

IPC分类号 : B21C23/21,B21C27/00,B21C26/00,B21C23/02,B21C31/00,B21C29/00






专利摘要
本发明涉及一种宽幅挤压装置及其挤压工艺,所述挤压装置包括挤压机和测温-冷却系统,其特征在于挤压机具有扁平挤压腔和与之相适应的扁挤压筒外套;挤压筒下设有导轨;与之相对应还具有扁挤压杆和挤压座的组合结构,挤压杆通过挤压座与液压缸的活塞相连接;所述挤压座与挤压杆的结合面的高度和宽度分别等于和不小于所述挤压杆的对应尺寸。本发明采用扁挤压筒,用扁锭作为挤压坯,同时采用扁挤压杆与挤压座的组合结构,实现大规格镁合金、铝合金扁板和宽幅型材的高效率挤压,获得幅面宽度超过750mm的宽幅型材或板材,尤其是克服镁合金轧制成材率低和生产效率低的缺点,高效率地实现万吨挤压机也难以完成的超宽幅型材和板材/板坯的挤压生产。
权利要求
1、一种宽幅挤压装置,包括挤压机和测温-冷却系统,所述挤压机包括挤压筒、挤压杆、主体支撑-定位结构、活动梁、送料机构、液压系统和控制系统;所述主体支撑-定位结构包括由前后横梁、及上下对称的各两根涨力柱固定连接构成的刚性结构,在前横梁的右侧固定安装有模具架,所述模具架位于挤压筒与前横梁之间;液压缸与后横梁固定联接,活塞与活动梁固定联接,所述活动梁套于涨力柱上并随活塞的动作沿涨力柱水平滑动;所述测温-冷却系统位于前横梁左侧的挤压件的出口位置;其特征在于:
所述挤压筒具有扁平挤压腔和与之相适应的扁挤压筒外套;所述扁挤压筒外套具有椭圆截面;
所述挤压筒下还设有导轨,所述导轨与主体支撑-定位结构具有同一地基和同一中轴线;
所述的挤压杆具有与所述扁挤压腔相适应的扁形横截面,并通过挤压座与液压缸的活塞相连接;所述挤压座与挤压杆的结合面的高度和宽度分别等于和不小于所述挤压杆的对应尺寸。
2、根据权利要求1所述的宽幅挤压装置,其特征在于所述的液压系统是组合液压系统,包括主液压缸和两个副液压缸并分别与后横梁固定连接,主活塞和副活塞则分别与活动梁固定连接,并且主活塞通过挤压座与挤压杆相连接。
3、一种宽幅型材和板材的挤压工艺,包括如下过程:
(1)安装模具:将模具安装于模具架上;
(2)准备扁平毛坯:扁平毛坯经表面去渣,预处理后,由送料机构送入挤压筒前;
(3)扁平毛坯进入扁平挤压腔:采用组合液压系统,主油缸打开,副油缸动作,带动活动梁前移,通过挤压座推动挤压杆前移并将所述扁平毛坯送入与之尺寸相当的扁平挤压腔内;
(4)合模:主油缸全开,副油缸继续动作,挤压筒在挤压杆的推动下沿其下导轨前移,与安装于前横梁上的模具架对中,完成合模;
(5)挤压成型:主副油缸同时动作,挤压杆与活动梁同步前移,坯料经模具挤出,形成挤压件并从前横梁外侧出口送出;
(6)测温及冷却:在所述前横梁外侧出口处,测温-冷却系统实时启动,并根据实际出口温度控制冷却强度;
(7)牵引机通过夹持部件夹紧挤压件,对挤压件施加一足够大张力,保证挤压件平直不发生弯曲或翘曲,并移离操作台;
(8)剪裁修整:剪裁机对挤压件进行剪裁去边的修整;
(9)复位:主、副油缸回油,挤压杆—活动梁向右退回初始位置;挤压筒沿其导轨后退至初始位置;安装于前横梁右侧上方的剪刀动作,剪除模具上残留的坯料,使模具架-模具回复准备挤压的状态。
4、根据权利要求3所述的宽幅型材和板材的挤压工艺,其特征在于所述的扁平挤压腔是侧面为圆弧的矩形扁平内腔,高×宽=(200~300)×(700~800)mm,所述扁平毛坯是形状尺寸与之相一致的镁合金退火铸锭;所述组合液压系统的总的公称压力为4500~8000吨;所述牵引机的水平牵引力≥200吨。
说明书
技术领域技术领域
本发明涉及挤压设备及挤压工具,尤其涉及一种宽幅挤压装置及挤压工艺。
技术背景背景技术
镁合金作为最轻的高性能结构材料,其大规格板材、型材在航空航天器制造、交通运输装备,特别是现代轨道交通运输装备制造中有着极好的应用前景,如可用作地板、门板等结构。然而由于大规格板材和型材在市场上极为罕见,且价格高昂,急需从技术和装备层面上解决这一问题。如大家所知,由于镁合金内部密排六方的晶体结构特征,使其在常规条件下塑性加工阻力大于铝合金,如表1所示;现有镁合金板材生产沿用铝合金的生产技术,即铸锭开坯、热轧、冷轧,而在轧制中,大规格镁合金铸锭开坯困难,易于开裂、道次压下量有限且不同道次最佳压下量要求不同、需要多次中间加热(退火)、边裂现象比较普遍,每道次轧制都需要切边,造成了低效率、低成材率、高成本等弊端。常规镁合金型材挤压,目前采用常规挤压设备,由于挤压筒为圆柱形,所生产的型材宽度受到挤压筒直径的限制,即使国内外目前最大的万吨挤压机,最大挤压筒直径也只有550mm,所挤压铝合金型材的最大宽度只能达到600mm;则对于宽幅大规格型材,如外形尺寸为25mm×700mm×30000mm的中空扁型材,其生产加工几乎无法实现,如前所述,镁合金的塑性加工变形能力低于铝合金,挤压镁合金超宽幅板材和超宽幅型材时所能实现的锭坯展宽比例受到锭坯直径的约束,而锭坯直径取决于挤压筒直径;传统挤压筒直径由挤压机的最大挤压能力决定。因此采用传统挤压设备无法实现宽幅大规格板材和型材的挤压。采用超宽幅挤压方法生产宽幅板坯和宽幅型材,将从根本上解决这一技术瓶颈。表1:可挤压材料特性
发明内容
鉴于现有技术所存在的上述问题,本发明旨在提供一种宽幅挤压装置及挤压工艺,以从根本上解决这一技术瓶颈,从而高效率地实现万吨挤压机也难以完成的宽幅大规格型材和板材/板坯的挤压生产。
本发明的技术解决方案是这样实现的:
一种宽幅挤压装置,包括挤压机和测温-冷却系统,所述挤压机包括挤压筒、挤压杆、主体支撑-定位结构、活动梁、送料机构、液压系统和控制系统;所述主体支撑-定位结构包括由前后横梁、及上下对称的各两根涨力柱固定连接构成的刚性结构,在前横梁的右侧固定安装有模具架,所述模具架位于挤压筒与前横梁之间;液压缸与后横梁固定联接,活塞与活动梁固定联接,所述活动梁套于涨力柱上并随活塞的动作沿涨力柱水平滑动;所述测温-冷却系统位于前横梁左侧的挤压件的出口位置;其特征在于:
所述挤压筒具有扁平挤压腔和与之相适应的扁挤压筒外套;所述扁挤压筒外套具有椭圆截面;
所述挤压筒下还设有导轨,所述导轨与主体支撑-定位结构具有同一地基和同一中轴线;
所述的挤压杆具有与所述扁挤压腔相适应的扁形横截面,并通过挤压座与液压缸的活塞相连接;所述挤压座与挤压杆的结合面的高度和宽度分别等于和不小于所述挤压杆的对应尺寸。
所述的液压系统是组合液压系统,包括主液压缸和两个副液压缸并分别与后横梁固定连接,主活塞和副活塞则分别与活动梁固定连接,并且主活塞通过挤压座与挤压杆相连接。
一种宽幅型材和板材的挤压工艺,包括如下过程:
(1)安装模具:将模具安装于模具架上;
(2)准备扁平毛坯:扁平毛坯经表面去渣,预处理后,由送料机构送入挤压筒前;
(3)扁平毛坯进入扁平挤压腔:采用组合液压系统,主液压缸打开,副液压缸动作,带动活动梁前移,通过挤压座推动挤压杆前移并将所述扁平毛坯送入与之尺寸相当的扁平挤压腔内;
(4)合模:主液压缸全开,副液压缸继续动作,挤压筒在挤压杆的推动下沿其下导轨前移,与安装于前横梁上的模具架对中,完成合模;
(5)挤压成型:主副液压缸同时动作,挤压杆与活动梁同步前移,坯料经模具挤出,形成挤压件并从前横梁外侧出口送出;
(6)测温及冷却:在所述前横梁外侧出口处,测温-冷却系统实时启动,并根据实际出口温度控制冷却强度;
(7)剪裁修整:剪裁机对挤压件进行剪裁去边的修整;
(8)牵引机通过夹持部件夹紧挤压件移离操作台。
所述的扁平挤压腔是侧面为圆弧的矩形扁平内腔,高×宽=(200~300)×(700~800)mm,所述扁平毛坯是形状尺寸与之相一致的镁合金退火铸锭;所述组合液压系统的总公称压力为4500~8000吨;所述牵引机的水平牵引力≥200吨。
相比现有技术,本发明的有益效果是显而易见的:
由于本发明采用扁挤压筒,用扁锭作为挤压坯,同时采用扁挤压杆与挤压座的组合结构,大大改善了挤压过程中的流场分布,显著降低了实际挤压比,有效减小了实际挤压力和设备的复杂程度,降低了挤压设备动力源功率,使4500~8000吨的常规商业液压源可用于宽幅挤压,使得整体设备的建造成本下降40%~50%,可实现大规格镁合金、铝合金扁板和宽幅型材的高效率挤压,获得幅面宽度超过750mm的宽幅型材或板材,尤其是克服镁合金轧制成材率低和生产效率低的缺点,高效率地实现万吨挤压机也难以完成的超宽幅型材和板材/板坯的挤压生产。
附图说明附图说明
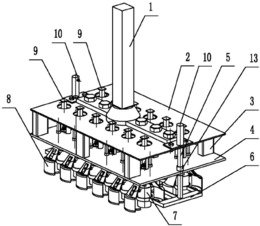
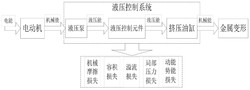
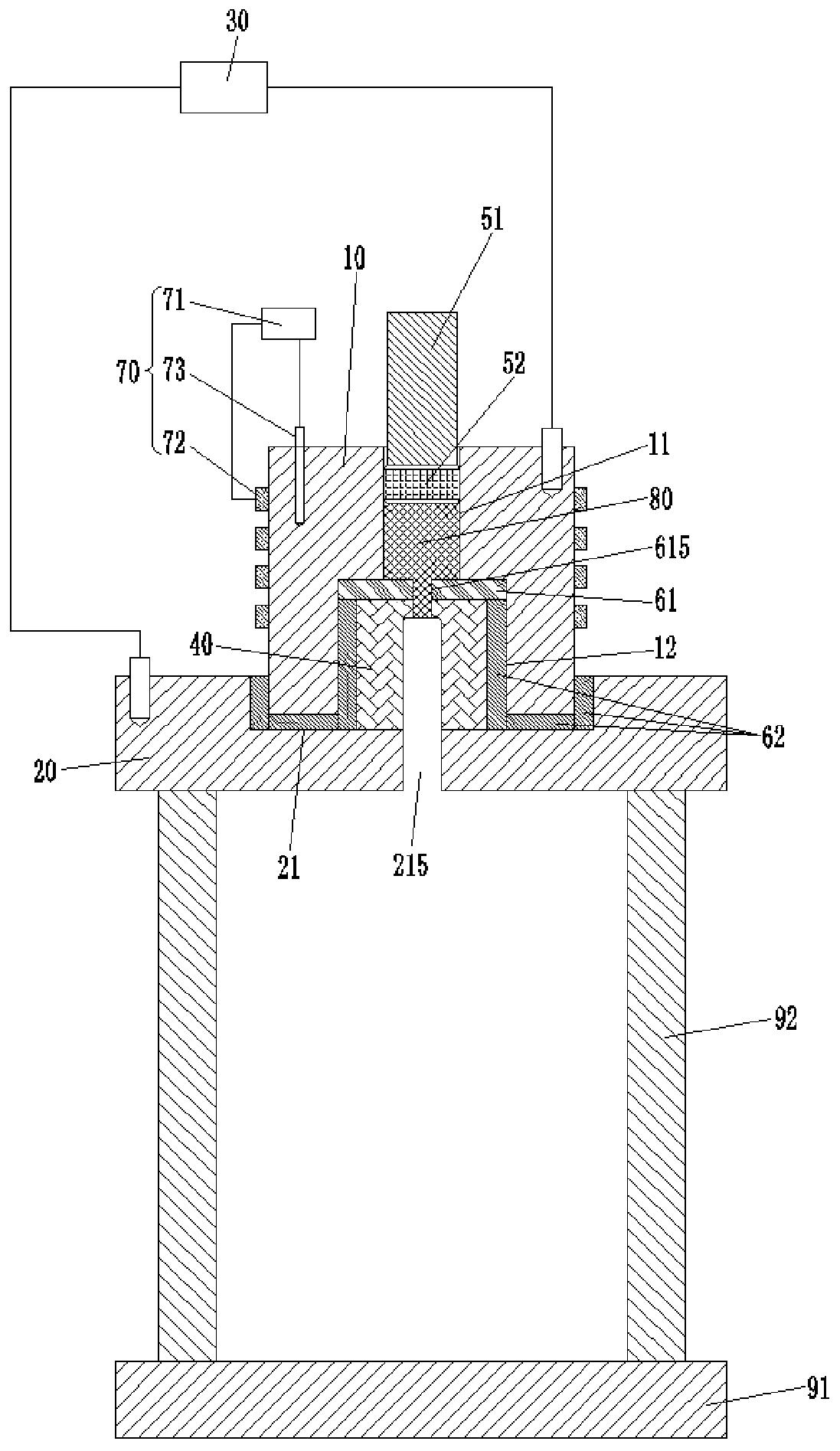
图1是实施例的宽幅挤压装置示意图;
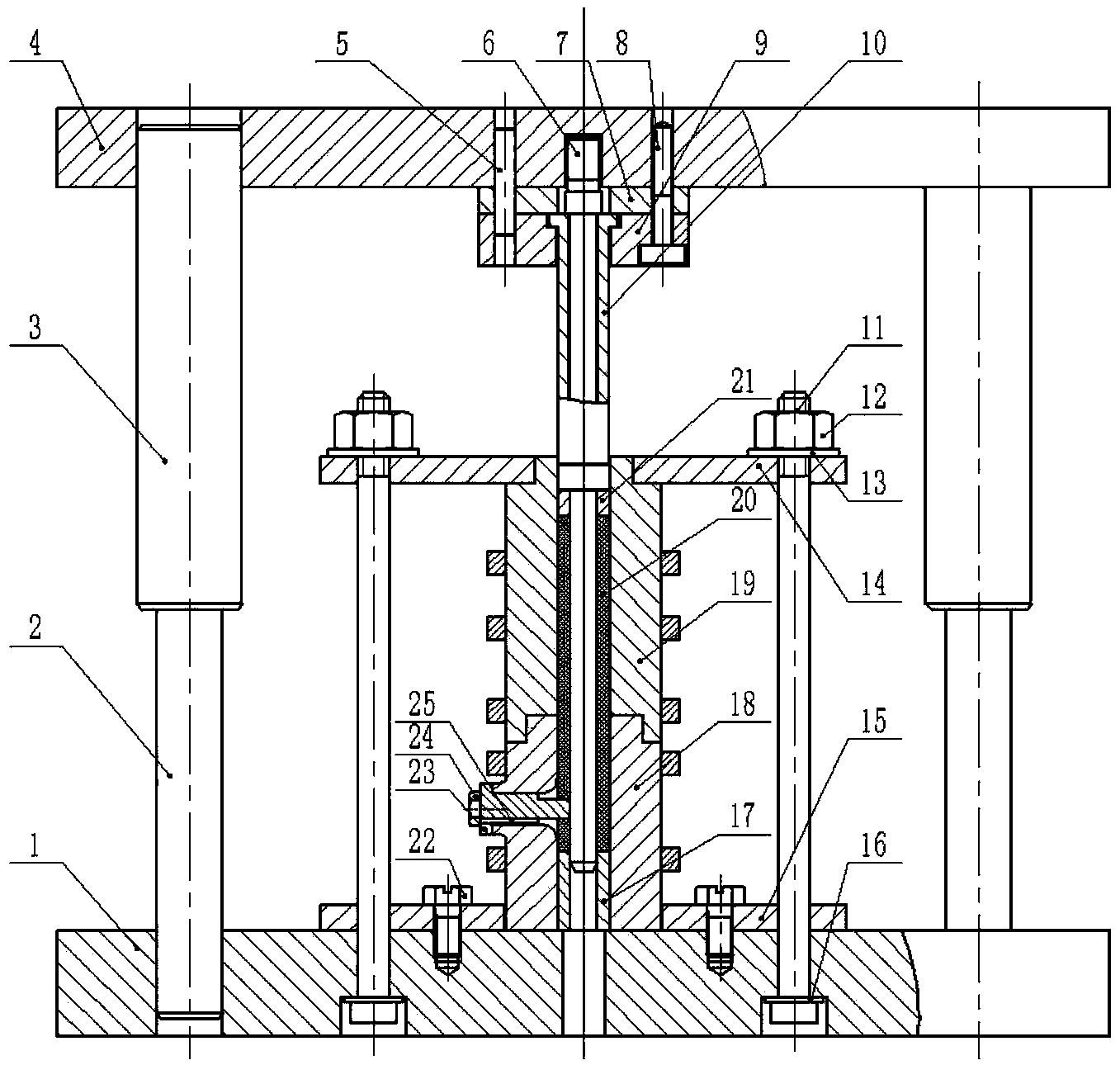
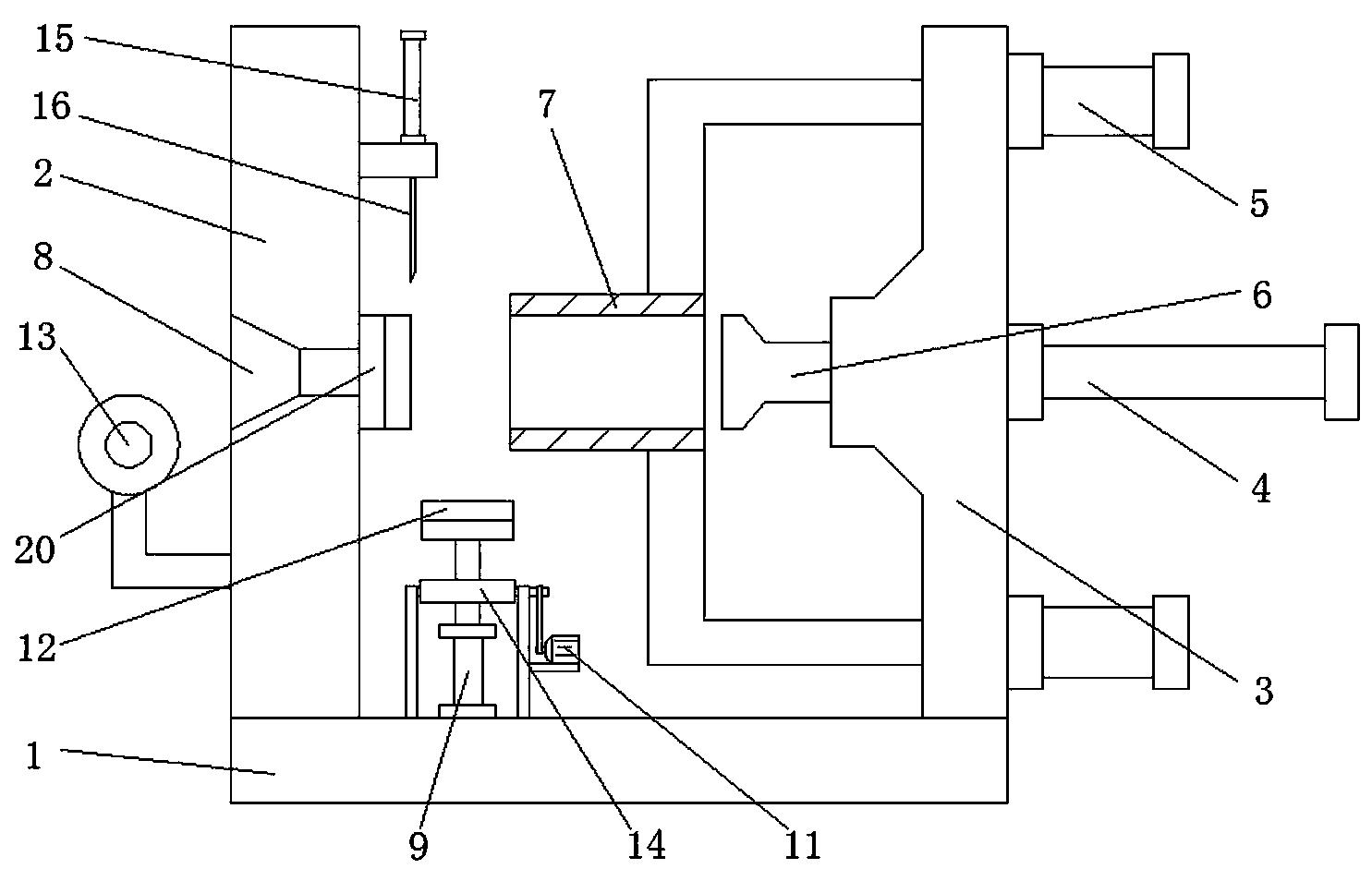
图2是挤压机的结构示意图;
图3是图2的俯视图;
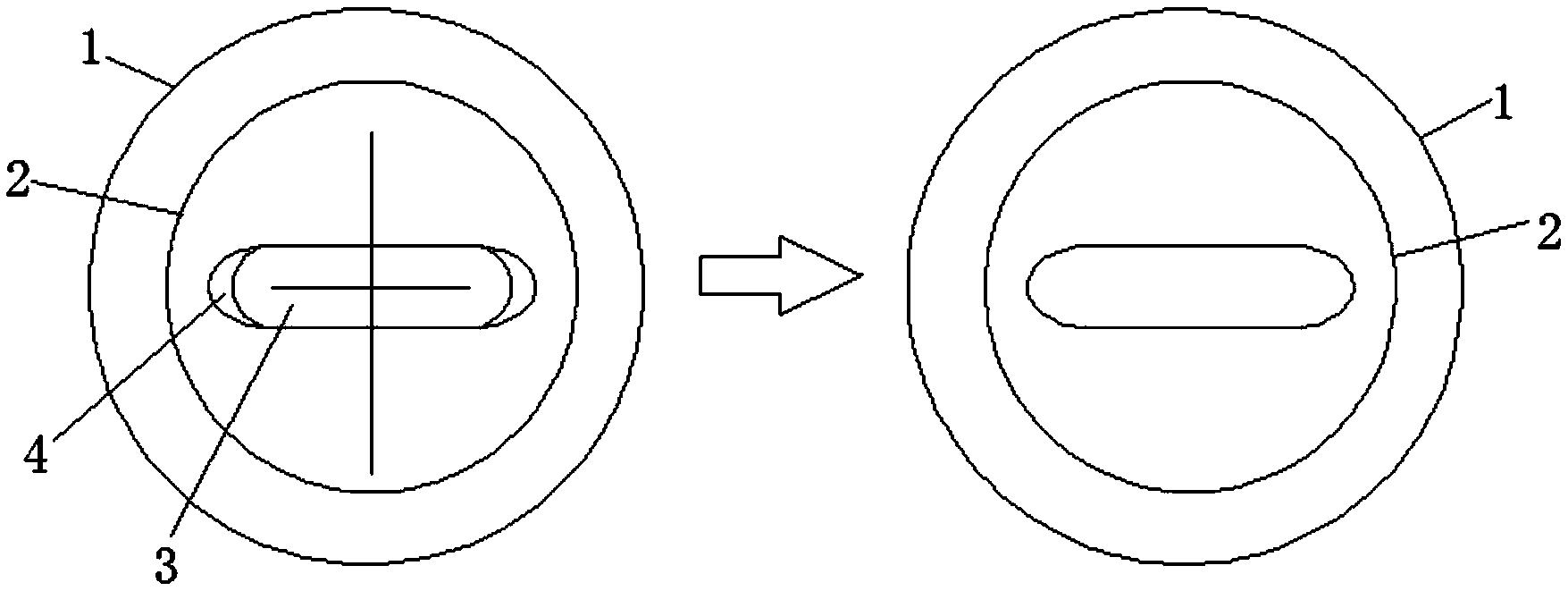
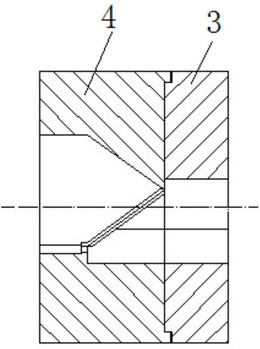
图4是挤压筒的结构示意图;
图5是图4的左视图;
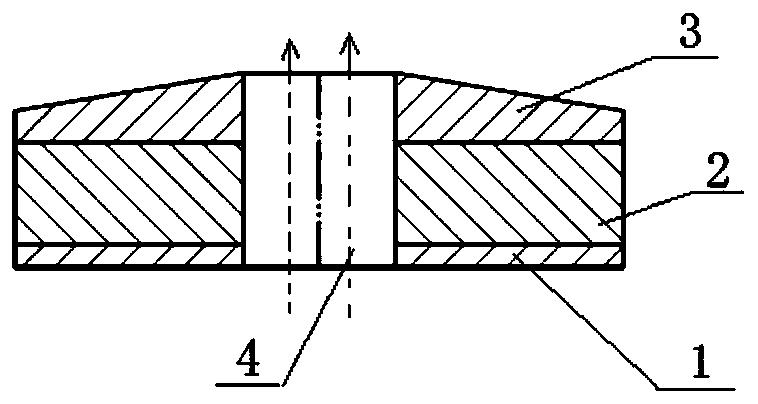
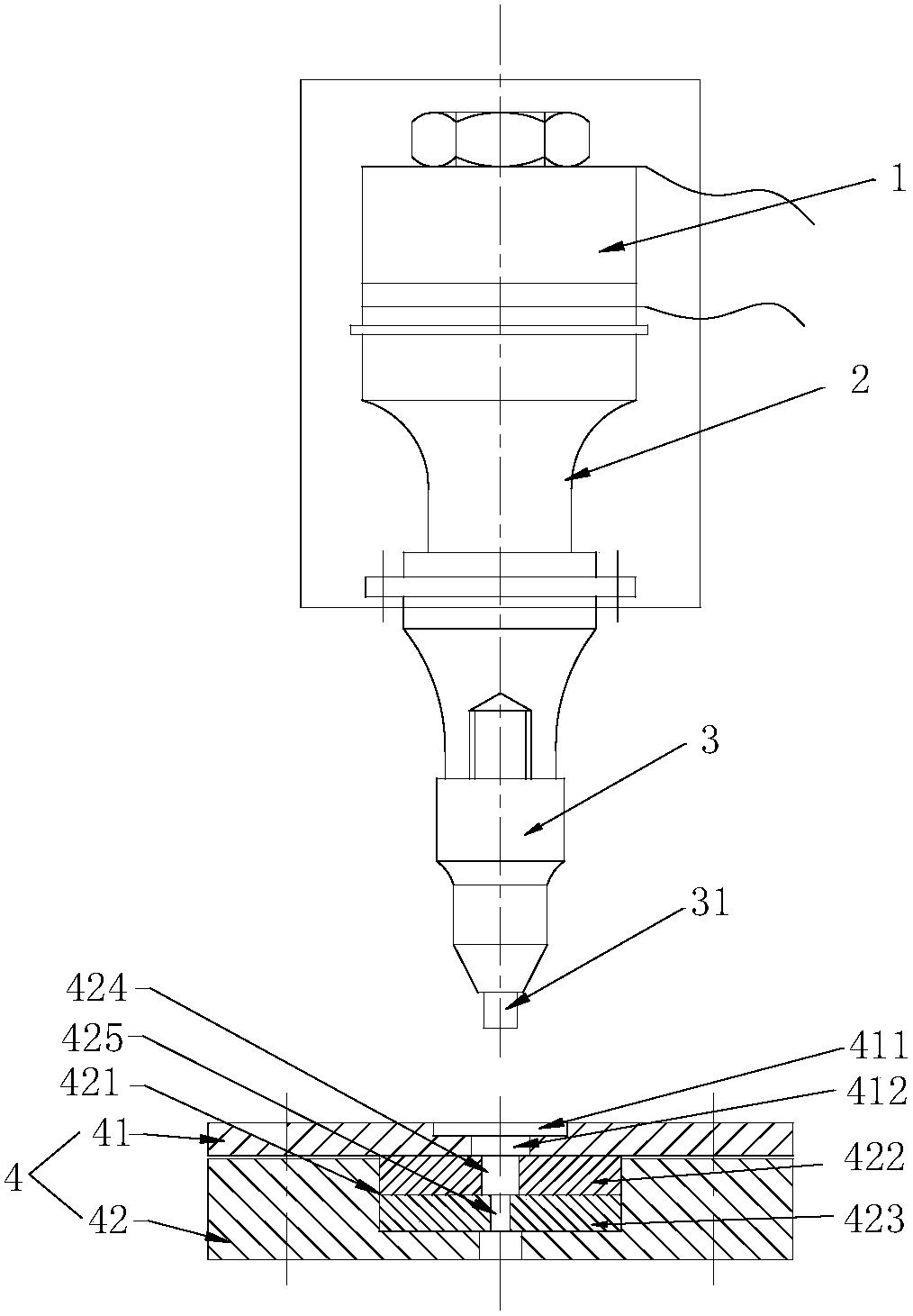
图6是挤压杆-挤压座的组合结构示意图;
图7是前横梁的结构示意图;
图8是图7的左视图;
图9是后横梁的结构示意图;
图10是图9的左视图;
图11是活动梁的结构示意图;
图12是图11的左视图。图中,
11、挤压筒
111、挤压腔
112、挤压筒内衬
113、挤压筒内套
114、加热器
115、隔热-保温层
116、挤压筒外套
12、送料机构
13、挤压杆
14、挤压座
15、活动梁
161、前横梁
162、涨力柱
163、后横梁
17、模具架
181、主油缸
182、副油缸
183、主活塞
184、副活塞
19、剪刀
2、排式强力鼓风机
3、剪裁机
4、牵引机
具体实施方式具体实施方式
现结合附图对本发明作进一步的说明:
一种宽幅挤压装置,包括挤压机和测温-冷却系统,并配有剪裁机3和牵引机4,如图1所示。
所述挤压机,如图1、图2和图3所示,包括挤压筒11、挤压杆-挤压座、主体支撑-定位结构、活动梁15、送料机构12、组合液压系统和控制系统;其中,
所述挤压筒11,如图4、图5所示,具有侧面为圆弧的矩形扁平挤压腔111,其高×宽=(200~300)×(700~800)mm,其外部为与之相适应的扁挤压筒外套116;所述扁挤压筒外套116具有椭圆截面,挤压腔111与外套116之间由内至外包括挤压筒内衬112、挤压筒内套113、轴向均布的12组45*100加热器114及隔热-保温层115;所述挤压筒11下还设有导轨,所述导轨与主体支撑-定位结构具有同一地基和同一中轴线;
所述的挤压杆-挤压座,如图6所示,挤压杆13具有与所述扁挤压腔111相适应的扁形横截面,并通过挤压座14与组合液压系统的主活塞183相连接;所述挤压座14与挤压杆13的结合面的高度和宽度分别等于和略大于所述挤压杆13的对应尺寸;
所述主体支撑-定位结构包括由前后横梁161和163、及上下对称的各两根涨力柱162固定连接构成的刚性结构;所述前横梁161,如图7、图8所示,所述后横梁163,如图9和图10所示,所述活动梁15,如图11、图12所示;在前横梁161的右侧固定安装有模具架17,所述模具架位于挤压筒11与前横梁161之间,油缸181、182与后横梁163固定联接;组合液压系统的主活塞183、和副活塞184均与活动梁15固定联接,所述活动梁15套于涨力柱162上并随活塞的动作沿涨力柱162水平滑动;如图1、图2和图3所示;
所述组合液压系统,包括主油缸181和两个副油缸182a和182b,如图1、图2和图3所示,为常规商业装置,与普通挤压机相同,共可产生挤压力7000吨。
所述测温-冷却系统位于前横梁161左侧的挤压件的出口位置,采用排式强力鼓风机2对出口型材进行冷却,如图1、图2和图3所示。
剪裁机3和牵引机4布置于前横梁161出口处外的操作台上,如图1所示。所述牵引机4为大功率牵引系统,采用≥200吨液压牵引系统,为市场通用设计。
使用上述宽幅挤压装置生产镁合金宽幅型材和板材,幅宽>750mm,其工艺过程如下:
(1)安装模具:将模具安装于模具架17上;
(2)准备扁平毛坯:扁平毛坯为镁合金退火铸锭,与挤压筒11的扁平挤压腔111有相同规格,经表面去渣,预处理后,由送料机构12送入挤压筒11前;
(3)扁平毛坯进入扁平挤压腔111:采用组合液压系统,主油缸181打开,副油缸182a和182b动作,带动活动梁15前移,通过挤压座14推动挤压杆13前移并将所述扁平毛坯送入与之尺寸相当的扁平挤压腔111内;
(4)合模:主油缸181全开,副油缸182a和182b继续动作,挤压筒11在挤压杆13的推动下沿其下导轨前移,与安装于前横梁161上的模具架17对中,完成合模;
(5)挤压成型:主、副油缸181和182同时动作,挤压杆13与活动梁15同步前移,坯料经模具挤出,形成挤压件并从前横梁161外侧出口送出;
(6)测温及冷却:在所述前横梁161外侧出口处,测温-冷却系统实时启动,并根据实际出口温度控制冷却强度;
(7)牵引机4通过夹持部件夹紧挤压件,对挤压件施加一足够大张力,保证挤压件平直不发生弯曲或翘曲,并移离操作台;
(8)剪裁修整:剪裁机3对挤压件进行剪裁去边的修整;
(9)复位:主、副油缸181和182回油,挤压杆13—活动梁15向右退回初始位置;挤压筒11沿其导轨后退至初始位置;安装于前横梁161右侧上方的剪刀19动作,剪除模具上残留的坯料,使模具架17-模具回复准备挤压的状态。
镁合金宽幅型材和板材(幅宽>750mm),是目前市场上紧缺产品,本发明装置可以生产:
一、扁平型材:幅宽>750mm,总厚度15~50mm,空心,壁厚2.5~5.0mm,长度10000~40000mm。产品主要用于轻量化轨道列车装备(如列车车体)、航空、航天器结构等大、中型轻量化结构。
二、实心板坯:幅宽>750mm,厚度8~25mm,长度>15000mm。可实现成材率>90%。
该类挤压板材为通用产品,既可以直接用作板材,也可以作为轧制更小厚度、更宽幅面(如≥2500mm)的宽幅薄板的优质板坯,以满足新型汽车、轻量化轨道交通运输装备、飞行器、军事装备等领域的镁合金超宽产品需求。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
宽幅挤压装置及挤压工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0