






专利摘要
本发明涉及全自动加工设备领域的圆形金属罩的自动加工设备,包括自动送料盘和自动加工主机,自动送料盘用于自动传送圆形金属罩,自动送料盘位于自动加工主机的旁边,自动加工主机包括机架,机架的底部设有主控电箱,机架的顶部设有加工平台和方形护盖,方形护盖盖合在加工平台的上方,加工平台设置于主控电箱的顶面,方形护盖的前端设有主控面板,所述加工平台包括盘式送料机构、车床加工机构、转向机构和组合加工机构,其可实现全自动加工,包括车削加工、自动检测、自动倒圆角和自动去毛刺等工序,全自动工作可节省多个由人工操作的工序,显著提高产品的加工效率。
说明书
技术领域
本发明涉及全自动加工设备领域,特别涉及五金加工设备领域。
背景技术
圆形金属罩的用途较为广泛,其涉及多个领域。而在汽车领域中,汽车起动机的外壳采用圆形金属罩作为封盖,汽车领域对五金件要求极高,因此,需要分别对圆形金属罩进行多道工序的加工,如车削加工和倒圆角加工等,而且对精度要求极高。
现有技术中,车削加工需要独立专用的车床进行加工,而传统的车床只能完成车削加工工序,车削完成后还需要采用另外的设备或者人工操作来完成去毛刺工序,同时,为保证车削精度,车削加工完成后还需要专用的检测设备进行检测,另外,倒圆角工序也是需要独立专用的设备进行加工,多台设备占用空间极大,浪费大量成本,多道工序之间连贯性差,工作效率极低,而且需要大量人工对工件进行转移及管理。
发明内容
本发明的目的是解决以上缺陷,提供圆形金属罩的自动加工设备,其可实现全自动加工,包括车削加工、自动检测、自动倒圆角和自动去毛刺等工序。
本发明的目的是通过以下方式实现的:
圆形金属罩的自动加工设备,包括自动送料盘和自动加工主机,自动送料盘用于自动传送圆形金属罩,自动送料盘位于自动加工主机的旁边,自动加工主机包括机架,机架的底部设有主控电箱,机架的顶部设有加工平台和方形护盖,方形护盖盖合在加工平台的上方,加工平台设置于主控电箱的顶面,方形护盖的前端设有主控面板,所述加工平台包括盘式送料机构、车床加工机构、转向机构和组合加工机构,盘式送料机构包括竖立设置的圆形转盘、用于安装圆形转盘的转盘支架和转盘电机,转盘电机与主控电箱进行电性连接,转盘支架固定安装在主控电箱的顶面,转盘电机用于带动圆形转盘转动,圆形转盘的前端均匀设有三个结构相同的夹料机械手,三个夹料机械手对应的工位分别为取料工位、加工工位和放料工位,取料工位、加工工位及放料工位分别沿顺时针方向排列,自动送料盘的末端为下料端,下料端上设有带来料传感器且可向后推料的推料装置,取料工位位于推料装置的后方;车床加工机构及转向机构均位于盘式送料机构的前方,车床加工机构包括进刀台、刀座、合金刀片和刀片电机,刀片电机与主控电箱进行电性连接,合金刀片安装在刀座的后端,刀片电机的转动轴通过传动链条与刀座进行同步连接,当刀片电机动作时,带动刀座及合金刀片进行高速转动,刀座位于加工工位的前方,进刀台安装在主控电箱的顶面,刀座及刀片电机均设置于进刀台上,进刀台的底部设有可控制前后移动的丝杆进刀平台;转向机构包括转向支撑座、下料机械手和滑料槽,下料机械手安装在转向支撑座的顶部,下料机械手位于放料工位的前方,滑料槽的上端安装在下料机械手的正下方,通过控制下料机械手来夹取圆形金属罩进行下料,使圆形金属罩竖向掉落至滑料槽的上端,滑料槽的下端向下延伸至组合加工机构,从滑料槽的上端沿滑料槽的下端向前扭转,使滑料槽的上端开口向上,滑料槽的下端开口向前;组合加工机构包括平面移料平台、检测装置、倒圆角装置和去毛刺装置,平面移料平台由移料卡板、X轴移动平台和Y轴移动平台构成,X轴移动平台设置于Y轴移动平台的上方,由Y轴移动平台带动进行Y轴方向移动,平面移料平台的中部横向向前设置有滑料平板,移料卡板横向设置于X轴移动平台的顶部,由X轴移动平台带动进行X轴方向移动,且移料卡板位于滑料平板的上方,滑料平板的表面从后往前依次设置有接料工位、检测工位、第一过渡工位、倒圆角工位、第二过渡工位和去毛刺工位,并在滑料平板的前端设有出料滑槽,接料工位的上方设有来料传感器,且接料工位与滑料槽的底端连接,检测装置设置于检测工位的正上方,倒圆角装置设置于倒圆角工位的正上方及正下方,去毛刺装置设置于去毛刺工位旁,用于对圆形金属罩的侧面进行打磨去毛刺;移料卡板的表面设有六个结构相同且开口向右的卡位,每个卡位用于配对容纳并卡住圆形金属罩,六个卡位分别与接料工位、检测工位、第一过渡工位、倒圆角工位、第二过渡工位及去毛刺工位相对应,工作时,Y轴移动平台动作控制移料卡板向右移动时,即可配对卡入圆形金属罩,接着X轴移动平台动作控制移料卡板向前移动时,即可带动圆形金属罩向前移动至下一工位,然后再由Y轴移动平台动作控制移料卡板向左移动复位,最后由X轴移动平台动作控制移料卡板向后移动复位。
上说明中,作为优选的方案,所述推料装置由推料气缸、推料板、挡料板和挡料气缸构成,推料板安装在推料气缸的伸缩杆上,推料气缸为两段动作气缸,分别为预备推料动作和完整推料动作,推料板穿入下料端并可沿下料端进行横向移动,挡料板安装在挡料气缸的伸缩杆上,且位于推料板的正后方及位于取料工位的正前方,工作时,推料气缸动作带动推料板推动一个圆形金属罩贴紧至挡料板,实现预备动作,接着挡料气缸感应到预备动作后带动挡料板向上动作,然后推料气缸继续动作推动圆形金属罩送入取料工位,实现完整推料动作。
上说明中,作为优选的方案,所述刀座的中心设有往后延伸的压料杆,压料杆安装后与刀座分离,使压料杆不被刀座带动,压料杆的外围套装有弹簧,使压料杆可向前回弹,工作时,进刀台向后移动进刀,压料杆先压紧圆形金属罩,接着合金刀片高速转动对圆形金属罩进行加工。
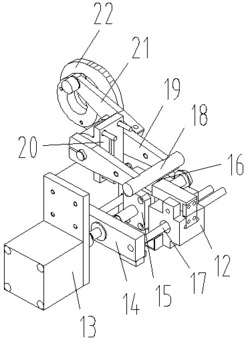
上说明中,作为优选的方案,所述下料机械手的下方还设置有下料装置,下料装置包括下料气缸、下料槽和下料挡板,下料气缸竖向安装在转向支撑座上,下料槽安装在下料气缸的伸缩杆上,由下料气缸带动进行升降动作,下料槽向下倾斜并与滑料槽的顶端进行连接,且下料槽位于下料机械手的正下方,下料挡板安装在滑料槽的顶端顶面,工作时,下料机械手松开圆形金属罩使其自然掉落至下料槽上,圆形金属罩被下料挡板挡住,下料气缸动作带动下料槽下降,同时带动圆形金属罩下降,圆形金属罩不再受下料挡板的阻挡,从而使圆形金属罩沿滑料槽自然滚落。
上说明中,作为优选的方案,所述检测装置包括压盘、自动千分表和检测气缸,自动千分表用于检测圆形金属罩的加工精度,检测气缸竖直设置于检测工位的上方,压盘及自动千分表均安装在检测气缸的伸缩杆上,当检测气缸动作时,带动压盘向下压紧圆形金属罩,同时带动千分表的触头与圆形金属罩接触,以实现检测,检测工位的底部还设置有不良品回收装置,当检测不合格时,不良品回收装置动作,使不良品自然掉落进行回收。
上说明中,作为优选的方案,所述倒圆角装置包括结构相同的上倒圆角组件和下倒圆角组件,上倒圆角组件位于倒圆角工位的正上方,下倒圆角组件位于倒圆角工位的正下方。
上说明中,作为优选的方案,所述去毛刺装置包括砂纸皮带、同步轮、打磨电机、逆向转盘、逆向电机和可上下升降的定位转轴,砂纸皮带通过同步轮与打磨电机进行同步连接,由打磨电机带动砂纸皮带滚动,砂纸皮带的一端贴近圆形金属罩的侧面,逆向转盘设置于去毛刺工位的底部,定位转轴设置于去毛刺工位的正上方,当定位转轴下降时与圆形金属罩的中心进行连接定位,逆向转盘通过传动皮带与逆向电机进行连接,逆向电机的转动方向与打磨电机的转动方向相反。
本发明所产生的有益效果是:加工平台包括盘式送料机构、车床加工机构、转向机构和组合加工机构,组合加工机构平面移料平台、检测装置、倒圆角装置和去毛刺装置,使其整体可实现全自动加工,包括车削加工、自动检测、自动倒圆角和自动去毛刺等工序,将多道工序组合在一台设备中,且实现全自动控制,可显著提高产品的加工效率及加工精度,全自动工作可节省多道由人工操作的工序,同时可节省大量人工成本,另外,加工平台中各工序结构紧凑,动作连贯,可很大程度地节省空间和设备的生产成本。
附图说明
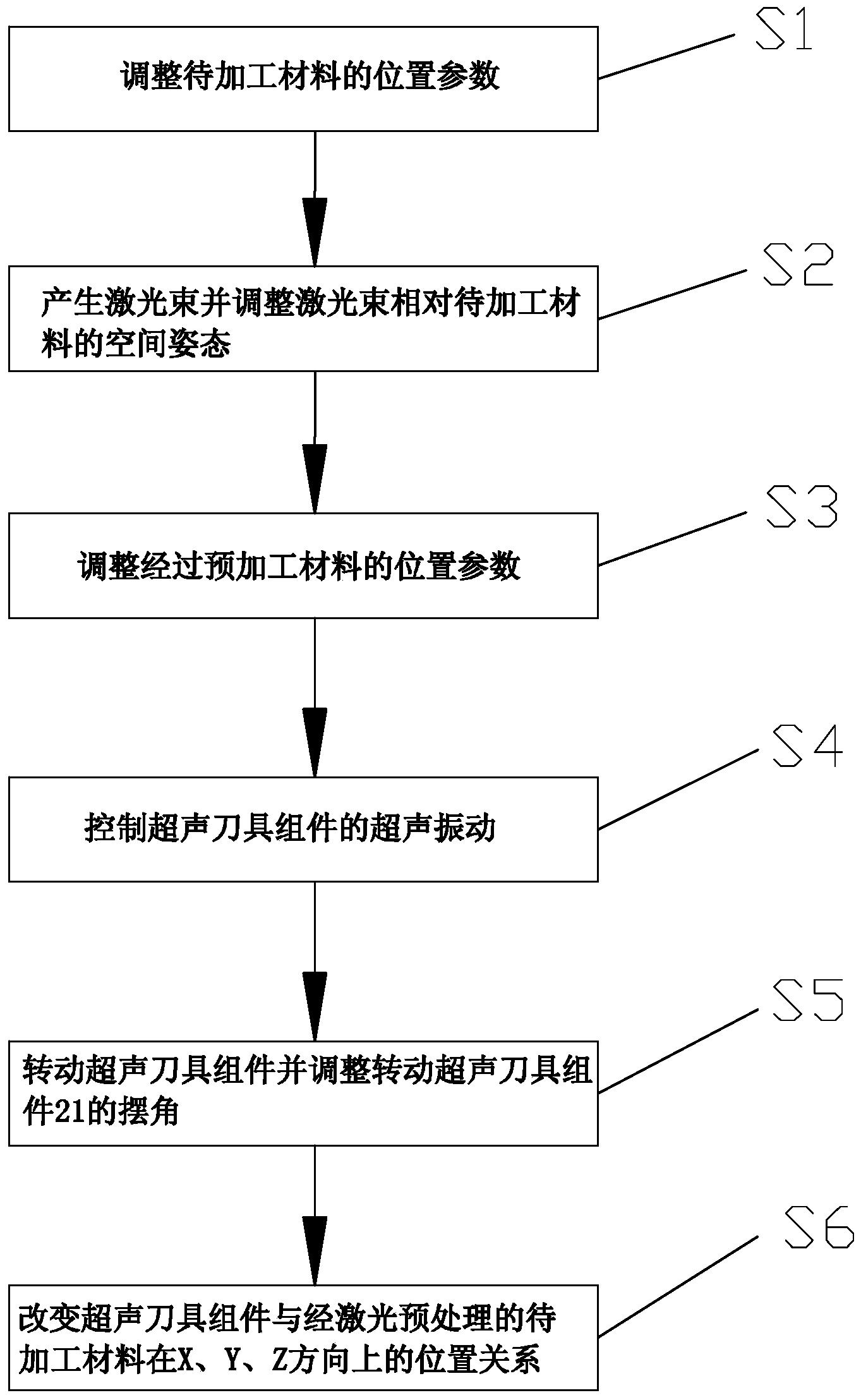
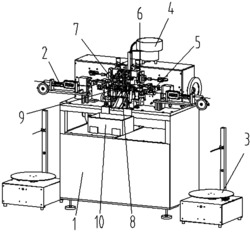
图1为本发明实施例的立体结构示意图;
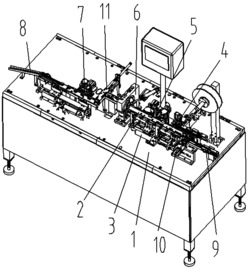
图2为本发明实施例中移除方形护盖后的立体结构示意图;
图3为本发明实施例中推料装置的立体结构示意图;
图4为本发明实施例中盘式送料机构的立体结构示意图;
图5为本发明实施例中车床加工机构的立体结构示意图;
图6为本发明实施例中转向机构的立体结构示意图;
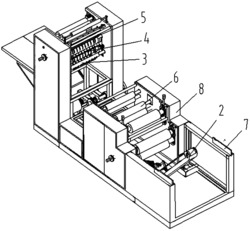
图7为本发明实施例中组合加工机构的立体结构示意图;
图8为本发明实施例中组合加工机构另一角度的立体结构示意图;
图中,1为自动送料盘,2为主控电箱,3为方形护盖,4为主控面板,5为盘式送料机构,501为圆形转盘,502为转盘电机,503为夹料机械手,6为车床加工机构,601为进刀台,602为刀座,603为合金刀片,604为刀片电机,605为压料杆,606为弹簧,7为转向机构,701为转向支撑座,702为下料机械手,703为滑料槽,704为下料气缸,705为下料槽,706为下料挡板,8为组合加工机构,801为X轴移动平台,802为Y轴移动平台,803为移料卡板,804为压盘,805为自动千分表,806为检测气缸,807为上倒圆角组件,808为下倒圆角组件,809为砂纸皮带,810为打磨电机,811为逆向电机,812为定位转轴,813为出料滑槽,9为推料装置,901为推料气缸,902为推料板,903为挡料板,904为挡料气缸,10为圆形金属罩。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述。
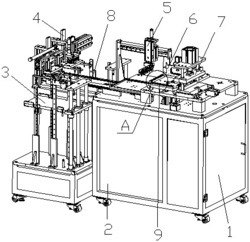
本实施例,参照图1~图8,其具体实施的圆形金属罩的自动加工设备包括自动送料盘1和自动加工主机,自动送料盘1用于自动传送圆形金属罩10,自动送料盘1位于自动加工主机的旁边。
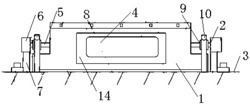
如图1所示,自动加工主机包括机架,机架的底部设有主控电箱2,机架的顶部设有加工平台和方形护盖3,方形护盖3盖合在加工平台的上方,加工平台设置于主控电箱2的顶面,方形护盖3的前端设有主控面板4,加工平台包括盘式送料机构5、车床加工机构6、转向机构7和组合加工机构8。
如图4所示,盘式送料机构5包括竖立设置的圆形转盘501、用于安装圆形转盘501的转盘支架和转盘电机502,转盘电机502与主控电箱2进行电性连接,转盘支架固定安装在主控电箱2的顶面,转盘电机502用于带动圆形转盘501转动,圆形转盘501的前端均匀设有三个结构相同的夹料机械手503,三个夹料机械手503对应的工位分别为取料工位、加工工位和放料工位,取料工位、加工工位及放料工位分别沿顺时针方向排列。
自动送料盘1的末端为下料端,下料端上设有带来料传感器且可向后推料的推料装置9,取料工位位于推料装置9的后方,如图3所示,推料装置9由推料气缸901、推料板902、挡料板903和挡料气缸904构成,推料板902安装在推料气缸901的伸缩杆上,推料气缸901为两段动作气缸,分别为预备推料动作和完整推料动作,推料板902穿入下料端并可沿下料端进行横向移动,挡料板903安装在挡料气缸904的伸缩杆上,且位于推料板902的正后方及位于取料工位的正前方,工作时,推料气缸901动作带动推料板902推动一个圆形金属罩10贴紧至挡料板903,实现预备动作,接着挡料气缸904感应到预备动作后带动挡料板903向上动作,然后推料气缸901继续动作推动圆形金属罩10送入取料工位,实现完整推料动作。
如图5所示,车床加工机构6及转向机构7均位于盘式送料机构5的前方,车床加工机构6包括进刀台601、刀座602、合金刀片603和刀片电机604,刀片电机604与主控电箱2进行电性连接,合金刀片603安装在刀座602的后端,刀片电机604的转动轴通过传动链条与刀座602进行同步连接,当刀片电机604动作时,带动刀座602及合金刀片603进行高速转动,刀座602位于加工工位的前方,进刀台601安装在主控电箱2的顶面,刀座602及刀片电机604均设置于进刀台601上,进刀台601的底部设有可控制前后移动的丝杆进刀平台。刀座602的中心设有往后延伸的压料杆605,压料杆605安装后与刀座602分离,使压料杆605不被刀座602带动,压料杆605的外围套装有弹簧606,使压料杆605可向前回弹,工作时,进刀台601向后移动进刀,压料杆605先压紧圆形金属罩10,接着合金刀片603高速转动对圆形金属罩10进行加工。
如图6所示,转向机构7包括转向支撑座701、下料机械手702和滑料槽703,下料机械手702安装在转向支撑座701的顶部,下料机械手702位于放料工位的前方,滑料槽703的上端安装在下料机械手702的正下方,通过控制下料机械手702来夹取圆形金属罩10进行下料,使圆形金属罩10竖向掉落至滑料槽703的上端,滑料槽703的下端向下延伸至组合加工机构8,从滑料槽703的上端沿滑料槽703的下端向前扭转,使滑料槽703的上端开口向上,滑料槽703的下端开口向前。下料机械手702的下方还设置有下料装置,下料装置包括下料气缸704、下料槽705和下料挡板706,下料气缸704竖向安装在转向支撑座701上,下料槽705安装在下料气缸704的伸缩杆上,由下料气缸704带动进行升降动作,下料槽705向下倾斜并与滑料槽703的顶端进行连接,且下料槽705位于下料机械手702的正下方,下料挡板706安装在滑料槽703的顶端顶面,工作时,下料机械手702松开圆形金属罩10使其自然掉落至下料槽705上,圆形金属罩10被下料挡板706挡住,下料气缸704动作带动下料槽705下降,同时带动圆形金属罩10下降,圆形金属罩10不再受下料挡板706的阻挡,从而使圆形金属罩10沿滑料槽703自然滚落。
如图7和图8所示,组合加工机构8包括平面移料平台、检测装置、倒圆角装置和去毛刺装置,平面移料平台由移料卡板803、X轴移动平台801和Y轴移动平台802构成,X轴移动平台801设置于Y轴移动平台802的上方,由Y轴移动平台802带动进行Y轴方向移动,平面移料平台的中部横向向前设置有滑料平板,移料卡板803横向设置于X轴移动平台801的顶部,由X轴移动平台801带动进行X轴方向移动,且移料卡板803位于滑料平板的上方,滑料平板的表面从后往前依次设置有接料工位、检测工位、第一过渡工位、倒圆角工位、第二过渡工位和去毛刺工位,并在滑料平板的前端设有出料滑槽813,接料工位的上方设有来料传感器,且接料工位与滑料槽703的底端连接,检测装置设置于检测工位的正上方,倒圆角装置包括结构相同的上倒圆角组件807和下倒圆角组件808,上倒圆角组件807位于倒圆角工位的正上方,下倒圆角组件808位于倒圆角工位的正下方,去毛刺装置设置于去毛刺工位旁,用于对圆形金属罩10的侧面进行打磨去毛刺;移料卡板803的表面设有六个结构相同且开口向右的卡位,每个卡位用于配对容纳并卡住圆形金属罩10,六个卡位分别与接料工位、检测工位、第一过渡工位、倒圆角工位、第二过渡工位及去毛刺工位相对应,工作时,Y轴移动平台802动作控制移料卡板803向右移动时,即可配对卡入圆形金属罩10,接着X轴移动平台801动作控制移料卡板803向前移动时,即可带动圆形金属罩10向前移动至下一工位,然后再由Y轴移动平台802动作控制移料卡板803向左移动复位,最后由X轴移动平台801动作控制移料卡板803向后移动复位。
检测装置包括压盘804、自动千分表805和检测气缸806,自动千分表805用于检测圆形金属罩10的加工精度,检测气缸806竖直设置于检测工位的上方,压盘804及自动千分表805均安装在检测气缸806的伸缩杆上,当检测气缸806动作时,带动压盘804向下压紧圆形金属罩10,同时带动千分表的触头与圆形金属罩10接触,以实现检测,检测工位的底部还设置有不良品回收装置,当检测不合格时,不良品回收装置动作,使不良品自然掉落进行回收。
去毛刺装置包括砂纸皮带809、同步轮、打磨电机810、逆向转盘、逆向电机811和可上下升降的定位转轴812,砂纸皮带809通过同步轮与打磨电机810进行同步连接,由打磨电机810带动砂纸皮带809滚动,砂纸皮带809的一端贴近圆形金属罩10的侧面,逆向转盘设置于去毛刺工位的底部,定位转轴812设置于去毛刺工位的正上方,当定位转轴812下降时与圆形金属罩10的中心进行连接定位,逆向转盘通过传动皮带与逆向电机811进行连接,逆向电机811的转动方向与打磨电机810的转动方向相反。
加工平台包括盘式送料机构5、车床加工机构6、转向机构7和组合加工机构8,组合加工机构8平面移料平台、检测装置、倒圆角装置和去毛刺装置,使其整体可实现全自动加工,包括车削加工、自动检测、自动倒圆角和自动去毛刺等工序,将多道工序组合在一台设备中,且实现全自动控制,可显著提高产品的加工效率及加工精度,全自动工作可节省多道由人工操作的工序,同时可节省大量人工成本,另外,加工平台中各工序结构紧凑,动作连贯,可很大程度地节省空间和设备的生产成本。
以上内容是结合具体的优选实施例对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应视为本发明的保护范围。
圆形金属罩的自动加工设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0