

IPC分类号 : B29C41/24,B29C41/36,B29C41/52,B29C41/34,B29C41/50,B29K79/00,B29L7/00






专利摘要
本发明为一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,在模头唇口间隙下开口前/后侧设置金属丝或带的静电吸附装置,该装置连通直流高压,静电场作用下,离开唇口间隙的树脂溶液贴附在与静电吸附装置同侧的模头底端唇壁上,再流涎到钢带上,成型为聚酰胺酸树脂液膜。通电时间为15~60分钟,直流高压为6~15KV。流涎开始时初始唇口间隙大于设定值δ,逐步缩小唇口间隙,直至达到δ,此时装置断电。调整唇口间隙与静电吸附同步始停。本发明与传统流涎的处理相反,专门使溶液贴附唇壁再流涎成型,贴附唇壁减小树脂溶液的膨胀内应力和树脂液膜表面张力、取向力,改进液膜表面质量,提高聚酰亚胺薄膜产品厚度均匀性和表面质量。
权利要求
1.一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,聚酰胺酸树脂溶液由挤出模头(4)的唇口间隙(42)挤出,流涎至钢带(1),成型为聚酰胺酸树脂液膜(2),其特征在于:
在模头(4)唇口间隙(42)下开口的前方和/或后方设置静电吸附装置,所述静电吸附装置为金属丝(5)构成的平行于模头唇口的丝状电极或金属带(6)构成的平行于模头唇口的带状电极,所述挤出模头(4)的唇模条和模头主体之间增加绝缘隔板,模头(4)和唇模条接地;流涎开始前在挤出模头(4)底端与静电吸附装置同侧的唇壁上涂布聚酰胺酸树脂溶液,在流涎开始阶段,静电吸附装置连通直流正电压,离开唇口间隙(43)的树脂溶液(3)贴附在与静电吸附装置同侧的模头底端唇壁上,之后流涎至钢带(1),成型为聚酰胺酸树脂液膜(2);
流涎开始阶段,静电吸附装置通电15~60分钟。
2.根据权利要求1所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
所述静电吸附装置的直流电压为6~15KV。
3.根据权利要求1所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
所述静电吸附装置的金属丝(5)或者金属带(6)与模头(4)底端唇壁的垂直距离为8~42mm,与模头(4)唇口间隙(43)的垂直平分面的水平距离为10~50mm。
4.根据权利要求1所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
在唇口间隙(42)下开口的前方和后方均设置静电吸附装置,且流涎开始前在挤出模头(4)底端两侧唇壁上涂布聚酰胺酸树脂溶液,开始流涎时一侧的静电吸附装置通电,当观察到树脂溶液(3)已贴附于该侧唇壁,该侧的静电吸附装置断电,另一侧的静电吸附装置立即通电,使树脂溶液(3)再贴附于另一侧唇壁,在双侧的静电吸附装置均停止通电后,树脂溶液(3)向两侧的上、下唇壁(41、43)扩张,同时贴附上、下唇壁(41、43)后在唇口间隙(42)下方汇合流涎至钢带(1)。
5.根据权利要求1至4中任一项所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
在流涎开始时选择初始唇口间隙(42)大于设定唇口间隙δ,逐步缩小唇口间隙(42),直至达到设定唇口间隙δ,设定唇口间隙δ为根据聚酰胺酸溶液粘度、固溶物含量和准备生产的液膜膜厚度对应的流涎机的常规唇口间隙。
6.根据权利要求5所述的基于静电聚酰胺酸树脂溶液贴附唇壁的挤出流涎方法,其特征在于:
开始流涎时设置初始唇口间隙(42)为(2~5)δ;在15~60分钟内、分为3~5次逐步缩小唇口间隙(42),直至达到设定唇口间隙;当唇口间隙达到设定唇口间隙δ,静电吸附装置即断电。
7.根据权利要求6所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
每一次缩小唇口间隙(42)后,保持该唇口间隙(42)4~15分钟。
8.根据权利要求5所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
经模头唇口间隙(42)挤出的树脂溶液(3)在模头(4)底端的唇壁上贴附的宽度为唇壁宽度的30%至90%,或者为1.0mm~8.0mm。
9.根据权利要求5所述的基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,其特征在于:
经模头唇口间隙(42)挤出的树脂溶液(3)在模头底端唇壁上的贴附宽度为唇壁宽度的40%至80%,或者为3.0mm~6.0mm。
说明书
技术领域
本发明涉及聚酰亚胺薄膜制造技术,具体为一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,聚酰胺酸树脂从模头挤出后在静电作用下贴附于挤出模头底端唇壁、再流涎到钢带上成为聚酰胺酸液膜,以获得厚度均匀、表面光滑的流涎厚片。
背景技术
聚酰亚胺薄膜是具有高强度、高韧性、耐磨耗、耐高温、防腐蚀等优异性能的高分子材料,是制作各种中高档电工电子元器件的主要绝缘材料,广泛应用于电工电子行业。目前聚酰亚胺薄膜的制造工艺是以聚酰胺酸树脂溶液为原料,在流涎机上流涎得到具有自支撑性的聚酰胺酸薄膜,再经过加热拉伸、亚胺化、冷却定型处理得到聚酰亚胺薄膜。
随着下游应用产品轻、薄及高可靠性设计要求,市场需求的薄膜厚度规格趋于薄型化,对其厚度均匀性、表面粗糙度等性能提出了更高的要求。
薄膜制造过程中对高聚物聚酰胺酸树脂溶液或熔体进行流涎或挤出成型,液膜在高温或者冷却处理过程中固化成厚片,即具有自支撑性的薄膜。例如聚酰亚胺薄膜制造时,常规工艺是聚酰胺酸树脂通过刮板式流涎嘴或者挤出模头在钢带上成型液膜,进入烘箱高温干燥处理形成自支撑聚酰胺酸薄膜,之后通过纵、横两个方向拉伸及高温炉亚胺化处理形成聚酰亚胺薄膜。
目前自支撑聚酰胺酸薄膜在挤出成型过程中因聚酰胺酸树脂粘度较高、挤出压力不稳定、计量泵脉冲波动较大等原因,导致厚片横向厚度均匀性较差,也造成膜卷外观平整性差。现有技术条件下,即使采用挤出压力模头实施溶液流涎工艺,同样难以调节厚膜厚度的精度,容易在膜表面形成条纹(一般称为口模条纹或模头唇印)。特别是为制备薄型薄膜、挤出量较小的情况下,模头唇口外壁容易出现挂料结皮的异常,导致无法正常生产。即使树脂溶液经模头唇口间隙直接流涎至支撑体表面时,也难以获得厚度均匀性较高、表面光滑的厚膜产品,导致后其所得的聚酰亚胺薄膜产品质量无法进一步提高。
为提高液膜厚度均匀性现已有多种方案,有的是通过挤出模头改善薄膜厚度均匀性,如中国发明专利“溶液流延设备和溶液流延方法”(公告号CN 101264650B,公告日:2012.08.08)公开了改进模头两侧内部流道结构以解决溶液液膜表面质量,并对流延法的溶液供给速率给出参考值,但是采用该方法所得薄膜在宽度方向的厚度差值最高达3μm,薄膜厚度目标值高达±1.5μm,难以用于改进薄型薄膜厚度均匀性。中国发明专利申请“溶液流延方法和设备”(公告号CN 101284411 A,公告日:2008.10.15)引入振动检测装置检测减压室内气压变化,将抑制性振动施加至流延流道厚度方向上,消除流延液膜产生的异常振动,改善薄膜厚度均匀性;但是其结构复杂,检测精度要求较高,投入成本增加。中国发明专利申请“流延单元,涂料涂覆方法和溶液流延方法”(公告号CN 101274471 A,公告日:2008.10.01)也是通过改进模头两侧内部流道结构解决溶液液膜厚度不均、剥离异常等表面质量问题,同样存在模头结构复杂、投入成本较高的问题。
另一类方案主要是改进挤出模头以改善液膜表面质量,如中国发明专利申请“溶液流延方法和溶液流延设备”(公告号CN 101434705 A,公告日:2009.05.20)通过改进挤出模头材质和性能、流道类型、流道表面抛光精度、唇口宽度方向平直度以及模头唇口间隙调节范围和唇口边缘角度改善薄膜表面质量,并且要求模头唇口边缘位置配置有硬化层,在此基础上流延出没有条纹的均匀流延膜,其虽能一定程度上改善薄膜表面质量和厚度均匀性,但是其模头改进要求较高、涉及工艺调节参数较多,应用于工业化生产中成本较高。中国发明专利“溶液流延方法”(公告号CN 101151133 B,公告日:2006.03.24)提出对挤出模头材质和性能、流道表面抛光精度、唇口宽度方向平直度以及模头唇口间隙调节范围和唇口边缘角度的要求,以改善薄膜表面粗糙度、均匀性等,但是其对挤出模头要求较高、涉及工艺调节参数较多,成本较高,难以用于工业化生产。
还有方案提出调节挤出模头改进树脂溶液流涎膜质量,如中国发明专利申请“溶液制膜用流延模头”(公告号CN 1334184 A,公告日:2002.02.06)公开了改进模头两侧内部流道结构以及控制模头结构与模头唇口间隙比例关系,以解决溶液液膜表面结皮异常,同时也公开了模头唇口间隙、挤出模头与流涎钢带间距的参考值,但是改造模头内部流道结构成本过高。
总之,目前各种改进流涎液膜质量的方案均差强人意,仍需寻找更好的办法。
发明内容
本发明的目的是提供一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,在流涎开始时,在模头唇口溶液流出处施加静电场,使挤出溶液在静电力作用下贴附于挤出模头底端的上唇壁和/或下唇壁,之后再下落流涎到钢带上,以改进所得的有自支撑性聚酰胺酸薄膜的厚度均匀性和表面平滑性,从而提高聚酰亚胺薄膜产品的厚度均匀性、表面光滑性等指标。
本发明提供的一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法,聚酰胺酸树脂溶液由挤出模头的唇口间隙挤出,流涎至钢带,成型为聚酰胺酸树脂液膜,本方法在模头唇口间隙下开口前方和/或后方设置静电吸附装置,所述静电吸附装置为金属丝构成的平行于模头唇口的丝状电极或金属带构成的平行于模头唇口的带状电极,所述挤出模头的唇模条和模头主体之间增加绝缘隔板,模头和唇模条接地。流涎开始前在挤出模头底端与静电吸附装置同侧的唇壁上涂布聚酰胺酸树脂溶液,以免电击现象,在流涎开始阶段,静电吸附装置连通直流高压,周围空气受到高电压作用发生电离效应,形成电晕放电现象,使模唇条产生与静电吸附装置不同的极性,在静电吸附装置与唇模条之间形成电场,从唇口间隙被挤出聚酰胺酸树脂溶液离开唇口即进入静电吸附装置和唇模条之间的电场中,在直流电场作用下强极性非质子的聚酰胺酸树脂溶液内与模唇条极性相反的离子趋向模头底端唇壁,异性电荷相吸,离开唇口间隙的树脂溶液贴附在与静电吸附装置同侧的模头底端唇壁上,之后在树脂溶液自身重力作用下,流涎到钢带上,成型为聚酰胺酸树脂液膜。
流涎开始阶段,静电吸附装置的通电时间为15~60分钟。
静电吸附装置所通直流高电压为6~15KV,使聚酰胺酸树脂所受到的静电贴附作用力为1~32N。
所述静电吸附装置的金属丝或者金属带与模头底端唇壁的垂直距离为8~42mm,与模头唇口间隙垂直平分面的水平距离为10~50mm。
要使树脂溶液同时贴附上、下唇壁时,在唇口间隙下开口的前方和后方均设置静电吸附装置金属丝或金属带,且流涎开始前在挤出模头底端两侧唇壁上涂布聚酰胺酸树脂溶液,开始流涎时一方的静电吸附装置通电,当观察到树脂溶液已贴附于该侧唇壁,该侧的静电吸附装置断电,另一侧的静电吸附装置立即通电,使树脂溶液再贴附于另一侧唇壁,此时树脂溶液在其表面张力作用下仍在先贴附的那一侧唇壁上有少量贴附,在双侧静电吸附装置均停止通电后,经唇口间隙挤出的树脂溶液在其表面张力、自身重力和挤出离模膨胀效应的综合作用下,离开唇口间隙后,仍向两侧的上、下唇壁扩张,树脂溶液同时贴附上、下唇壁后在唇口间隙下方汇合流涎至钢带。
静电作用于流出唇口间隙的树脂溶液,使之贴附于模头底端唇壁,树脂溶液在与唇壁结合过程中,在表面张力作用下产生界面效应,并且保持贴附模头唇壁时产生的界面变化,确保流涎到钢带上成型的聚酰胺酸液膜表面光滑,并且厚度均匀一致,进而确保最终产品聚酰亚胺薄膜的质量改善。
为了达到更好的贴附效果,本方法在流涎开始时选择初始唇口间隙大于设定唇口间隙δ,逐步缩小唇口间隙,直至达到设定唇口间隙δ,设定唇口间隙δ为根据聚酰胺酸溶液粘度、固含量和准备生产的液膜膜厚度对应的流涎机的常规唇口间隙。开始流涎时设置唇口间隙为(2~5)δ;在15~60分钟内、分3~5次逐步缩小唇口间隙,直至达到设定唇口间隙。每一次缩小唇口间隙后,保持该唇口间隙4~15分钟。在流涎开始阶段逐步缩小唇口间隙也可以有效地防止从模头唇口挤出的树脂溶液流至静电吸附装置的金属丝或者金属带上面。
当唇口间隙达到设定唇口间隙δ,静电吸附装置即断电。经唇口间隙挤出的树脂溶液在树脂溶液表面张力、树脂溶液自身重力和树脂溶液挤出离模膨胀效应的作用下,离开唇口间隙后,仍与流涎初始阶段一样贴附一侧模头唇壁,再流涎到钢带。
静电吸附装置持续长时间带电,钢带上的聚酰胺酸液膜表面容易产生纵向条纹或模唇印,表面粗糙不光滑,进而影响后期产品聚酰亚胺薄膜的表面质量。
本方法经模头唇口间隙挤出的聚酰胺酸树脂溶液在模头底端的上唇壁或下唇壁上贴附的宽度为唇壁宽度的30%至90%,或者为1.0mm~8.0mm,较佳方案为树脂溶液在模头底端唇壁上的贴附宽度为唇壁宽度的40%至80%,或者为3.0mm~6.0mm。
在模头底端一侧或两侧设置标尺,以便于观察树脂溶液在模头底端唇壁上贴附的宽度。
与现有技术相比,本发明一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法的优点为:1、现有技术中是要避免树脂溶液贴附模头底端唇口外壁,认为这样会造成流涎膜表面不均匀、边缘固化凝胶、纵向条纹加重及表面结皮等缺陷,但本发明反其道而行之,使模头唇口挤出的树脂溶液贴附模头底端唇壁流涎成型,贴附于上和/或下唇壁的树脂溶液的挤压、膨胀内应力得到减小甚至消除,流涎所得的树脂液膜表面张力减小,树脂溶液经过模头流道过程中产生的取向力也被减小,同时可消除非均一性聚酰胺酸树脂所形成的表面薄弱界面层,另外因树脂粘度较高造成的膜表面的纵向条纹也得以消除;因树脂液膜表面质量的改进,聚酰亚胺薄膜产品厚度均匀性由8%提高到1%,薄膜表面粗糙度(或摩擦系数)降低了18.0%;提高了聚酰亚胺薄膜产品表面质量和膜卷平整性;2、本方法的工艺简单,操作方便。
附图说明
图1为本基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法实施例1树脂溶液贴附于模头底端下唇壁流涎成型的示意图;
图2为图1模头底端放大示意图;
图3为本基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法实施例2树脂溶液贴附模头底端上唇壁流涎成型的模头底端放大示意图;
图4为本基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法实施例3树脂溶液同时贴附模头底端上、下唇壁流涎成型的模头底端放大示意图;
图5为对比例聚酰胺酸树脂溶液挤出流涎方法、即树脂溶液不贴附模头底端唇壁直接流涎到钢带成型的模头底端放大示意图。
1、钢带,2、液膜,3、树脂溶液,4、模头,41、上唇壁,42、唇口间隙,43、下唇壁,5、金属丝,6、金属带。
具体实施方式
实施例1
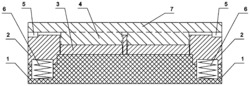
本基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法实施例1树脂溶液3贴附于模头4底端下唇壁43流涎成型如图1所示,挤出模头4唇口间隙42下开口后方设置金属丝5,金属丝5与模头4底端唇壁的垂直距离为15mm,与唇口间隙42垂直平分面的水平距离为30mm。在模头4和唇模条之间设置绝缘隔板,模头4和唇模条接地。
在流涎开始前,在挤出模头4底端的下唇壁43涂布聚酰胺酸树脂溶液。在流涎开始阶段金属丝5通直流电压9KV,30分钟,挤出的树脂溶液3贴附于模头4底端下唇壁43上,之后在树脂溶液3自身重力作用下,流涎到钢带1上,成型为聚酰胺酸树脂液膜2。
本例聚酰胺酸树脂溶液粘度为80000厘泊、固含量21%,准备生产的液膜膜厚度为220μm、宽度1360mm,对应的流涎机的常规设定唇口间隙为0.25mm。
本例在流涎开始时设置初始唇口间隙42为0.95mm;在30分钟内、分为3次逐步缩小唇口间隙42,直至达到设定唇口间隙42为0.25mm。每一次缩小唇口间隙42,保持该唇口间隙42 10分钟。
当唇口间隙42达到设定唇口间隙,金属丝5即断电。
如图2所示,本例在模头4侧面可观察到树脂溶液3在模头4底端下唇壁43贴附的宽度为下唇壁43宽度的50%,本例下唇壁43宽度为6.0mm,用模头4底端一侧设置的标尺可看到树脂溶液3贴附宽度为3mm。断电后树脂溶液3仍先贴附于模头底端下唇壁,再流涎至钢带1上,成型为聚酰胺酸树脂液膜2。
实施例2
本基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法实施例2树脂溶液3贴附于模头4底端上唇壁41流涎成型如图3所示,挤出模头4唇口间隙42下开口前方设置金属带6,金属带6与模头4底端唇壁的垂直距离为15mm,与唇口间隙42垂直平分面的水平距离为30mm。在模头4和唇模条之间设置绝缘隔板,模头4和唇模条接地。
在流涎开始前,在挤出模头4底端的上唇壁41涂布聚酰胺酸树脂溶液。在流涎开始阶段金属带6通直流电压12KV,45分钟,挤出的树脂溶液贴附于模头4底端上唇壁41上,之后在树脂溶液3自身重力作用下,流涎到钢带4上,成型为聚酰胺酸树脂液膜2。
本例聚酰胺酸树脂溶液粘度为100000厘泊、固含量17%,准备生产的液膜膜厚度为360μm、宽度2380mm,对应的流涎机的常规设定唇口间隙42为0.36mm。
本例在流涎开始时设置初始唇口间隙42为1.25mm;在45分钟内、分为5次逐步缩小唇口间隙42,直至达到设定唇口间隙42为0.36mm。每一次缩小唇口间隙42,保持该唇口间隙42 12分钟。
当唇口间隙42达到设定唇口间隙,金属带6即断电。
如图3所示,本例在模头4侧面可观察到初始阶段树脂溶液3在模头4底端上唇壁41贴附的宽度为上唇壁41宽度的30%,本例上唇壁41宽度为6.0mm,用模头4底端一侧设置的标尺可看到树脂溶液3贴附宽度为1.8mm。断电后树脂溶液3仍先贴附于模头4底端上唇壁41,再流涎至钢带1上,成型为聚酰胺酸树脂液膜2。
实施例3
本基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法实施例3树脂溶液同时贴附于模头4底端上唇壁41和下唇壁43流涎成型如图4所示,在挤出模头4唇口间隙42下开口的前方和后方均设置金属丝5,两条金属丝5与模头4底端唇壁的垂直距离为18mm与唇口间隙42垂直平分面的水平距离为42mm。在模头4和唇模条之间设置绝缘隔板,模头4和唇模条接地。在流涎开始前,在挤出模头4底端上、下唇壁41、43上涂布聚酰胺酸树脂溶液。在流涎开始阶段前方和后方设置的金属丝5先后通直流电压7.5KV。
本例聚酰胺酸树脂溶液粘度为80000厘泊、固含量21%,准备生产的液膜膜厚度为220μm、宽度1360mm,对应的流涎机的常规设定唇口间隙为0.25mm。
本例先将挤出模头4唇口间隙43下开口后方的金属丝5接直流电压7.5KV,在模头4侧面观察树脂溶液3在模头4底端唇壁贴附的情况,在20分钟后看到树脂溶液3贴附于模头4底端下唇壁43,贴附宽度为下唇壁43宽度的50%,用模头4底端一侧设置的标尺可看到到本例下唇壁43宽度为6.0mm,树脂溶液3贴附宽度为3mm。此时将后方的金属丝5断电,唇口间隙42下开口前方的金属丝5接直流电压7.5KV,继续在模头4侧面观察,树脂溶液3开始贴附于模头4底端上唇壁41,但仍有树脂溶液贴附于模头4底端下唇壁43,40分钟后,可观察到模头4底端上唇壁41树脂溶液3贴附宽度为3mm,模头4底端下唇壁41树脂溶液3贴附宽度为1mm,将唇口间隙42下开口前方金属丝5断电,可观察到树脂溶液3同时向唇口两侧扩张、贴附于模头4底端下唇壁43和上唇壁41,贴附宽度各为1.5mm,然后树脂溶液流在唇口间隙42下方汇合,流涎至钢带1上,成型为聚酰胺酸树脂液膜2。
本例在流涎开始时设置初始唇口间隙42为1.48mm;在60分钟内、分为5次逐步缩小唇口间隙42,直至达到设定唇口间隙420.25mm。每一次缩小唇口间隙42,保持该唇口间隙10分钟,唇口间隙42调整至设定值时,金属丝5也达到断电时间。
对比例
对比例聚酰胺酸树脂溶液粘度为80000厘泊、固含量21%,准备生产的液膜膜厚度为220μm,对应的流涎机的设定唇口间隙为0.25mm。以该唇口间隙开始流涎,其流涎时的液流状态如图5所示。
三个实施例和对比例所得的聚酰胺酸树脂液膜加热处理后得到具有自支撑性聚酰胺酸薄膜,冷却剥离后进行拉伸、亚胺化处理制得同样厚度的聚酰亚胺薄膜。表1为实施例与对比例所得聚酰亚胺薄膜物理性能对比表,从表1的数据可以明显看到,和对比例相比较,采用本方法的三个实施例所得聚酰胺酸树脂液膜加工的聚酰亚胺薄膜的厚度均匀性显著改进,动、静摩系数都明显降低,透光率、拉伸强度和伸长率也有改进。
表1实施例与对比例所得聚酰亚胺薄膜物理性能对比表
上述实施例,仅为对本发明的目的、技术方案和有益效果进一步详细说明的具体个例,本发明并非限定于此。凡在本发明的公开的范围之内所做的任何修改、等同替换、改进等,均包含在本发明的保护范围之内。
一种基于静电的聚酰胺酸树脂溶液贴附唇壁挤出流涎方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0