

IPC分类号 : B22D19/00,B22D19/08,C23C2/04,C23C16/06,C23C28/02









专利摘要
本发明为一种陶瓷/金属复合层的铸造方法,包括如下步骤:1)对陶瓷预制体进行表面活化处理;2)对陶瓷预制体进行热浸;3)采用失蜡铸造工艺,实现陶瓷预制体与金属的复合。本发明以陶瓷为预制体,在陶瓷与金属之间浸镀有梯度分布的颗粒过渡层,使金属液与陶瓷预制体能更好的结合,为陶瓷金属复层铸造提供了新的方法。通过化学气相沉积的方法,在陶瓷预制体表面制备金属涂层,改善陶瓷预制体与金属液之间的界面不润湿问题,使两者更好的结合。在陶瓷预制体与金属之间添加梯度分布的颗粒过渡层,可以减少由金属与陶瓷的热膨胀系数相差大,热导率相差大而引起的裂纹等铸造缺陷,使金属与陶瓷的结合处结构均匀致密完整。
权利要求
1.一种陶瓷/金属复合层的铸造方法,其特征在于,包括以下步骤:
1)对陶瓷预制体进行表面活化处理:用化学气相沉积技术,在陶瓷预制体表面制备金属涂层;金属涂层为Ni、Cu、Cr中的任意一种;
2)对陶瓷预制体进行热浸:在融化的金属液中加入陶瓷颗粒,通过搅拌电磁炉进行电磁搅拌,使两者呈现梯度分布,再放入陶瓷预制体,在陶瓷预制体表面形成梯度分布的颗粒过渡层;金属液为铸铁、铝中的任意一种;
3)采用失蜡铸造工艺,实现陶瓷预制体与金属的复合:采用蜂蜡模型,将沉积有颗粒过渡层的陶瓷预制体固定在模型上,再进行金属液浇铸成型,形成陶瓷/金属复合层。
2.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤1)中,陶瓷预制体为SiC、Si
3.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤2)中,陶瓷颗粒为SiC、Si
4.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤2)中,在融化的金属液中加入陶瓷颗粒,加入的陶瓷颗粒的体积占金属液体积的20%-50%,陶瓷颗粒在颗粒过渡层中是梯度分布的。
5.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤2)中,电磁搅拌的搅拌电流550A,搅拌频率6Hz,搅拌时间30min。
6.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤2)中,颗粒过渡层的厚度为5-8 mm。
7.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:陶瓷预制体的形状为长方体状。
8.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤3)的失蜡铸造工艺具体为:在蜡模上设置有与陶瓷预制体形状相对应的凹部,将蜡模与浇冒口模型组合粘结在一起,形成模型簇后,再将浸有颗粒过渡层的陶瓷预制体放入蜡模相应的凹部内,再用粘结剂在陶瓷预制体露出的表面粘结固定一根铁钉;对固定好陶瓷预制体的蜡模表面涂刷耐火涂料,并使涂层厚度为1-2mm,将蜡模置于50℃的烘箱中烘干,之后再继续涂刷耐火涂料,再烘干,反复进行三次;然后将蜡模埋入砂箱中且陶瓷预制体上的铁钉插入砂箱以实现整个浇注过程中对陶瓷预制体的固定;进行脱蜡,型壳焙烧,将砂箱封闭,抽真空,然后浇注金属液,冷却后,金属将陶瓷预制体紧紧包裹,陶瓷与金属凝为一体,形成陶瓷/金属复合层,最后进行表面清理,去除浇铸毛边即可。
9.根据权利要求1所述的陶瓷/金属复合层的铸造方法,其特征在于:步骤2)中,电磁搅拌的装置包括炉体,炉体内设置有炉膛,炉体顶部设置有炉盖,炉盖上安装有伸至炉膛内的通气管和测温电偶,炉体外壁设置有冷却水夹套,冷却水夹套外设置有搅拌线圈。
说明书
技术领域
本发明涉及陶瓷金属复层铸造技术领域,具体是一种陶瓷/金属复合层的铸造方法。
背景技术
随着社会的不断发展,工业化进程的不断推进,材料在各行各业中发挥的作用越来越大,越来越需要先进的材料来获得所需的性质,尤其是陶瓷金属复合材料被广泛应用在航空航天、信息发展、国家防护等高新技术方面。陶瓷材料不仅硬度高、抗冲击载荷及抗磨粒磨损能力强,在陶瓷材料表面镀覆合金层后与基体金属结合具有良好的抗界面腐蚀、磨损性能,且与金属基体液的润湿性能很好的提高,若能得到实际应用,必能产生经济价值。陶瓷基金属复合材料由于具有比强度高,比刚度高,膨胀系数低,耐磨性优等优点而成为广大研究者的研究热点。
目前陶瓷金属复合材料的制备方法主要集中在粉末冶金法、喷射沉积法和挤压铸造法等传统的方法,然而这些工艺所制备的陶瓷金属复合材料仍存在一定的缺陷,其主要问题是难以制备出空间结构复杂的预制体、陶瓷金属复合层的结合强度低、结合效果差。因此陶瓷金属复合材料的制作过程还需要进一步的研究与完善,而且目前的金属陶瓷体系也限制了其更为广泛的应用。
发明内容
本发明的目的是为了解决上述现有技术中存在的问题,而提供一种陶瓷/金属复合层的铸造方法。本发明方法是在预先做出合理结构设计的陶瓷预制体表面制备梯度分布的颗粒过渡层,实现陶瓷预制体与金属的良好结合,提高综合性能。
本发明是通过如下技术方案实现的:
一种陶瓷/金属复合层的铸造方法,包括以下步骤:
1)对陶瓷预制体进行表面活化处理:用化学气相沉积技术,在陶瓷预制体表面制备金属涂层;
2)对陶瓷预制体进行热浸:在融化的金属液中加入陶瓷颗粒,通过搅拌电磁炉进行电磁搅拌,使两者呈现梯度分布,再放入陶瓷预制体,在陶瓷预制体表面形成梯度分布的颗粒过渡层;梯度分布的颗粒过渡层是指靠近陶瓷预制体的部分,陶瓷颗粒的含量高、金属的含量低,远离陶瓷预制体的部分(即靠近金属的部分),陶瓷颗粒的含量低、金属的含量高;
3)采用失蜡铸造工艺,实现陶瓷预制体与金属的复合:采用蜂蜡模型,将沉积有颗粒过渡层的陶瓷预制体固定在模型上,再进行金属液浇铸成型,形成陶瓷/金属复合层。
作为优选的技术方案,步骤1)中,陶瓷预制体为SiC、Si3N4中的任意一种,金属涂层为Ni、Cu、Cr中的任意一种,金属涂层厚度为10-40μm。
作为优选的技术方案,步骤2)中,金属液为铸铁、铝中的任意一种,陶瓷颗粒为SiC、Si3N4中的任意一种。
作为优选的技术方案,步骤2)中,在融化的金属液中加入陶瓷颗粒,加入的陶瓷颗粒的体积占金属液体积的20%-50%,陶瓷颗粒在颗粒过渡层中是梯度分布的。
作为优选的技术方案,步骤2)中,电磁搅拌的搅拌电流550A,搅拌频率6Hz,搅拌时间30min。
作为优选的技术方案,步骤2)中,颗粒过渡层的厚度为5-8 mm。
作为优选的技术方案,步骤2)中,搅拌电磁炉包括炉体,炉体内设置有炉膛,炉体顶部设置有炉盖,炉盖上安装有伸至炉膛内的通气管和测温电偶,炉体外壁设置有冷却水夹套,冷却水夹套外设置有搅拌线圈。电磁搅拌是利用旋转电磁场在金属液中产生感应电流,金属液在洛仑兹力的作用下产生运动,从而推动金属液定向流动,起到对金属液搅拌的作用。
作为优选的技术方案,陶瓷预制体的形状为长方体状。
作为优选的技术方案,步骤3)的失蜡铸造工艺包括:制备蜡模、制壳、脱蜡、浇注、清理,具体为:在蜡模上设置有与陶瓷预制体形状相对应的凹部,将蜡模与浇冒口模型组合粘结在一起,形成模型簇后,再将浸有颗粒过渡层的陶瓷预制体放入蜡模相应的凹部内,再用粘结剂在陶瓷预制体露出的表面粘结固定一根铁钉;对固定好陶瓷预制体的蜡模表面涂刷耐火涂料,并使涂层厚度为1-2mm,将蜡模置于50℃的烘箱中烘干,之后再继续涂刷耐火涂料,再烘干,反复进行三次;然后将蜡模埋入砂箱中且陶瓷预制体上的铁钉插入砂箱以实现整个浇注过程中对陶瓷预制体的固定;进行脱蜡,型壳焙烧,将砂箱封闭,抽真空,然后浇注金属液,冷却后,金属将陶瓷预制体紧紧包裹,陶瓷与金属凝为一体,形成陶瓷/金属复合层,最后进行表面清理,去除浇铸毛边即可。
作为优选的技术方案,在脱蜡处理完成后,进行型壳焙烧时,型壳的焙烧温度接近陶瓷预制体的预热温度。
本发明的有益效果如下:
1)本发明以陶瓷为预制体,在陶瓷与金属之间浸镀有梯度分布的颗粒过渡层,使金属液与陶瓷预制体能更好的结合,为陶瓷金属复层铸造提供了新的方法。
2)通过化学气相沉积的方法,在陶瓷预制体表面制备金属涂层,改善陶瓷预制体与金属液之间的界面不润湿问题,使两者更好的结合。
3)在陶瓷预制体与金属之间添加梯度分布的颗粒过渡层,可以减少由金属与陶瓷的热膨胀系数相差大,热导率相差大而引起的裂纹等铸造缺陷,使金属与陶瓷的结合处结构均匀致密完整。
4)进行型壳焙烧时的焙烧温度接近陶瓷预制体的预热温度,可以使陶瓷预制体得到充分的预热,提高铸件的质量。
附图说明
此处的附图用来提供对本发明的进一步说明,构成本申请的一部分,本发明的示意性实施例及其说明用来解释本发明,并不构成对本发明的不当限定。
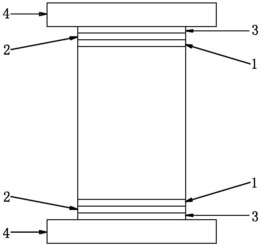
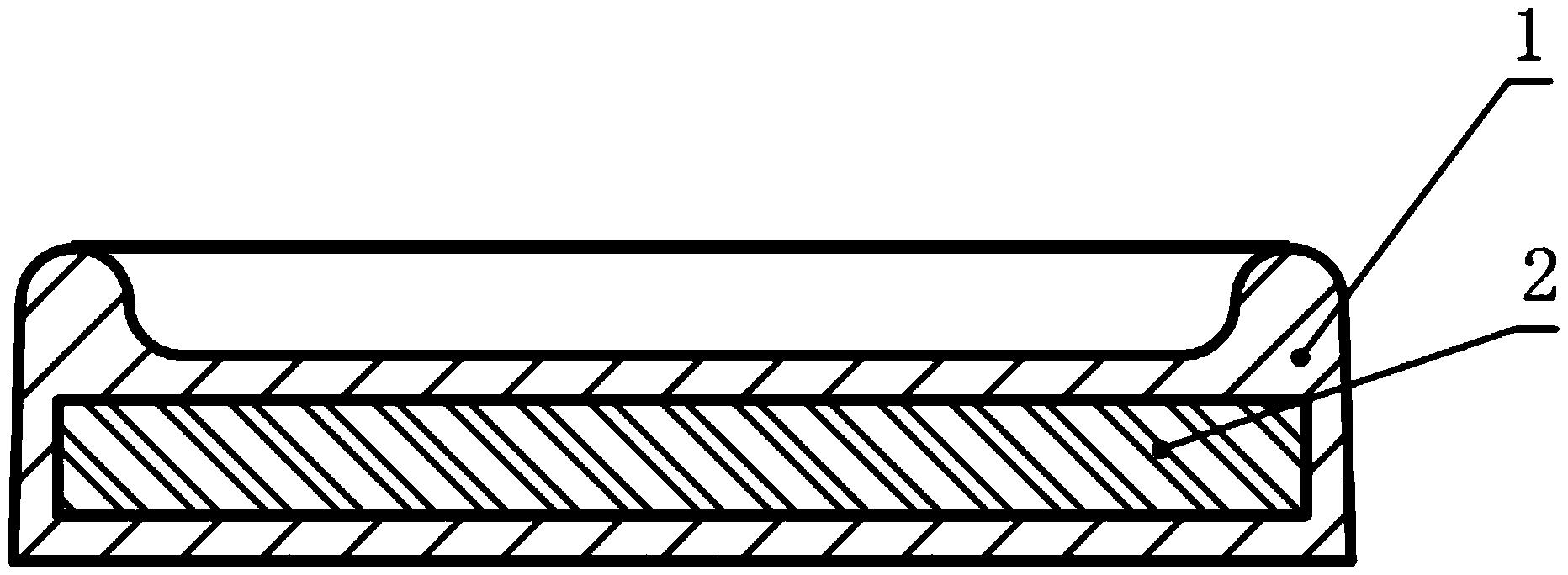
图1为本发明方法制备得到的陶瓷/金属复合层的结构示意图。
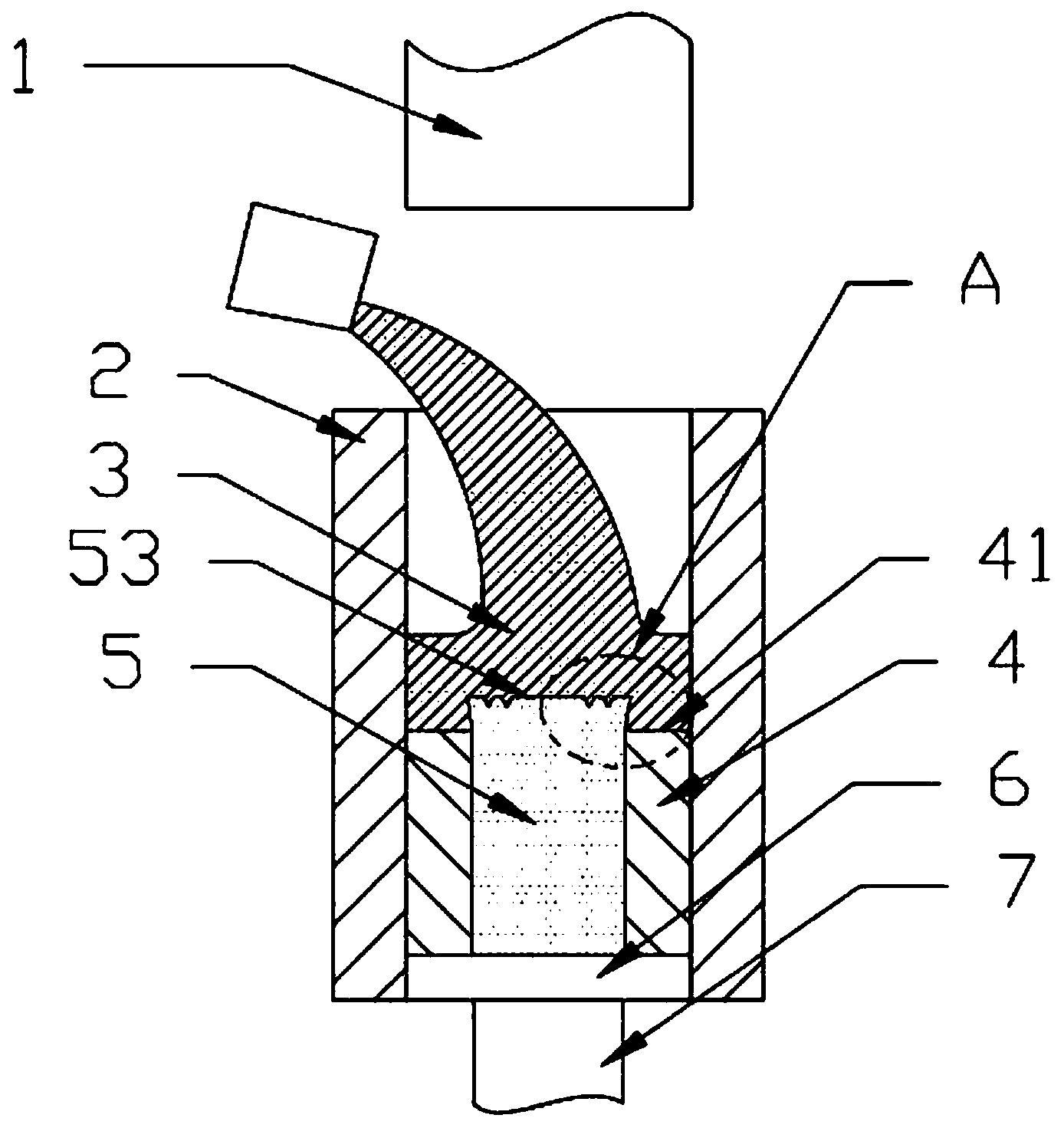
图2为搅拌电磁炉的结构简图。
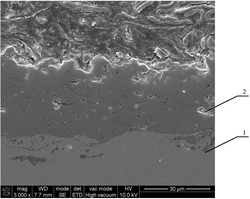
图3为SiC陶瓷/铝复层结构微观组织。
图4为Si3N4陶瓷/铸铁复层结构微观组织。
图中:1-陶瓷预制体、2-颗粒过渡层、3-金属、4-炉体、5-炉膛、6-炉盖、7-通气管、8-测温电偶、9-冷却水夹套、10-搅拌线圈。
具体实施方式
为了使本领域技术人员更好的理解本发明,以下结合参考附图并结合实施例对本发明作进一步清楚、完整的说明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
一种陶瓷/金属复合层的铸造方法,包括以下步骤:
1)对陶瓷预制体1进行表面活化处理:用化学气相沉积技术,在陶瓷预制体1表面制备金属涂层;其中,陶瓷预制体1的形状为长方体状,陶瓷预制体1采用SiC陶瓷或Si3N4陶瓷,金属涂层为Ni、Cu或Cr,金属涂层4厚度为10-40μm。
2)对陶瓷预制体1进行热浸:在融化的金属液中加入陶瓷颗粒,通过搅拌电磁炉进行电磁搅拌,使两者呈现梯度分布,再放入陶瓷预制体1,在陶瓷预制体1表面形成梯度分布的颗粒过渡层2;梯度分布的颗粒过渡层是指靠近陶瓷预制体1的部分,陶瓷颗粒的含量高、金属的含量低,远离陶瓷预制体1的部分,陶瓷颗粒的含量低、金属的含量高;其中,金属液为铸铁或铝,陶瓷颗粒为SiC陶瓷颗粒或Si3N4陶瓷颗粒,颗粒过渡层的厚度为5-8 mm;在融化的金属液中加入陶瓷颗粒,加入的陶瓷颗粒的体积占金属液体积的20%-50%,陶瓷颗粒在颗粒过渡层中是梯度分布的;电磁搅拌的搅拌电流为550A,搅拌频率为6Hz,搅拌时间为30min;搅拌电磁炉结构如图2所示,其包括炉体4,炉体4内设置有炉膛5,炉体4顶部设置有炉盖6,炉盖6上安装有伸至炉膛5内的通气管7和测温电偶8,炉体4外壁设置有冷却水夹套9,冷却水夹套9外设置有搅拌线圈10。电磁搅拌是利用旋转电磁场在金属液中产生感应电流,金属液在洛仑兹力的作用下产生运动,从而推动金属液定向流动,起到对金属液搅拌的作用。
3)采用失蜡铸造工艺,实现陶瓷预制体1与金属3的复合:采用蜂蜡模型,将沉积有颗粒过渡层2的陶瓷预制体1固定在模型上,再进行金属液浇铸成型,形成陶瓷/金属复合层,结构如图1所示;其中,失蜡铸造工艺具体为:在蜡模上设置有与陶瓷预制体1形状相对应的凹部,将蜡模与浇冒口模型组合粘结在一起,形成模型簇后,再将浸有颗粒过渡层2的陶瓷预制体1放入蜡模相应的凹部内,再用粘结剂在陶瓷预制体1露出的表面粘结固定一根铁钉;对固定好陶瓷预制体1的蜡模表面涂刷耐火涂料,并使涂层厚度为1-2mm,将蜡模置于50℃的烘箱中烘干,之后再继续涂刷耐火涂料,再烘干,反复进行三次;然后将蜡模埋入砂箱中且陶瓷预制体1上的铁钉插入砂箱以实现整个浇注过程中对陶瓷预制体1的固定;进行脱蜡,型壳焙烧,将砂箱封闭,抽真空,然后浇注金属液,冷却后,金属3将陶瓷预制体1紧紧包裹,陶瓷预制体1与金属3凝为一体,形成陶瓷/金属复合层,最后进行表面清理,去除浇铸毛边即可。
以下结合两个具体的实施例对本发明作进一步的说明:
实施例1
将准备好的长方体形SiC陶瓷预制体用砂纸打磨,先后将其放入蒸馏水和无水乙醇中,清洗干净,然后在干燥箱中烘干30分钟,待用。
称取2.0gNiCl26H2O进行脱水处理,在250℃温度下,脱水3h,中间每过1h研磨物料一次,使NiCl26H2O充分脱去残余的H2O,脱水后为黄褐色的无水氯化镍。将脱水后的NiCl2和SiC陶瓷预制体放置于石英管底部,再用带有导管的橡胶塞把石英管管口密封好,之后将石英管平放入程控炉中,抽真空并通入Ar气,反复三次,使石英管内空气尽量排尽且充满较纯的Ar气保护气。整个气相沉积过程将Ar气流量调至200ml/min,设置程控炉以20℃/min的升温速度从常温升至沉积温度1150℃,其中,当温度升至700℃时开始通入H2气,调节H2气的流量为150ml/min,保温60min使物料反应完全;之后继续以设定的升温速度进行升温,直至达到设定的沉积温度。随炉冷却至室温后,关闭H2气和Ar气,将石英管从程控炉中取出,获得表面具有均匀连续,纯度较高的金属Ni涂层的SiC陶瓷预制体。
先将铝融化,进行除气除渣精炼,把精炼后的铝液转移到坩埚中,将坩埚放到搅拌电磁炉保温到设定温度670℃后启动电磁搅拌装置,在设定的磁场参数下进行搅拌,电流550A,频率6Hz,搅拌时间30min,把经过预处理需要加入的SiC陶瓷颗粒用铝箔包好并抽真空,600℃预热,然后用不锈钢丝把包好的颗粒压入到铝液的中部,待铝箔在铝液中完全融化后取出不锈钢丝,待SiC陶瓷颗粒在铝液中形成梯度分布后,把镀有金属涂层的陶瓷预制体插入搅拌的铝液中,定向移动后取出等待冷却。
根据要求设计好蜡模外形尺寸,即在蜡模上设置具有与陶瓷预制体形状相对应的凹部,再将加工好的蜡模与浇冒口模型组合粘结在一起,形成模型簇。将浸有颗粒过渡层的陶瓷预制体放入相应的蜡模凹部,为保证浇注过程中陶瓷预制体不产生漂移,用粘结剂在陶瓷预制体露出的表面粘结固定一根铁钉。对固定好陶瓷预制体的蜡模表面涂刷耐火涂料,并使涂层厚度为1-2mm,将蜡模置于50℃的烘箱中烘干,再涂抹,再烘干,反复三次。然后将模型埋入砂箱中且陶瓷预制体上的铁钉插入砂箱以实现整个浇注过程中对陶瓷预制体的固定,进行脱蜡,型壳焙烧,然后将砂箱封闭,抽真空,然后浇注铝液,浇注的温度为700℃。冷却后,取出铸件,冷却后的金属将陶瓷预制体紧紧包裹,陶瓷与金属凝固成一体,形成陶瓷/金属复合层,得到陶瓷金属复合材料。最后对铸件进行表面清理,去除浇铸毛边即可。
本实施例制备的SiC陶瓷/铝复层结构如图3所示,SiC陶瓷与铝的结合良好,在界面处没有由于金属与陶瓷的热膨胀系数相差大,热导率相差大而引起的裂纹等铸造缺陷。本实施例制备的复合材料的耐磨性得到了很大提高,在发生磨损的过程中,陶瓷以其高硬度高耐磨性抵抗磨料的磨损,充分发挥其“阴影效应”,保护金属基体不受磨料的磨削;同时,金属基体又给嵌入的陶瓷提供有力的支撑,使其不易发生碎裂。
实施例2
将准备好的长方体形Si3N4陶瓷预制体用砂纸打磨,先后将其放入蒸馏水和无水乙醇中,清洗干净,然后在干燥箱中烘干30分钟,待用。
称取2.0g CuCl22H2O进行脱水处理,在250℃温度下,脱水3h,中间每过1h研磨物料一次,使CuCl22H2O充分脱去残余的H2O。将脱水后的CuCl2和Si3N4陶瓷预制体放置于石英管底部,再用带有导管的橡胶塞把石英管管口密封好,之后将石英管平放入程控炉中。抽真空并通入Ar气,反复三次,使石英管内空气尽量排尽且充满较纯的Ar气保护气。整个气相沉积过程将氩气流量调至100ml/min。设置程控炉以5℃/min 的升温速度从常温升至沉积温度850℃,其中,当温度升至300℃时开始通入H2气,调节H2气的流量为50ml/min,保温30min使物料反应完全;之后继续以设定的升温速度进行升温,直至达到设定的沉积温度。随炉冷却至室温后,关闭H2气和Ar气,将石英管从程控炉取出,获得表面具有均匀连续,纯度较高的金属Cu涂层的Si3N4陶瓷预制体。
先将铸铁融化,进行除气除渣精炼,把精炼后的铁液转移到坩埚中,将坩埚放到搅拌电磁炉保温到设定温度1300℃后启动搅拌电磁炉,在设定的磁场参数下进行搅拌,电流550A,频率6Hz,搅拌时间30min,把经过预处理需要加入的Si3N4陶瓷颗粒用铁箔包好并抽真空,1200℃预热,然后用钨丝把包好的颗粒压入到铁液的中部,待铁箔在铁液中完全融化后取出,待Si3N4陶瓷颗粒在铁液中形成梯度分布后,把镀有金属涂层的陶瓷预制体插入搅拌的铁液中,定向移动后取出等待冷却。
根据要求设计好蜡模外形尺寸,即在蜡模上设置具有与陶瓷预制体形状相对应的凹部,再将加工好的蜡模与浇冒口模型组合粘结在一起,形成模型簇。将浸有颗粒过渡层的陶瓷预制体放入相应的消失模凹部,为保证浇注过程中陶瓷预制体不产生漂移,用粘结剂在陶瓷预制体露出的表面粘结固定一根铁钉。对固定好陶瓷预制体的蜡模表面涂刷耐火涂料,并使涂层厚度为1-2mm,将蜡模置于50℃的烘箱中烘干,再涂抹,再烘干,反复三次。然后将模型埋入砂箱中且陶瓷预制体上的铁钉插入砂箱以实现整个浇注过程中对陶瓷预制体的固定,进行脱蜡,型壳焙烧,然后将砂箱封闭,抽真空,然后浇注铁液,浇注的温度为1400℃。冷却后,取出铸件,冷却后的金属将陶瓷预制体紧紧包裹,陶瓷与金属凝固成一体,形成陶瓷/金属复合层,得到陶瓷金属复合材料。最后对铸件进行表面清理,去除浇铸毛边即可。
本实施例制备的Si3N4陶瓷/铸铁复层结构微观组织如图4所示,在陶瓷与金属之间的区域为陶瓷金属复合层,此区域中暗色区域为陶瓷,亮色区域为金属。通过在陶瓷表面镀覆金属涂层,实现了陶瓷预制体与金属在高温下的良好结合,从图4中可以看到,陶瓷与金属的过渡层中陶瓷颗粒与金属的界面结合良好,无宏观裂纹等铸造缺陷,陶瓷以其自身的硬度、耐磨性在整体上提高了复合材料的耐磨强度,促进了复合材料综合性能的提高。
上面是对本发明实施例中的技术方案进行了清楚、完整地描述,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
陶瓷/金属复合层的铸造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0