








专利摘要
传动带的稳定时张力测量方法,在已将由有机纤维形成的芯线埋设在橡胶制带主体中而成的无接头环形传动带(B)绕在多个带轮(62、63)上的状态下,使该传动带的带温度比形成芯线的有机纤维的玻璃化转变点高,之后将以处于绕在多个带轮(62、63)上之状态下的传动带的带张力作为稳定时张力进行测量。
权利要求
1.一种传动带的稳定时张力测量方法,其特征在于:在已将由有机纤维形成的芯线埋设在橡胶制带主体中而形成的无接头环形传动带绕在多个带轮上的状态下,使带温度比形成所述芯线的有机纤维的玻璃化转变点高,之后将处于已绕在所述多个带轮上之状态下的所述传动带的带张力作为稳定时张力进行测量。
2.根据权利要求1所述的传动带的稳定时张力测量方法,其特征在于:
在已将带温度比形成所述芯线的有机纤维的玻璃化转变点高的所述传动带绕在所述多个带轮上的状态下让所述传动带静止,在该静止状态下测量所述传动带的带张力。
3.根据权利要求1所述的传动带的稳定时张力测量方法,其特征在于:
在已将带温度比形成所述芯线的有机纤维的玻璃化转变点高的所述传动带绕在所述多个带轮上的状态下让所述传动带走行规定时间,在该走行过程中测量所述传动带的带张力。
4.根据权利要求1所述的传动带的稳定时张力测量方法,其特征在于:
在已将带温度比形成所述芯线的有机纤维的玻璃化转变点高的所述传动带绕在所述多个带轮上的状态下让所述传动带走行规定时间,在该走行结束后,测量所述传动带的带张力。
5.根据权利要求4所述的传动带的稳定时张力测量方法,其特征在于:
将所述传动带的走行时间设定为0.5-5分钟。
6.根据权利要求4或5所述的传动带的稳定时张力测量方法,其特征在于:
在让所述传动带走行并已将所述传动带冷却以后测量所述传动带的带张力。
7.根据权利要求6所述的传动带的稳定时张力测量方法,其特征在于:
将测量所述传动带的带张力时的带温度设定为10-40℃。
8.根据权利要求1到7中任一项权利要求所述的传动带的稳定时张力测量方法,其特征在于:
将所述传动带的带温度设定为比形成所述芯线的有机纤维的玻璃化转变点高10-50℃。
9.根据权利要求1到8中任一项权利要求所述的传动带的稳定时张力测量方法,其特征在于:
形成所述芯线的有机纤维是脂肪族聚酰胺纤维。
10.根据权利要求1到9中任一项权利要求所述的传动带的稳定时张力测量方法,其特征在于:
所述多个带轮是带轮直径相等的一对带轮。
11.一种传动带的稳定时张力测量装置,用于测量由有机纤维形成的芯线埋设在橡胶制带主体中而形成的无接头环形传动带的稳定时张力,其特征在于包括:
带调温机构的加热槽、
设置在所述加热槽内以便绕上传动带的多个带轮、以及
检测处于已绕在所述多个带轮上之状态下的传动带的带张力的带张力检测部件。
12.根据权利要求11所述的传动带的稳定时张力测量装置,其特征在于:
所述多个带轮是带轮直径相等的一对带轮。
13.一种传动带的制造方法,该传动带是由有机纤维形成的芯线埋设在橡胶制带主体中而形成的无接头环形传动带,其特征在于:该传动带的制造方法包括材料设置步骤、硫化成形步骤以及稳定时张力检查步骤,
在材料设置步骤中,边对芯线施加一定的张力边将芯线螺旋状地绕在圆筒模外周上,进一步将未交联橡胶组合物绕在已螺旋状地绕在圆筒模外周上的芯线之上,
在硫化成形步骤中,对所述材料设置步骤设置在圆筒模上的芯线和未交联橡胶组合物加热、加压而硫化成形出圆筒状带坯,
在稳定时张力检查步骤中,在已将由在所述硫化成形步骤中得到的带坯制成的传动带绕在多个带轮上的状态下,使带温度比形成芯线的有机纤维的玻璃化转变点高,之后将处于已绕在该多个带轮上之状态下的传动带的带张力作为稳定时张力进行测量。
14.根据权利要求13所述的传动带的制造方法,其特征在于:
根据在所述稳定时张力检查步骤中测得的稳定时张力改变对在所述材料设置步骤中赋予芯线的张力的设定。
说明书
技术领域
本发明涉及一种传动带的稳定时张力测量方法和测量装置、以及传动带的使用该测量装置的制造方法。
背景技术
用于驱动汽车发动机附件的带传动装置构成为:例如多楔带绕在曲轴用带轮、动力转向系用带轮、空调用带轮、水泵用带轮以及AC发电机用带轮等上,利用自动张紧装置对多楔带施加一定的带张力(例如专利文献1)。
专利文献1:日本公开特许公报特开2012-41973号公报
发明内容
本发明是一种传动带的稳定时张力测量方法。即,在已将由有机纤维形成的芯线埋设在橡胶制带主体中而形成的无接头环形传动带绕在多个带轮上的状态下,使传动带的温度比形成所述芯线的有机纤维的玻璃化转变点高,之后将处于已绕在所述多个带轮上之状态下的所述传动带的带张力作为稳定时张力进行测量。
本发明是一种传动带的稳定时张力测量装置,其用于测量由有机纤维形成的芯线埋设在橡胶制带主体中而形成的无接头环形传动带的稳定时张力。该稳定时张力测量装置包括:带调温机构的加热槽、被设置在所述加热槽内以便能够绕上传动带的多个带轮以及检测处于已绕在所述多个带轮上之状态下的传动带的带张力的带张力检测部件。
本发明是一种传动带的制造方法,该传动带是由有机纤维形成的芯线埋设在橡胶制带主体中而形成的无接头环形传动带,该传动带的制造方法包括材料设置步骤、硫化成形步骤以及稳定时张力检查步骤。在材料设置步骤中,边对芯线施加一定的张力边将芯线螺旋状地绕在圆筒模外周上,进一步将未交联橡胶组合物绕在已绕在圆筒模外周上的芯线之上。在硫化成形步骤中,对所述材料设置步骤设置在圆筒模上的芯线和未交联橡胶组合物加热、加压而硫化成形出圆筒状带坯。在稳定时张力检查步骤中,在已将由在所述硫化成形步骤中得到的带坯制成的传动带绕在多个带轮上的状态下,使带温度比构成芯线的有机纤维的玻璃化转变点高,之后将处于已绕在该多个带轮上之状态下的传动带的带张力作为稳定时张力进行测量。
附图说明
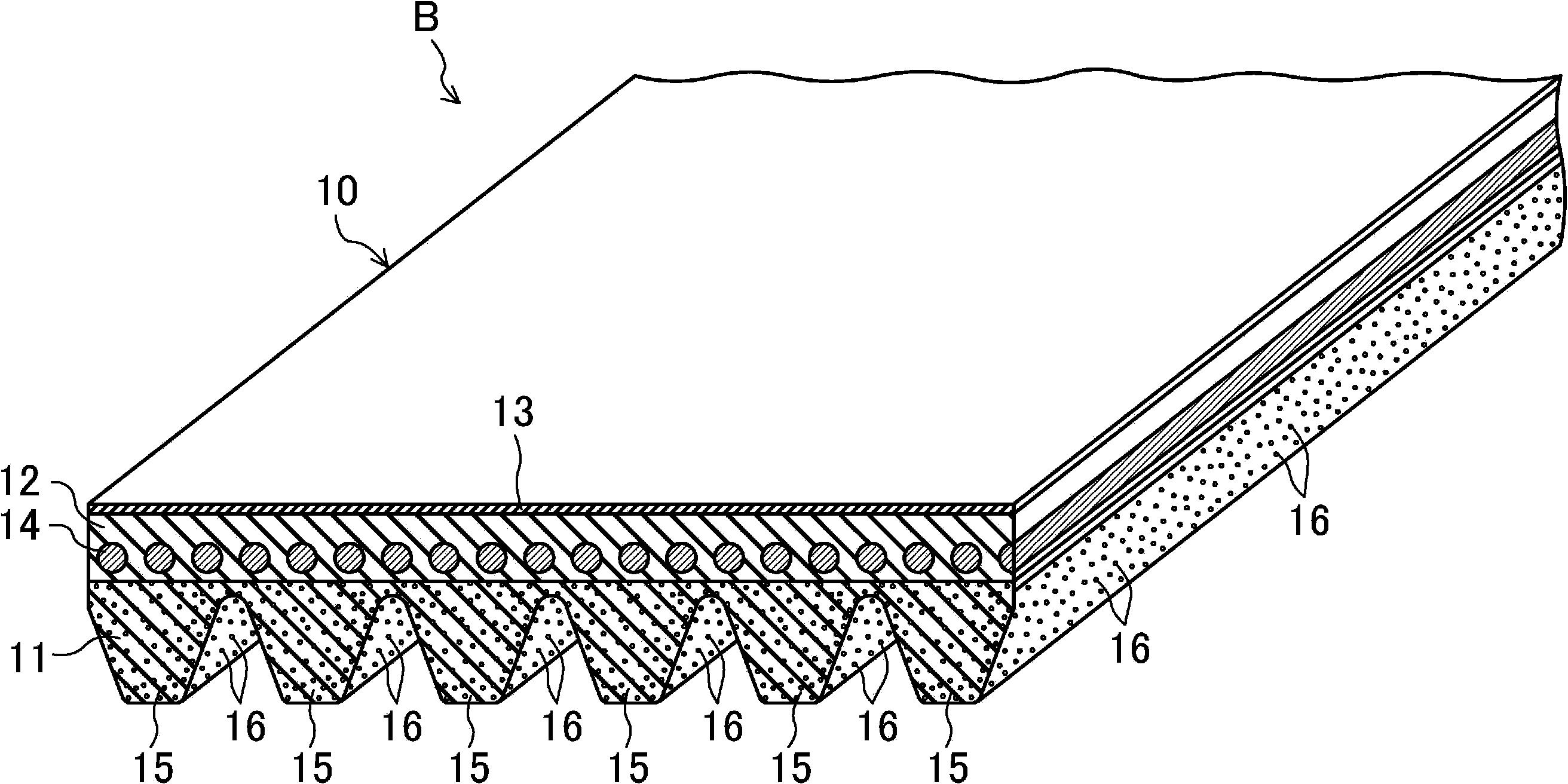
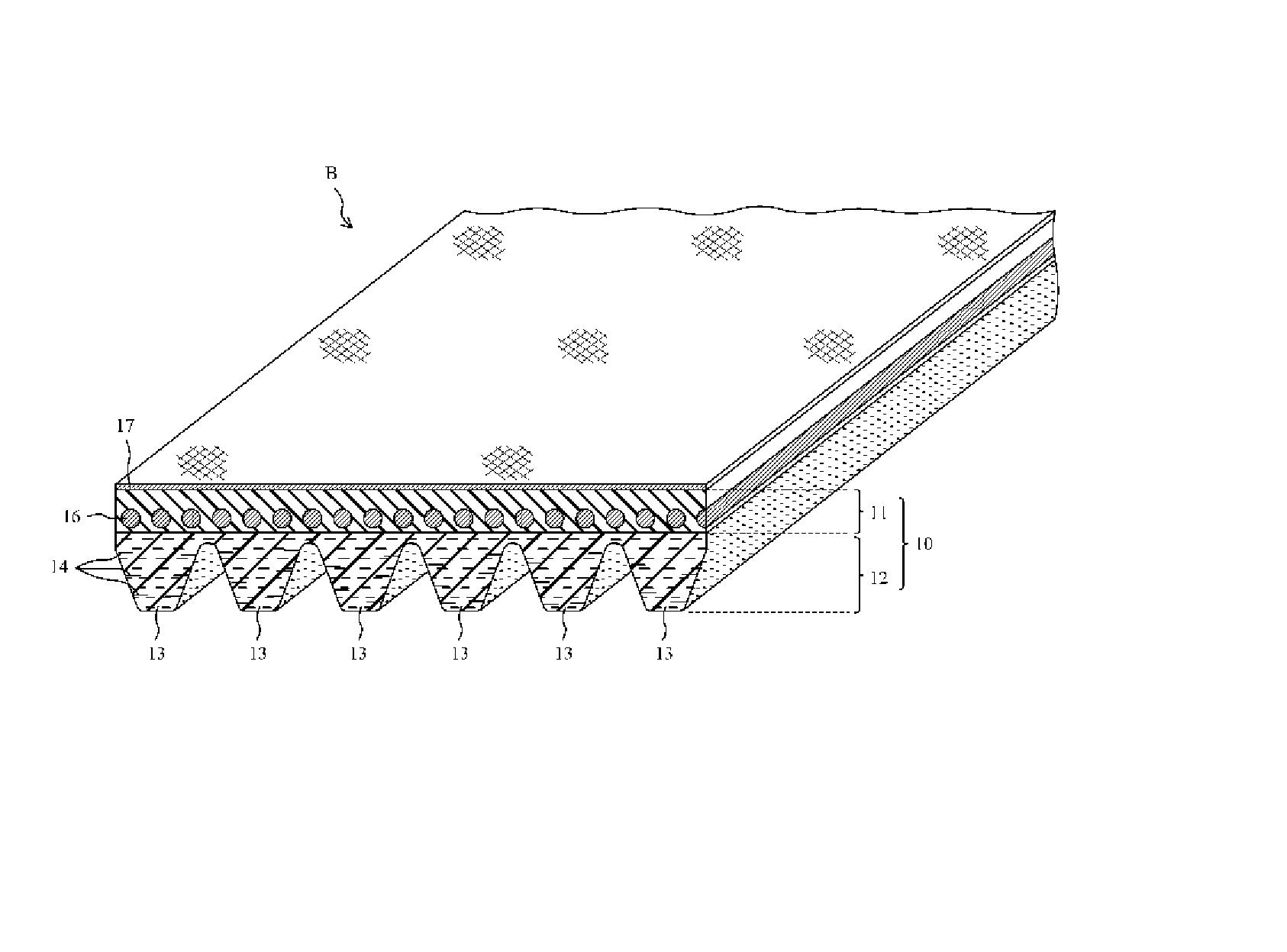
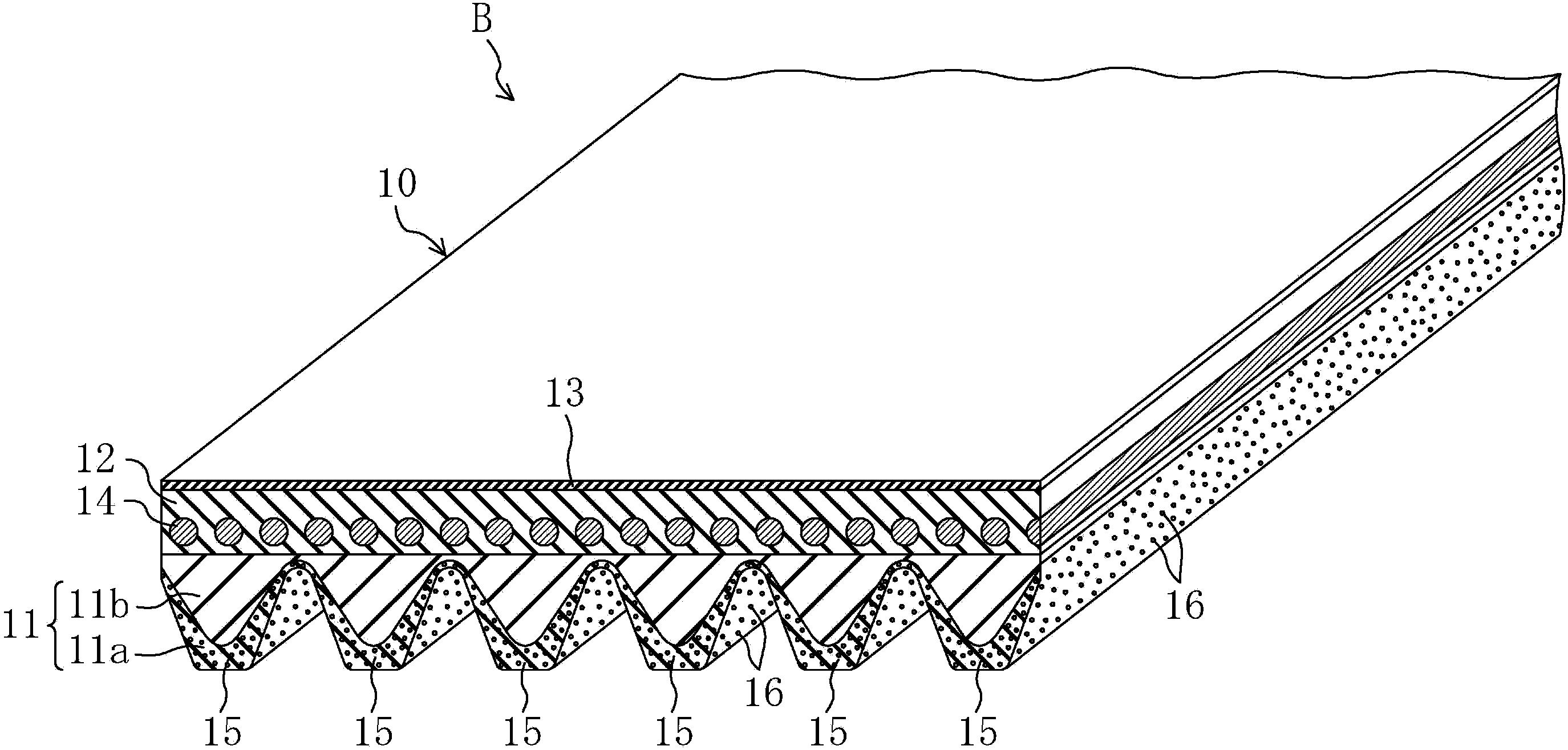
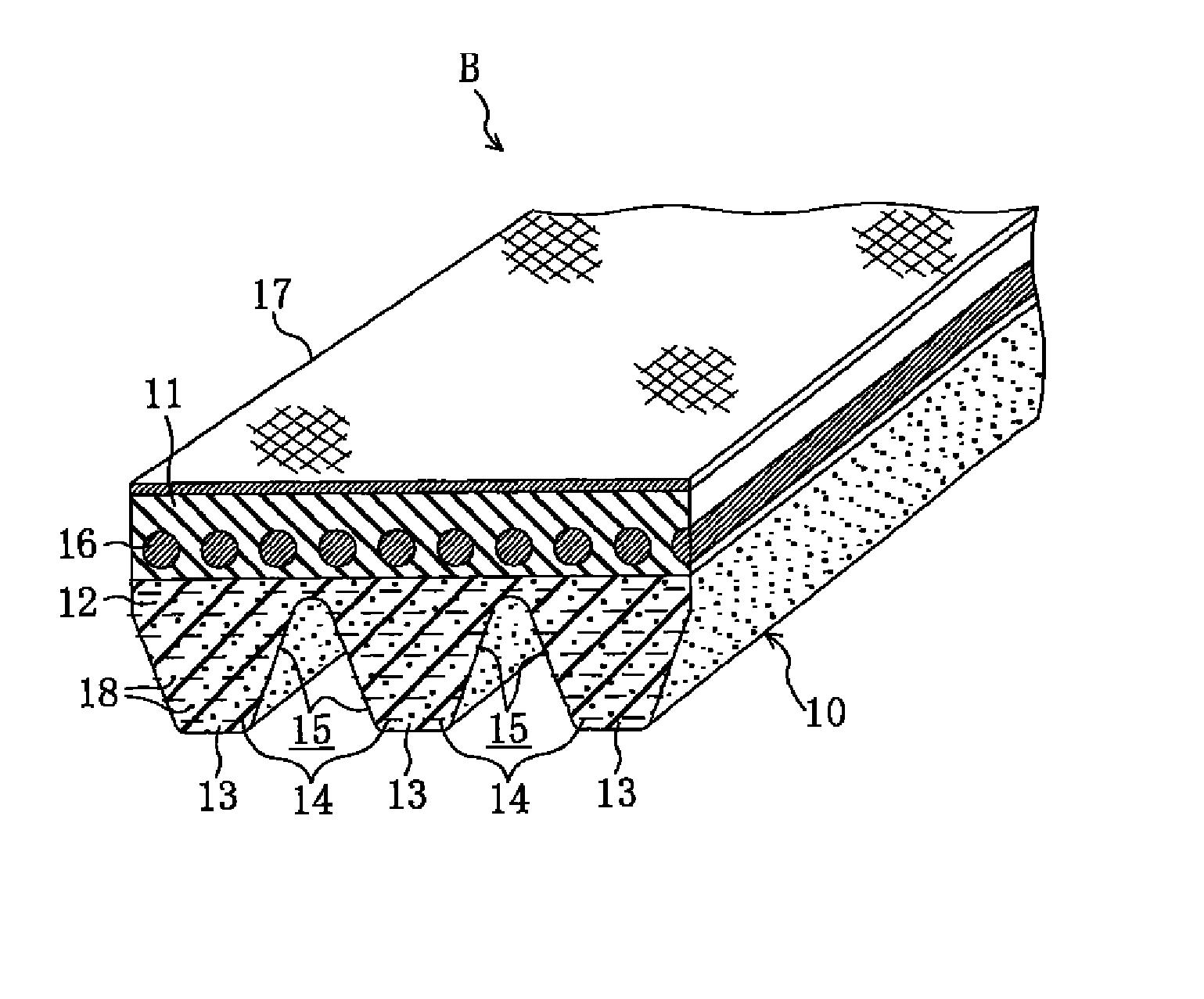
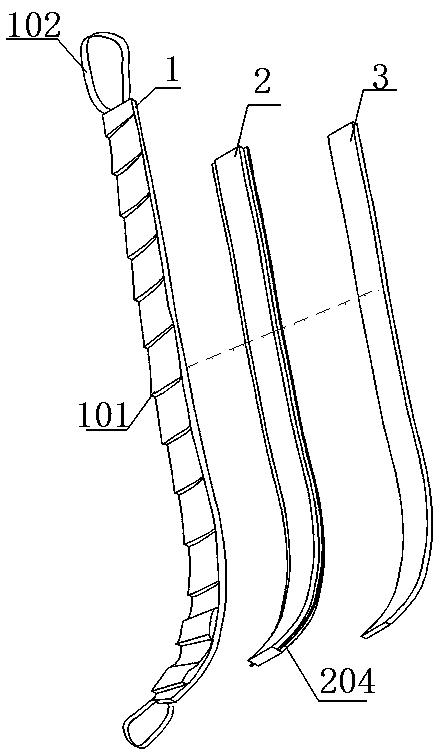
图1是实施方式所涉及的多楔带的立体图。
图2是示出使用了实施方式所涉及的多楔带的汽车发动机附件驱动带传动装置的带轮布置情况的图。
图3是示出实施方式所涉及的多楔带的制造方法1的第一说明图。
图4是示出实施方式所涉及的多楔带的制造方法1的第二说明图。
图5是示出实施方式所涉及的多楔带的制造方法1的第三说明图。
图6是示出实施方式所涉及的多楔带的制造方法1的第四说明图。
图7是示出实施方式所涉及的多楔带的制造方法1的第五说明图。
图8是在实施方式所涉及的多楔带的制造方法1的稳定时张力检查步骤中所使用的稳定时张力测量装置的主视图。
图9是曲线图,示出多楔带脱模后已过去的时间和带长之间的关系。
图10是示出实施方式所涉及的多楔带的制造方法2的第一说明图。
图11是示出在实施方式所涉及的多楔带的制造方法2的硫化成形步骤中使用的带成形模的纵向剖视图。
图12是示出在实施方式所涉及的多楔带的制造方法2的硫化成形步骤中使用的带成形模之一部分的纵向剖视图。
图13是示出实施方式所涉及的多楔带的制造方法2的第二说明图。
图14是示出实施方式所涉及的多楔带的制造方法2的第三说明图。
图15是曲线图,示出实施例1-3、比较例1-3各例的走行中带张力、热带张力以及冷带张力。
图16是曲线图,示出将芯线螺旋状地绕在圆筒模之际的张力与多楔带的稳定时张力之间的关系。
图17是曲线图,示出多楔带的在将芯线螺旋状地绕在圆筒模之际的张力为19.6牛顿的情况下和为13.7牛顿的情况下的稳定时张力。
具体实施方式
下面参照附图详细说明实施方式。
(多楔带B)
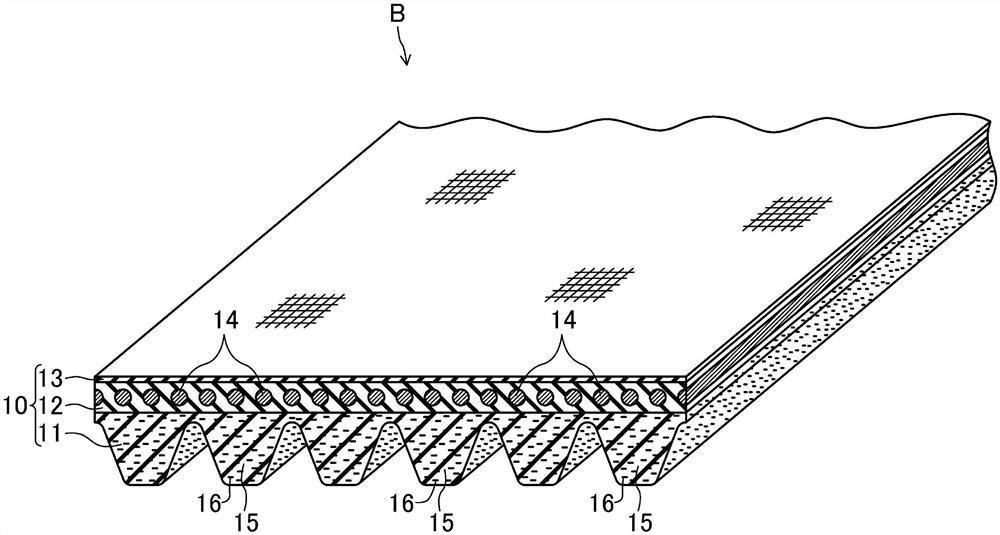
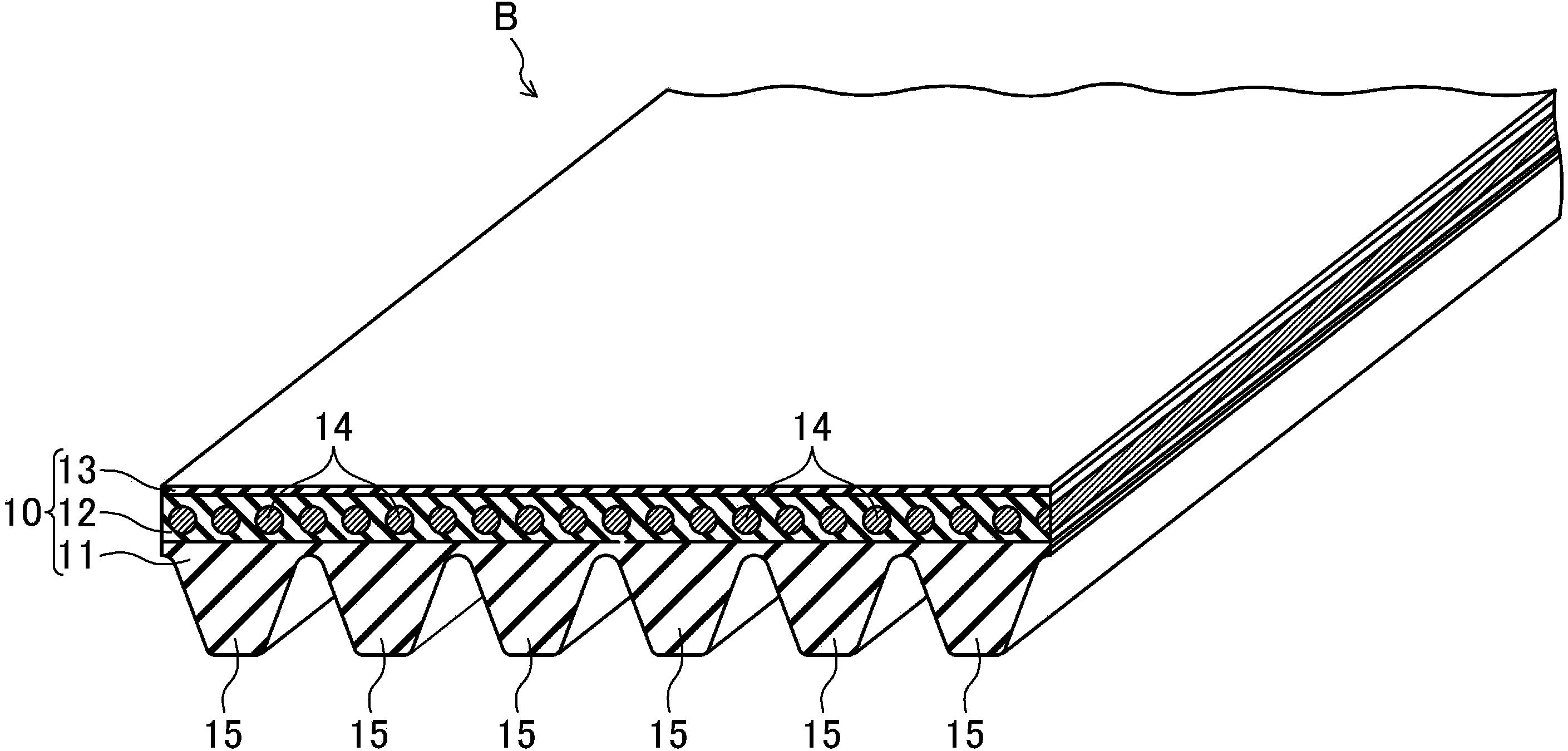
图1示出实施方式所涉及的多楔带B(传动带)。实施方式所涉及的多楔带B例如是用在设置在汽车发动机室内的发动机附件驱动用带传动装置等上的无接头环形带(endless belt)。实施方式所涉及的多楔带B例如带长为700-3000mm,带宽为10-36mm,带厚为4.0-5.0mm。此外,在本实施方式中以多楔带B作传动带之例,但并不限于此,平带、V型带、齿带都可以。
实施方式所涉及的多楔带B包括构成为三层结构的橡胶制多楔带主体10,该三层结构为构成带内周侧的带轮接触部分的压缩橡胶层11、中间的黏合橡胶层12和带外周侧的背面橡胶层13。芯线14埋设在黏合橡胶层12内,芯线14被布置成由该芯线14形成螺距位于带宽方向上的螺旋。
压缩橡胶层11中的多个V形楔15被设置成朝着带内周一侧垂下来。多个V形楔15中的各个V形楔15都形成为沿带长方向延伸的突条,其断面近似倒三角形,并且多个V形楔15排列着设置在带宽方向上。例如,各V形楔15的楔高为2.0-3.0mm,基端间宽度为1.0-3.6mm。楔的数量例如为3-6个(图1中为3个)。
黏合橡胶层12形成为带状,其断面为横向细长的矩形,厚度例如为1.0-2.5mm。
背面橡胶层13也形成为带状,其断面为横向细长的矩形,厚度例如为0.4-0.8mm。从抑制在带与带背面所接触的平带轮之间的声音的观点出发,优选背面橡胶层13的表面形成为织布的布纹被转印在该表面上的状态。
压缩橡胶层11、黏合橡胶层12以及背面橡胶层13由橡胶组合物形成,该橡胶组合物是通过对未交联橡胶组合物进行加热、加压并利用交联剂使其交联而形成的,上述未交联橡胶组合物是通过在橡胶成分中配合上各种配合剂并经混炼而形成的。该橡胶组合物可以是以硫为交联剂交联而成的组合物,也可以是以有机过氧化物为交联剂交联而成的组合物。
压缩橡胶层11、黏合橡胶层12以及背面橡胶层13三者可以由不同配合的橡胶组合物形成,又可以由相同配合的橡胶组合物形成。从抑制带背面与所接触的平带轮之间接触而产生粘合的观点出发,优选背面橡胶层13由比黏合橡胶层12稍硬的橡胶组合物形成。
能够列举出的形成压缩橡胶层11、黏合橡胶层12以及背面橡胶层13的橡胶组合物的橡胶成分例如有:乙烯-α-烯烃弹性体(EPDM、EPR等)、氯丁橡胶(CR)、氯磺化聚乙烯橡胶(CSM)、氢化丁腈橡胶(H-NBR)等。能够列举出的配合剂例如有:补强剂、填充剂、抗老化剂、软化剂、交联剂、硫化促进剂等。此外,由压缩橡胶层11和黏合橡胶层12构成多楔带主体10。还可以是一种设置由例如棉、聚酰胺纤维、聚酯纤维、芳香族纤维等纱线(yarn)形成的织布、编织布、无纺布等形成的补强布来代替背面橡胶层13这样的结构。
可以在形成压缩橡胶层11的橡胶组合物中配合尼龙短纤维等短纤维。在该情况下,优选所含有的短纤维在压缩橡胶层11中沿着带宽方向取向。而且优选将短纤维设置成从压缩橡胶层11的表面突出来。此外,还可以不是一种在形成压缩橡胶层11的橡胶组合物中配合短纤维的结构,而是一种让短纤维附着在压缩橡胶层11的表面上的结构。
将芯线14布置成:由该芯线14形成螺距位于带宽方向上的螺旋,该螺旋的螺距例如为0.8-1.5mm。
芯线14由有机纤维的长丝制成。能够列举出的形成芯线14的有机纤维例如有:脂肪族聚酰胺纤维(PA)、聚对苯二甲酸乙二醇酯纤维(PET)、聚萘二甲酸乙二醇酯纤维(PEN)、尼龙纤维(PVA)等。其中,从使多楔带B为伸缩(stretch)型带的观点出发,优选脂肪族聚酰胺纤维(PA)。能够列举出的脂肪族聚酰胺纤维例如有:尼龙66纤维、尼龙6纤维、尼龙46纤维、尼龙610纤维、尼龙12纤维、尼龙611纤维、尼龙612纤维等。
就形成芯线14的有机纤维的玻璃化转变点而言,例如,脂肪族聚酰胺纤维(PA)中的尼龙66纤维为50℃,尼龙6纤维为50℃,尼龙46纤维为60℃,聚对苯二甲酸乙二醇酯纤维(PET)为67℃,聚萘二甲酸乙二醇酯纤维(PEN)为113℃,聚乙烯醇缩甲醛纤维(PVA)约为85℃。这里,玻璃化转变点是利用差示扫描测热(DSC:Differential scanning calorimetry)法得到的。
芯线14既可以由一种有机纤维形成,也可以由多种有机纤维混在一起形成。形成芯线14的有机纤维的长丝的纤度例如为2-6dtex,长丝径例如为14-25μm。
从获得多楔带B的适当的稳定时张力的观点出发,优选形成芯线14的有机纤维的合计纤度在2500dtex以上,更优选为4000dtex,而且优选在10000dtex以下,更优选在8000dtex以下。优选芯线14的外径为φ0.5-1.5mm,更优选为φ0.7-1.1mm。这里,本申请中的“稳定时张力”指的是,初期延伸亦即在借助传动基本达到稳定的初期所产生的延伸后的带张力。
能够列举出的芯线14之线结构例如有单捻线、合股线、平行(同向)捻线(lang’s lay yarn)、编织线。其中单捻线和合股线为优选。
在芯线14是单捻线的情况下,从获得多楔带B的适当的稳定时张力的观点出发,优选捻度在3T/10cm以上,更优选在6T/10cm以上,而且优选在20T/10cm以下,更优选在15T/10cm以下。单捻线芯线14可以是S捻线,也可以是Z捻线,还可以将S捻线与Z捻线设置成它们能够形成双重螺旋的状态。
在芯线14是合股线的情况下,从获得多楔带B的适当的稳定时张力的观点出发,优选下捻线的纤度在100dtex以上,更优选为400dtex;而且优选在1500dtex以下,更优选在1000dtex以下。从获得多楔带B的适当的稳定时张力的观点出发,优选初捻捻度在6T/10cm以上,更优选在12T/10cm以上;而且优选在35T/10cm以下,更优选在25T/10cm以下。优选下捻线的根数为2-7根,更优选为3-5根。从获得多楔带B的适当的稳定时张力的观点出发,优选复捻捻度在3T/10cm以上,更优选在6T/10cm以上;而且优选在20T/10cm以下,更优选在15T/10cm以下。合股线的芯线14可以是复捻为S捻的S捻线,也可以是复捻为Z捻的Z捻线,而且还可以将S捻线与Z捻线设置成它们形成双重螺旋的状态。
图2示出使用了实施方式所涉及的多楔带B的汽车发动机附件驱动带传动装置20的带轮布置情况。
该发动机附件驱动带传动装置20包括曲柄轴用带轮21和设置在其右斜上方的水泵用带轮22。曲柄轴用带轮21和水泵用带轮22都是楔带轮,都是由例如金属冲压加工制件、铸造物、尼龙树脂、酚醛树脂等树脂成形品制成。曲柄轴用带轮21的带轮直径例如为φ120-170mm,水泵用带轮22的带轮直径例如为φ80-120mm。在该发动机附件驱动带传动装置20中,多楔带B以V形楔15一侧与带轮接触的方式绕在曲柄轴用带轮21和水泵用带轮22上。绕在曲柄轴用带轮21和水泵用带轮22上的多楔带B的稳定时张力,优选每一个V形楔15在80牛顿以上,更优选在90牛顿以上,而且优选每一个V形楔15在120牛顿以下,更优选在110牛顿以下。
此外,作为发动机附件驱动带传动装置20可以是带轮数量为3个以上的带轮布置情况。
(多楔带B的制造方法)
接下来,对实施方式所涉及的多楔带B的制造方法1、2做说明。
[制造方法1]
制造方法1是一种包括材料准备步骤、材料设置步骤、硫化成形步骤、研削步骤、切成圆片步骤以及稳定时张力检查步骤,并通过研削步骤中的研削形成多楔带B的V形楔15的方法。
<材料准备步骤>
首先,将各种配合物配合在橡胶成分中,用捏合机、班伯里机等混炼机进行混炼,利用压延成形等使所得到的未交联橡胶组合物成形为片状,制作出压缩橡胶层11用未交联橡胶片11’。在压缩橡胶层11中含有短纤维的情况下,将短纤维配合到该未交联橡胶片11’中即可。黏合橡胶层12用及背面橡胶层13用未交联橡胶片12’、13’也按照同样的方法制作。
进行将芯线14’即捻线浸渍到RFL水溶液中并加热的黏合处理。
这里,RFL水溶液是将乳胶液混合到间苯二酚与甲醛的初期缩合物中而形成的。RFL水溶液的液温例如为20-30℃。RFL水溶液中的固体成分例如为30质量%以下。间苯二酚(R)和甲醛水溶液(F)的摩尔比例如为R/F=1/1-1/2。能够列举出的乳胶液例如有:乙烯基吡啶/苯乙烯丁二烯橡胶乳胶液(VP/SBR)、氯丁橡胶乳胶液(CR)、氯磺化聚乙烯橡胶乳胶液(CSM)等。间苯二酚和甲醛的初期缩合物(RF)与乳胶液(L)的质量比例如为RF/L=1/5-1/20。
芯线14’在RFL水溶液中的浸渍时间例如为1-3秒钟。在RFL水溶液中浸渍后的加热温度(炉温度)例如为200-250℃。加热时间(炉内停留时间)例如为1-3分钟。从获得多楔带B的适当的稳定时张力的观点出发,优选在用RFL水溶液进行的黏合处理时为进行热定形(heat set)而对芯线14’施加的张力在0.0009N/dtex以上,更优选在0.0017N/dtex以上,而且优选在0.017N/dtex以下,更优选在0.0052N/dtex以下。利用RFL水溶液对芯线14’进行的黏合处理的次数可以仅为一次,也可以为两次以上。芯线14’上会附着RFL覆盖膜,但是在以形成芯线14’的有机纤维的质量为基准的情况下,该RFL覆盖膜的附着量(单位面积质量)例如为2-5质量%。
在用RFL水溶液进行黏合处理以前,还可以对芯线14’进行黏合处理,该黏合处理是,将芯线14’浸渍于让环氧、异氰酸酯(封端异氰酸酯)溶解于甲苯等溶剂中所形成的底胶溶液(primer solution)中并加热,或者将芯线14’浸渍于让环氧、异氰酸酯(封端异氰酸酯)分散于水中所形成的底胶溶液中并加热。底胶溶液的液温例如为20-30℃。底胶溶液中的固体成分例如在20质量%以下。
芯线14’在底胶溶液中的浸渍时间例如为1-3秒钟。浸渍于底胶溶液后的加热温度(炉温度)例如为200-250℃。加热时间(炉内停留时间)例如为1-3分钟。从获得多楔带B的适当的稳定时张力的观点出发,优选用底胶溶液进行黏合处理时赋予芯线14’的张力在0.0009N/dtex以上,更优选在0.0017N/dtex以上;而且,优选在0.017N/dtex以下,更优选在0.0052N/dtex以下。利用底胶溶液对芯线14’进行黏合处理的次数可以仅为一次,也可以为两次以上。芯线14’上会附着有RFL覆盖膜,但是在以形成芯线14’的有机纤维的质量为基准的情况下,该RFL覆盖膜的附着量(单位面积质量)例如为2-5质量%。
在利用RFL水溶液进行了黏合处理以后,还可以对芯线14’进行黏合处理,该黏合处理为将芯线14’浸渍到让未硫化橡胶组合物溶解于甲苯等溶剂中的橡胶糊中并使该芯线14’干燥。橡胶糊的液温例如为20-30℃。橡胶糊中的固体成分例如为20质量%以下。
芯线14’在橡胶糊中的浸渍时间例如为1-3秒钟。浸渍于橡胶糊以后的干燥温度(炉温度)例如为50-100℃。干燥时间(炉内停留时间)例如为1-3分钟。从获得多楔带B的适当的稳定时张力的观点出发,优选利用橡胶糊进行黏合处理时赋予芯线14’的张力在0.0009N/dtex以上,更优选在0.0017N/dtex以上;而且优选在0.017N/dtex以下,更优选在0.0052N/dtex以下。利用橡胶糊对芯线14’进行黏合处理的次数可以仅为一次,也可以为两次以上。芯线14’上会附着橡胶糊覆盖膜,但是在以制成芯线14’的有机纤维的质量为基准的情况下,该橡胶糊覆盖膜的附着量(单位面积质量)例如为2-5质量%。
从获得多楔带B的适当的稳定时张力的观点出发,优选黏合处理后的芯线14’的干热时收缩应力在5N/dtex以上,更优选在10N/dtex以上;而且优选在30N/dtex以下,更优选在25N/dtex以下。从获得多楔带B的适当的稳定时张力的观点出发,优选黏合处理后的芯线14’的中间伸长度在1%以上,更优选在3%以上;而且优选在8%以下,更优选在6%以下。这里,干热时收缩应力与中间伸长度是按照JIS L1017测得的值。
<材料设置步骤>
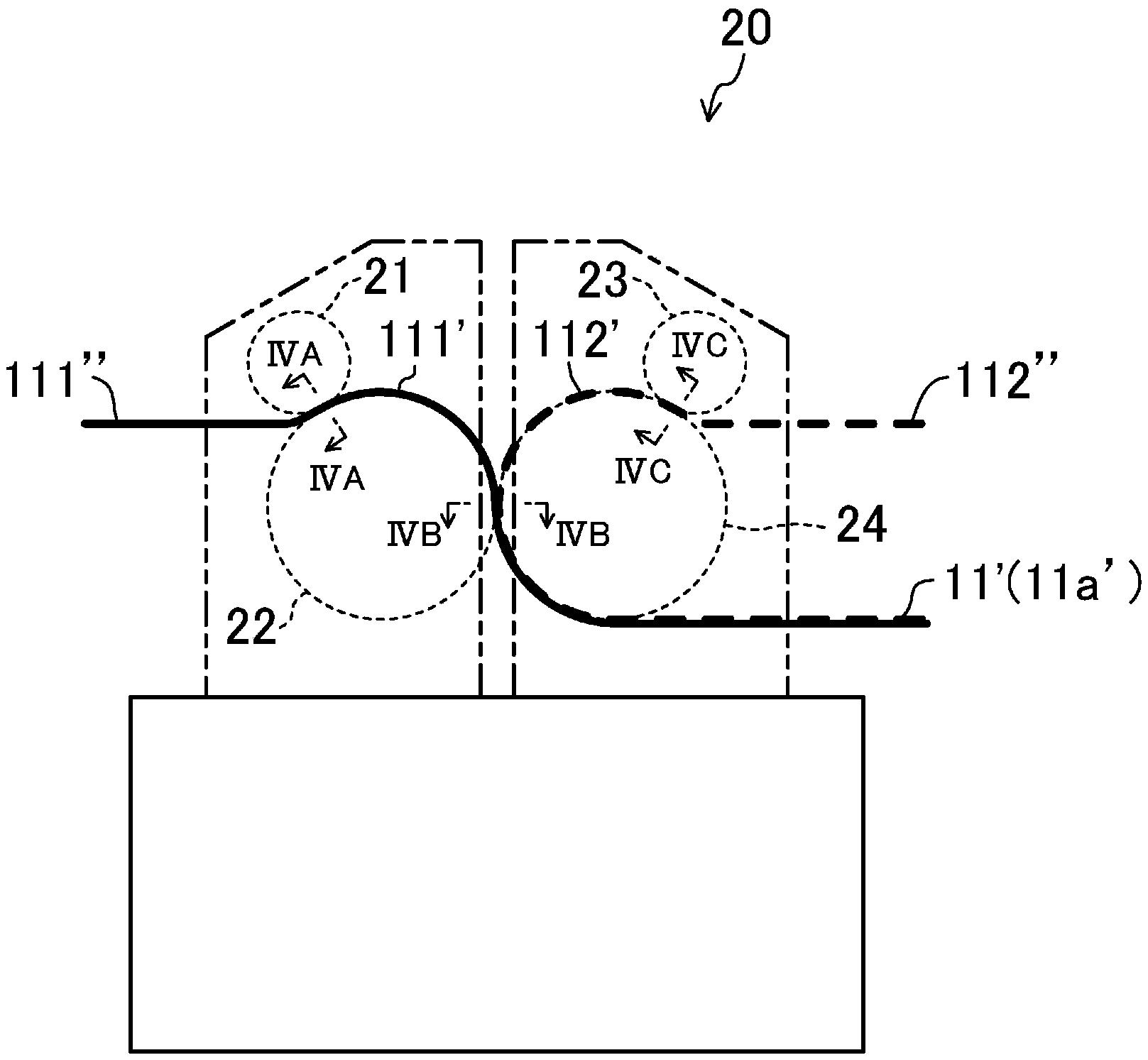
接下来,如图3所示,将背面橡胶层13用未交联橡胶片13’和黏合橡胶层12用未交联橡胶片12’依次绕在圆筒模31的外周上并层叠起来,再在其上边对芯线14’赋予一定的张力边将芯线14’螺旋状地绕在圆筒模31上,进一步将黏合橡胶层12用未交联橡胶片12’和压缩橡胶层11用未交联橡胶片11’依次绕在已螺旋状地绕在圆筒模31上的芯线14’上并层叠起来,成形出带形成用成形体B’。
这里,在绕芯线14’之际对芯线14’施加一定的张力,但是从获得多楔带B的适当的稳定时张力的观点出发,优选该张力在0.0009N/dtex以上,更优选在0.0017N/dtex以上,而且优选在0.0052N/dtex以下,更更优选在0.0035N/dtex以下。
<硫化成形步骤>
接下来,如图4所示,将橡胶套筒32套在带形成用成形体B’上,然后将它们放到硫化罐内并进行密封,向硫化罐内填充高温、高压蒸气并将该状态保持规定的成形时间。此时,如图5所示,未交联橡胶片11’、12’、13’交联下去而一体化并与芯线14’复合化,最后成形出圆筒状带坯S。
这里,带坯S的成形温度例如为100-180℃,成形压力例如为0.5-2.0MPa,成形时间例如为10-60分钟。
<研削步骤>
接着,从硫化罐内将蒸气排出,解除密闭,将已成形于圆筒模31上的带坯S脱模,如图6所示,将带坯S跨绕在一对坯挂绕轴33之间,并且一边让研削砂轮34相对于带坯S的外周面旋转一边让研削砂轮34紧顶在带坯S的外周面上,也让带坯S在一对坯挂绕轴33之间旋转,由此而对该带坯S的整个外周面都进行研削,其中在研削砂轮34上,沿圆周方向延伸的用于形成带上的V形楔的槽并排着设置在外周面的轴向上。如图7所示,此时在带坯S的外周面上形成有V形楔15。此外,可以根据需要将带坯S沿着长度方向进行分割后再进行研削。
<切成圆片步骤>
以一定的宽度将已利用研削形成了V形楔15的带坯S切成一个一个的圆片,并且将表面背面反过来,即可获得多楔带B。
<稳定时张力检查步骤>
最后,对在切成圆片步骤中得到的多楔带B的稳定时张力进行检查。
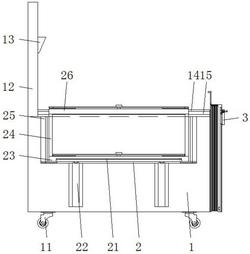
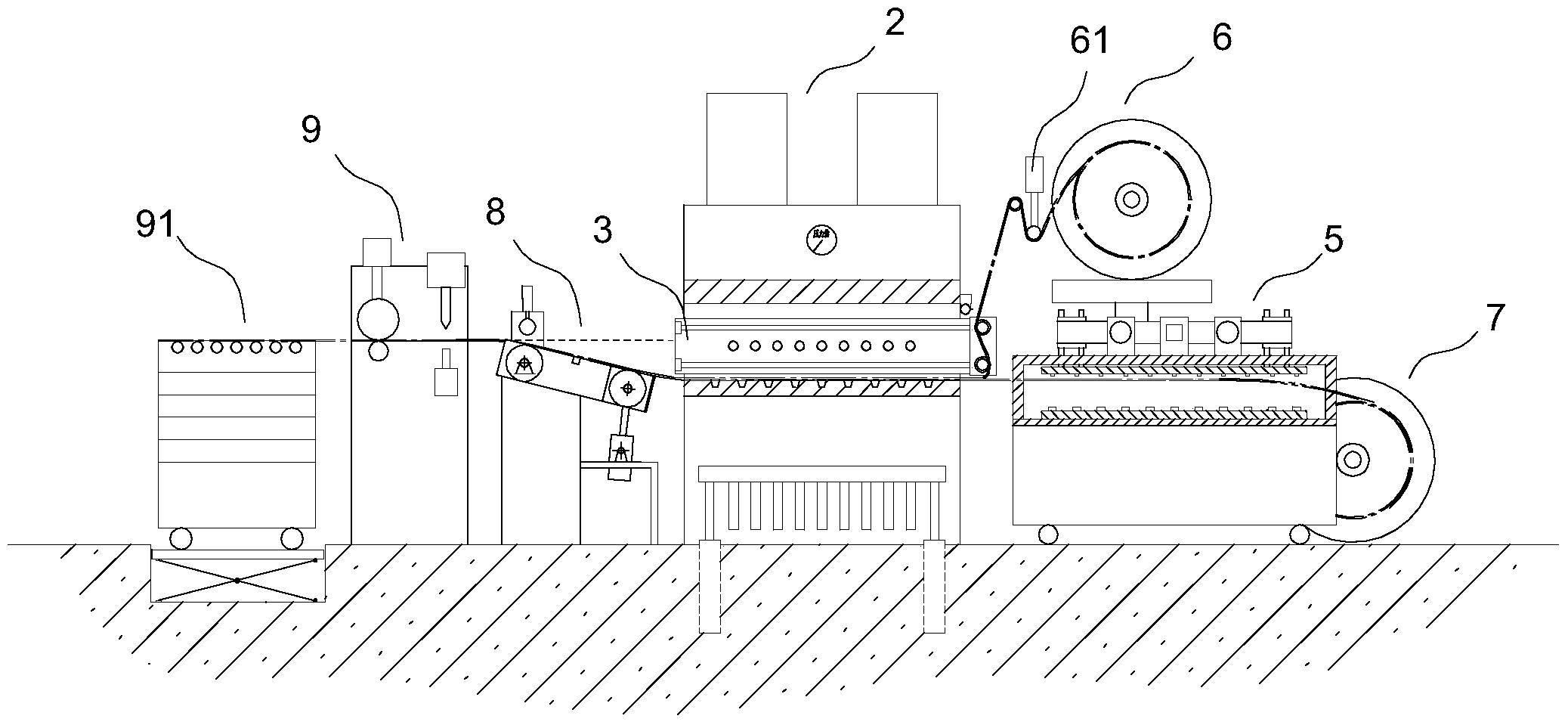
图8示出用于测量多楔带B的稳定时张力的稳定时张力测量装置60。
该稳定时张力测量装置60包括纵向细长的加热槽61和在加热槽61内上下设置以保证能够绕上多楔带B的主动带轮62与从动带轮63。
在加热槽61的前表面上设置有开关门61a,该开关门61a构成为:打开该开关门61a,将检查对象即多楔带B绕在主动带轮62上和从动带轮63上,或者从主动带轮62和从动带轮63上将检查对象即多楔带B卸下来;关闭该开关门61a,测量多楔带B的稳定时张力。
在加热槽61的上部连接有供气管64,在加热槽61的下部连接有排气管65,这些供气管64和排气管65与调温空气循环泵相连接。而且这些供气管64、排气管65以及调温空气循环泵构成加热槽61所带的调温机构,让已被调温的空气循环,而连续地供给及排出在加热槽61内已被调温的空气。此外,可以由设置在加热槽61内或者加热槽61外的加热器构成调温机构。
主动带轮62固定在加热槽61内的上部能够绕轴旋转,与未图示的驱动源相连接。主动带轮62是楔带轮。优选主动带轮62的带轮直径在φ45mm以上,更优选在φ70mm以上;而且优选在φ150mm以下,更优选在φ120mm以下。
从动带轮63设置在主动带轮62下方,能够绕轴旋转且可以上下移动。从动带轮63构成为能够与主动带轮62之间保持有任意的一定轴间距离,而且,该从动带轮63上设置有用于检测轴向载荷的未图示测力传感器(load cell)。能够从利用该测力传感器检测到的轴向载荷计算出多楔带B的带张力,因此该测力传感器构成检测多楔带B的带张力的带张力检测部件。从动带轮63也是楔带轮。优选从动带轮63的带轮直径在φ45mm以上,更优选在φ70mm以上;而且优选在φ150mm以下,更优选在φ120mm以下。优选从动带轮63的带轮直径与主动带轮62的带轮直径相等。在该情况下,由测力传感器检测到的轴向载荷的2分之1是带张力。
此外,稳定时张力测量装置60的带轮数量并不限于具有主动带轮62与从动带轮63这两个带轮的情况,具有三个以上的带轮也是可以的。在该情况下,可以在上述三个以上的带轮中包括楔带轮以外的与多楔带B的背面接触而按压该背面的平带轮。
在用该稳定时张力测量装置60检查稳定时张力的过程中,首先,打开加热槽61的开关门61a,将多楔带B绕在主动带轮62与从动带轮63上,并且让从动带轮63朝着下方移动,让从动带轮63在它与主动带轮62之间达到了规定的轴间距离的位置上停止移动并固定好。此时,多楔带B受到拉伸而被赋予了带张力。这里,设定主动带轮62与从动带轮63的轴间距离时,要保证绕在主动带轮62与从动带轮63上的多楔带B的带长与实际使用的绕在带轮上的多楔带B的带长相等。优选在该初期赋予多楔带B的带张力为每一个V形楔在20牛顿以上,更优选每一个V形楔在50牛顿以上;而且优选每一个V形楔在200牛顿以下,更优选每一个V形楔在120牛顿以下。
接下来,关上加热槽61的开关门61a,将温暖的风从供气管64送入加热槽61而使加热槽61内成为高温,由此而让多楔带B的带温度升温到比形成芯线14的有机纤维的玻璃化转变点高。优选多楔带B的带温度比形成芯线14的有机纤维的玻璃化转变点高10-50℃,更优选高20-40℃。多楔带B的带温度能够用非接触型温度计等进行测量。此外,为了让多楔带B的带温度升温到规定的带温度,优选加热槽61内的环境温度比该规定的带温度高20℃左右。
之后,根据用测力传感器检测到的轴向载荷将已处于绕在主动带轮62与从动带轮63上之状态下的多楔带B的带张力作为稳定时张力进行测量。
可以在以下状态下测量稳定时张力。即,当多楔带B达到比形成芯线14的有机纤维的玻璃化转变点高的带温度时,不让多楔带B走行,而是将多楔带B绕在主动带轮62与从动带轮63上并使其停止的状态。
还可以按照以下所述测量稳定时张力,即,利用驱动源让主动带轮62旋转,在将已达到带温度比形成芯线14的有机纤维的玻璃化转变点高的多楔带B绕在主动带轮62与从动带轮63上的状态下让该多楔带B走行规定时间,在该走行过程中或者走行结束以后测量稳定时张力。
在该情况下,优选主动带轮62的转速在500rpm以上,更优选在2000rpm以上;而且优选在6000rpm以下,更优选在4000rpm以下。
优选多楔带B的走行时间在0.5分钟以上,更优选在1分钟以上;而且优选在5分钟以下,更优选在3分钟以下。
可以在多楔带B刚刚结束走行后不久测量稳定时张力,也可以在从开始走行到规定时间过后(例如0.5-3分)测量稳定时张力,还可以在使其走行且将其冷却下来以后测量稳定时张力。在对多楔带B进行冷却的情况下,只要从供气管64将冷风送入加热槽61,使加热槽61内成为低温即可。优选冷却后的多楔带B的带温度在10℃以上,更优选在20℃以上;而且优选在40℃以下,更优选在30℃以下。
使用了脂肪族聚酰胺纤维制芯线的伸缩型多楔带具有不需要自动张紧装置等张力赋予机构的优点,但另一方面却需要采取一定的技术手段使得稳定时张力会落在规定张力范围内,而且还要检查制造出的多楔带的稳定时张力是否在规定的张力范围内。
作为检查稳定时张力的方法,能够想到让多楔带B实际地连续走行来测量稳定时张力这一方法。但是,为了让多楔带B在常温环境下走行到显示出稳定时张力为止却需要花费很长时间,而存在检查时间过长的问题。而且,从稳定时张力很大程度上依赖于带长这一点考虑,作为检测稳定时张力的方法能够想到通过测量作为代用特性的带长来检查稳定时张力。但是,如图9所示,带长在带坯S脱模后会伴随着时间的推移发生很大的变化,另一方面,实质上也不可能对从该脱模后到进行检查的时间进行固定,因此而存在无法通过测量带长来高精度地检查稳定时张力的问题。此外,图9中示出用周长862mm的圆筒模制造出的多楔带B的带长在带坯S脱模后随时间变化的变化情况。
但是,如上所述,通过使处于绕在主动带轮62与从动带轮63上之状态下的多楔带B的带温度比形成芯线14的有机纤维的玻璃化转变点高,则能够简单且高精度地检查稳定时张力。可以认为:这是因为多楔带B的初期爬行(creep)导致带张力的下降加速,并且所下降的该带张力在短时间内消失,带张力稳定之故。
因为普遍认同将芯线14’螺旋状地绕在圆筒模31上之际的张力与多楔带B的稳定时张力之间存在相关关系,所以从抑制多楔带B的稳定时张力的偏差的观点出发,优选根据在该稳定时张力检查步骤测得的稳定时张力,对在材料设置步骤中赋予芯线14’的张力的设定进行改变。具体而言,优选以下做法:在已测得的稳定时张力接近标准的上限或者超过上限的情况下,进行反馈,使将芯线14’螺旋状地绕在圆筒模31上之际的张力下降。相反,在已测得的稳定时张力接近标准的下限或者小于下限的情况下,进行反馈,使将芯线14’螺旋状地绕在圆筒模31上之际的张力上升。
因为能够根据研削步骤中研削量的多少控制带长,所以在已测得的稳定时张力接近标准的上限或者超过上限的情况下,进行反馈,增加研削步骤中的研削量而使带长增长。相反,在已测得的稳定时张力接近标准的下限或者小于下限的情况下,进行反馈,减少研削步骤中的研削量使带长缩短,由此也能够抑制多楔带B的稳定时张力的偏差。
[制造方法2]
制造方法2是一种包括材料准备步骤、材料设置步骤、硫化成形步骤、切成圆片步骤以及稳定时张力检查步骤,并通过在硫化成形步骤中的成形来形成多楔带B的V形楔15的方法。因所述步骤中材料准备步骤以及切成圆片步骤以后的各个步骤都和制造方法1一样,故不再对这些步骤做说明,以下仅对材料设置步骤与硫化成形步骤做说明。
<材料设置步骤>
如图10所示,在材料设置步骤中,将橡胶套筒42套在表面平滑的圆筒体41上,再将在材料准备步骤中准备好的背面橡胶层13用未交联橡胶片13’与黏合橡胶层12用未交联橡胶片12’依次绕在该橡胶套筒42上并层叠起来,然后从背面橡胶层13用未交联橡胶片13’与黏合橡胶层12用未交联橡胶片12’之上将芯线14’螺旋状地绕在圆筒状内模51上,进一步将黏合橡胶层12用未交联橡胶片12’与压缩橡胶层11用未交联橡胶片11’依次绕在其上而层叠起来,即形成带形成用成形体B’。在让短纤维附着于压缩橡胶层11表面的情况下,只要让短纤维附着在该带形成用成形体B’最外层的未交联橡胶片11’的表面上即可。
这里,在绕芯线14’之际要对芯线14’施加一定的张力,但是从获得多楔带B的适当的稳定时张力的观点出发,优选该张力在0.0009N/dtex以上,更优选在0.0017N/dtex以上,而且优选在0.0052N/dtex以下,更更优选在0.0035N/dtex以下。
<硫化成形步骤>
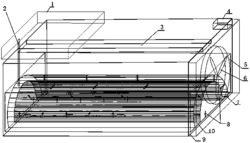
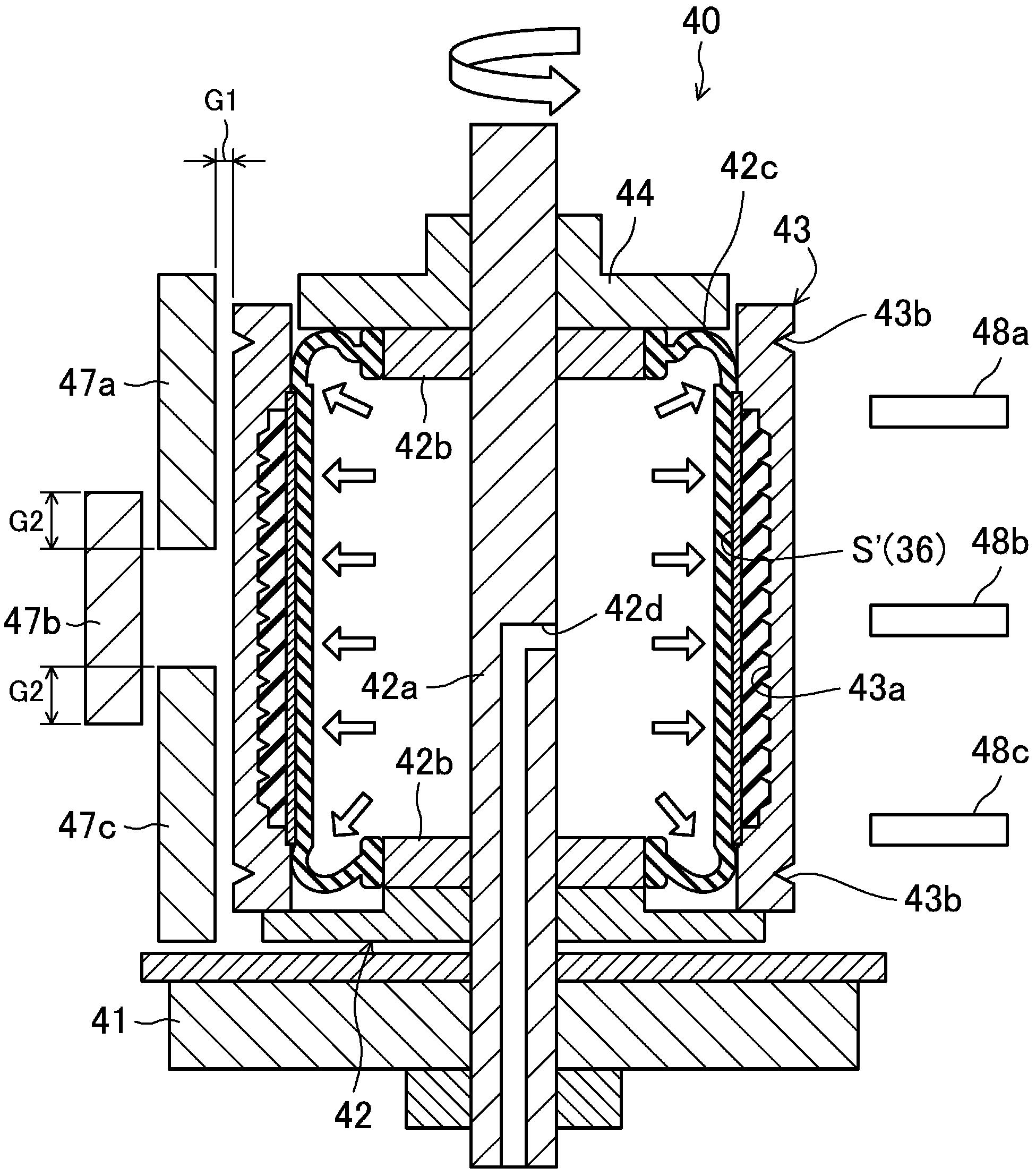
图11和图12示出在该制造方法2的硫化成形步骤中使用的带成形模50。
该带成形模50具有同心状设置、具有挠性的圆筒状内模51与外模52。内模51由橡胶等挠性材料制成。内模51的外周面构成成形面,在该内模51的外周面上设置有用于形成织布的布纹的图案等。外模52由金属等刚性材料制成。外模52的内周面构成成形面,该外模52的内周面构成V形楔形成面53。外模52上设置有让水蒸气等热介质、水等冷介质流通来调节温度的调温机构。该带成形模50上设置有用于从内部对内模51加压使其膨胀的加压部件。
材料设置步骤以后,如图13所示,从圆筒体41上将设置有带形成用成形体B’的橡胶套筒42取下来,让橡胶套筒42位于所述带成形模50的外模52中,让内模51位于已被装到外模52中的橡胶套筒42内并进行密封。
接着,将外模52加热到规定的成形温度,并且将高压空气等注入内模51的被密封内部空间内并加压,将该状态保持规定的成形时间。此时,如图14所示,内模51膨胀,带形成用成形体B’压接在外模52的成形面上,未交联橡胶片11’、12’、13’交联下去而一体化并且与芯线14’复合,最终成形出V形楔15形成在外周一侧的圆筒状带坯S。
这里,带坯S的成形温度例如为100-180℃,成形压力例如为0.5-2.0MPa,成形时间例如为10-60分钟。
【实施例】
(试验评价1)
<多楔带>
采用与上述实施方式的制造方法1一样的方法制作了多楔带。所制作的多楔带,其带长为856mm,带厚为4.3mm,楔的数量为3个,带宽为10mm。在制作出的多楔带中,使用尼龙66纤维制芯线(940dtex/2×3结构的合股线、旭化成公司生产、商品名:reona、玻璃化转变点:50℃),将芯线螺旋状地绕在圆筒模上之际的张力设定为14.7牛顿/1根(0.0026N/dtex)。
<试验评价内容>
以下进行了实施例1-3及比较例1-3的试验评价。各例的内容也示于表1。
-实施例1-
在将所述多楔带绕在带轮直径分别为100mm的一对带轮上且实质上未赋予带张力的状态下测量了轴间距离(以下称为“检查前长度”。),该轴间距离为278.43m。而且,此时,以带轮外周为零点到绕在带轮上的多楔带背面的出来高度(ride out)尺寸(以下称为“R/O”)为2.63mm。
接下来,利用结构与图8所示装置一样的稳定时张力测量装置,将该多楔带绕在主动带轮与从动带轮上,让从动带轮朝着下方移动,将其间的轴间距离设定为280mm。将轴间距离设定为280mm时的带张力(以下称为“组装时带张力”)为393牛顿/3个V形楔。
接着,使加热槽内部成为80℃的温度环境以后,让主动带轮以3700rpm的转速旋转,让多楔带走行了1分钟。走行结束后的带温度(以下称为“走行结束后带温度”)为60℃,比尼龙66纤维的玻璃化转变点高。带温度是用非接触型温度计(TASCO JAPAN公司生产、商品名:THI-700)测量得出的。走行中的带张力(以下称为“走行中带张力”)为220牛顿/3个V形楔。刚刚结束走行后不久的带张力(以下称为“热带张力”)为257牛顿/3个V形楔。
将外部空气引入加热槽内,将多楔带冷却下来。冷却后的带温度(以下称为“冷却后带温度”)为18℃。冷却后的带张力(以下称为“冷带张力”)为220牛顿/3个V形楔。
-实施例2-
除了让加热槽内部成为100℃的温度环境以外,其它操作都与实施例1一样。
检查前长度为278.58mm;R/O为2.64mm;组装时带张力为359牛顿/3个V形楔;走行后带温度为69℃,比尼龙66纤维的玻璃化转变点高;走行中带张力为216牛顿/3个V形楔;热带张力为245牛顿/3个V形楔;冷却后带温度为20℃;冷带张力为209牛顿/3个V形楔。
-实施例3-
除了让加热槽内部成为120℃的温度环境以外,其它操作都与实施例1一样。
检查前长度为278.36mm;R/O为2.65mm;组装时带张力为365牛顿/3个V形楔;走行后带温度为80℃,比尼龙66纤维的玻璃化转变点高;走行中带张力为232牛顿/3个V形楔;热带张力为263牛顿/3个V形楔;冷却后带温度为20℃;冷带张力为210牛顿/3个V形楔。
-比较例1-
除了使加热槽内部成为大气环境,没有对多楔带进行冷却以外,其它操作都与实施例1一样。
检查前长度为278.44mm;R/O为2.63mm;组装时带张力为421牛顿/3个V形楔;走行后带温度为21℃,比尼龙66纤维的玻璃化转变点低;走行中带张力为298牛顿/3个V形楔;热带张力为340牛顿/3个V形楔;冷却后带温度为20℃;冷带张力为302牛顿/3个V形楔。
-比较例2-
除了让加热槽内部成为40℃的温度环境以外,其它操作都与实施例1一样。
检查前长度为278.61mm;R/O为2.59mm;组装时带张力为404牛顿/3个V形楔;走行后带温度为40℃,比尼龙66纤维的玻璃化转变点低;走行中带张力为235牛顿/3个V形楔;热带张力为276牛顿/3个V形楔;冷却后带温度为20℃;冷带张力为250牛顿/3个V形楔。
-比较例3-
除了让加热槽内部成为60℃的温度环境以外,其它操作都与实施例1一样。
检查前长度为278.53mm;R/O为2.61mm;组装时带张力为388牛顿/3个V形楔;走行后带温度为50℃,比尼龙66纤维的玻璃化转变点低;走行中带张力为225牛顿/3个V形楔;热带张力为262牛顿/3个V形楔;冷却后带温度为19℃;冷带张力为232牛顿/3个V形楔。
表1
<试验评价结果>
图15示出实施例1-3及比较例1-3各例的走行中带张力、热带张力以及冷带张力。
在所述多楔带的情况下,所做的设计保证冷带张力为210牛顿/3个V形楔,在使走行后带温度比尼龙66纤维的玻璃化转变点高的实施例1-3中,获得了接近设计值的测量值,特别是在实施例2及3中,测量值基本上就是设计值。另一方面,在使走行后带温度比尼龙66纤维的玻璃化转变点低的比较例1-3中,测量值比设计值高10-50%左右。
可以认为:上述结果是因为通过使多楔带的带温度比构成芯线的尼龙66纤维的玻璃化转变点高,多楔带B的初期爬行(creep)所导致带张力的下降加速,所下降的该带张力在短时间内消失,带张力稳定之故。
因此,通过使多楔带的带温度比构成芯线的有机纤维的玻璃化转变点高,就能够简单且高精度地将此时的带张力作为稳定时张力进行检查。
(试验评价2)
利用与上述实施方式的制造方法1一样的方法,把将芯线螺旋状地绕在圆筒模上之际的张力变更为9.8牛顿/1根(0.0017N/dtex)、14.7牛顿/1根(0.0026N/dtex)、以及29.4牛顿/1根(0.0052N/dtex),制作了多楔带。已制出的多楔带,带长为856mm,带厚为4.3mm,楔的数量为三个,带宽为10mm。而且,在已制出的多楔带中使用了尼龙66纤维制芯线(940dtex/2×3结构的合股线、旭化成公司生产、商品名:reona、玻璃化转变点:50℃)。
针对改变了将芯线绕在圆筒模之际的张力的各多楔带,利用与试验评价1中的实施例1一样的方法将热带张力作为稳定时张力进行了测量。
图16示出将芯线绕在圆筒模上之际的张力与稳定时张力间的关系。
由此可知,将芯线绕在圆筒模之际的张力与稳定时张力具有相关关系,芯线的张力越高,稳定时张力越高。其间之关系的回归式如下:
(稳定时张力)=29.623×(芯线张力/9.8)+218.06(1)
(试验评价3)
利用与上述实施方式的制造方法1一样的方法,使将芯线螺旋状地绕在圆筒模上之际的张力为19.6牛顿/1根(0.0035N/dtex),制出了多楔带。已制出的多楔带,带长为862mm,带厚为4.3mm,楔的数量为三个,带宽为10mm。而且,在已制出的多楔带中使用了尼龙66纤维制芯线(940dtex/2×3结构的合股线、旭化成公司生产、商品名:reona、玻璃化转变点:50℃)。
采用与试验评价1的实施例1一样的方法(轴间距离=280mm),针对芯线绕在圆筒模之际的张力为19.6牛顿/1根(0.0035N/dtex)的多楔带,将冷带张力作为稳定时张力进行了测量,结果为217牛顿/3个V形楔。
这里,在试验评价2中求得的回归式(1)以热带张力为稳定时张力,但是要想就该芯线张力的依赖性而言将冷带张力作为稳定时张力也很妥当,那么在制造稳定时张力为199牛顿/3个V形楔的多楔带的情况下,冷带张力就会成为(217-199)/29.623×9.8=18/29.623×9.8≈5.9(牛顿/1根)。因此,只要使将芯线绕在圆筒模上之际的张力降低5.9牛顿/1根,使其成为13.7牛顿/1根(0.0024N/dtex)即可。
于是,根据与上述一样的方法,使将芯线螺旋状地绕在圆筒模上之际的张力为13.7牛顿/1根(0.0024N/dtex),制作了多楔带,同样作为稳定时张力进行了测量,正好是图17所示的设计值,为199牛顿/3个V形楔。
-产业实用性-
本发明对于传动带的稳定时张力测量方法和测量装置、以及传动带的使用该测量装置的制造方法很有用。
-符号说明-
B 多楔带(传动带)
B’ 带形成用成形体
S 带坯
10 多楔带主体
11 压缩橡胶层
11’、12’、13’ 未交联橡胶片
12 黏合橡胶层
13 背面橡胶层
14、14’ 芯线
15 V形楔
20 附件驱动带传动装置
21 曲柄轴用带轮
22 水泵用带轮
31 圆筒模
32 橡胶套筒
33 坯绕挂轴
34 研削砂轮
41 圆筒体
42 橡胶套筒
50 带成形模
51 内模
52 外模
53 V形楔形成面
60 稳定时张力测量装置
61 加热槽
61a 开关门
62 主动带轮
63 从动带轮
64 供气管
65 排气管
传动带的稳定时张力测量方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0