合材料,空心陶瓷球分布松散,所占的体积仅是复合材料的45%~55%,复合材料整体轻量化水平较差,需依靠空心球堆积铸模内的真空保证金属液的渗流,且渗流过程中需保持空心球堆积方式不变,操作难度较大。
公告号为CN103614586B的发明专利提出一种Al2O3空心球/铝多孔复合材料的制备方法,采用20~40MPa压力渗流法制备铝基氧化铝空心球复合泡沫,该方法存在的问题与公开号为CN109513906A的发明专利提出的一种空心球金属复合泡沫材料生产方法存在的问题相似,除此以外,该方法中空心球需要制成预制块,流程复杂,且高压下容易导致空心陶瓷球破裂。
公告号为CN103667849B的发明专利提出一种金属基陶瓷复合材料及其制造方法和应用,采用直接挤压铸造成型的方法制备实心的陶瓷球复合材料,该方法制备的复合材料密度大。
综上所述,现有的陶瓷球/金属基复合材料制备技术无法制备出低密度且均匀分布的陶瓷空心球/钛基复合泡沫材料,存在渗流效果不好、陶瓷球易碎、密度较大、操作难度大、工业化推广困难、无法有效固定陶瓷空心球等问题。而且现有金属钛及钛合金的铸造方法主要有真空重力铸造和真空离心铸造两种,与现有陶瓷球/金属基复合材料制备技术中所提到的铸造方法差异较大,即无法在现有的铸钛生产设备和工艺基础上通过改进来制造低密度的陶瓷空心球/钛基复合泡沫材料。因而急需一种适合批量生产、低成本的陶瓷空心球/钛基复合泡沫材料的制备工艺,为陶瓷空心球/钛基复合泡沫材料的推广应用提供技术支撑。
发明内容
为解决上述技术问题,本发明的目的在于提出一种能够制造出低密度、均匀分布的陶瓷空心球/钛基复合泡沫材料的离心铸造方法,在钛金属现有的铸造设备和工艺基础上通过简单的改进即可实现陶瓷空心球/钛基复合泡沫材料的批量化生产和个性化定制。
本发明的目的是采用以下技术方案来实现的。依据本发明提出的一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法,包括以下步骤:
[步骤一]:准备并制造离心铸造用铸型,所述铸型设有型腔,所述型腔的尺寸根据铸件产品和浇注系统设置;所述铸型内铸件产品对应的型腔内部、浇注系统对应的型腔内部中的至少一处预设过滤网放置槽;
[步骤二]:准备陶瓷空心球及目数能阻挡理论上最小粒径的陶瓷空心球通过的过滤网,将组型前的铸型、陶瓷空心球和过滤网放到除气设备中进行除气;
[步骤三]:将陶瓷空心球放置到铸型内铸件产品对应的型腔内并使所述陶瓷空心球之间紧密排列;将过滤网放置到过滤网放置槽内用于在浇注金属液前将陶瓷空心球固定在铸型内铸件产品对应的型腔内,得到一套装有陶瓷空心球和过滤网的铸型,而后对其进行预热;
[步骤四]:将预热后的铸型放至离心盘上并用工装夹具固定后转移至浇注钛金属用的真空炉内部,将真空炉内部抽真空,并将钛或钛合金原材料加热熔化;
[步骤五]:启动离心装置,使铸型绕直浇道中轴线旋转起来,将熔化后的钛金属液或钛合金金属液浇注到铸型中,金属液在离心力作用下通过型腔内陶瓷空心球之间的缝隙,经过充分渗流后完成充型过程;
[步骤六]:所述钛金属液或钛合金金属液凝固成形后,关闭离心装置和抽真空装置,去型清理后得到陶瓷空心球/钛基复合泡沫材料。
进一步的,[步骤一]中所述铸型使用石墨型、精密铸造模壳中的一种,其制造方法使用数控加工、3D打印、模具制造中的至少一种。
进一步的,[步骤二]、[步骤三]、[步骤五]中所述陶瓷空心球的材料为碳化钛、碳化硼、碳化硅、氮化钛、氮化硅、氧化铝、氧化锆中的至少一种,其粒径为0.5-8mm。
进一步的,[步骤二]、[步骤三]中所述过滤网使用耐高温的金属丝网、非金属过滤网中的一种或两种。
进一步的,[步骤三]中预热温度为300-900℃。
进一步的,[步骤四]中将钛或钛合金原材料加热熔化至1800-1850℃。
本发明一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法具有如下有益效果:
1、采用离心铸造方法制备陶瓷空心球/钛基复合泡沫材料的过程简单,在铸钛现有的离心铸造设备和工艺基础上,即可实现金属液在陶瓷球之间的渗流,具备流渗效果好、工艺流程简单、生产效率高和制造成本低等优点;
2、制备工艺能够满足不同形状铸件的制造,易于实现批量化生产和产品个性化定制;
3、铸型选用石墨型时,不但容易实现分模,而且更容易控制过滤网的放置位置,从而控制铸件中陶瓷空心球/钛基复合泡沫材料的分布区域。
采用前述离心铸造方法制备的陶瓷空心球/钛基复合泡沫材料具有如下有益效果:
1、制备的陶瓷空心球/钛基复合泡沫材料兼具钛金属的质轻、高比强度、高防腐性能,以及多孔金属的轻质、吸能、隔音、减震、电磁屏蔽功能;
2、制备的陶瓷空心球/钛基复合泡沫材料密度低,可在陶瓷球完全充满状态下得到低密度的钛金属多孔材料;
3、制备的陶瓷空心球/钛基复合泡沫材料中,陶瓷球分布均匀,可实现稳定生产。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
图1是本发明某产品的铸件和浇注系统工艺设计;
图2A至2C是图1产品的石墨型和石墨型部件设计;
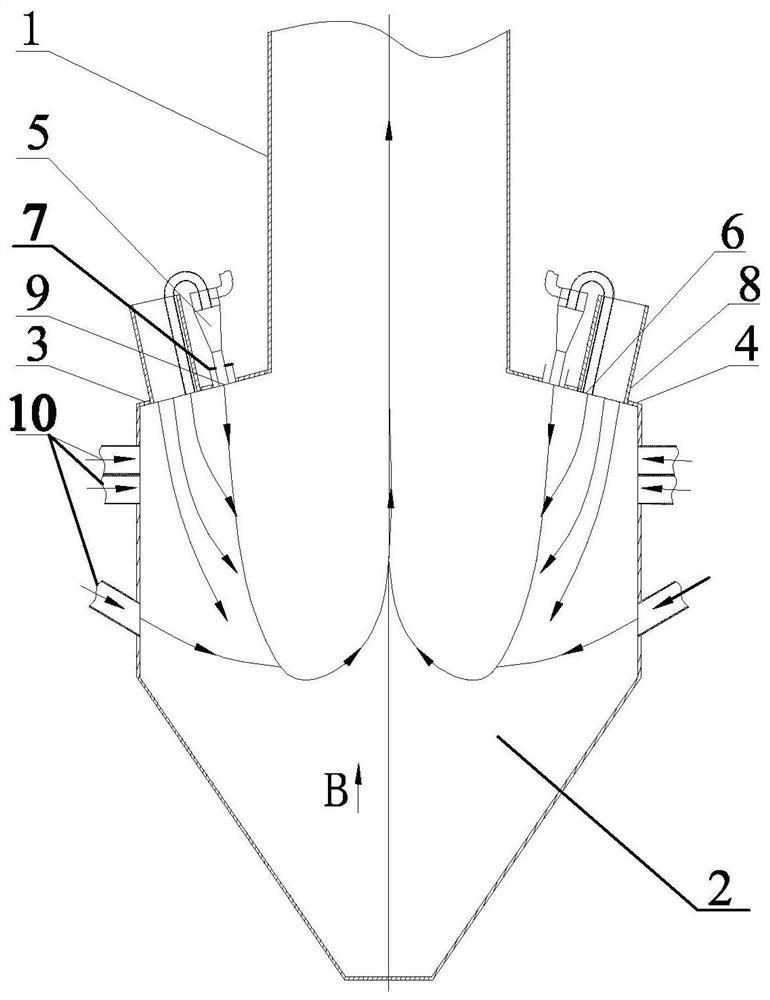
图3是图1产品的石墨型、陶瓷空心球和过滤网组装流程示意图;
图4是图3中A处的放大示意图。
【附图标记】
1、产品铸件;2、浇注系统;3、上型;4、下型;5、活块;6、过滤网放置槽;7、过滤网;8、陶瓷空心球
具体实施方式
下面结合附图及实施例进一步详细说明本发明的具体结构、工作原理及工作过程。
实施例一
本实施例一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法包括以下步骤:
[步骤一]:根据铸件产品结构依次设计好浇注系统、铸型三维模型和组型工艺。按照组型工艺,将铸型三维模型拆分成3个铸型部件三维模型,分别为上型、下型和活块。采用数控加工设备按照铸型部件三维模型分别加工出石墨型部件。所述石墨型的型腔尺寸根据铸件产品和浇注系统设置,同时在石墨型内铸件产品对应型腔以外的浇冒口位置预留过滤网放置槽;所述活块用于固定过滤网,将加工好的石墨型部件进行修型和清理后备用。
[步骤二]:准备粒径在0.5-8mm范围内的氧化锆陶瓷空心球和钛金属丝过滤网。钛金属丝过滤网的尺寸与过滤网放置槽尺寸对应,所述过滤网的目数应能阻挡理论上最小粒径的陶瓷空心球通过,将组型前的石墨型部件、氧化锆陶瓷空心球和钛金属丝过滤网放到除气设备中进行除气。
[步骤三]:将除气后的石墨型部件、氧化锆陶瓷空心球和钛金属丝过滤网从除气设备中取出,将氧化锆陶瓷空心球和钛金属丝过滤网放置到石墨型的型腔内,所述氧化锆陶瓷空心球之间紧密排列,位于石墨型内铸件产品对应的型腔内;钛金属丝过滤网放置到过滤网放置槽内,用于对位于铸件产品对应的型腔内的陶瓷空心球进行固定,防止陶瓷空心球进入浇注系统。采用活块将钛金属丝过滤网固定,将石墨型部件按照组型工艺进行装配,得到一套装有氧化锆陶瓷空心球和钛金属丝过滤网的石墨铸型,将石墨铸型放入预热炉中进行预热,预热温度300℃。
[步骤四]:将预热后的石墨铸型放至离心盘上并用工装夹具固定后转移至浇注钛金属用的真空炉内部,将真空炉内部抽真空至30Pa左右,并将TC4钛合金原材料加热熔化至1800℃。
[步骤五]:启动离心装置,使石墨铸型绕直浇道中轴线旋转起来,将熔化后的TC4钛合金金属液浇注到铸型中,TC4钛合金金属液在离心力作用下通过型腔内陶瓷空心球之间的缝隙,经过充分渗流后完成充型过程。
[步骤六]:所述TC4钛合金金属液凝固成形后,关闭离心装置和抽真空装置,去型得到陶瓷空心球/钛基复合泡沫材料。
本实施例采用石墨型和机加工成形方法制作铸型,选择氧化锆陶瓷空心球和钛金属丝过滤网,预热温度设置为300℃、浇注温度设置为1800℃,可以制作小尺寸、小批量且粒径为0.5-8mm的陶瓷空心球/钛基复合泡沫材料。铸造过程中钛金属液与氧化锆陶瓷空心球和钛金属丝过滤网之间不发生化学反应,钛基金属较为纯净。本实施例将钛金属丝过滤网设置在石墨型内铸件产品对应型腔以外的浇冒口位置,当然在本发明的其他实施例中还可以将其设置在石墨型内铸件产品对应型腔的内部,从而控制铸件内陶瓷空心球/钛基复合泡沫材料的区域。
实施例二
本实施例一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法包括以下步骤:
[步骤一]:根据铸件产品结构依次设计好浇注系统、铸型三维模型和组型工艺。按照组型工艺,将铸型三维模型拆分成多个铸型部件三维模型,分别为1个或多个的上型、中型、下型和活块。采用数控加工设备按照铸型部件三维模型加工出石墨型部件。所述石墨型的型腔尺寸根据铸件产品和浇注系统设置,并在浇注系统对应型腔内部的内浇口区域预留过滤网放置槽;所述活块用于固定过滤网,将加工好的石墨型部件进行修型和清理后备用。
[步骤二]:准备粒径在3-5mm范围内的氧化铝陶瓷空心球和18目耐高温陶瓷过滤网。陶瓷过滤网的尺寸与过滤网放置槽尺寸对应,所述过滤网的目数应能阻挡理论上最小粒径的陶瓷空心球通过,将组型前的石墨型部件、氧化铝陶瓷空心球和陶瓷过滤网放到除气设备中进行除气。
[步骤三]:将除气后的石墨型部件、氧化铝陶瓷空心球和陶瓷过滤网从除气设备中取出,将氧化锆陶瓷空心球和陶瓷过滤网放置到石墨型的型腔内,所述氧化铝陶瓷空心球之间紧密排列,位于石墨型内铸件产品对应的型腔内;陶瓷过滤网放置到过滤网放置槽内,用于对位于铸件产品对应的型腔内的陶瓷空心球进行固定,防止陶瓷空心球进入浇注系统。采用活块将陶瓷过滤网固定,将石墨型部件按照组型工艺进行装配,得到一套装有氧化铝陶瓷空心球和陶瓷过滤网的石墨铸型,将石墨铸型放入预热炉中进行预热,预热温度1200℃。
[步骤四]:将预热后的石墨铸型放至离心盘上并用工装夹具固定后转移至浇注钛金属用的真空炉内部,将真空炉内部抽真空至30Pa左右,并将TC4钛合金原材料加热熔化至1850℃。
[步骤五]:启动离心装置,使石墨铸型绕直浇道中轴线旋转起来,将熔化后的TC4钛合金金属液浇注到铸型中,TC4钛合金金属液在离心力作用下通过型腔内陶瓷空心球之间的缝隙,经过充分渗流后完成充型过程。
[步骤六]:所述TC4钛合金金属液凝固成形后,关闭离心装置和抽真空装置,去型得到陶瓷空心球/钛基复合泡沫材料。
本实施例采用石墨型和机加工成形方法制作铸型,选择氧化铝陶瓷空心球和陶瓷过滤网,预热温度设置为900℃,浇注温度设置为1850℃,可以制作中小尺寸、小批量的氧化铝陶瓷空心球/钛基复合泡沫材料。由于氧化铝陶瓷空心球较氧化锆密度更低,因此氧化铝陶瓷空心球/钛基复合泡沫材料轻质效果更明显。陶瓷过滤网成本较钛金属丝过滤网更低,但是需要将其设置在石墨型内铸件产品对应型腔以外的位置,因此制作的铸件整体为陶瓷空心球/钛基复合泡沫材料。
实施例三
本实施例一种陶瓷空心球/钛基复合泡沫材料的离心铸造方法包括以下步骤:
[步骤一]:根据铸件结构依次设计好浇注系统、铸型三维模型,采用模具造型方法制作出精密铸造型壳铸型,所述型壳铸型的型腔尺寸根据铸件产品和浇注系统设置。
[步骤二]:准备粒径在5-8mm范围内的氧化铝陶瓷空心球和耐高温陶瓷过滤网,在制作型壳铸型过程中将陶瓷空心球和过滤网放入型壳内,或者将型壳铸型切割后放入陶瓷空心球和过滤网,再组装起来,将装有陶瓷空心球和陶瓷过滤网的型壳放到除气设备中进行除气。
[步骤三]:将除气后的型壳铸型从除气设备中取出,放入预热炉中进行预热,预热温度900℃。
[步骤四]:将预热后的型壳铸型放至离心盘上并用工装夹具固定后转移至浇注钛金属用的真空炉内部,将真空炉内部抽真空至30Pa,并将TC3钛合金原材料加热熔化至1850℃。
[步骤五]:启动离心装置,使型壳铸型绕直浇道中轴线旋转起来,将熔化后的TC3钛合金金属液浇注到铸型中,TC3钛合金金属液在离心力作用下通过型腔内陶瓷空心球之间的缝隙,经过充分渗流后完成充型过程。
[步骤六]:所述TC3钛合金金属液凝固成形后,关闭离心装置和抽真空装置,去壳后得到陶瓷空心球/钛基复合泡沫材料。
本实施例采用精密铸造模壳和模具造型的方法制作铸型,选择氧化铝陶瓷空心球和陶瓷过滤网,预热温度设置为900℃,浇注温度设置为1850℃,可以制作中小尺寸、大批量的陶瓷空心球/钛基复合泡沫材料。所述型壳在钛金属凝固过程具有良好的保温性能,从而进一步促进金属液在陶瓷空心球间隙中的渗流效果,可制作尺寸更大、薄壁的陶瓷空心球/钛基复合泡沫材料。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其他修改或者等同替换,只要不脱离本发明技术方案的设计和范围,均应涵盖在本发明的权利要求范围当中。
一种陶瓷空心球/钛基复合泡沫材料及其离心铸造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0