







专利摘要
一种生物质催化液化用多孔陶瓷负载催化剂,属于多孔功能陶瓷技术领域,其特征是,所述催化剂活性组分是天然无机催化剂,天然无机催化剂经粉碎、研磨、筛选后,与陶瓷骨料、造孔剂、粘结剂混合,加工成多孔陶瓷坯料,然后多孔陶瓷坯料经烘干、烧结、活化工序加工而成,其中,所述活性组分是白云石、石灰石、硅藻土、高岭土、橄榄石、堇青石、蒙脱石、水滑石、光卤石、绿柱石、天青石、石膏中的任一种或多种组合,优选是白云石或蒙脱石;其中,天然无机催化剂、陶瓷骨料、造孔剂、粘结剂30~40:40~50:5~10:10~15的质量配比进行混合。本发明制得的多孔陶瓷可同时用作生物质热裂解液化过程的催化剂和反应器内部的热载体,能对生物质热裂解过程表现出活性,能提高生物油的产率、改善生物油的品质、降低生物质热裂解反应条件。
权利要求
1.一种生物质催化液化用多孔陶瓷负载催化剂,其特征是,所述催化剂活性组分是天然无机催化剂,天然无机催化剂经粉碎、研磨、筛选后,与陶瓷骨料、造孔剂、粘结剂混合,加工成多孔陶瓷坯料,然后多孔陶瓷坯料经烘干、烧结、活化工序加工而成,其中,所述活性组分是白云石或蒙脱石;其中,天然无机催化剂、陶瓷骨料、造孔剂、粘结剂30~40:40~50:5~10:10~15的质量配比进行混合;
其中,所述活化工序是:对已完成烧结处理的多孔陶瓷进行活化处理,将烧成设备的温度降至800~1000℃,并保温7~9小时。
2.根据权利要求1所述的生物质催化液化用多孔陶瓷负载催化剂,其特征是,还包括助熔剂,所述助熔剂为硼酸锌、氧化硼、氟化铝、氟化钙、氧化铅、氧化铜、硫酸钠的一种或其任意混合物,添加量按照质量比天然无机催化剂:助熔剂为20~50:5~15。
3.根据权利要求1所述的生物质催化液化用多孔陶瓷负载催化剂,其特征是,还包括增塑剂,所述增塑剂为膨润土、石蜡、腐植酸钠、聚乙烯醇、骨胶中的一种或其任意混合物,添加量按照质量比天然无机催化剂:增塑剂为20~50:1~5。
4.根据权利要求1所述的生物质催化液化用多孔陶瓷负载催化剂,其特征是,还包括分散剂,所述分散剂为NH
5.根据权利要求1所述的生物质催化液化用多孔陶瓷负载催化剂,其特征是,所述陶瓷骨料为180-400目,所述造孔剂是生物质粉或碳酸氢铵。
说明书
技术领域
本发明属于多孔功能陶瓷技术领域,涉及一种用于生物质热裂解的,以多孔陶瓷为载体的催化剂制备方法。
背景技术
生物质,通常是指水生植物和陆生植物,主要包括农作物秸秆、木材、树枝、落叶、水草、海藻,以及餐厨有机物和动物粪便等。每年地球上通过光合作用生成的生物质,总量可达1400~1800亿吨(干重),主要成分是碳氢化合物,可通过不同的转换技术,将其转换成固体、液体或气体燃料加以高效利用。
据国家统计局《2014年国民经济和社会发展统计公报》数据,2014年全国能源消费总量为42.6亿吨标准煤,同比增长2.2%。其中,煤炭消费量占能源消费总量的66.0%,同比下降2.9%;原油消费量增长5.9%,天然气消费量增长8.6%;水电、风电、核电、天然气等清洁能源消费量占能源消费总量的16.9%。
另外,据海关总署公布,2014年我国进口原油3.1亿吨,原油对外依存度为59.6%,较2013年的57%上升了2.6%。据中国石油和化学工业联合会发布的一份《我国天然气发展面临的不确定因素》报告显示,2014年我国天然气表观消费量为1800亿立方米,同比增长7.4%,其中进口天然气580亿立方米,对外依存度达32.2%。在2009年12月哥本哈根世界气候大会上,中国政府承诺,到2020年,单位GDP二氧化碳排放比2005年下降40~45%。
我国原油和天然气对外依存度过高,严重威胁着我国的能源安全,煤炭消费量占总能源消费量的比重过大,给我国的环境保护带来很大的压力,迫切需要积极开展洁净、可再生液体和气体燃料的开发。其中,生物质能作为可再生能源中唯一可存储的碳源,可通过不同的技术手段生成液体或气体燃料,因此生物质能的开发对于提高清洁、可再生能源的利用比重,减轻环境保护压力等具有重要意义。
生物质热裂解技术可以提高生物质的能量密度,减少烟灰和粉尘排放,实现了农林废弃物的资源化科学利用。生物质热裂解是一个复杂的热化学转化过程,包括分子键的断裂、异构化、小分子聚合等反应,影响热裂解最终产物及其分布的主要因素有生物质物料特性(种类及颗粒大小)、反应温度、升温速率、气相停留时间、催化剂和反应压力等。其中,催化剂能够改变生物质热裂解时的活化能,增加生物质大分子的断裂部位,因此催化剂的使用对于改善热裂解反应条件有着至关重要的作用。
生物质快速热裂解技术是指在中等温度(400~600℃)和高加热速率(10
草本植物和木本植物制得的生物油的基本物性参数略有差别,但差别并不是很大,如农作物秸秆通过生物质快速热裂解技术(制备过程中未加催化剂)得到的生物油,含水率15~30%,密度1~1.3g/cm
在生物质快速热裂解制取生物油的过程中,添加适当的催化剂,可以提高生物油的产率,降低最大生物油产率的热裂解反应温度,促进大分子物质的分解,减小生物油的酸度、含水率及含氧量,从而改善生物油的品质,得到更多便于利用的轻质生物油(水相生物油),从而可以避免对生物油的催化加氢、催化裂解等后续精制处理,降低生物油的制取成本。因此,催化剂的合理选用是生物质催化热裂解反应的重点和关键。
目前,用于生物质热裂解过程中常见的催化剂有沸石分子筛、白云石、石灰石、镍基催化剂、氧化锌等。CN201410003977.9中提出了一种用于生物质快速热裂解液化的催化剂制备方法,载体为热解炭,活性组分为过渡金属,可为Pd、Pt、Ni、或Rh中的任何一种。活性部分通过浸渍法负载到载体上,可以实现生物质快速热裂解液化过程的定向调控。
CN201410019929.9中则针对ZSM-5分子筛容易结焦的问题,提出了一种抗结焦改性方法。将ZSM-5分子筛按一定固液比加入到大分子螯合剂改性溶液中,完成后真空抽滤,采用离子水洗涤,经干燥后即得改性的ZSM-5分子筛,能够减缓该催化剂表面的结焦过程,延长使用寿命。
CN201310277862.4公布了一种负载型固体碱M/γ-Al2O3催化剂(M为Ca、Mg、Na、K)的制备方法,选取硝酸镁、硝酸钙、碳酸钠、碳酸钾的任一种,溶于水配成合适浓度的金属盐溶液,将γ-Al2O3载体浸渍到金属盐溶液中,抽滤后烘干,即得到生物质真空裂解的负载型固体碱催化剂。
CN200910025061.2公布了一种用于微波紫外光催化处理生物质的催化剂及制备方法,其有效成分为过渡金属氧化物MxOy、CeO2、ZrO2、γ-Al2O3、TiO2、SiO2按照配比,经球磨混合、成型干燥及煅烧活化而成,用于微波无极紫外光催化处理难降解的生物质。
另外针对生物质气化产生大量焦油,既降低了燃气热值,有容易阻塞输气管道的问题,CN201410114626.5提出了一种生物质焦油裂解用催化剂的制备方法。将HZSM-5分子筛加入氧化铝合剂中,并加入造孔剂和助挤剂,经混捏、碾压成团后,再挤条成型、干燥、焙烧得到催化剂载体;而催化剂由以下重量百分比的物质组成:RuO2 0.1-1%、NiO 5-15%、CuO 1-6%、CeO2 5-20%。用饱和浸泡法将金属元素负载在催化剂载体上,然后经干燥、焙烧制得所需的催化剂。
综上所知,沸石分子筛及各种贵金属催化剂对生物质热裂解的催化效果一般较好,得到了广泛的研究和应用,但是制备的催化剂往往价格较高,在热裂解反应过程中容易积碳结焦,容易造成催化剂失活。因此积极探索廉价高效、适用于大规模工业生产的生物质热裂解过程的催化剂非常有必要。
CN201280012385.2公布了一种用于生物质催化热解的基于页硅酸盐的组合物制备方法,页硅酸盐的改性包括用酸或碱溶液沥滤粘土以形成粘土制品,煅烧浸出的粘土,并使处理过的粘土与含有金属离子的悬浮液接触以交换离子,形成改性的页硅酸盐。对所得的页硅酸盐制品进行喷雾干燥,以形成适用于生物质催化裂解的微球颗粒。
许多天然无机材料,如白云石、石灰石、硅藻土、高岭土、橄榄石、堇青石、蒙脱石、水滑石、光卤石、绿柱石、天青石、石膏等,在自然界中具有储量大、容易获得、价格低廉等优势,当用作生物质热裂解液化过程中的催化剂时,或可以提高液体产物的产率,降低生物炭的生成;或可以改善反应条件,降低生产成本;或可以调控液体产物分布,增加高价值组分的生成等作用,并且在生物质催化热裂解过程具有不易结焦等优点。但是上述天然无机材料(下称天然无机催化剂)的机械强度一般不高,在生物质催化热裂解液化过程中,由于反应区温度较高,并且反应器内部颗粒运动激烈,容易造成天然无机催化剂的严重磨损,甚至破碎,形成的细小粉尘易被流化气体携带出反应器外,影响反应器内的多相流动和催化剂的催化效果。
因此,针对天然无机催化剂具有机械强度低的不足,如何开发出具有催化效率高、使用寿命长、成本价格低的改良催化剂,成为生物质催化热裂解液化技术大规模应用迫切需要解决的关键问题。
发明内容
本发明的目的是提供一种用于生物质催化热裂解液化过程的高机械强度功能性多孔陶瓷,并提供多孔陶瓷的制备方法;制得的多孔陶瓷用作生物质热裂解液化过程的催化剂时,能对生物质热裂解过程表现出活性,能提高生物油的产率、改善生物油的品质、降低生物质热裂解反应条件。同时,多孔陶瓷还能作为反应器内部的热载体。
本发明具体采用的技术方案如下:
一种生物质催化液化用多孔陶瓷负载催化剂,其特征是,所述催化剂活性组分是天然无机催化剂,天然无机催化剂经粉碎、研磨、筛选后,与陶瓷骨料、造孔剂、粘结剂混合,加工成多孔陶瓷坯料,然后多孔陶瓷坯料经烘干、烧结、活化工序加工而成,其中,所述活性组分是白云石、石灰石、硅藻土、高岭土、橄榄石、堇青石、蒙脱石、水滑石、光卤石、绿柱石、天青石、石膏中的任一种或多种组合,优选是白云石或蒙脱石;其中,天然无机催化剂、陶瓷骨料、造孔剂、粘结剂30~40:40~50:5~10:10~15的质量配比进行混合。
所述陶瓷骨料为耐高温、耐磨损、耐冲击和热膨胀系数小的材料,如二氧化硅、氮化硅、氧化铝、碳化硅、刚玉、氮化铝、蛇纹石、硬质碎瓷粉的一种或其任意混合物,为使加工后的多孔陶瓷内部成分分布尽量均匀,陶瓷骨料经过粉碎研磨后,筛选出180-400目作为多孔陶瓷坯料使用。
其中,所述粘结剂为玻璃粉、膨润土、磷酸铝、水玻璃、石蜡、纸浆废液、硫酸钙、羧甲基纤维素、聚乙烯醇、硼酸、硬脂酸、巴西棕榈蜡、糊精、聚乙烯醇缩丁醛树脂中的一种或其任意混合物,主要作用是其使天然无机催化剂和陶瓷骨料粘结在一起,便于成型。
其中,所述造孔剂为炭粉、生物质粉、淀粉、碳酸氢铵、植物纤维、塑料粉、贝壳粉的一种或其任意混合物,优选地生物质粉或碳酸氢铵。
上述多孔陶瓷催化剂的制备中,还包括助熔剂、增塑剂、分散剂的一种或任意组合,三者并非缺一不可。
其中,所述助熔剂熔化温度要比陶瓷骨料的熔化温度低,为硼酸锌、氧化硼、氟化铝、氟化钙、氧化铅、氧化铜、硫酸钠的一种或其任意混合物,优选地硼酸锌。添加量按照质量比天然无机催化剂:助熔剂为20~50:5~15。
其中,所述增塑剂具有增强、增塑、吸附、粘结、润滑等作用,是为了在使用注浆成型或挤压成型工艺中,方便脱模、减少多孔陶瓷坯料的破损,并减少多孔陶瓷的开裂、变形等用途,可为膨润土、石蜡、腐植酸钠、聚乙烯醇、骨胶中的一种或其任意混合物,优选地膨润土。添加量按照质量比天然无机催化剂:增塑剂为20~50:1~5。
其中,所述分散剂是为了迅速、彻底地分散各类陶瓷浆料,让陶瓷浆料具有良好的分散流动性,又可降低它的含水率,可为NH4OH、硅酸钠、三聚磷酸钠、六偏磷酸钠、硬脂酸钠、柠檬酸钠、聚丙烯酸及其盐类、链烯酸钠、聚乙烯醇、鱼油、脂肪酸、硅烷、有机钛中的一种或其任意混合物,优选地硅烷。添加量按照质量比天然无机催化剂:分散剂为20~50:1~5。
上述多孔陶瓷催化剂可以为微球型、圆柱体、长方体,或其它任意固体形态。多孔陶瓷成型后的选择标准如下:①根据需要,确定出使用的多孔陶瓷形状(微球型、圆柱体、长方体,或其它任意固体形态),优选形状统一、规则的微颗粒,可为1~2mm的球体,可为2~3mm的球体,可为3~4mm的球体;②优先选择具有一定机械强度和热稳定性的多孔陶瓷,以保证在生物质热裂解过程中多孔陶瓷负载催化剂具有较好的耐磨、耐压、抗裂等性能;③优先选择整体结构完整的多孔陶瓷,不出现裂纹、局部缺陷;④在满足前三个条件的基础上,优先选择气孔率高、孔径分布均匀、导热系数高的多孔陶瓷,以增强与生物质粉颗粒的接触与传热,并具有较高的催化反应面积。
一种生物质催化液化用多孔陶瓷负载催化剂的制备方法,包括如下步骤:
1)将天然无机催化剂和陶瓷骨料分别粉碎,然后放入研磨机内研磨30~40min,然后筛分出180~400目的粉料备用;
2)将天然无机催化剂、陶瓷骨料、造孔剂、助熔剂按照20~50:30~60:5~15:5~15的质量配比进行混合,将上述混合物与浸润量的水放入搅拌机内进行充分混合,时间为20~30min,制得多孔陶瓷泥料;
3)将经充分混合后的多孔陶瓷泥料,采用注浆成型、挤压成型、可塑成型、3D打印、或成球盘滚制工艺,制备出符合要求的微球型、圆柱体、长方体,或其它任意固体形态的坯料,称之为“多孔陶瓷坯料”;
4)将制得的多孔陶瓷坯料先放在阴凉通风处自然风干12~24小时,然后再将其放在温度为102~108℃的干燥箱内进行干燥处理,处理时间为8~12小时;
5)将经干燥后的多孔陶瓷坯料放置在烧成设备(如马弗炉、隧道窑、梭式窑等)中,采用程序升温的方式进行烧制。开始阶段以80~120℃/h的升温速率升至500~600℃,并在此温度下保温1小时,将陶瓷坯料内的水分完全挥发掉。采用慢升温加热方式,可有效减少或防止因多孔陶瓷坯料中的水分和有机物迅速挥发而造成裂纹或缺陷的产生。然后继续以80~120℃/h的升温速率,将温度升至烧成温度1000~1400℃,并保温2~3小时;
6)为增强天然无机催化剂的催化性能,对已完成烧结处理的多孔陶瓷进行活化处理,将烧成设备(如马弗炉、隧道窑、梭式窑等)的温度降至800~1000℃,并保温7~9小时;
7)完成步骤(7)后,关掉烧成设备的电源,使温度自然降至环境温度后,取出制得的多孔陶瓷负载催化剂,并放入密封袋内。
还包括将水溶性的粘结剂、增塑剂和分散剂,先将水溶性的粘结剂、增塑剂和分散剂按照2~6:1~5:1~5的质量配比混合,然后将上述三种的混合物加水配置成5~8%的溶液;然后按照质量比例天然无机催化剂:陶瓷骨料:造孔剂:助熔剂:混合水溶液(粘结剂、增塑剂、分散剂水溶液)=15~45:25~50:3~10:3~10:20~40,放入搅拌机内进行充分混合,制得多孔陶瓷泥料。
或者,还包括非水溶性粘结剂、增塑剂和分散剂,按照质量比例天然无机催化剂、陶瓷骨料、造孔剂、助熔剂、粘结剂、增塑剂和分散剂为20~50:30~60:5~15:5~15:2~6:1~5:1~5的质量配比进行混合,然后上述混合物与水按照100:40~50的质量配比放入搅拌机内进行充分混合,制得多孔陶瓷泥料。
本发明的有益效果在于:
1.解决了天然无机催化剂低机械强度、容易磨损的不足,多孔陶瓷催化剂因其陶瓷骨架具有耐高温、耐磨损、耐冲击,热膨胀系数小的优点,保证了多孔陶瓷催化剂在高温生物质热裂解反应器内能够承受较强的冲击和长期的振动;
2.多孔陶瓷负载催化剂的活性部分,均匀地分散在多孔陶瓷的外表面及孔隙内表面上,具有很大的比表面积,可实现与生物质粉的充分碰撞接触,达到催化热裂解的目的;
3.与生物质颗粒相比较,多孔陶瓷负载催化剂的热容量和导热系数较大,可同时作为反应器内的热载子,通过不断地摩擦、翻滚、碰撞,保证热裂解反应区域温度相对均匀,并与生物质粉充分混合,达到快速热裂解高升温速率的技术要求;
4.便于改变多孔陶瓷负载催化剂内各组分的含量,且与同尺寸的实体陶瓷产品相比,具有体积密度小的优势;
5.与不加入催化剂的生物质热裂解过程相比,使用本发明制得的多孔陶瓷负载催化剂,可以或能提高液态产物的产率(轻质生物油产率提高10~25%),或降低生物质热裂解反应条件(最大生物油产率对应的温度降低10~35%),或改善生物油的品质(含氧量降低15~40%;酸度降低15~35%;含水率降低13~25%;稳定性提高50~250%;高位热值提高15~55%),从而降低生物油的制取成本,减少或避免对生物油的催化加氢、催化裂解等后续精制处理。
具体实施方式
为了更形象地阐述此发明中生物质催化液化用多孔陶瓷负载催化剂的制备,以及制得的多孔陶瓷负载催化剂对生物质热裂解液化的催化作用,下面给出一种多孔陶瓷负载催化剂的制备过程,及其在玉米秸秆粉快速热裂解制取生物油的催化效果展示。
实施例1
制得的多孔陶瓷球的平均粒径为2mm,制取多孔陶瓷球坯的原料成分及其质量(即配方)如下:
天然无机催化剂选取白云石,质量为1.2kg;陶瓷球骨料选择石英砂,质量为2.8kg;炭粉为造孔剂,质量为0.3kg;硼酸锌为助熔剂,质量为0.3kg;羧甲基纤维素为粘结剂,质量为0.1kg,与水配成浓度为5%的溶液备用。
上述原料中石英砂中二氧化硅的含量≥99%,白云石中CaO、MgO、CO2的质量百分比分别为30%、22%、48%,硼酸锌的化学分子式为2ZnO·3B2O3·3.5H2O,炭粉中固定碳的含量≥95%,为本实验室玉米秸秆粉在循环流化床中热裂解后的残炭,羧甲基纤维素中有效成分≥99%。
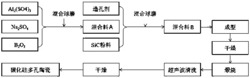
生物质热裂解用多孔陶瓷球负载催化剂的加工工艺过程是:按照上述配方,将大颗粒的石英砂和白云石分别粉碎,然后放入研磨机内研磨30min,然后筛分出180~240目的粉料备用;将上述筛选出的2.8kg石英砂、1.2kg的白云石与0.3kg的炭粉以及0.3kg的硼酸锌进行混合,将上述混合物与配得的羧甲基纤维素溶液放入搅拌机内充分搅拌25min,得到多孔陶瓷泥料;将多孔陶瓷泥料放入成球盘,滚制得到“多孔陶瓷球坯”;将制得的多孔陶瓷球坯先放在阴凉通风处自然风干15小时,然后再将其放在温度为105℃的干燥箱内进行干燥处理,处理时间为10小时;将经干燥后的多孔陶瓷球坯放置在马弗炉中,采用程序升温的方式进行烧制。开始阶段以100℃/h的升温速率升至500℃,并在此温度下保温1小时,将陶瓷球坯内的水分完全挥发掉,然后继续以100℃/h的升温速率,将温度升至烧成温度1200℃,并保温3小时;对已完成烧结处理的多孔陶瓷球进行活化处理,将马弗炉的温度降至900℃,并保温9小时;最后关掉马弗炉的电源,使温度自然降至环境温度后,取出制得的多孔陶瓷球负载催化剂,并放入密封袋内。
实施例2
制得的多孔陶瓷球的平均粒径为3mm,制取多孔陶瓷球坯的原料成分及其质量(即配方)如下:天然无机催化剂选取橄榄石,质量为1.6kg;陶瓷球骨料选择氮化铝,质量为2.4kg;玉米粉为造孔剂,质量为0.4kg;硫酸钠为助熔剂,质量为0.3kg;纸浆废液为粘结剂,质量为0.2kg,与水配成浓度为8%的溶液。
加工工艺过程是:按照上述配方,将大颗粒的橄榄石和块状氮化铝分别粉碎,然后放入研磨机内研磨30min,然后筛分出180~240目的粉料备用;将上述筛选出的24kg氮化铝、1.6kg的橄榄石与0.4kg的玉米粉以及0.3kg的硫酸钠进行混合,将上述混合物与配得的纸浆废液溶液放入搅拌机内充分搅拌25min,得到多孔陶瓷泥料;将多孔陶瓷泥料放入成球盘,滚制得到“多孔陶瓷球坯”;将制得的多孔陶瓷球坯先放在阴凉通风处自然风干15小时,然后再将其放在温度为105℃的干燥箱内进行干燥处理,处理时间为10小时;将经干燥后的多孔陶瓷球坯放置在马弗炉中,采用程序升温的方式进行烧制。开始阶段以80℃/h的升温速率升至500℃,并在此温度下保温1小时,将多孔陶瓷球坯内的水分完全挥发掉,然后继续以80℃/h的升温速率,将温度升至烧成温度1100℃,并保温3小时;对已完成烧结处理的多孔陶瓷球进行活化处理,将马弗炉的温度降至800℃,并保温8小时;最后关掉马弗炉的电源,使温度自然降至环境温度后,取出制得的多孔陶瓷球负载催化剂,并放入密封袋内。
实施例3
采用挤压成型工艺,制得长方体的多孔陶瓷尺寸为2×2×4mm,原料成分及其质量(即配方)如下:天然无机催化剂选取石灰石,质量为1.4kg;陶瓷骨料选择石英砂,质量为2.6kg;淀粉为造孔剂,质量为0.3kg;氧化铜为助熔剂,质量为0.3kg;增塑剂为膨润土,质量为0.1kg;硅烷为分散剂,添加质量为0.05kg;羧甲基纤维素为粘结剂,质量为0.2kg,将粘结剂和分散剂与水配成8%的溶液备用。
加工工艺过程是:按照上述配方,将大颗粒的石英砂和石灰石分别粉碎,然后放入研磨机内研磨30min,然后筛分出200~240目的粉料备用;将上述筛选出的2.6kg石英砂、1.4kg的白云石与0.3kg的淀粉、0.3kg的氧化铜、0.1kg的膨润土进行混合,将上述混合物与配得的硅烷和羧甲基纤维素溶液放入搅拌机内充分搅拌25min,得到多孔陶瓷泥料;将多孔陶瓷泥料放入厢式液压自动压滤机里进行脱水,使泥料的含水率达到20~25%;将多孔陶瓷泥料加入陶瓷挤压成型设备中,得到2×2×4mm长方体的“多孔陶瓷坯”;将制得的多孔陶瓷坯放在阴凉通风处自然风干12小时,然后再将其放在温度为105℃的干燥箱内进行干燥处理,处理时间为8小时;将经干燥后的多孔陶瓷坯放置在马弗炉中,采用程序升温的方式进行烧制。开始阶段以90℃/h的升温速率升至450℃,并在此温度下保温1小时,将多孔陶瓷坯内的水分完全挥发掉,然后继续以90℃/h的升温速率,将温度升至烧成温度1400℃,并保温3小时;对已完成烧结处理的多孔陶瓷进行活化处理,将马弗炉的温度降至950℃,并保温9小时;最后关掉马弗炉的电源,使温度自然降至环境温度后,取出制得的多孔陶瓷负载催化剂,并放入密封袋内。
实施例4
采用注浆成型工艺,制得直径为3mm,高度为2mm的圆柱体多孔陶瓷,且内部孔是上下面相通的,多孔陶瓷原料成分及其质量(即配方)如下:天然无机催化剂选取高岭土,质量为1.8kg;陶瓷骨料选择硬质碎瓷粉,质量为2.0kg;麻纤维为造孔剂;硼酸锌为助熔剂,质量为0.3kg;增塑剂为腐植酸钠,质量为0.1kg;硅酸钠为分散剂,添加质量为0.05kg;硼酸为粘结剂,质量为0.2kg。将腐植酸钠、硅酸钠、硼酸与水配成8%的溶液备用。
加工工艺过程是:按照上述配方,将高岭土和硬质碎瓷粉初步粉碎后,放入研磨机内研磨30min,然后筛分出200~240目的粉料备用;将上述筛选出的2.0kg硬质碎瓷粉、1.8kg的高岭土与0.3kg的氧化铜进行混合;将上述混合物与配得的腐植酸钠、硅酸钠、硼酸溶液放入搅拌机内充分搅拌25min,得到多孔陶瓷泥料;将麻纤维置于直径为3mm的模具中,并尽量分散均匀,然后向模具中注入多孔陶瓷泥料,模具中留有一定出水孔,便于将多余的水分排出,在模具一侧可适当加一定压力,便于制造致密性较高的圆柱体多孔陶瓷;将制得的圆柱体多孔陶瓷坯进行切割,然后放在阴凉通风处自然风干12小时,再将其放在温度为105℃的干燥箱内进行干燥处理,处理时间为10小时;将经干燥后的多孔陶瓷坯放置在马弗炉中,采用程序升温的方式进行烧制。开始阶段以100℃/h的升温速率升至500℃,并在此温度下保温1.5小时,将陶瓷坯内的水分完全挥发掉,然后继续以80℃/h的升温速率,将温度升至烧成温度1100℃,并保温3小时;对已完成烧结处理的多孔陶瓷进行活化处理,将马弗炉的温度降至900℃,并保温8小时;最后关掉马弗炉的电源,使温度自然降至环境温度后,取出制得的多孔陶瓷负载催化剂,并放入密封袋内。
实施例5
为检验采用本专利方法制备的多孔陶瓷负载催化剂的物理结构、力学和催化性能效果,将实施例3中制得的长方体多孔陶瓷的物理性能进行检测。得出其平均显气孔率为37.8%、堆积密度为0.8527g/cm
将实施例3中制得的多孔陶瓷负载催化剂用于生物质热裂解液化过程中,其中采用的生物质为粉碎后的玉米秸秆粉,筛选出20-80目备用。在生物质热裂解试验前,将玉米秸秆粉置于105℃下真空烘干箱内烘干12小时,保证含水率低于10%。生物质热裂解反应器为直径100mm,高1200mm的流化床反应器,流化气体为煤燃烧后的烟气,进入流化床时烟气温度约为450℃,烟气速率为30m
在相同生物质热裂解反应工艺条件下,用粒径为2mm的石英砂替换实施例3制得的多孔陶瓷负载催化剂,同样可以值得液体产物——生物油。将两种条件下制得的生物油进行检测对比,与石英砂作为流化床的床料相比,用实施例3制得的多孔陶瓷负载催化剂时,发现:生物油的产率从45.2%增加到52.3%,提高15.7%;轻质生物油的产率从28.4%增加到35.6%,提高25.4%;生物油的含水率从47.3%减小到40.4%,降低14.6%;轻质生物油高位热值从8.7MJ/kg增加到10.2MJ/kg,提高17.2%,因此可以看出生物油的品质得到明显提高。
另外,将实施例3新制得的多孔陶瓷负载催化剂作为流化床的床料,经8小时生物质热裂解反应试验后,多孔陶瓷的质量损失率为5.3%,与天然无机催化剂相比有了明显改善。而随着生物质热裂解反应的继续进行,多孔陶瓷的质量损失率会不断减小,并趋于一个较小值。一般地,经400小时生物质热裂解反应试验后,就需要更换多孔陶瓷负载催化剂以保持催化剂的催化效果。
一种生物质催化液化用多孔陶瓷负载催化剂及制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0