








专利摘要
本发明公开了一种用于铝锂合金砂型铸造的多层复合涂料及其涂敷方法,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述涂敷方法采用刷涂和喷涂相结合的方式,醇基石墨涂层采用刷涂法,待其点燃灼烧干燥后分别对低浓度六氯乙烷涂层和高浓度六氯乙烷涂层采用喷涂法等待其自然挥发干燥。所述涂料通过加入六氯乙烷涂层与铝锂合金熔体反应形成气膜防止合金液与铸型接触,解决了铝锂合金砂型铸造过程中高活性锂元素易与砂型和涂料中粘结剂、悬浮剂以及助剂等发生反应的难题,同时六氯乙烷涂层也可以对熔体产生精炼效果,除渣除气,可大幅提高铝锂合金铸件表面质量。
权利要求
1.一种用于铝锂合金砂型铸造的多层复合涂料,其特征在于,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层;
所述低浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷1%-20%、有机膨润土3%-10%、乙醇25%-40%、乙醚30%-71%;
所述高浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷20%-50%、乙醚50%-80%。
2.根据权利要求1所述的用于铝锂合金砂型铸造的多层复合涂料,其特征在于,所述低浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷5%-15%、有机膨润土3%-5%、乙醇30%-40%、乙醚40%-62%。
3.根据权利要求1或2所述的用于铝锂合金砂型铸造的多层复合涂料,其特征在于,所述低浓度六氯乙烷涂层的制备方法包括如下步骤:
将有机膨润土溶于乙醇中搅拌至其充分溶胀,得组分A;
将六氯乙烷加入乙醚中搅拌,使六氯乙烷完全溶解于乙醚中,得组分B;
将组分A和组分B混合,搅拌均匀即得。
4.根据权利要求1所述的用于铝锂合金砂型铸造的多层复合涂料,其特征在于,所述高浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷30%-40%、乙醚60%-70%。
5.根据权利要求1或4所述的用于铝锂合金砂型铸造的多层复合涂料,其特征在于,所述高浓度六氯乙烷涂层的制备方法包括如下步骤:
将六氯乙烷加入乙醚中搅拌,使六氯乙烷完全溶解于乙醚中即得。
6.一种根据权利要求1所述的多层复合涂料的涂敷方法,其特征在于,包括以下步骤:
S1、将醇基石墨均匀涂敷在砂型铸型表面,然后点燃灼烧干燥,形成醇基石墨涂层;
S2、在醇基石墨涂层上喷涂低浓度六氯乙烷涂层,干燥;
S3、在低浓度六氯乙烷涂层上喷涂高浓度六氯乙烷涂层,干燥,即可。
7.根据权利要求6所述的多层复合涂料的涂覆方法,其特征在于,步骤S1中,所述涂敷采用刷涂法。
说明书
技术领域
本发明属于涂料技术领域,具体涉及一种用于铝锂合金砂型铸造的多层复合铸型涂料及其涂敷方法。
背景技术
锂是自然界中最轻的金属元素,其密度仅有0.53g/cm
铸造涂料种类繁多,大体可以分为两类:水基涂料和醇基涂料。其中醇基涂料在涂敷后经点燃既可固化,与各种自硬化砂工艺配合使用,可不需烘干,能缩短生产周期,简化工艺,节约能源,减少烘干设备投资,是被铸造界广为使用的一种快干涂料,已广泛应用于钢、铁、有色铸件的生产中。
目前市场上没有公开的专门用于砂型铸造铝锂合金的铸型涂料。中国专利CN102873267B本发明公开了一种砂型铸造醇基涂料及其制备方法。其特征在于所述涂料由溶质和有机溶剂组成;所述有机溶剂为乙醇;所述溶质包括以下组分:铝矶土60千克,凹凸棒上1千克,钠基膨润土0.5千克,无定形石墨10千克,片状石墨15千克,铁红6.5千克,聚乙烯醇缩丁醛5千克,烷基酚聚氧乙烯醚0.5千克,脂肪族二羧酸0.5千克,盐酸溶液1千克。但是锂会与聚乙烯醇缩丁醛、烷基酚聚氧乙烯醚、脂肪族二羧酸发生反应,因此该涂料不适用于铝锂合金砂型铸造。中国专利CN106270373A公布了一种覆膜砂砂型用醇基铸造涂料及其制备方法,其特征在于包含如下按质量百分比计的组分:400-600目耐火粉料63-7%,钠基膨润土l.0-l.4%,钙基膨润土l.6-2.3%,热固性酚醛树脂1.2-1.8%,聚乙烯醇缩丁醛0.6-0.9%,乙醇28-31%。但是其中热固性酚醛树脂、聚乙烯缩丁醛也会与熔体中的锂发生反应,因此该涂料也不适用于铝锂合金砂型铸造。中国专利CN104399868A公布了一种鳞片石墨醇基铸造涂料及其制作方法,其特征在于,由下列重量份的原料制成:鳞片石墨68%-82%、谷氨酸0.7%-1.4%、粘土2%-3%、羟甲基纤维素钠1.2%-3.1%、十二烷基三甲基氯化铵2.2%-3.5%、甲基丙烯酸甲酯3%-5%、稻壳炭9%-13%、葡萄藤18%-25%、锂基膨润土2%-4%、松香3%-5%、乙醇153%-169%、助剂3%-6%。但是其中谷氨酸、甲基丙烯酸甲酯等也会和锂反应,因此也不适用于铝锂合金砂型铸造。这些专利所述涂料都有一个共同特点:所用粘结剂、悬浮剂以及助剂都能与锂发生反应。因此并不适用于铝锂合金,亟待开发出一种专门用于铝锂合金砂型铸造的铸型涂料。
发明内容
针对现有涂料易与铝锂合金中锂元素发生反应的问题,本发明的目的是提供一种用于铝锂合金砂型铸造的多层复合铸型涂料及其涂敷方法,该涂料既能避免金属液与砂型直接接触,又能避免锂元素与铸型和涂料发生反应,同时还兼具精炼熔体、提高铸件表面质量的作用。
本发明的目的是通过以下技术方案实现的:
本发明提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。
优选地,所述低浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷1%-20%、有机膨润土3%-10%、乙醇25%-40%、乙醚30%-71%。
更优选地,所述低浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷5%-15%、有机膨润土3%-5%、乙醇30%-40%、乙醚40%-62%。
优选地,所述低浓度六氯乙烷涂层的制备方法包括如下步骤:
将有机膨润土溶于乙醇中搅拌至其充分溶胀,得组分A;
将六氯乙烷加入乙醚中搅拌,使六氯乙烷完全溶解于乙醚中,得组分B;
将组分A和组分B混合,搅拌均匀即得。
优选地,所述组分A的制备中,搅拌时间为1-10min;组分B的制备中,搅拌时间为1-5min。
优选地,所述高浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷20%-50%、乙醚50%-80%。
更优选地,所述高浓度六氯乙烷涂层包括以下质量百分含量的各组分:
六氯乙烷30%-40%、乙醚60%-70%。
优选地,所述高浓度六氯乙烷涂层的制备方法包括如下步骤:
将六氯乙烷加入乙醚中搅拌,使六氯乙烷完全溶解于乙醚中即得。
优选地,所述组搅拌时间为1-5min。
醇基石墨与铝锂合金熔体反应相对较少,因此本发明中第一层采用醇基石墨涂料形成涂层。第二层的低浓度六氯乙烷涂层主要起润湿和粘结作用,第三层的高浓度六氯乙烷涂层则为反应层。
本发明还提供了一种根据前述的多层复合涂料的涂敷方法,包括以下步骤:
S1、将醇基石墨均匀涂敷在砂型铸型表面,然后点燃灼烧干燥,形成醇基石墨涂层;
S2、在醇基石墨涂层上喷涂低浓度六氯乙烷涂层,干燥;
S3、在低浓度六氯乙烷涂层上喷涂高浓度六氯乙烷涂层,干燥,即可。
优选地,步骤S1中,所述涂敷采用刷涂法。
与现有技术相比,本发明具有如下的有益效果:
(1)现有涂料中粘结剂都易与铝锂合金中的锂发生反应,不能作为铝锂合金砂型铸造的铸型涂料,而本发明涂料会与熔体反应形成一层气膜隔绝熔体与铸型,避免铸型和涂料与熔体反应,适合作为铝锂合金砂型铸造的铸型涂料。
(2)六氯乙烷是铝锂合金熔炼的精炼剂,通过加入六氯乙烷涂层,既可以起到精炼效果,同时产生气膜隔绝金属液与砂型,保护熔体。
(3)本发明还提供了一种刷涂和喷涂相结合的复合涂敷工艺,先对醇基石墨层采用刷涂,后对六氯乙烷乙醚层采用多层喷涂,使得涂敷非常均匀致密,提高铸件表面质量。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
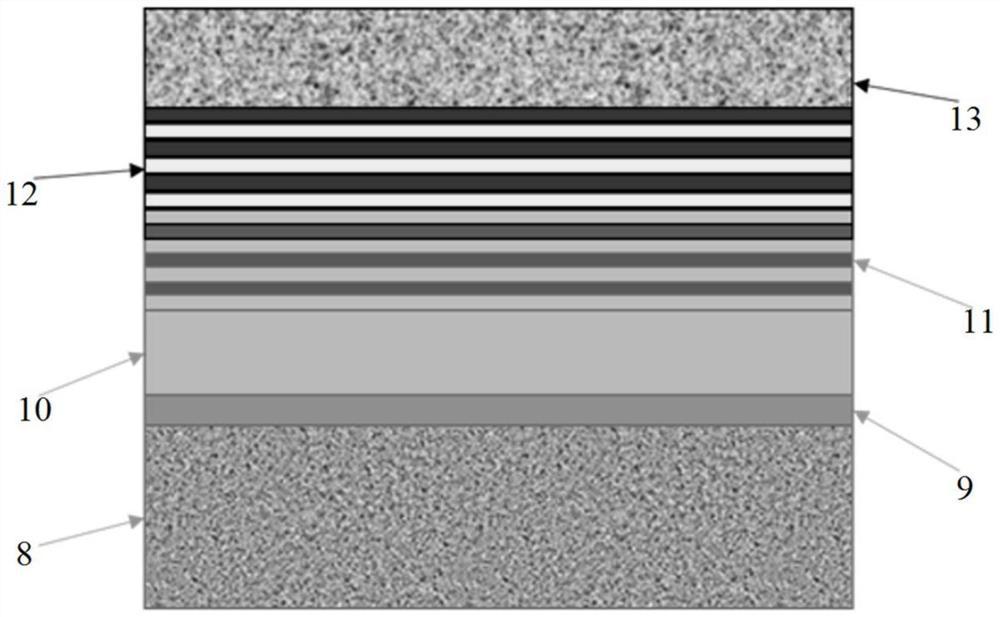
图1为本发明多层复合铸型涂料的结构示意图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
实施例1
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法如下:
(1)称取醇基石墨涂料1kg,搅拌混合均匀。
(2)称取50g六氯乙烷(5%),有机膨润土30g(3%),乙醇300g(30%),乙醚620g(62%)。先将有机膨润土溶于乙醇中搅拌10min待其充分溶胀,再将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,再采用人工或机械搅拌使两者充分混合,配成1kg低浓度六氯乙烷涂料。
(3)称取300g六氯乙烷(30%),乙醚700g(70%)。再将六氯乙烷加入乙醚中搅拌5min,将六氯乙烷完全溶解于乙醚中,配成1kg高浓度六氯乙烷涂料。
(4)采用毛刷将醇基石墨涂料均匀涂敷在铸型表面,涂刷一层,刷完后点燃灼烧使其干燥。
(5)待铸型干燥后在其表面喷涂上一层低浓度六氯乙烷涂料,待其自然挥发干燥。
(6)待铸型干燥后在其表面喷涂上一层高浓度六氯乙烷涂料,待其自然挥发干燥后再喷涂一层高浓度六氯乙烷涂层,等待其自然挥发干燥。由此形成了所述的多层复合铸型涂料。
(7)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(8)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面光洁、质量良好,粗糙度(Ra)为12.5;铸件与铸型接触部分无气孔。
实施例2
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法如下:
(1)称取醇基石墨涂料1kg,搅拌混合均匀。
(2)称取75g六氯乙烷(7.5%),有机膨润土35g(3.5%),乙醇325g(32.5%),乙醚565g(56.5%)。先将有机膨润土溶于乙醇中搅拌10min待其充分溶胀,再将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,再采用人工或机械搅拌使两者充分混合,配成1kg低浓度六氯乙烷涂料。
(3)称取325g六氯乙烷(32.5%),乙醚675g(67.5%)。将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,配成1kg高浓度六氯乙烷涂料。
(4)采用毛刷将醇基石墨涂料均匀涂敷在铸型表面,涂刷一层,刷完后点燃灼烧使其干燥。
(5)待铸型干燥后在其表面喷涂上一层低浓度六氯乙烷涂料,待其自然挥发干燥。
(6)待铸型干燥后在其表面喷涂上一层高浓度六氯乙烷涂料,等待其自然挥发干燥后再喷涂一层高浓度六氯乙烷涂层,等待其自然挥发干燥。
(7)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(8)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面光洁、质量良好,粗糙度(Ra)为6.3;铸件与铸型接触部分无气孔。
实施例3
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法如下:
(1)称取醇基石墨涂料1kg,搅拌混合均匀。
(2)称取100g六氯乙烷(10%),有机膨润土40g(4%),乙醇350g(35%),乙醚510g(51%)。先将有机膨润土溶于乙醇中搅拌10min待其充分溶胀,再将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,再采用人工或机械搅拌使两者充分混合,配成1kg低浓度六氯乙烷涂料。
(3)称取350g六氯乙烷(35%),乙醚650g(65%)。将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,配成1kg高浓度六氯乙烷涂料。
(4)采用毛刷将醇基石墨涂料均匀涂敷在铸型表面,涂刷一层,刷完后点燃灼烧使其干燥。
(5)待铸型干燥后在其表面喷涂上一层低浓度六氯乙烷涂料,待其自然挥发干燥。
(6)待铸型干燥后在其表面喷涂上一层高浓度六氯乙烷涂料,等待其自然挥发干燥后再喷涂一层高浓度六氯乙烷涂层,等待其自然挥发干燥。
(7)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(8)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面发现铸件表面呈银白色,无氧化;表面光洁、质量良好,粗糙度(Ra)为3.2;铸件与铸型接触部分无气孔。
实施例4
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法如下:
(1)称取醇基石墨涂料1kg,搅拌混合均匀。
(2)称取125g六氯乙烷(12.5%),有机膨润土45g(4.5%),乙醇375g(37.5%),乙醚455g(45.5%)。先将有机膨润土溶于乙醇中搅拌10min待其充分溶胀,再将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,再采用人工或机械搅拌使两者充分混合,配成1kg低浓度六氯乙烷涂料。
(3)称取375g六氯乙烷(37.5%),乙醚625g(62.5%)。再将六氯乙烷加入乙醚中搅拌5min,将六氯乙烷完全溶解于乙醚中,配成1kg高浓度六氯乙烷涂料。
(4)采用毛刷将醇基石墨涂料均匀涂敷在铸型表面,涂刷一层,刷完后点燃灼烧使其干燥。
(5)待铸型干燥后在其表面喷涂上一层低浓度六氯乙烷涂料,待其自然干燥。
(6)待铸型干燥后在其表面喷涂上一层高浓度六氯乙烷涂料,等待其自然挥发干燥后再喷涂一层高浓度六氯乙烷涂层,等待其自然干燥。
(7)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(8)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面光洁、质量良好,粗糙度(Ra)为6.3;铸件与铸型接触部分无气孔。
实施例5
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法如下:
(1)称取醇基石墨涂料1kg,搅拌混合均匀。
(2)称取150g六氯乙烷(15%),有机膨润土50g(5%),乙醇400g(40%),乙醚400g(40%)。先将有机膨润土溶于乙醇中搅拌10min待其充分溶胀,再将六氯乙烷加入乙醚中搅拌5min使六氯乙烷完全溶解于乙醚中,再采用人工或机械搅拌使两者充分混合,配成1kg低浓度六氯乙烷涂料。
(3)称取400g六氯乙烷(40%),乙醚600g(60%)。再将六氯乙烷加入乙醚中搅拌5min,将六氯乙烷完全溶解于乙醚中,配成1kg高浓度六氯乙烷涂料。
(4)采用毛刷将醇基石墨涂料均匀涂敷在铸型表面,涂刷一层,刷完后点燃灼烧使其干燥。
(5)待铸型干燥后在其表面喷涂上一层低浓度六氯乙烷涂料,待其自然挥发干燥。
(6)待铸型干燥后在其表面喷涂上一层高浓度六氯乙烷涂料,等待其自然挥发干燥后再喷涂一层高浓度六氯乙烷涂层,等待其自然挥发干燥。
(7)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(8)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面光洁、质量良好,粗糙度(Ra)为6.3;铸件与铸型接触部分无气孔。
实施例6
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例1相同,不同之处仅在于:本发明的步骤(2)中,称取10g六氯乙烷(1%),有机膨润土100g(10%),乙醇290g(29%),乙醚700g(70%),由此形成低浓度六氯乙烷涂料。
步骤(3)中,称取200g六氯乙烷(20%),乙醚800g(80%),由此形成高浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈白色,有少量氧化;表面光洁、质量良好,粗糙度(Ra)为6.3;铸件与铸型接触部分有少量气孔。
实施例7
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例1相同,不同之处仅在于:本发明的步骤(2)中,称取200g六氯乙烷(20%),有机膨润土30g(3%),乙醇250g(25%),乙醚520g(52%),由此形成低浓度六氯乙烷涂料。
步骤(3)中,称取500g六氯乙烷(50%),乙醚500g(50%),由此形成高浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面质量一般,粗糙度(Ra)为12.5;铸件与铸型接触部分无气孔。
实施例8
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例1相同,不同之处仅在于:本发明的步骤(2)中,称取200g六氯乙烷(20%),有机膨润土100g(10%),乙醇400g(40%),乙醚300g(30%),由此形成低浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面质量一般,粗糙度(Ra)为12.5;铸件与铸型接触部分有少量气孔。
对比例1
本对比例提供了一种用于铝锂合金砂型铸造的涂料,所述涂料包括醇基石墨涂层。所述涂料的涂敷方法及其制备铝锂合金砂型铸件的方法如下:
(1)称取醇基石墨涂料1kg,搅拌混合均匀。
(2)采用毛刷将醇基石墨涂料均匀涂敷在铸型表面,涂刷一层,点燃灼烧使其干燥。
(3)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(4)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面,发现铸件表面呈灰白色,有大量氧化;表面质量一般,粗糙度(Ra)为12.5;铸件与铸型接触部分有少量气孔。
对比例2
本对比例提供了一种制备铝锂合金砂型铸件的方法,具体如下:
(1)将铸型置于烘箱中烘干,参数为150℃保温2小时。
(2)合模浇铸铝锂合金熔体,得铸件。
观察铸件表面并取其截面,发现铸件表面呈暗灰色,有严重氧化;表面质量较差,粗糙度(Ra)为25;铸件与铸型接触部分有大量气孔。
对比例3
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例1相同,不同之处仅在于:
本对比例的步骤(2)中,称取50g六氯乙烷(5%),乙醇300g(30%),乙醚650g(65%),由此制备低浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈灰白色,有部分氧化;表面质量一般,粗糙度(Ra)为12.5;铸件与铸型接触部分有少量气孔。
对比例4
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例1相同,不同之处仅在于:
本对比例的步骤(2)中,称取50g六氯乙烷(5%),有机膨润土30g(3%),乙醚920g(92%),由此制备低浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈灰白色,有大量氧化;表面质量较差,粗糙度(Ra)为25;铸件与铸型接触部分有少量气孔。
对比例5
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例6相同,不同之处仅在于:
本对比例的步骤(2)中,称取有机膨润土110g(11%),乙醇290g(29%),乙醚700g(70%),由此制备低浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈灰白色,有大量氧化;表面光洁、质量良好,粗糙度(Ra)为6.3;铸件与铸型接触部分有少量气孔。
对比例6
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例7相同,不同之处仅在于:
本对比例的步骤(2)中,称取250g六氯乙烷(25%),有机膨润土30g(3%),乙醇200g(20%),乙醚520g(52%),由此制备低浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面质量较差,粗糙度(Ra)为25;铸件与铸型接触部分无气孔。
对比例7
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例6相同,不同之处仅在于:
本对比例的步骤(3)中,称取150g六氯乙烷(15%),乙醚850g(85%),由此制备高浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈灰白色,有大量氧化;表面光洁、质量良好,粗糙度(Ra)为6.3;铸件与铸型接触部分有大量气孔。
对比例8
本实施例提供了一种用于铝锂合金砂型铸造的多层复合涂料,所述多层复合涂料包括依次设置的醇基石墨涂层、低浓度六氯乙烷涂层和高浓度六氯乙烷涂层。所述多层复合涂料的涂敷方法及其制备铝锂合金砂型铸件的方法与实施例7相同,不同之处仅在于:
本对比例的步骤(3)中,称取600g六氯乙烷(60%),乙醚400g(40%),由此制备高浓度六氯乙烷涂料。
观察所得铸件表面并取其截面,发现铸件表面呈银白色,无氧化;表面质量较差,粗糙度(Ra)为25;铸件与铸型接触部分无气孔。
本发明具体应用途径很多,以上所述仅是本发明的优选实施方式。应当指出,以上实施例仅用于说明本发明,而并不用于限制本发明的保护范围。对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
用于铝锂合金砂型铸造的多层复合铸型涂料及其涂敷方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0