







专利摘要
一种深潜用980钢大直径筒体锻轧结合制造方法,包括锻轧结合的成形工艺流程:气割下料→镦粗→冲孔→芯棒拔长→马杠扩孔→筒体轧机轧制;控制冷却工艺规程主要包括在线喷淬工艺规程和回火工艺规程。该方法的成形工艺流程充分结合了自由锻和连续轧制的优点,解决了现有卷焊式筒体存在的纵向焊缝问题及其对筒体整体尺寸和性能的限制,从根本上消除了纵向焊缝对壳体制造和服役安全产生的问题;同时克服了锻焊式大直径筒体制造的多次扩孔和多火次出成品的缺陷,大大缩短操作时间;最后的控制冷却工艺规程,通过在线喷淬及回火,可以减少再加热次数,简化调质热处理流程,实现对980钢大直径筒体的在线性能控制。
权利要求
1.一种深潜用980钢大直径筒体锻轧结合制造方法,其特征在于:制造流程为:炼钢、铸锭→锻造→筒节轧机轧制→在线喷淋冷却→回火→标识、取样检验→机加工→检查出厂,具体包括以下步骤:
第一步,980钢冶炼与铸锭:工艺流程:电炉→精炼炉→真空浇注,得到钢锭;
第二步,980钢大直径筒体锻轧结合成形工艺流程:气割下料→镦粗→冲孔→芯棒拔长→马杠扩孔→筒体轧机按照控温控轧规程对坯料进行轧制;
第三步,980钢大直径筒体控制冷却工艺规程,包括在线喷淬工艺规程曲线和回火工艺规程曲线,其中在线喷淋开始温度≥870℃,回火温度630±10℃,主要包括以下步骤:1)若未轧制至出成品尺寸或喷淋开始时温度小于870℃,返炉按下一火次工艺执行;2)喷淋前,用红外测温仪测量筒体两端温度并记录,保证开始喷淋时温度大于870℃,测温位置在筒体外圆水冒口两端距离端面100mm处;3)通过喷淋水装置,控制筒体锻件冷却速度在1℃/s~15℃/s范围;4)喷淋后期使用接触式温度仪进行检测,控制筒体温度最高区域的温度小于100℃,最低区域的温度大于20℃;5)300℃~400℃入炉保持,保持时间2~6h;6)低温段限速升温,控制升温速度不大于80℃/h,将炉温上升到回火温度630±10℃;7)在筒体锻件上、下端面对称180°各敷一支热电偶,当全部偶温及炉温都到温且炉膛温度均匀后开始计算保温时间,保温时间以锻件毛坯的最大壁厚为基数按2~4h/100mm计算;8)回火后空冷;
第四步,测试与检查。
2.根据权利要求1所述一种深潜用980钢大直径筒体锻轧结合制造方法,其特征在于:所述第二步中锻轧结合的成形工艺流程具体要求包括: 1)总锻比:大于3.0;2)镦粗:镦粗前长度与直径比小于2.5;3)冲孔:冲孔前坯料直径大于冲子直径2.5~3倍; 4)芯棒拔长:采用螺旋翻转送进,每次压下量20~60mm; 5)扩孔:采用三点砧子扩孔,按1%-2%收缩率来计算扩孔直径;6)清理预扩坯料内孔氧化皮,校正椭圆;7)筒体轧机轧制:在锻造的拔长和扩孔到满足筒体轧机对轧制坯料的初始条件后,在筒体轧机上按一定的控温控轧规程进行直接轧制,通过控制轧制过程工艺参数实现产品规格要求。
3.根据权利要求1所述一种深潜用980钢大直径筒体锻轧结合制造方法,其特征在于:所述大直径筒体的成品尺寸外径超过6500mm、宽度超过3000mm、厚度50mm~150mm;所述的筒体轧机对轧制坯料的初始条件为:初始内径大于2800mm,初始壁厚230mm~640mm,初始宽度3000mm~3700mm,轧制力不超过80000kN。
4.根据权利要求1所述一种深潜用980钢大直径筒体锻轧结合制造方法,其特征在于:所述第二步中的控温控轧规程如下:1)轧制开始时料温应控制在1100℃~1050℃;2)轧制道次数7次;各道次压下量根据按目标厚度计算所得总压下量按固定分配率进行分配;总压下率不低于30%,优化后的各道次压下量分配率为26%、22%、17%、15%、11%、9%,最后一道次即第7道次,主要做最后的补偿和校形;3)轧制速度0.1m/s~0.15m/s。
5.根据权利要求1所述一种深潜用980钢大直径筒体锻轧结合制造方法,其特征在于:所述第二步980钢大直径筒体锻轧结合成形工艺流程前,钢锭还经过第一火次加热规范,主要包括以下步骤:1)钢锭入炉时,钢锭表面温度范围550~400℃,以距冒口端锭身长三分之一为准;2)然后送入待料炉,待料炉温700~750℃,保温时间大于4小时后,然后送进高温炉,按功率升温至1270±10℃,达到均温后开始保温,保温时间大于18小时。
说明书
技术领域
本发明属于大直径筒体制造技术领域,具体涉及一种深潜用980钢大直径筒体锻轧结合制造方法。
背景技术
军用潜艇是公认的战略性武器,其研发需要高度和全面的工业能力,目前只有少数国家能够自行设计和生产;而制约军用潜艇整体先进性的瓶颈就是潜艇的耐压壳体。无论采用双壳体结构还是单壳体结构,都需要完整合格的耐压壳体;尤其对于单壳体结构,避免了潜艇龟背的出现,可以有效降低噪声水平,提高隐蔽性和威胁性。但单壳体结构对耐压壳体的制造技术要求更高,要求耐压壳体有更大的直径和强度。
目前,大直径耐压壳体的主要制造方式为:通过卷板机将某种材料的板材卷成筒体,再进行焊接而成;因而,这种制造方式的壳体存在纵向焊缝和环向焊缝。由于深潜海底对深潜壳体存在大的径向压力,大直径筒体内部承受很大的交变应力;随着下潜深度和壳体直径的不断增加,对大直径筒体材料、弯板能力、焊接材料和技术提出了更高的要求,制约了深潜壳体用大直径筒体的制造水平提升。
公开号CN 102689151A的中国专利(公开日:2012.09.26)公开了GH4033高温合金异截面大型环件的液态模锻轧制复合成形方法,包括熔炼→液态模锻→均匀化→余热等温轧制→热处理→精整等步骤,然而该液态模锻轧制复合成形方法没有给出环件的具体尺寸数据,而且该方法主要是针对液态模锻和余热辗扩轧制,设备是挤压铸造机和辗扩机。因此对于直径超过5000mm、宽度超过3000mm的大直径筒体的加工制造是不可行的;况且,不同材料对不同工况的要求又有大不同。公开号CN101574703A的中国专利(公开日:2009.11.11)公开了一种筒节轧制工艺及其轧制设备,但此筒节轧制规程的制定方法是基于形状尺寸为目标的轧制规程制定,没有考虑轧制过程的筒体的组织和晶粒尺寸来实现控温控轧,而且此技术方案只是针对筒节轧制,没有提供整个筒体的制造方法,更没有涉及特定钢种和对应的组织性能。公开号CN106143789A的中国专利(公开日:2016.11.23)公开了一种深潜器壳体,但目前潜艇设计采用的技术方案中的耐压壳体与其结构完全不同,此专利技术方案并没有经过实践和试验验证,效果如何还不得而知,且此专利技术方案从技术手段、材料和具体制造工艺与本文提出的专利技术方案都不存在可比性。
鉴于此,本发明旨在提供一种深潜用980钢大直径筒体锻轧结合制造方法,该方法通过自由锻和轧制工艺结合,对深潜用980钢大直径筒体实现热加工制造。
发明内容
本发明所要解决的技术问题是:克服现有技术中存在的深潜壳体用卷焊式大直径筒体制造产生的纵向焊缝问题,以及锻焊式大直径筒体制造的多次扩孔和多火次出成品的问题和缺陷,提供一种980钢大直径筒体锻轧结合制造方法,对深潜壳体用980钢大直径筒体实现热加工制造。
本发明的技术方案如下:一种深潜用980钢大直径筒体锻轧结合制造方法,制造流程为:炼钢、铸锭→锻造→筒节轧机轧制→在线喷淋冷却→回火→标识、取样检验→机加工→检查出厂,具体包括以下步骤:
第一步,980钢冶炼与铸锭:工艺流程:电炉→精炼炉→真空浇注,得到钢锭;
第二步,980钢大直径筒体锻轧结合成形工艺流程:气割下料→镦粗→冲孔→芯棒拔长→马杠扩孔→筒体轧机按照控温控轧规程对坯料进行轧制;
第三步,980钢大直径筒体控制冷却工艺规程,包括在线喷淬工艺规程曲线和回火工艺规程曲线,其中在线喷淋开始温度≥870℃,回火温度630±10℃,主要包括以下步骤:1)若未轧制至出成品尺寸或喷淋开始时温度小于870℃,返炉按下一火次工艺执行;2)喷淋前,用红外测温仪测量筒体两端温度并记录,要保证开始喷淋时温度大于870℃,测温位置在筒体外圆水冒口两端距离端面100mm处;3)通过喷淋水装置,控制筒体锻件冷却速度在1℃/s~15℃/s范围;4)喷淋后期使用接触式温度仪进行检测,控制筒体温度最高区域的温度小于100℃,最低区域的温度大于20℃;5)300℃~400℃入炉保持,保持时间2~6h;6)低温段限速升温,控制升温速度不大于80℃/h,将炉温上升到回火温度630±10℃;7)在筒体锻件上、下端面对称180°各敷一支热电偶,当全部偶温及炉温都到温且炉膛温度均匀后开始计算保温时间,保温时间以锻件毛坯的最大壁厚为基数按2~4h/100mm计算;8)回火后空冷;
第四步,测试与检查。
进一步的,所述第二步中锻轧结合的成形工艺流程具体要求包括: 1)总锻比:大于3.0;2)镦粗:镦粗前长度与直径比小于2.5;3)冲孔:冲孔前坯料直径大于冲子直径2.5~3倍; 4)芯棒拔长:采用螺旋翻转送进,每次压下量20~60mm; 5)扩孔:采用三点砧子扩孔,按1%~2%收缩率来计算扩孔直径;6)清理预扩坯料内孔氧化皮,校正椭圆;7)筒体轧机轧制:在锻造的拔长和扩孔到满足筒体轧机对轧制坯料的初始条件后,在筒体轧机上按一定的控温控轧规程进行直接轧制,通过控制轧制过程工艺参数实现产品规格要求。
进一步的,所述大直径筒体成品尺寸外径超过6500mm、宽度超过3000mm、厚度50mm~150mm;筒体轧机对轧制坯料的初始条件为:初始内径大于2800mm,初始壁厚230mm~640mm,初始宽度3000mm~3700mm,轧制力不超过80000kN。
进一步的,所述控温控轧规程如下:1)轧制开始时料温应控制在1100℃~1050℃;2)轧制道次数7次;各道次压下量根据按目标厚度计算所得总压下量按固定分配率进行分配;总压下率不低于30%,优化后的各道次压下量分配率为26%、22%、17%、15%、11%、9%,最后一道次即第7道次,主要做最后的补偿和校形;3)轧制速度0.1m/s~0.15m/s。
进一步的,所述980钢大直径筒体锻轧结合成形过程,在锻造前钢锭还经过第一火次加热规范,主要包括以下步骤:1)钢锭入炉时,钢锭表面温度范围550~400℃,以距冒口端锭身长三分之一为准;2)然后送入待料炉,待料炉温700~750℃,保温时间大于4小时后,然后送进高温炉,按功率升温至1270±10℃,达到均温后开始保温,保温时间大于18小时。
本发明的有益效果:相对于目前的深潜用卷焊式大直径筒体制造方法,采用本技术方案,可以解决壳体纵向焊缝对壳体整体尺寸和性能的限制,根本上消除纵向焊缝对壳体制造和服役安全产生的问题。
采用锻轧结合的方法,其中自由锻造过程可以改善钢锭铸态组织内部缺陷和性能,同时满足轧制前筒体宽度尺寸规格。由于深潜用筒体直径很大,所以一般需扩孔二次以上,同时这也造成多火次出成品;但在扩孔至筒体轧机满足的初始内径,然后在筒体轧机直接轧制,可实现控制轧制和控制冷却工艺。还能精确控制筒体尺寸和改善锻件表面质量,减少后续机加工余量;同时,还能够实现在线喷淋冷却,可以极大的简化性能热处理工序。
除了上述的效果,980钢轧制变形还有两个关键作用:1)对980钢晶粒度进行控制,满足锻件的力学性能和超声检测要求;2)980钢筒体锻件部分未再结晶区的变形带(包含位错缺陷)产生的畸变能使后续连续冷却的相变驱动力增大,进一步扩大了相对应相变的发生区域;同时也更细化了贝氏体组织。
相对于锻焊式大直径筒体制造的多次扩孔和多火次出成品,本技术方案可以实现对部分锻后热处理进行取消;同时,轧制过程可以分担一定比例的自由锻加工量,缩短上一锻造工序的操作时间;而且轧制过程中可以实现在线淬火工艺,可以极大的简化性能热处理工序。总体来看,平均单件产品可节省50余万元。轧制过程中实施控轧控冷工艺,可以实现在线热处理;对产品质量进行在线控制,满足晶粒度和性能指标要求:晶粒度不低于5级;室温屈服强度≥785MPa,室温延伸率≥15%,室温断面收缩率≥50%;冲击功(-20℃,V型缺口)≥80 J。缩短供货周期,预计可缩短20%~30%。
附图说明
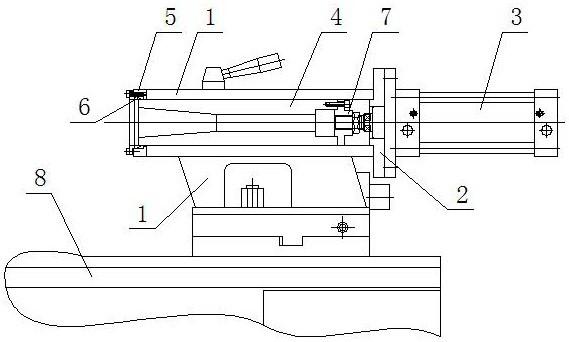
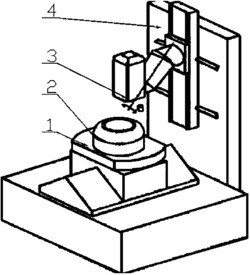
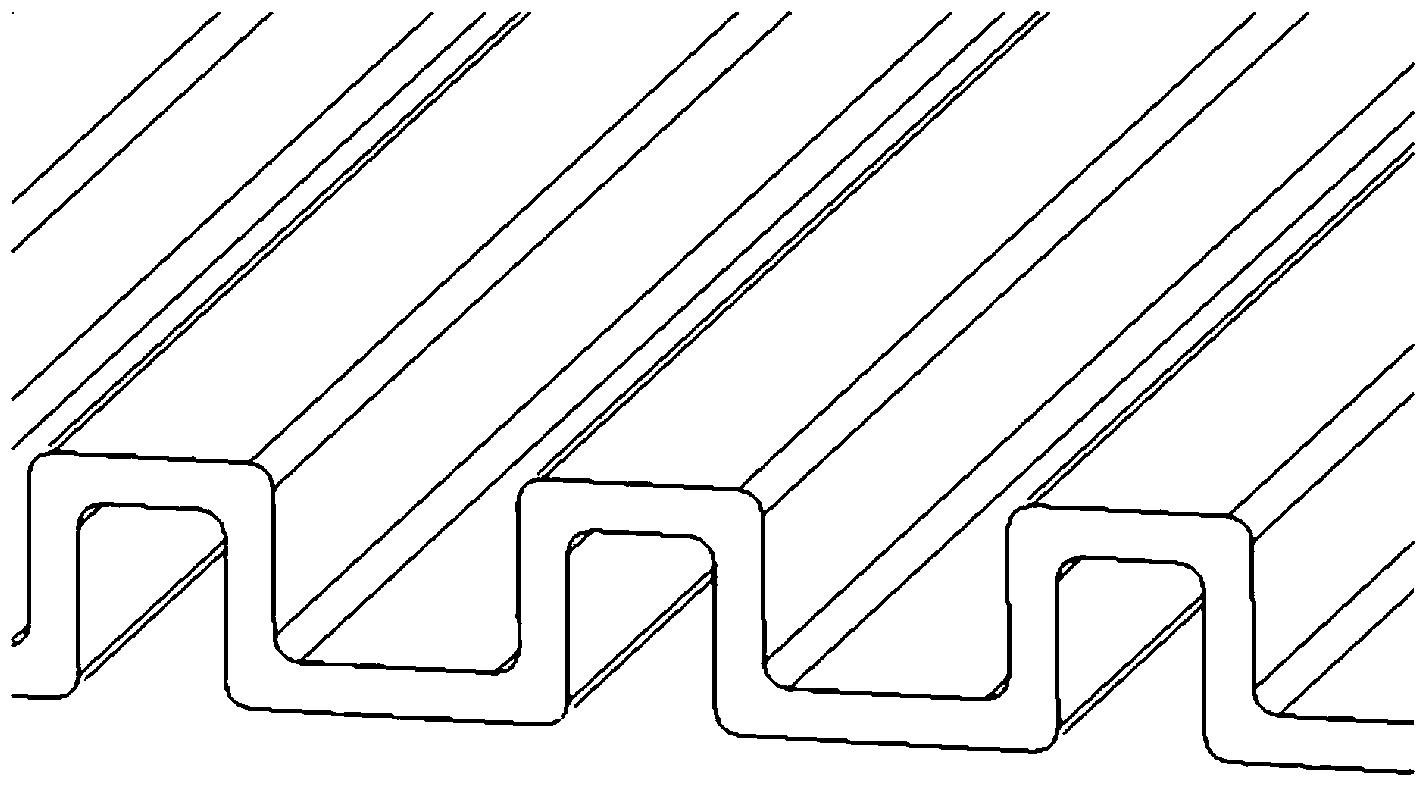
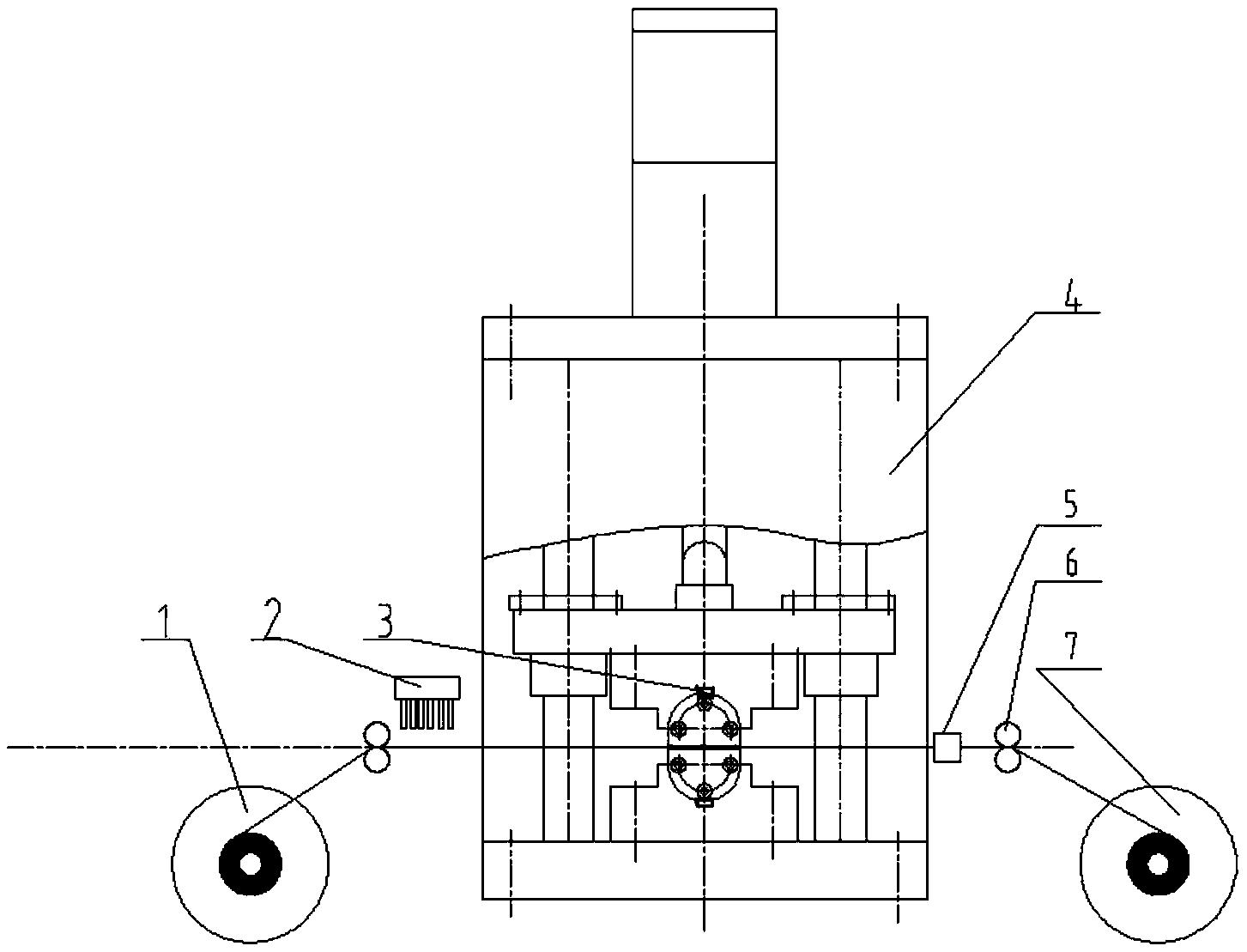
图1是大直径筒体轧制过程示意图。
图2是980钢大直径筒体第一火次锻造加热工艺曲线。
图3是980钢大直径筒体控轧控冷工艺曲线。
附图标记:1、大直径筒体锻件;2、上工作辊;3、导辊;4、下工作辊。
具体实施方式
一种深潜用980钢大直径筒体锻轧结合制造方法,主要针对成品尺寸外径超过6500mm、宽度超过3000mm、厚度50mm~150mm;筒体轧机对轧制坯料的初始条件为:初始内径大于2800mm,初始壁厚230mm~640mm,初始宽度3000mm~3700mm,轧制力不超过80000kN。主要步骤包括:980钢大直径筒体锻轧结合成形过程和980钢大直径筒体控制冷却工艺规程。其中锻轧结合的成形工艺流程:气割下料→镦粗→冲孔→芯棒拔长→马杠扩孔→筒体轧机轧制,该流程充分结合了自由锻和连续轧制的优点,并且减少了加工火次,同时取消了锻后热处理工序,采用控温控轧来控制奥氏体晶粒尺寸;控制冷却工艺规程主要包括980钢大直径筒体在线喷淬工艺规程和980钢大直径筒体的回火工艺规程,结合上一工序的980钢大直径筒体的控温控轧工艺规程,可实现在线喷淬,并回火,可以减少再加热次数,简化调质热处理流程,实现980钢大直径筒体在线性能控制。
具体来说包括以下步骤:
第一步,980钢冶炼与铸锭。工艺流程:电炉→精炼炉→真空浇注。主要满足炉体包体和原材料要求,以及电炉、精炼炉和铸锭过程工艺参数。保证出钢条件:980钢成份和温度满足要求,980钢铸锭通过真空浇注系统一系列参数保证,包括:真空吹氩、浇注速度和温度等。
第二步,980钢大直径筒体锻轧结合成形过程。锻轧结合的成形工艺流程:气割下料→镦粗→冲孔→芯棒拔长→马杠扩孔→筒体轧机轧制。具体的,1)总锻比:应保证足够锻比,一般要求大于3.0。2)镦粗:要求镦粗前长度与直径比小于2.5。3)冲孔:从下序马杠扩孔角度,冲孔越大越好,但原则要求冲孔前坯料直径应大于冲子直径2.5~3倍;。4)芯棒拔长:筒体锻件直径大,采用螺旋翻转送进;每次压下量20~60mm;保证筒体锻件锻造长度,为下一步做准备。5)扩孔:980钢筒体锻件采用三点砧子扩孔,通过垫片调节保证筒体锻件内外圆光滑,防止出现椭圆。考虑锻后冷缩问题,以1%~2%收缩率来计算扩孔直径。6)预扩坯料不应有明显锤棱,清理内孔氧化皮,校正椭圆。8)筒体轧机轧制:在锻造的拔长和扩孔到一定尺寸(满足筒体轧机的初始条件和预扩坯料要求)后,在筒体轧机上进行直接轧制(如图1所示);通过控制980钢筒体锻件轧制过程工艺参数可实现产品规格要求。
第三步,980钢筒体控制冷却工艺规程。如图3所示,为980钢筒体控轧控冷工艺曲线图,包括980钢筒体在线喷淬工艺规程曲线和筒体的回火工艺规程曲线。对于在线喷淋冷却,由于在线状态的筒体轧制后的温度分布是不均匀的,喷淋开始温度是变形降温过程,存在一个温度范围,即喷淋开始温度范围。980钢筒体锻件喷淋开始温度范围为870℃~950℃和连续冷却速度范围为1℃/s~15℃/s。考虑到前面锻轧结合工序,实际喷淋开始温度范围要更大;结合理论分析和实际试验情况,为了筒体锻件中心部位组织晶粒尺寸得到细化和淬透,轧后必须实时进行喷淋冷却处理。可以确定喷淋开始温度不小于870℃。980钢大直径筒体锻件回火温度确定为630℃左右。980钢大直径筒体锻件控制冷却工艺规程主要包括以下步骤:
1)若未轧制至出成品尺寸或喷淋开始时温度小于870℃,返炉按下一火次工艺执行。
2)喷淋前,用红外测温仪测量筒体两端温度并记录,要保证开始喷淋时温度大于870℃。测温位置在筒体外圆水冒口两端距离端面100mm处。
3)通过喷淋水装置,控制锻件冷却速度在1℃/s~15℃/s范围。
4)喷淋后期使用接触式温度仪进行检测,控制筒体温度最高区域的温度小于100℃,最低区域的温度大于20℃。
5)300℃~400℃入炉保持,保持时间2~6h,大锻件心部的过冷奥氏体继续进行直至完成组织转变,同时减小因锻件内外温差造成的热应力。
6)低温段限速升温,应控制升温速度不大于80℃/h。将炉温上升到预定的回火温度630±10℃,均温和保温过程要严格控制,不能超过上限。
7)在筒体锻件上、下端面对称180°各敷一支热电偶,*段全部偶温及炉温都到温且炉膛温度均匀后(图中~表示均温过程)开始计算保温时间。保温时间以锻件毛坯的最大壁厚为基数按2~4h/100mm计算。保温时间以偶温为准,其余按炉温执行。
8)回火后空冷。
第四步,测试与检查。
其中所述锻轧结合成形过程,考虑晶粒度和后续性能优化,对980钢大直径筒体锻件在轧制过程中的轧制温度、轧制速度、压下量等工艺参数进行优化,以实现控温控轧;在满足技术条件下,确定控温控轧的轧制规程:
1)轧制开始时料温应控制在1100℃~1050℃;
2)轧制道次数7次;各道次压下量根据按目标厚度计算所得总压下量按固定分配率进行分配;总压下率不低于30%,优化后的各道次压下量分配率为26%、22%、17%、15%、11%、9%,最后一道次即第7道次,主要做最后的补偿和校形。
3)轧制速度0.1 m/s~0.15m/s。
其中所述980钢大直径筒体锻轧结合成形过程第一火次加热规范,如图2所示,主要包括以下步骤:1)钢锭入炉时,钢锭表面温度范围550~400℃。以距冒口端锭身长三分之一为准。
2)钢锭执行完550~400℃后入待料炉,待料炉温700~750℃,保温时间大于4小时后,可直接进高温炉;直接按功率升温至1270±10℃,达到均温后开始保温,保温时间应大于18小时(具体数值与钢锭规格和装炉方式有关)。
实施例1:
本实施例的深潜用980钢大直径筒体锻轧结合制造方法,包括以下步骤:
第一步、980钢冶炼与铸锭。980钢铸锭采用上注24棱锭型,钢锭重量137t,锭身长2748mm,锭身重100.46t。
第二步、980钢大直径筒体锻轧结合成形过程。制定的具体工艺规程如下:
表1 锻轧结合工艺规程
表2 轧制工艺规程
第一火次加热规范,如图2所示,主要包括以下步骤:
1)钢锭入炉时,钢锭表面温度范围550~400℃。以距冒口端锭身长三分之一为准。
2)钢锭执行完550~400℃后入待料炉,待料炉温700~750℃,保温时间5h后,可直接进高温炉;直接按功率升温至1270±10℃,达到均温后开始保温,保温时间28h。
第三步、980钢大直径筒体控制冷却工艺规程。如图3所示,为980钢大直径筒体控轧控冷工艺规程曲线图,包括980钢大直径筒体在线喷淬工艺规程曲线和大直径筒体的回火工艺规程曲线。主要步骤如下:
1)若未轧制至出成品尺寸或喷淋开始时温度小于870℃,返炉按下一火次工艺执行。
2)喷淋前,用红外测温仪测量筒体两端温度并记录,要保证开始喷淋时温度大于870℃。测温位置在筒体外圆水冒口两端距离端面100mm处。
3)通过喷淋水装置,控制锻件冷却速度在1℃/s~15℃/s范围。
4)喷淋后期使用接触式温度仪进行检测,控制筒体温度最高区域的温度小于100℃,最低区域的温度大于20℃。
5)300℃~350℃入炉保持,保持时间2.5h,大锻件心部的过冷奥氏体继续进行直至完成组织转变,同时减小因锻件内外温差造成的热应力。
6)低温段限速升温,考虑低温阶段锻件心部还处于弹性状态,过高的温差易造成过大的热应力加上淬火后的组织应力而导致锻件易变形,应控制升温速度不大于80℃/h。将炉温上升到预定的回火温度630±10℃,均温和保温过程要严格控制,不能超过上限。
7)在筒体锻件上、下端面对称180°各敷一支热电偶,*段全部偶温及炉温都到温且炉膛温度均匀后(图中~表示均温过程)开始计算保温时间,保温时间确定为4h。保温时间以偶温为准,其余按炉温执行。
8)回火后空冷。
第四步、测试与检查。
一种深潜用980钢大直径筒体锻轧结合制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0