








专利摘要
传动带的制造方法包括:进行埋设有沿着带长方向延伸的芯线(112)的环状抗拉体层(111)的成形和硫化的工序;进行压缩橡胶层用橡胶部件(121A)的成形和硫化的工序;以及将硫化后的抗拉体层(111)和硫化后的压缩橡胶层用橡胶部件(121A)粘合起来的工序。
权利要求
1.一种传动带的制造方法,其特征在于:
所述传动带的制造方法包括:
进行环状的抗拉体层的成形和硫化的工序,其中,在所述抗拉体层中埋设有沿着带长方向延伸的芯线;
进行压缩橡胶层用橡胶部件的成形和硫化的工序;以及
将硫化后的所述抗拉体层和硫化后的所述压缩橡胶层用橡胶部件粘合起来的工序。
2.根据权利要求1所述的传动带的制造方法,其特征在于:
所述粘合起来的工序包括将利用自由基引发剂活化了的表面彼此压接的工序。
3.根据权利要求1所述的传动带的制造方法,其特征在于:
所述粘合起来的工序包括用粘合剂粘合起来的工序。
4.根据权利要求1所述的传动带的制造方法,其特征在于:
所述粘合起来的工序包括:使粘合橡胶片介于所述抗拉体层和所述压缩橡胶层用橡胶部件之间,来将所述抗拉体层和所述压缩橡胶层用橡胶部件粘合起来的工序。
5.根据权利要求1至4中任一项所述的传动带的制造方法,其特征在于:
所述压缩橡胶层用橡胶部件通过挤压成形的方式成形。
6.根据权利要求5所述的传动带的制造方法,其特征在于:
在所述粘合起来的工序中将所述压缩橡胶层用橡胶部件的长度方向的两个端部彼此粘合起来。
7.根据权利要求5所述的传动带的制造方法,其特征在于:
所述传动带的制造方法在所述粘合起来的工序以前还包括:将所述压缩橡胶层用橡胶部件的长度方向的两个端部彼此粘合起来的工序。
8.根据权利要求1至7中任一项所述的传动带的制造方法,其特征在于:
所述抗拉体层和所述压缩橡胶层用橡胶部件分别在不同的条件下进行硫化。
9.根据权利要求1至8中任一项所述的传动带的制造方法,其特征在于:
进行所述压缩橡胶层用橡胶部件的成形和硫化的工序包括:进行第一压缩橡胶层用橡胶部件的成形和硫化的工序;以及进行第二压缩橡胶层用橡胶部件的成形和硫化的工序,
所述粘合起来的工序为:将所述第一压缩橡胶层用橡胶部件粘合在所述抗拉体层的内周侧,将所述第二压缩橡胶层用橡胶部件粘合在所述抗拉体层的外周面上的工序。
10.根据权利要求9所述的传动带的制造方法,其特征在于:
所述第一压缩橡胶层用橡胶部件和所述第二压缩橡胶层用橡胶部件分别在不同的条件下进行硫化。
11.一种传动带,其特征在于:
所述传动带是利用权利要求1至10中任一项所述的方法制造出来的。
12.一种传动带,所述传动带包括:环状的抗拉体层,其中,在所述抗拉体层中埋设有沿着带长方向延伸的芯线;以及与所述抗拉体层粘合起来的压缩橡胶层,所述传动带的特征在于:
所述压缩橡胶层具有将带长方向的端部彼此粘合起来的粘合部。
说明书
技术领域
本发明涉及一种传动带的制造方法及传动带。
背景技术
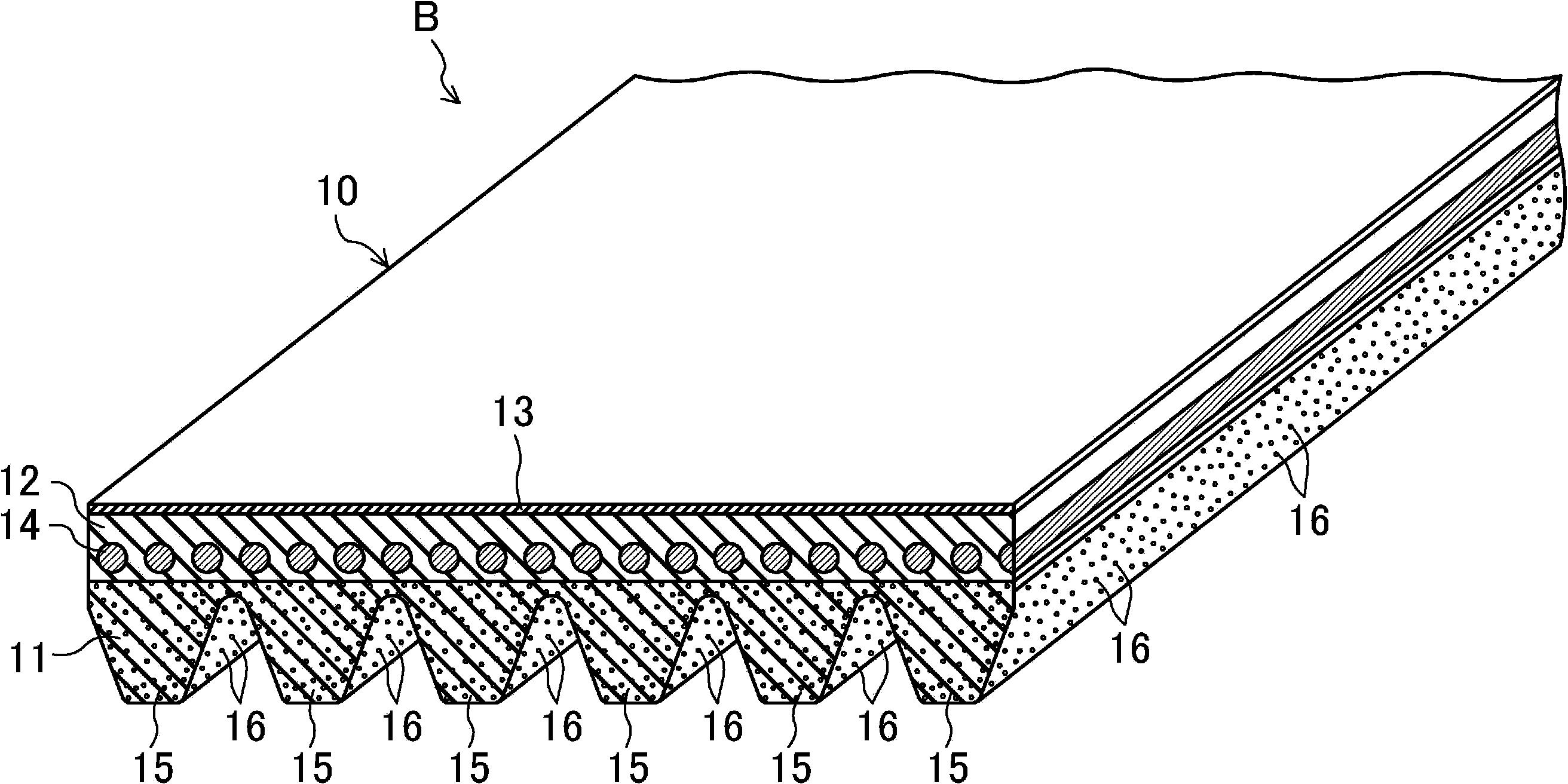
用于传递动力的传动带一般具有:抗拉体层,在该抗拉体层中沿着带长方向埋设有芯线;以及压缩橡胶层,在该压缩橡胶层上设置有沿着带长方向延伸的楔部或者在带长方向上保持规定间隔设置的齿(cog)部。
传动带的芯线在同一平面上以等间隔地布置是理想的。传动带以沿着带轮的方式卷挂,在带轮与带轮之间以沿着大致直线方向被拉伸的状态走行。在芯线布置在同一平面上的情况下,芯线在各个位置受到的张力均等。但是,当芯线在带厚度方向上布置不整齐的情况下,会产生以下问题。例如,当如果芯线的一部分朝着外周方向位移,则在以带的内周侧与带轮接触的方式卷挂在带轮上时,由于该部分被按照较大曲率半径卷绕上,因此带会处于被过度拉伸的状态。在以带的外周侧与带轮接触的方式卷挂在带轮上时,由于该部分被按照较小曲率半径卷绕上,因此带会处于松弛的状态。
在将芯线埋设之际,如果带主体呈圆锥台状,芯线就会在一侧按照比另一侧大的曲率半径卷绕上。如果将这种状态的带安装在布置好的带轮上,芯线就会在曲率半径较小的一侧受到非常大的张力,而在曲率半径较大的一侧处于非常松弛的状态。
如上所述,在芯线在带厚度方向上的布置不整齐,不在同一平面上的情况下,芯线受到的张力不均等,带就会歪斜。由此,会发生带弯曲着走行、从带轮脱落的情况。此外,也有可能芯线在受到了很大张力的部分较早地被切断。如果芯线被切断了,就会出现带以芯线被切断的位置为起点产生断裂的不良情况。
而且,在芯线在带宽方向上的布置不整齐,在宽度方向上的间隔不均等的情况下,芯线受到的张力经由橡胶部件传递到带轮,成为拉扯带轮的力。因此,在芯线的间隔较密的部分,橡胶部件受到过大的力,就会较早地出现芯线与橡胶剥离、橡胶产生裂缝的情况。
为了避免这种带较早破损的情况,优选,芯线在圆筒模具上以大致同等的间隔卷绕上。平带能够比较容易地实现上述理想的结构。不过,V带和多楔带(V-ribbed belt)等,与平带不一样,很难使芯线处于理想的状态。
专利文献1:日本公开专利公报特开2005-125742号公报
发明内容
-发明所要解决的技术问题-
例如,在专利文献1中记载如下V带的制造方法。首先,在安装在圆筒形滚筒(drum)上的挠性套(jacket)上缠绕背面帆布和未硫化粘合橡胶,再在其上卷上芯线。然后,依次连续地缠绕上未硫化压缩橡胶片,形成未硫化的层叠体。此后,使套膨胀,将层叠体压向具有V型突起的模体,使未硫化压缩橡胶片硫化成形,且其经硫化成形后的形状是按照模体的形状成形出来的。在该方法中,即使芯线在未硫化的状态下缠绕得很好,层叠体也会在使套膨胀之际发生变形,芯线的布置在宽度方向也好,厚度方向也好,都会变得不整齐。此外,将层叠体压向具有V型突起的模体上,使未硫化压缩橡胶片变形。由此,在未硫化压缩橡胶片下面的芯线的布置就会变得不整齐。
就包布带(wrapped belt)而言,也考虑采用下述制造方法。首先,在圆筒形模具上缠绕未硫化压缩橡胶片。然后,以大致等间隔缠绕芯线。再缠绕未硫化橡胶片。接着,切割成规定的宽度而作为未硫化的层叠体。然后,将层叠体的下侧的一部分切掉,缠绕补强布。将缠上了补强布的层叠体放入模具中,使其硫化成形为最终的传动带的形状。
在切割未硫化橡胶之际,橡胶由于刀具的切割阻力发生变形。因此,将未硫化橡胶切割成V带所具有的规定角度是很困难的。因此,未硫化的层叠体的形状一般与模具的形状不同。由此,在将层叠体放入模具中之际,橡胶会移动。从而芯线的布置变得不整齐。
即使能够将未硫化的层叠体切割成与模具相同的形状,也在将芯线布置好后到要压入模具内为止的工序中,因为层叠体被多次弯曲,所以芯线的布置变得不整齐。
还有以下方法,即:将未硫化橡胶片和芯线在圆筒形模具上层叠起来后,直接从外面对其施加压力进行硫化,然后将截面切割为V型而做成V带或者切削成规定的形状而做成多楔带。在此情况下,缠绕好芯线后再将多层未硫化橡胶片层叠起来。因此,未硫化橡胶片的厚度误差积累起来,容易导致硫化后的带整体的厚度不均匀。因此,带内的芯线的布置变得不整齐。
本发明的目的在于:能够实现一种传动带的制造方法,利用该传动带的制造方法,可使芯线难于出现布置不整齐的现象。
-用以解决技术问题的技术方案-
本发明的传动带的制造方法的一方式包括:进行环状的抗拉体层的成形和硫化的工序,其中,在所述抗拉体层中埋设有沿着带长方向延伸的芯线;进行压缩橡胶层用橡胶部件的成形和硫化的工序;以及将硫化后的抗拉体层和硫化后的压缩橡胶层用橡胶部件粘合起来的工序。
在传动带的制造方法的一方式中,也可以是这样的:粘合起来的工序包括将利用自由基引发剂活化了的表面彼此压接的工序。
在传动带的制造方法的一方式中,可以这样:粘合起来的工序包括用粘合剂粘合起来的工序。
在传动带的制造方法的一方式中,可以这样:粘合起来的工序包括使粘合橡胶片介于抗拉体层和压缩橡胶层用橡胶部件之间,来将抗拉体层和压缩橡胶层用橡胶部件粘合起来的工序。
在传动带的制造方法的一方式中,压缩橡胶层用橡胶部件能通过挤压成形的方式成形。
就传动带的制造方法的一方式而言,能够在粘合起来的工序中将压缩橡胶层用橡胶部件的长度方向的两个端部彼此粘合起来。
就传动带的制造方法的一方式而言,可以这样:在粘合起来的工序以前还包括:将压缩橡胶层用橡胶部件的长度方向的两个端部彼此粘合起来的工序。
在传动带的制造方法的一方式中,也可以这样:抗拉体层和压缩橡胶层用橡胶部件分别在不同的条件下进行硫化。
在传动带的制造方法的一方式中,也可以这样:进行压缩橡胶层用橡胶部件的成形和硫化的工序包括:进行第一压缩橡胶层用橡胶部件的成形和硫化的工序;以及进行第二压缩橡胶层用橡胶部件的成形和硫化的工序,粘合起来的工序为:将第一压缩橡胶层用橡胶部件粘合在抗拉体层的内周侧,将第二压缩橡胶层用橡胶部件粘合在抗拉体层的外周面上的工序。
在传动带的制造方法的一方式中,可以这样:第一压缩橡胶层用橡胶部件和第二压缩橡胶层用橡胶部件分别在不同的条件下进行硫化。
本发明的传动带的第一方面是这样的:所述传动带是利用本发明的传动带的制造方法制造的。
本发明的传动带的第二方面是这样的:所述传动带包括:环状抗拉体层,其中,在所述抗拉体层中埋设有沿着带长方向延伸的芯线;以及与抗拉体层粘合起来的压缩橡胶层,压缩橡胶层具有将带长方向的端部彼此粘合起来的粘合部。
-发明的效果-
根据本发明的传动带的制造方法,芯线的布置难以变得不整齐,能够容易地制造传动带。
附图说明
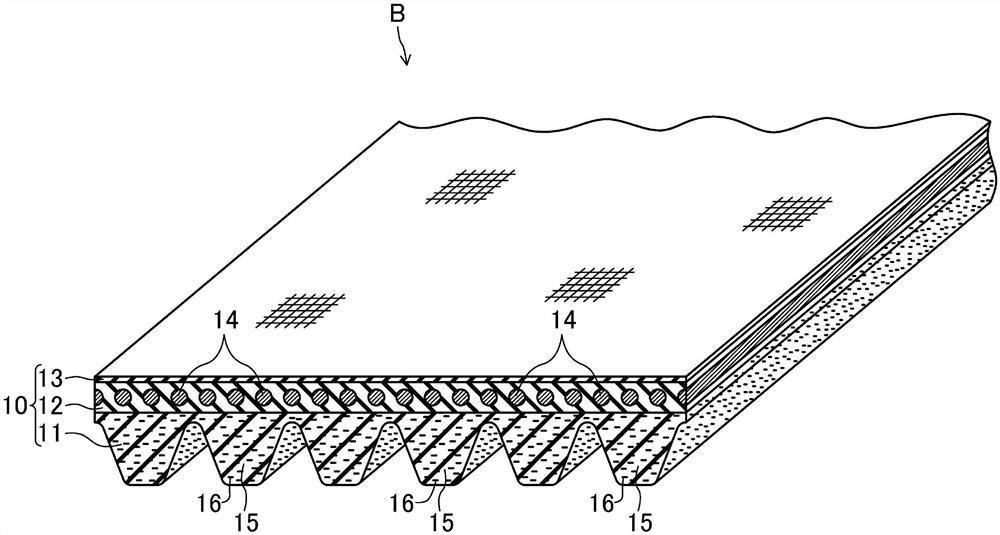
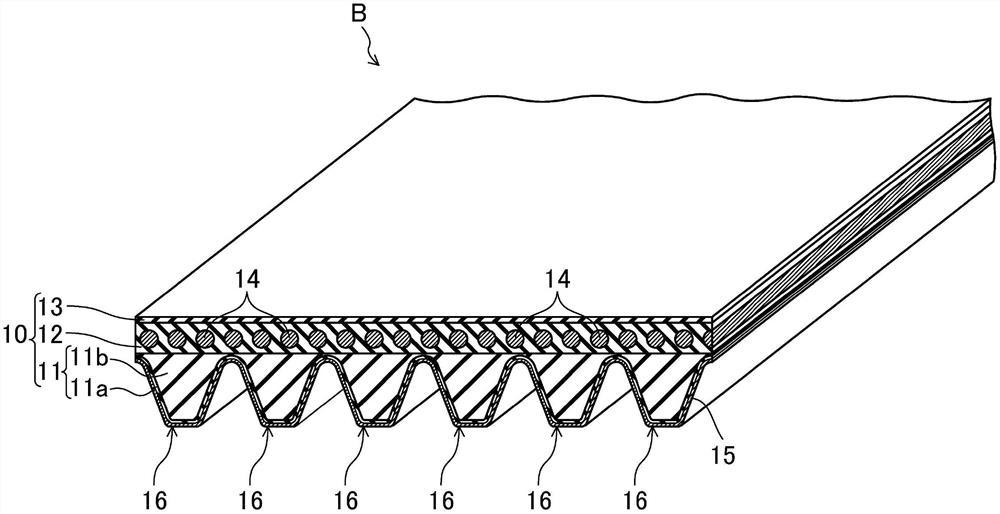
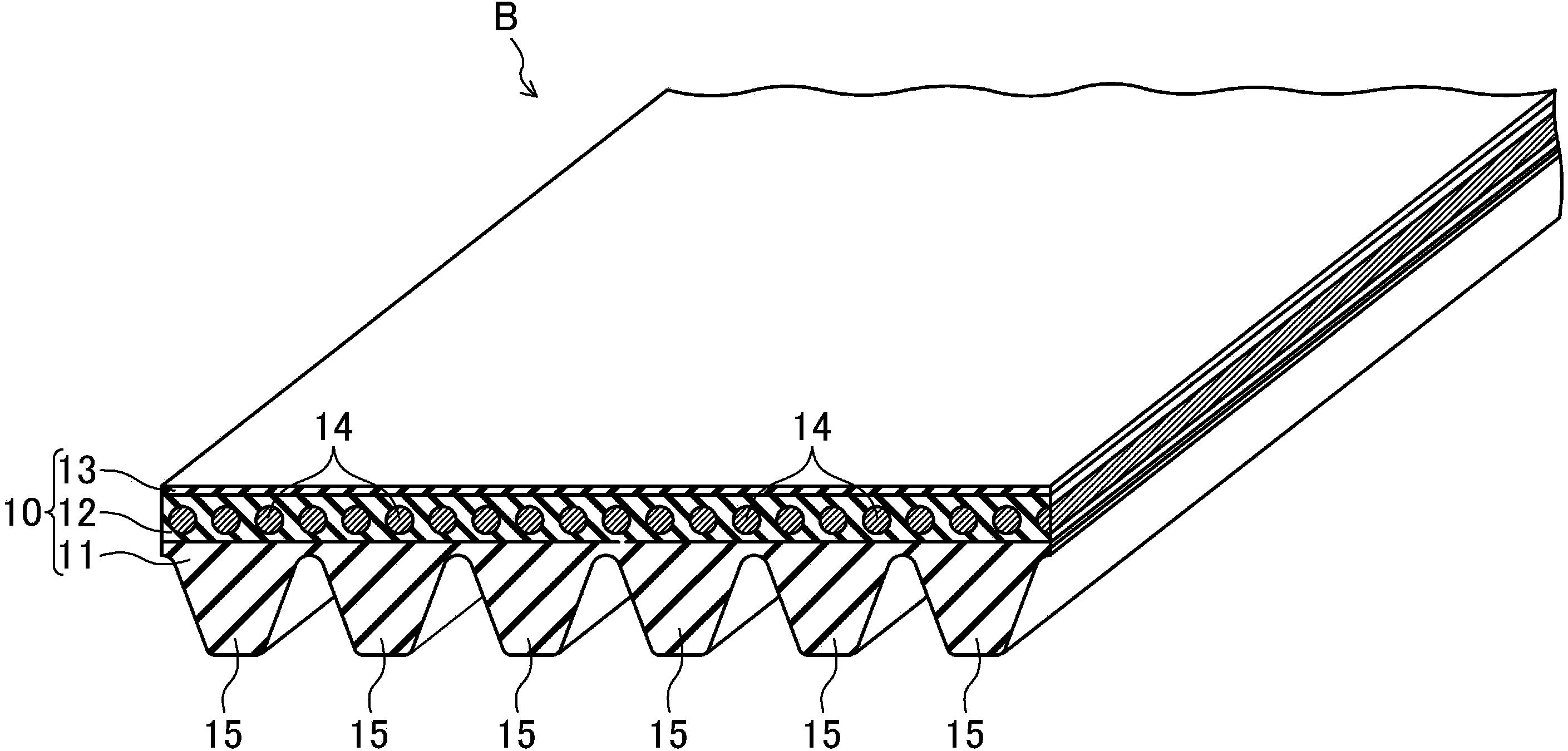
图1(a)和图1(b)是示出一实施方式所涉及的传动带的图。
图2(a)和图2(b)是分别示出一实施方式所涉及的传动带的制造方法的一工序的图。
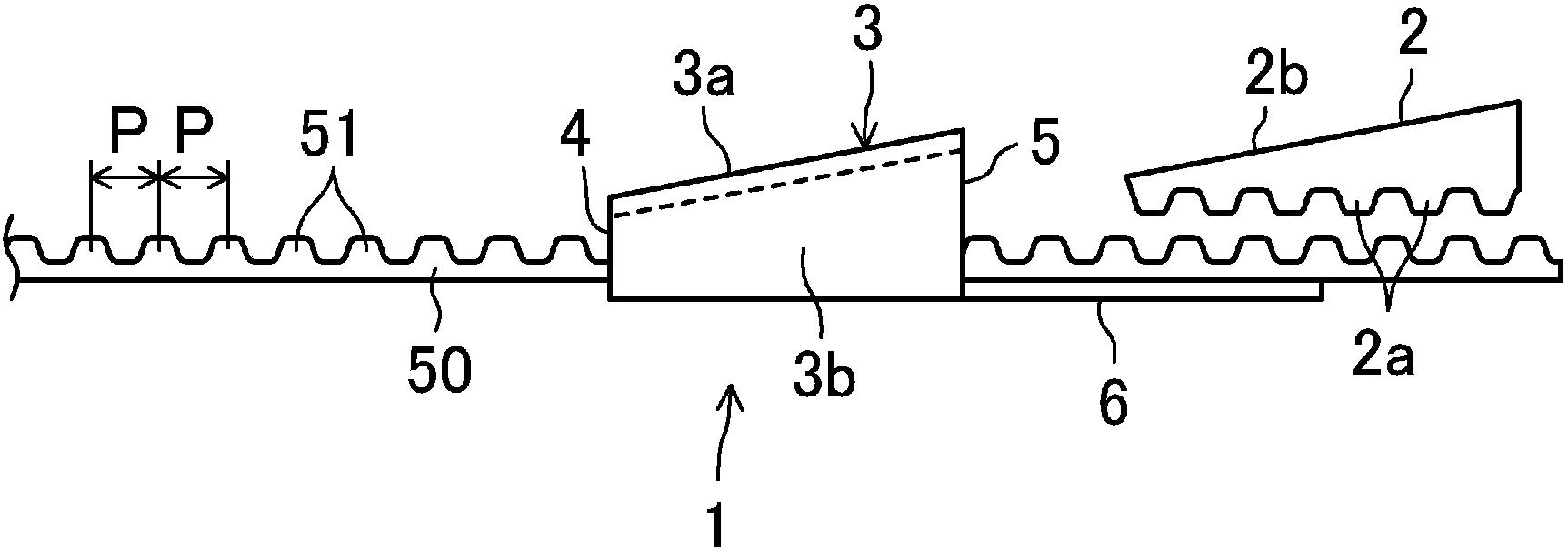
图3(a)和图3(b)是分别示出一实施方式所涉及的传动带的制造方法的一工序的图。
图4是示出抗拉体层的剖视图。
图5是示出抗拉体层的制造方法的一工序的图。
图6是示出抗拉体层的变形例的剖视图。
图7是示出用以制造压缩橡胶层用橡胶部件的鼓式硫化机(rotary curing press)的图。
图8是示出压缩橡胶层用橡胶部件的变形例的剖视图。
图9(a)和图9(b)是分别示出一实施方式所涉及的传动带的制造方法的变形例的一工序的图。
图10是示出一实施方式所涉及的传动带的制造方法的变形例的图。
图11(a)~图11(c)是分别示出压缩橡胶层的粘合部的图。
图12(a)是示出现有多楔带的制造方法的问题点的图,图12(b)是示出利用一实施方式所涉及的方法制造出的多楔带的图。
图13是示出一实施方式所涉及的传动带的制造方法的变形例的图。
图14是示出一实施方式所涉及的传动带的变形例的剖视图。
图15是示出一实施方式所涉及的传动带的变形例的立体图。
具体实施方式
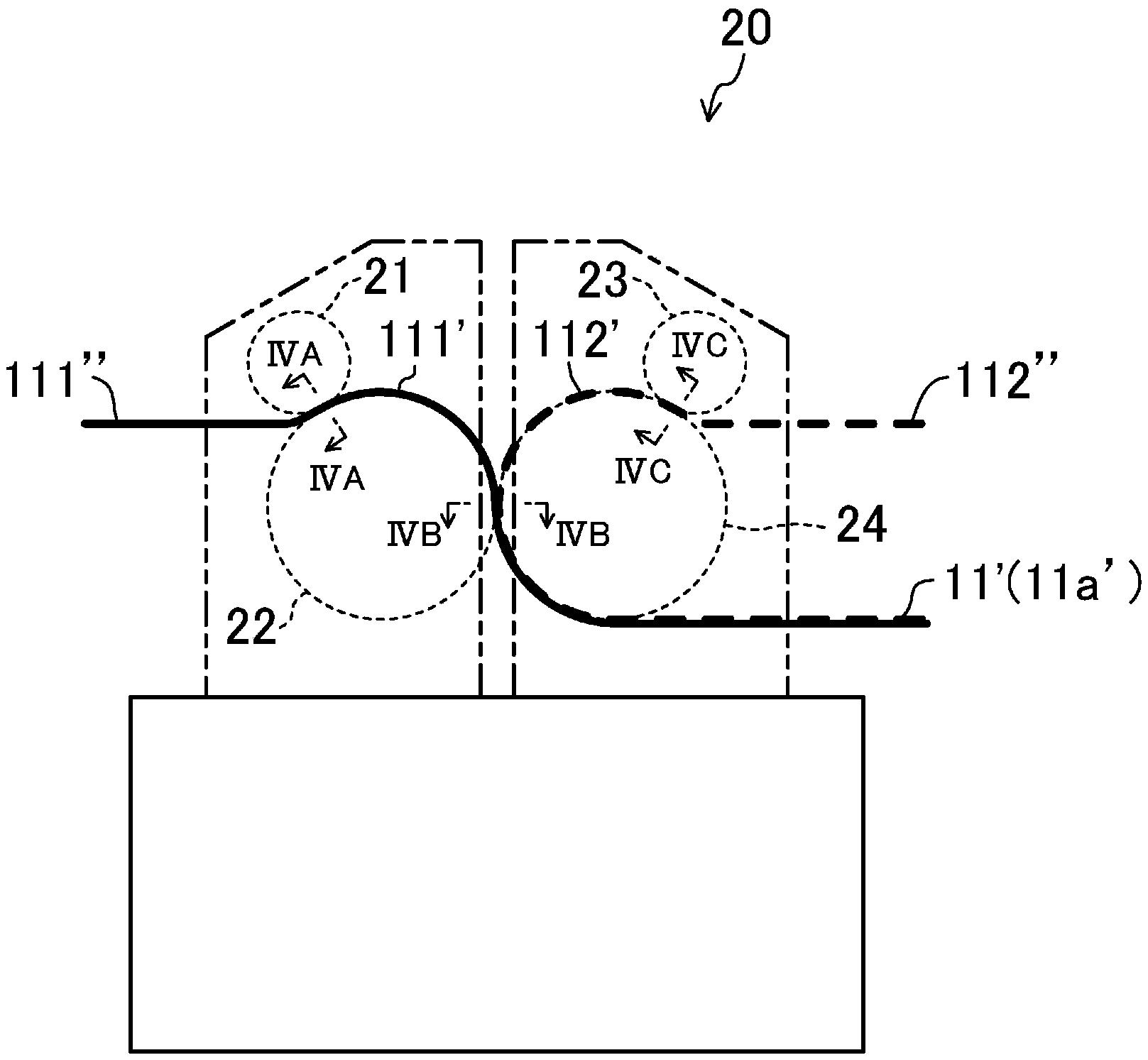
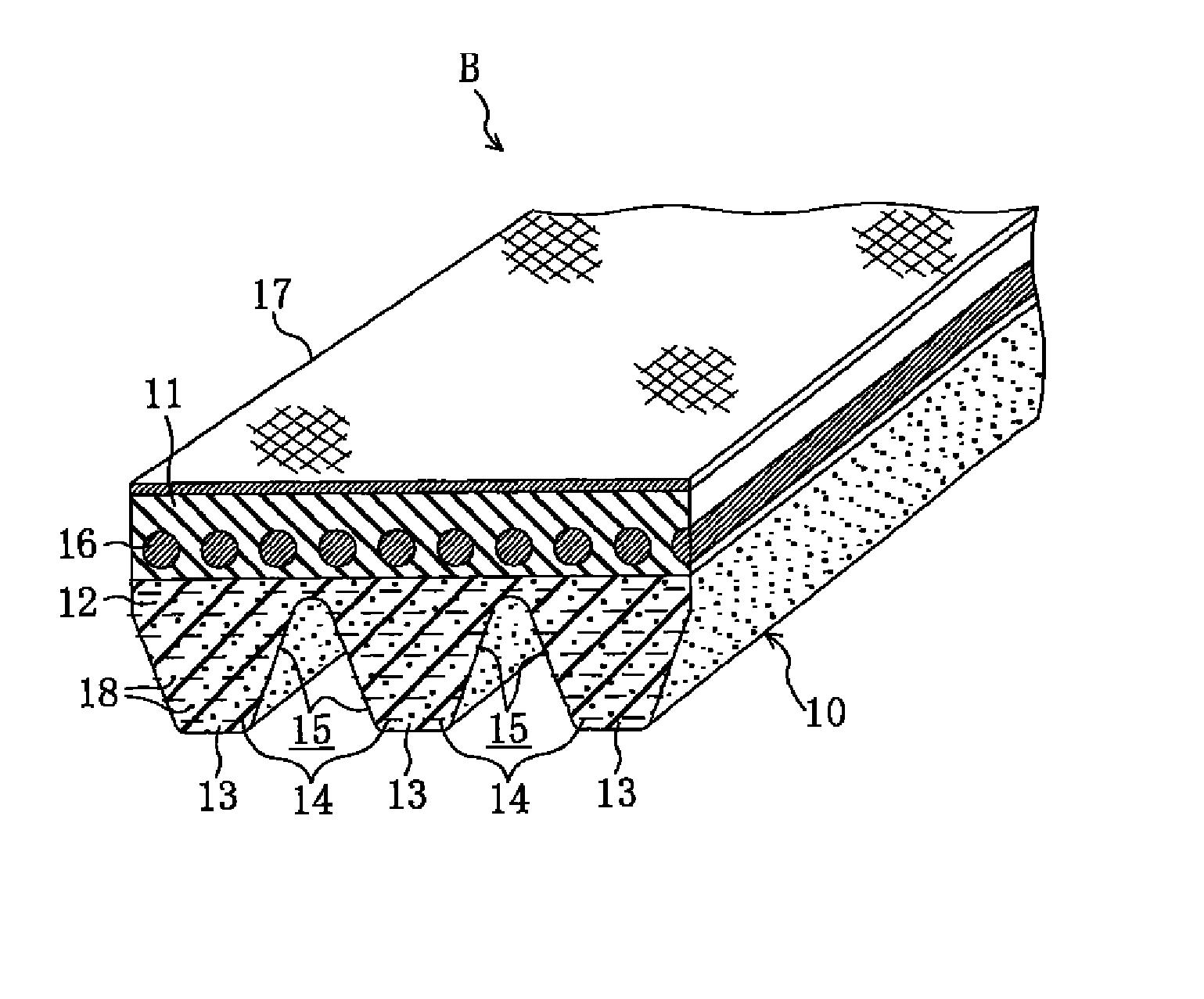
如图1所示,本实施方式的传动带包括:抗拉体即埋设有芯线112的层,就是抗拉体层111;以及具有与带轮接触的传动面的层即压缩橡胶层121。如图2、图3所示,本实施方式的传动带能够通过将抗拉体层111和成为压缩橡胶层的压缩橡胶层用橡胶部件121A粘合起来而形成,其中,所述抗拉体层111和所述压缩橡胶层用橡胶部件121A是分别预先成形和硫化好的。具体而言,能够按照以下方法形成。
<抗拉体层>
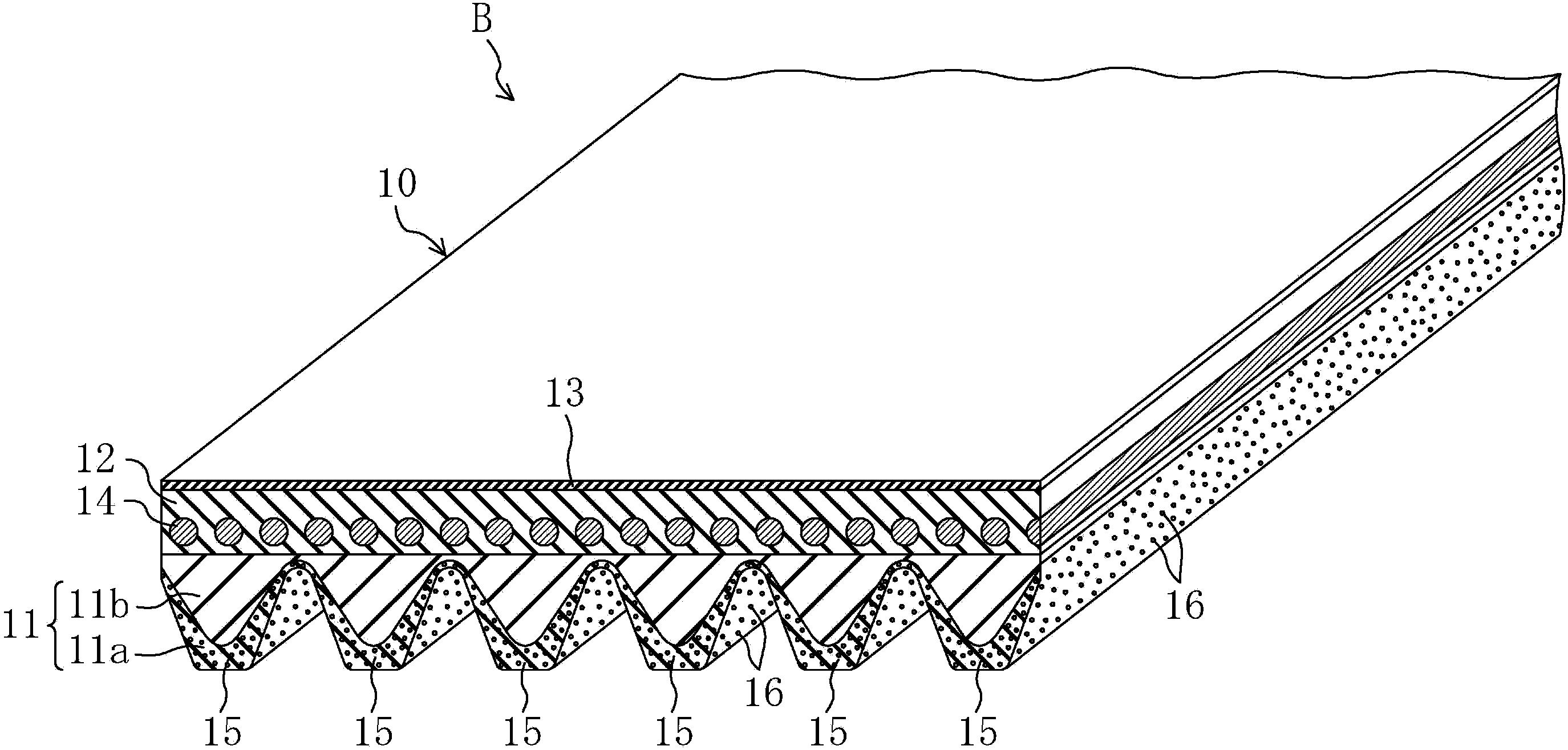
如图4所示,抗拉体层111具有环状的平带形状,在该抗拉体层111中埋设有芯线112,该芯线112沿着带长方向延伸且在带宽方向上以保持规定螺距的方式呈螺旋状地被布置好。在图4中示出抗拉体层111具有粘合橡胶层115和覆盖橡胶层116的例子。抗拉体层111的截面也可以呈梯形。
以下说明抗拉体层111的成形和硫化的一例。如图5所示,在表面平滑的圆筒状的成形滚筒211的外周面上缠绕成为覆盖橡胶层116的第一未硫化橡胶片213。接着,缠绕成为粘合橡胶层115的第二未硫化橡胶片214。接下来,将预处理后的芯线112按一定螺距螺旋状地卷绕上。再缠绕成为粘合橡胶层115的第三未硫化橡胶片215,制作出圆筒状的层叠体。将橡胶套筒套在模具上的层叠体上后,进行硫化。这样一来,能够得到圆筒状的带坯,将该带坯按规定的宽度切割后,就能够得到如图4所示的环状的抗拉体层111。
在上述方法中,在圆筒状的成形滚筒211的外周上卷绕上芯线112。因此,能够容易地将芯线以等间隔布置在同一平面上。而且,在从将芯线112卷绕上以后到硫化结束为止的这段时间,并没有施加使层叠体产生变形的力。因此,没有在成形过程中芯线在抗拉体层111的厚度方向和宽度方向上的布置变得不整齐的可能性。因此,能够容易地实现芯线以等间隔布置在同一平面上的抗拉体层111。
就层叠体的硫化而言,例如,在硫化釜内对层叠体进行加热和加压,从而使层叠起来的各未硫化橡胶片一体化即可。硫化温度可以设定为100℃~180℃左右,压力可以设定为0.5MPa~2.0MPa左右,时间可以设定为10分~60分左右。
例如用捏合机、密炼机(banbury mixer)等按规定配合混炼橡胶组合物后,进行压延成形或挤压成形等就能够制作第一~第三未硫化橡胶片213~215。未硫化橡胶片的厚度并没有被特别限定,可以设定为0.1mm~1mm左右。
作为第一~第三未硫化橡胶片213~215的原材料橡胶成分,能够列举出:例如天然橡胶、异戊二烯橡胶、丁二烯橡胶、丁苯橡胶、氯丁橡胶、丙烯腈-丁二烯橡胶、氢化丙烯腈-丁二烯橡胶、丁基橡胶、氯磺化聚乙烯橡胶、聚氨酯橡胶、乙丙橡胶以及三元乙丙橡胶(EPDM)等乙烯-α-烯烃弹性体等。
可以将例如交联剂(例如,硫磺、有机过氧化物)、抗老化剂、加工助剂、增塑剂、炭黑等补强剂以及填充剂等配合在第一~第三未硫化橡胶片213~215中。短纤维也可以配合在第一~第三未硫化橡胶片213~215中,但从与芯线的粘合性方面考虑,优选:至少成为粘合橡胶层的第二未硫化橡胶片214和第三未硫化橡胶片215中没有配合短纤维。
第二未硫化橡胶片214和第三未硫化橡胶片215的厚度和组分可以相同,也可以不同。此外,第一未硫化橡胶片213、第二未硫化橡胶片214以及第三未硫化橡胶片215的厚度和组分可以相同,也可以不同。
就芯线112而言,根据所需要的带的特性,适当地选择即可。可以使用例如将芳纶纤维、聚酯纤维、聚酰胺纤维、人造纤维等有机纤维、或者玻璃纤维、钢铁等无机纤维等捆扎成软线状而成的芯线等。
就芯线112的预处理而言,例如将芯线浸渍到间苯二酚甲醛胶乳(RFL)处理液中后进行烘干,然后根据需要浸渍到橡胶糊中再加热干燥即可。浸渍到RFL处理液中以及烘干可以根据需要反复进行多次。橡胶糊可以为将下述橡胶溶解到甲苯等中的所得物,该橡胶与用于构成粘合橡胶层的橡胶组合物的橡胶相同。
需要说明的是,抗拉体层111的成形和硫化的方法并不限于上述方法,只要能够将芯线112以等间隔布置在同一平面上,通过任何方法进行成形和硫化都可以。如图6所示,也可以构成为:帆布114经硫化而粘合在抗拉体层111的背面上。
<压缩橡胶层用橡胶部件>
以下示出成为压缩橡胶层121的压缩橡胶层用橡胶部件121A的成形和硫化的一例。首先,使按照规定组分混炼的橡胶组合物形成为切片状或丝带状后,供向橡胶用挤压机。用与压缩橡胶层用橡胶部件121A的截面形状对应的金属口,连续地挤压成形具有目标形状的未硫化橡胶部件。接着,对该未硫化橡胶部件进行硫化。这样一来,能够得到端部未连接在一起(open ended)的压缩橡胶层用橡胶部件121A。
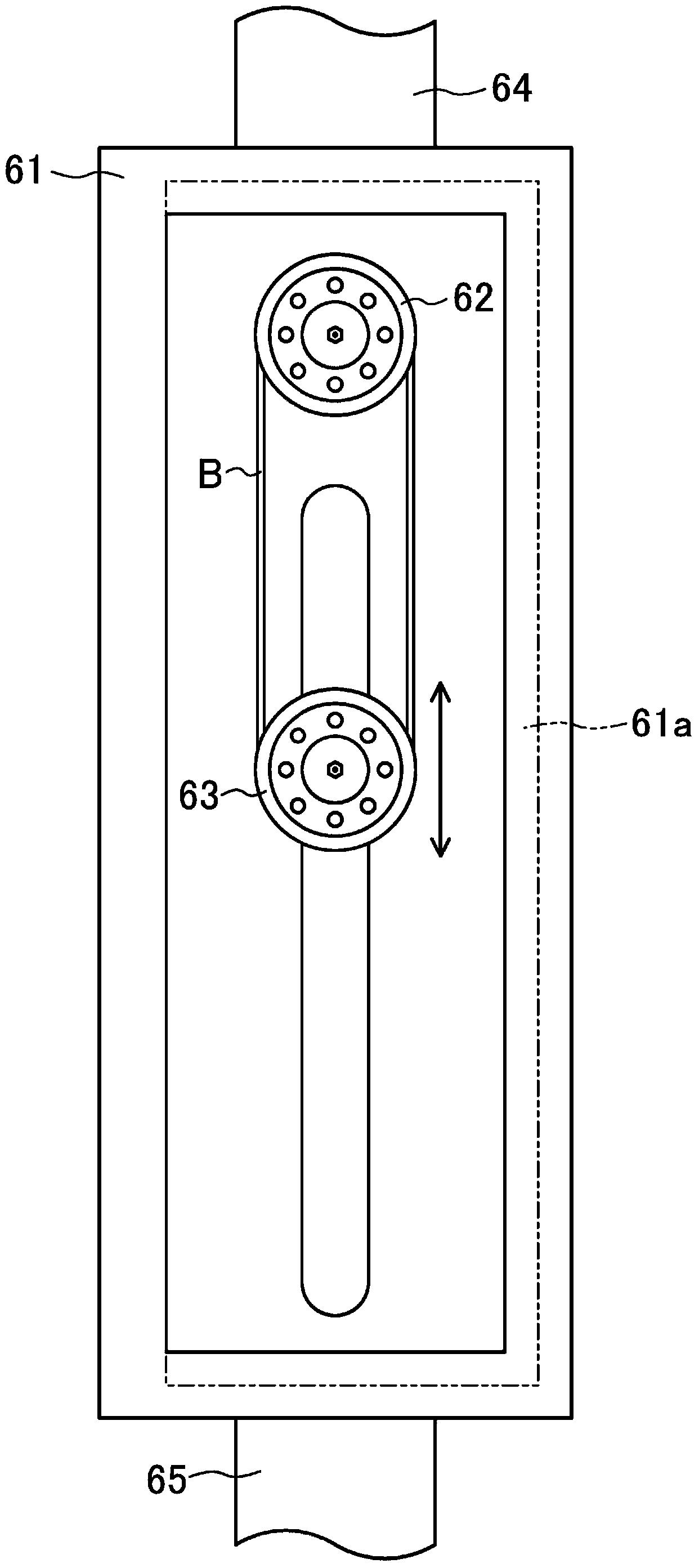
例如使用在图7中所示的装置(鼓式硫化机)就能够进行未硫化橡胶部件的硫化。在图7中,在金属鼓232的外周表面的圆周方向上形成有具有形状可正好布置未硫化橡胶部件251的槽。将未硫化橡胶部件251连续地供向金属鼓232的槽中。用金属鼓232和卷挂在带轮233上的钢带240夹住未硫化橡胶部件251,在规定的温度和压力下连续地进行加压硫化。硫化温度可以例如为100℃~180℃左右,成形压力可以例如为0.5MPa~2.0MPa左右、硫化时间可以例如为10分~60分左右。
压缩橡胶层用橡胶部件121A的组分为与所需要的带的特性相应的组分即可。作为原料橡胶成分,可以使用例如天然橡胶、异戊二烯橡胶、丁二烯橡胶、丁苯橡胶、氯丁橡胶、丙烯腈-丁二烯橡胶、氢化丙烯腈-丁二烯橡胶、丁基橡胶、氯磺化聚乙烯橡胶、聚氨酯橡胶、乙丙橡胶以及三元乙丙橡胶(EPDM)等乙烯-α-烯烃弹性体等。作为配合剂可以使用例如交联剂(例如,硫磺、有机过氧化物)、抗老化剂、加工助剂、增塑剂、炭黑等补强剂、填充剂以及短纤维等。
作为配合到用于压缩橡胶层用橡胶部件121A的橡胶组合物中的短纤维,能够列举出:例如聚酰胺短纤维、维纶短纤维、芳纶短纤维、聚酯短纤维以及棉短纤维等。短纤维例如长度为0.2~5.0mm,以及纤维直径为10~50μm。短纤维例如将进行了下述粘合处理后的长纤维沿着长度方向切割成规定长度制造即可,该粘合处理是浸渍到RFL水溶液等中后加热的处理。根据需要配合短纤维即可,也可以不配合短纤维。在将压缩橡胶层用橡胶部件121A挤压成形的情况下,通过对短纤维的量的进行调节等,也能够使短纤维的取向朝向所需要的方向。
通过将压缩橡胶层用橡胶部件121A挤压成形后连续地硫化,能够容易得到形状和特性一致的压缩橡胶层用橡胶部件121A。不过,也可以利用其它方法进行硫化。例如,也可以将未硫化橡胶部件预先切割成规定长度,然后通过一般的平面冲压进行硫化。此外,也可以通过挤压成形以外的方法形成压缩橡胶层用橡胶部件121A。如图8所示,也可以构成为:在压缩橡胶层用橡胶部件121A的表面上粘合有帆布124。
示出了形成端部未连接在一起的压缩橡胶层用橡胶部件121A之例,但也可以在对端部未连接在一起的未硫化橡胶部件进行硫化之际,将长度方向的端部彼此硫化粘合,在硫化结束的状态下使其呈环状的形状。也可以预先成形和硫化为环状的形状来形成压缩橡胶层用橡胶部件121A。
<抗拉体层和压缩橡胶层用橡胶部件的粘合>
通过将抗拉体层111和压缩橡胶层用橡胶部件121A粘合,能够得到具有抗拉体层111和压缩橡胶层121的传动带。抗拉体层111和压缩橡胶层用橡胶部件121A的粘合能够按照以下方式进行。
-自由基引发剂的使用-
使抗拉体层111的表面和压缩橡胶层用橡胶部件121A的表面活化,将活化了的表面彼此压接,由此能够将抗拉体层111和压缩橡胶层用橡胶部件121A粘合。为了使表面活化可以使用自由基引发剂。
将自由基引发剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A中的至少一者上即可。通过将抗拉体层111的表面和压缩橡胶层用橡胶部件121A的表面彼此压接,而能够将抗拉体层111和压缩橡胶层用橡胶部件121A粘合起来。压接时也可以加热。
自由基引发剂中可以使用:例如三氯异氰尿酸等卤素供体化合物或有机过氧化物等。作为卤素供体化合物和有机过氧化物,能够列举出:例如在特开昭63-86730号公报中记载的甘脲氯胺(glycoluril chloramine)、1,3-二氯-5,5-二甲基乙内酰脲、1,3,5-三氯-2,4-二氧六氢化三嗪(1,3,5-trichloro-2,4-dioxohexahydrotriazine)、N-溴代琥珀酰亚胺、N-氯代琥珀酰亚胺、氨腈衍生物(cyanamide derivatives)、N-氯胺基缩合产物(N-chloroamino condensation products)、二氯异氰尿酸、三氯异氰尿酸、以及N-氯磺酰胺(N-chlorosulfonamides)等。作为N-氯胺基缩合产物,能够列举出:例如氯脒佐定(dichloroazodicarbonamidine)和N-氯三聚氰胺(N-chloro-melamine)。作为N-氯磺酰胺和其关联化合物,能够列举出:例如氯胺-T等卤素供体化合物、以及过氧化物或氢过氧化物等有机过氧化物。作为有机过氧化物,能够列举出:例如过氧化二叔丁基、过氧化叔丁基异丙苯、过氧化二异丙苯、α,α’-双(过氧化叔丁基)-p-二异丙苯(α,α’-bis(t-butyl peroxy)-p-di-isopropylbenzene)、2,5-二甲基-2,5-二-(过氧化叔丁基)己烷、2,5-二甲基二-(过氧化叔丁基)己烷、2,5-二甲基-2,5-二(过氧化苯甲酰)己烷、过氧化叔丁基-异丙基碳酸酯、以及1,1-双(过氧化叔丁基)-3,5,5-三甲基环己烷(1,1-bis(t-butyl peroxy)-3,3,5-trimethylcyclohexane)等。
-粘合剂的使用-
抗拉体层111和压缩橡胶层用橡胶部件121A也可以用粘合剂粘合起来。例如,将粘合剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A中的至少一者上。然后,通过将抗拉体层111的表面与压缩橡胶层用橡胶部件121A的表面彼此压接,而能够将抗拉体层111与压缩橡胶层用橡胶部件121A粘合起来。压接时也可以加热。
作为粘合剂可以使用:例如聚脲类粘合剂(例如,参照特表2010-507689号公报等。)、含有硅烷偶联剂的粘合剂(例如,参照特开平9-240217号公报等。)、丙烯酸改性硅树脂、常温湿气固化型弹性粘合剂(例如,CEMEDINE株式会社市售的SUPERX系列等)、聚氨基甲酸酯粘合剂(例如,参照J Adhes VOL.50No.1Page.25-42(1995.05)等。)、含有环氧化合物的粘合剂、由具有水解性含硅基团(hydrolyzable silicon-containing group)的(甲基)丙烯酸烷基酯的聚物形成的粘合剂、以及由含有异氰酸酯的橡胶组合物形成的粘合剂(例如,参照特开2001-316656号公报等。)等。
作为具有水解性含硅基团的(甲基)丙烯酸烷基酯的聚物之例,能够列举出:钟渊化学工业公司生产的SMAP(KANEKA Telechelic Poly Aacrylate)SA100S、SA110S、SA120和SA200SX、以及KANEKA MS聚合物S943等。以上述的聚合物为主要成分的粘合剂也可以含有其它成分。也可以含有例如炭黑、硅石和碳酸钙中的至少一者。也可以含有硅烷偶联剂。也可以含有普通的固化剂、填充剂、增塑剂、软化剂、触变剂、抗老化剂、抗静电剂以及粘合性赋予剂等中的至少一者。
作为由含有异氰酸酯的橡胶组合物形成的粘合剂,可以将含有异氰酸酯的橡胶组合物溶解到溶剂中而使用。溶剂并没有被特别限定,作为溶剂能够列举出:例如烃类、氯化烃类、酮类、以及酯类等。考虑到湿度的影响,优选使用与水的相溶性较小的溶剂。进一步优选使用SP值为18.4([J/cm3]1/2)以下的溶剂,以便使其很难受到湿度和温度等的影响。作为SP值为18.4([J/cm3]1/2)以下的化合物,能够列举出:例如n-己烷、甲苯、环己烷、二甲苯、乙酸乙酯、矿油精、石油醚以及乙醚等。这些化合物可以单独使用,也可以两种以上同时使用。
也可以在含有异氰酸酯的橡胶组合物中配合有橡胶配合剂。橡胶配合剂并没有被特别限定,作为橡胶配合剂能够列举出:例如炭黑、碳酸钙、硅石、黏土以及滑石等补强剂或填充剂、t-丁基苯酚树脂、苯并呋喃树脂、萜烯酚醛树脂、松脂衍生物以及石油类烃树脂等粘着性赋予剂、N-苯基-N’-异丙基-p-苯二胺等抗老化剂、以及MgO、ZnO和PbO等硫化剂等。
将由含有异氰酸酯的橡胶组合物形成的粘合剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A中的至少一者上以后再干燥,然后在温度为20℃~30℃左右、湿度为65%左右的条件下进行压接,由此能够使抗拉体层111和压缩橡胶层用橡胶部件121A牢固地粘合起来。
作为粘合剂,也可以使用未硫化的橡胶组合物。具体而言,可以将橡胶组合物溶解到溶剂中或者分散到分散介质中后的所得物作为粘合剂。就粘合用橡胶组合物的组分而言,根据抗拉体层111和压缩橡胶层用橡胶部件121A的组分适当地选择即可。例如,作为主要成分即橡胶,可以使用:天然橡胶、异戊二烯橡胶、丁二烯橡胶、丁苯橡胶、氯丁橡胶、丙烯腈-丁二烯橡胶、氢化丙烯腈-丁二烯橡胶、丁基橡胶、氯磺化聚乙烯橡胶、聚氨酯橡胶、乙丙橡胶以及三元乙丙橡胶(EPDM)等乙烯-α-烯烃弹性体、以及这些成分的胶乳等。这些成分可以单独使用,也可以两种以上同时使用。
也可以将硫化剂、硫化促进剂、补强剂、填充剂、增塑剂(软化剂)、抗老化剂以及加工助剂等配合剂添加到粘合用的橡胶组合物中。
作为硫化剂并没有特别限制,可以使用普通的橡胶硫化剂。能够列举出:例如硫磺类交联剂、有机过氧化物交联剂、金属氧化物、醌二肟化合物(quinone dioxime compound)、异氰酸酯化合物以及氧化腈化合物等。这些硫化剂可以单独使用,也可以两种以上同时使用。
作为硫化促进剂并没有特别限制,可以使用普通的橡胶硫化促进剂。能够列举出:例如噻唑化合物、胍化合物、秋兰姆化合物、二硫代氨基甲酸盐化合物、醛-胺化合物(aldehyde-amine compound)、硫脲化合物、次磺酰胺化合物、黄原酸盐化合物、有机胺、六亚甲基四胺、聚-p-二亚硝基苯以及N,N’-间苯撑双马来酰亚胺(N,N’-m-phenylenedimaleimide)等。这些硫化促进剂可以单独使用,也可以两种以上同时使用。
作为补强剂,可以使用炭黑、硅石以及短纤维等公知材料。就填充剂、增塑剂、抗老化剂、加工助剂以及其它配合剂而言,都可以使用公知材料。
作为使粘合用的橡胶组合物溶解的溶剂或使粘合用的橡胶组合物分散的分散介质,可以使用脂族烃、脂环烃、芳香族化合物和乙醇等有机溶剂、水、以及它们的混合物等。
将由粘合用的橡胶组合物形成的粘合剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A中的至少一者的表面上。使溶剂或分散介质蒸发后,将抗拉体层111和压缩橡胶层用橡胶部件121A压接,以室温~180℃左右的规定温度进行加热,由此能够使它们粘合起来。
-粘合橡胶片的使用-
也可以使用由粘合用的橡胶组合物形成的粘合橡胶片122A将抗拉体层111和压缩橡胶层用橡胶部件121A粘合起来。例如,如图9(a)所示,在将粘合橡胶片122A布置在抗拉体层111和压缩橡胶层用橡胶部件121A之间的状态下进行压接,以室温~180℃左右的规定温度进行加热。由此,如图9(b)所示,能够得到硫化了的粘合橡胶片122介于抗拉体层111与压缩橡胶层121之间的传动带。
粘合橡胶片122A能够由与上述粘合用的橡胶组合物同样配合的橡胶组合物形成。通过用捏合机、密炼机等混炼规定配合的橡胶组合物后,进行压延成形或挤压成形等,而形成厚度为0.1mm~1mm左右的片即可。
在本实施方式中所示的、抗拉体层111和压缩橡胶层用橡胶部件121A的粘合方法可以将多种方法结合起来使用。例如,也可以通过将自由基引发剂和粘合剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A的表面上后进行压接,将抗拉体层111和压缩橡胶层用橡胶部件121A粘合起来。此外,也可以在将自由基引发剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A的表面上而使表面活化,然后将粘合橡胶片122A布置在表面活化了的抗拉体层111和压缩橡胶层用橡胶部件121A之间进行压接,再以规定温度进行加热,由此将抗拉体层111和压缩橡胶层用橡胶部件121A粘合起来。也可以代替自由基引发剂将粘合剂涂到抗拉体层111和压缩橡胶层用橡胶部件121A的表面上。也可以同时使用自由基引发剂和粘合剂。
在将抗拉体层111和压缩橡胶层用橡胶部件121A粘合起来之际,也可以对抗拉体层111和压缩橡胶层用橡胶部件121A中至少一者的表面进行表面处理。例如,可以进行等离子体处理、电晕处理、紫外线照射、或者通过机器抛光等的处理。还可以进行使用二羧酸溶液的表面处理。上述表面处理方法可以单独使用,也可以将多种表面处理方法结合起来使用。
抗拉体层和压缩橡胶层用橡胶部件的粘合可以预先通过截断等方式将抗拉体层和压缩橡胶层用橡胶部件截成规定宽度后再进行,也可以将宽度大的抗拉体层、和压缩橡胶层用橡胶部件粘合起来之后,再截成规定宽度。
<压缩橡胶层用橡胶部件的两个端部的粘合>
在将硫化后的压缩橡胶层用橡胶部件121A形成为端部未连接在一起的带状的情况下,将压缩橡胶层用橡胶部件121A的长度方向上的两个端部粘合起来,使其成为环状。
与抗拉体层111和压缩橡胶层用橡胶部件121A的粘合一样,压缩橡胶层用橡胶部件121A的两个端部的粘合可以通过使用自由基引发剂的方法、使用粘合剂的方法、使用粘合用粘合橡胶片的方法、或者将这些方法结合起来的方法等进行。用于粘合抗拉体层111和压缩橡胶层用橡胶部件121A的自由基引发剂、粘合剂以及粘合橡胶片同样可以用于粘合压缩橡胶层用橡胶部件121A的两个端部。
压缩橡胶层用橡胶部件121A的两个端部的粘合也可以利用与抗拉体层111和压缩橡胶层用橡胶部件121A的粘合方法相同的方法进行,也可以利用不同的方法进行。如图3(a)和图3(b)所示,压缩橡胶层用橡胶部件121A的两个端部的粘合可以在与抗拉体层111和压缩橡胶层用橡胶部件121A的粘合相同的同一个工序中进行。但是,也可以这样:如图10所示,将压缩橡胶层用橡胶部件121A的两个端部的粘合在抗拉体层111和压缩橡胶层用橡胶部件121A的粘合之前进行,然后将成为了环状的压缩橡胶层用橡胶部件121A粘合到抗拉体层111上。在压缩橡胶层用橡胶部件121A经硫化后成为环状的情况下,不需要进行将压缩橡胶层用橡胶部件121A的长度方向上的两个端部粘合起来的工序。
在将压缩橡胶层用橡胶部件121A的两个端部粘合起来之际,也可以对粘合面进行表面处理。可以进行例如等离子体处理、电晕处理、紫外线照射、或者通过机器抛光等的处理。还可以进行使用二羧酸溶液的表面处理。上述表面处理方法可以单独使用,也可以将多种表面处理方法结合起来使用。
为制造本实施方式的传动带使用了端部未连接在一起的压缩橡胶层用橡胶部件121A的情况下,如图1(a)所示,有时在压缩橡胶层121上能看到粘合部121a。只要能够粘合好压缩橡胶层用橡胶部件121A的长度方向上的两个端部,该两个端部呈什么形状都可以,也可以成为下述形状,即:斜切上述两个端部使它们彼此相一致。在此情况下,如图11(a)所示,压缩橡胶层121的粘合部121a相对于传动带的长度方向倾斜。由此,能够在使粘合面积增大的同时,难以在粘合处产生高低起伏等。粘合部121a的连接角度θ并没有被限定,例如可以设定为45°。还可以采用在两个端部上设置有凹凸的指形接合方式,该凹凸能够互相嵌合,如图11(b)所示。此外,在利用粘合用的粘合橡胶片粘合压缩橡胶层用橡胶部件121A的两个端部的情况下,如图11(c)所示,硫化后的粘合橡胶片123介于两个端部之间。
需要说明的是,如上所述,也可以将成形为环状且进行了硫化后的部件用作压缩橡胶层用橡胶部件121A。在此情况下,能够获得在压缩橡胶层121上看不到粘合部121a的传动带。
综上所述,本实施方式中的传动带的制造方法为:将硫化后的抗拉体层111和硫化后的压缩橡胶层用橡胶部件121A粘合起来。因此,与将抗拉体层和压缩橡胶层一体成形时不同,即使在粘合时施加压力,埋设在抗拉体层中的芯线在厚度方向上以及宽度方向上的布置也不会变得不整齐。还能够将抗拉体层111用于多种传动带,从而能够大幅度地降低传动带的制造成本。在通过挤压成形形成了成为压缩橡胶层121的压缩橡胶层用橡胶部件121A的情况下,也可以期待降低成本以及提高尺寸精度。即使传动带的长度不相同,也能够共用压缩橡胶层用橡胶部件。因为能够对抗拉体层和成为压缩橡胶层的压缩橡胶层用橡胶部件分开进行硫化,所以能够进行最适合于它们各自的硫化。
在本实施方式中以V带为例进行了说明,但通过改变压缩橡胶层用橡胶部件121A的形状,就能够使用通用的抗拉体层111形成多种传动带。例如,在长度方向上设置多个槽来将该传动带作为多楔带。
多楔带的制造方法例如有如下方法(例如,参照特开2009-36302号公报。)。首先,形成将橡胶片和芯线层叠起来的层叠体。接着,如图12(a)所示,将层叠体270推压到具有槽261的外模具260上而形成凹凸,在推压的状态下进行硫化。在此情况下,因为使槽261一侧的橡胶变形来形成凹凸,所以周围的橡胶层叠部也会变形。因此,在槽261和槽261之间的位置处橡胶被推向左右两侧且被上推到芯线271一侧。因此,在槽261和槽261之间的位置处芯线271的上下方向上和水平方向上的位置发生变化,在槽261和槽261之间的位置处芯线271和芯线271之间的间隔扩大,芯线271的上下位置也会发生变化。在槽261的位置处芯线271和芯线271之间的间隔会缩短。如上所述,在现有的多楔带的制造方法中,即使在将橡胶片和芯线层叠起来的状态下没有出现芯线在厚度方向上和宽度方向上布置不整齐的现象,也在形成凹凸之际会出现芯线在厚度方向上和宽度方向上布置不整齐的现象。
就芯线在厚度方向上和宽度方向上的布置不整齐的多楔带而言,芯线和芯线之间的张力会在带轮上以及在带轮和带轮之间发生很大的变化。因此,多楔带容易从张力最大的部分开始切断,带的寿命会缩短。另一方面,根据本发明的方法,抗拉体层111和压缩橡胶层用橡胶部件121A在硫化后被粘合起来。因此,抗拉体层111不会在未硫化的状态下受到使芯线112的布置不整齐的力。因此,难以出现芯线112布置不整齐的现象,能够容易地实现如图12(b)所示的、芯线112在厚度方向上和宽度方向上的布置整齐的多楔带。
可以在压缩橡胶层用橡胶部件121A上形成规则的凹凸,来制成齿形带。而且,如图13所示,也可以制成在抗拉体层111的内周面上和外周面上都设置有压缩橡胶层的双齿形带。在此情况下,可以使粘合在内周面上的第一压缩橡胶层用橡胶部件125的形状与粘合在外周面上的第二压缩橡胶层用橡胶部件126的形状不同。还可以使第一压缩橡胶层用橡胶部件125的配合组分与第二压缩橡胶层用橡胶部件126的配合组分不同。也可以第一压缩橡胶层用橡胶部件125与第二压缩橡胶层用橡胶部件126在不同的条件下进行硫化。由此,例如能够容易地形成双齿形带。
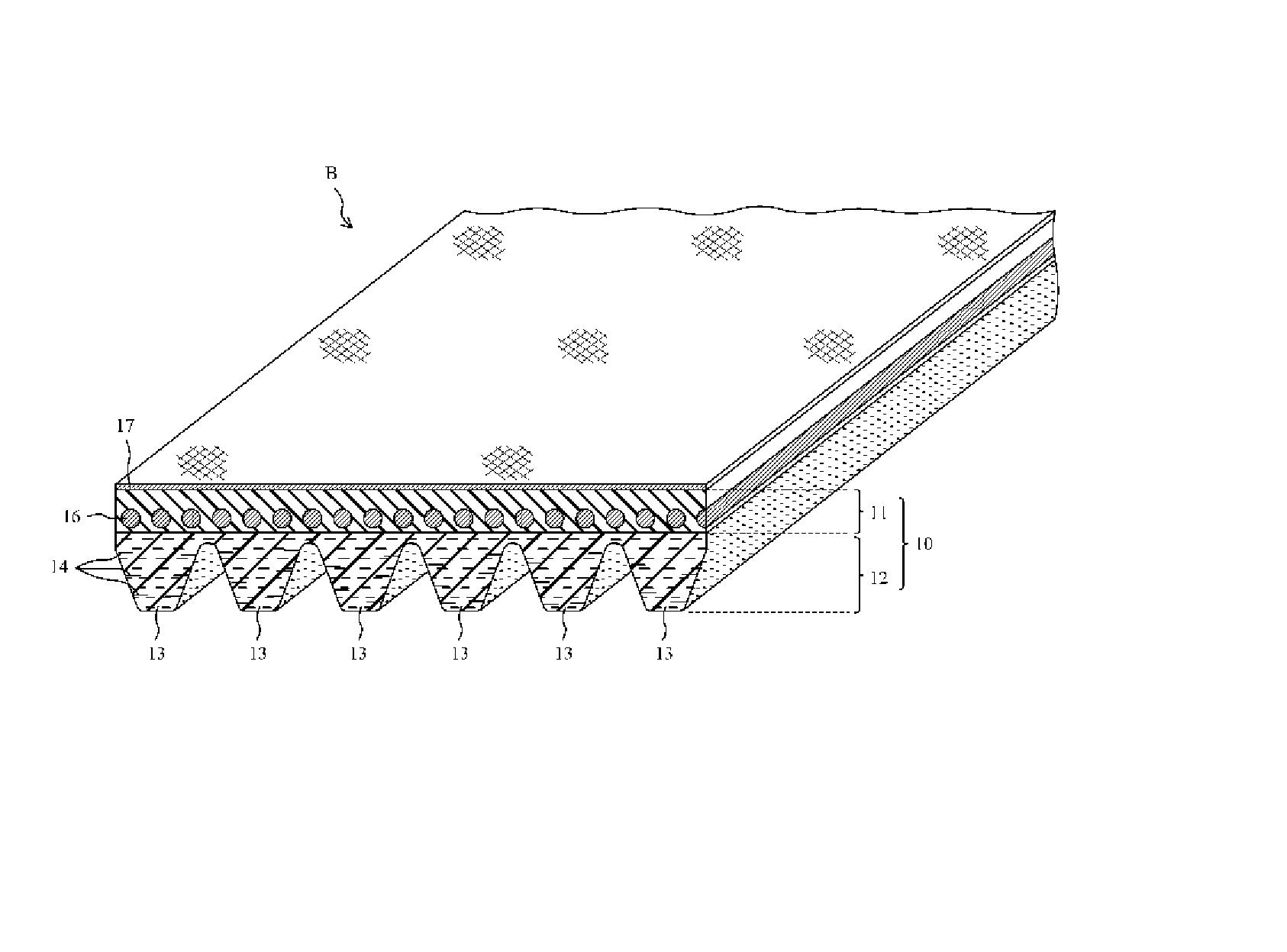
本实施方式的传动带可以为切边带,也可以为如图14所示的包布带,该包布带是通过在将抗拉体层111和压缩橡胶层121粘合起来之后再用外侧帆布127覆盖起来而形成的。
利用本实施方式的传动带的制造方法,也可以形成如图15所示的齿带等。本发明并不限于上述实施方式,也可以应用于多种传动带。
(一实施例)
下面,例举出实施例对本发明进行详细的说明,但本发明并不只限于这些实施例。作为实施例示出多楔带。
<抗拉体层>
在表面平滑的圆筒状的成形滚筒的外周面上缠绕成为覆盖橡胶层的第一未硫化橡胶片,接着,缠绕成为粘合橡胶层的第二未硫化橡胶片,接下来,将预处理后的芯线螺旋状地卷绕上,再缠绕成为粘合橡胶层的第三未硫化橡胶片,制作出圆筒状的层叠体。将橡胶套筒套在模具上的层叠体上后,在硫化罐内进行加热(160℃)和加压(1.0MPa),使未硫化橡胶片一体化,制造出环状的抗拉体层。
成为覆盖橡胶层的第一未硫化橡胶片和成为粘合橡胶层的第二和第三未硫化橡胶片的配合分别为在表1和表2中示出的配合。用密炼机进行了混炼。成为覆盖橡胶层的第一未硫化橡胶片的厚度设定为0.5mm,成为粘合橡胶层的第二和第三未硫化橡胶片的厚度设定为0.4mm。通过压延成形形成了各未硫化橡胶片。
芯线设定为聚对苯二甲酸乙二醇酯。对芯线反复多次进行了浸渍到RFL处理液中后进行烘干的工序,此后,浸渍到橡胶糊中,加热干燥,然后卷起来加以使用。橡胶糊采用了将在表2所示的组分的橡胶配合物溶解到甲苯等中的橡胶糊。
(表1)
(表2)
<压缩橡胶层用橡胶部件>
将表1所示的组分的橡胶配合物用密炼机进行混炼,然后将混炼好的橡胶配合物加工成切片状。将切片状的橡胶配合物供向单轴挤压机,挤压成形出楔形槽形状的未硫化橡胶部件,该单轴挤压机具有和抗拉体层的成形宽度同等宽度的、楔形槽形状的金属口。接着,用如图7所示的鼓式硫化机连续进行了硫化。具体而言,将未硫化橡胶部件连续地供向圆筒状金属鼓,在该金属鼓的外周表面的圆周方向上具有与楔形状相对应的槽,并且使未硫化橡胶部件的楔部与该槽相对应。用金属鼓和钢带夹住未硫化橡胶部件,在规定温度和规定压力下连续地进行冲压硫化而得到了楔形状的压缩橡胶层用橡胶部件。硫化温度设定为160℃左右,压力设定为1.0MPa左右,时间设定为30分左右。
<粘合>
用粘合橡胶片进行了抗拉体层和压缩橡胶层用橡胶部件的粘合以及压缩橡胶层用橡胶部件的两个端部的粘合。粘合橡胶片的组分设定为在表3所示的组分。用密炼机进行混炼后,通过压延成形形成了厚度0.3mm的片状粘合橡胶片。
在硫化成形于圆筒状模具表面上的抗拉体层上缠绕了粘合橡胶片。然后,将利用超音波切割机按照规定的周长切割后的压缩橡胶层用橡胶部件与粘合橡胶片粘合在一起,其中,该压缩橡胶层用橡胶部件冲压硫化成楔形。将压缩橡胶层用橡胶部件的长度方向的两个端部斜切成45°,以便让这两个端部相一致。对该切割面也贴上了未硫化的粘合橡胶片而使端面彼此对接起来。接着,将橡胶制套筒安装在这个成形体的表面上,进行加热和加压,而将抗拉体层和压缩橡胶层用橡胶部件粘合起来。粘合使用了压力炉,在温度120℃、压力1.0MPa下,进行了四个小时。此后,切割成规定的楔数(宽度)制作出多楔带。
(表3)
-产业实用性-
本发明的传动带的制造方法难以出现芯线的螺距不整齐的现象,因而作为传动带的制造方法等很有用。
-符号说明-
111 抗拉体层 112芯线
114 帆布 115粘合橡胶层
116 覆盖橡胶层 121压缩橡胶层
121A压缩橡胶层用橡胶部件 121a 粘合部
122 粘合橡胶片 122A 粘合橡胶片
123 粘合橡胶片 124帆布
125 第一压缩橡胶层用橡胶部件
126 第二压缩橡胶层用橡胶部件
127 外侧帆布 211成形滚筒
213 第一未硫化橡胶片 214第二未硫化橡胶片
215 第三未硫化橡胶片 232金属鼓
233 带轮 240钢带
251 未硫化橡胶部件 260外模具
261 槽 270层叠体
271 芯线
传动带的制造方法及传动带专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0