







专利摘要
本发明公开一种用于飞机壁板卧式自动钻铆机的末端精度重力补偿方法,通过测量定义各轴的重力误差影响系数并进行排序,在正交表中选取对于末端精度影响最大的轴作为变量样本,采用偏最小二乘回归反演建模方法,建立飞机壁板卧式自动钻铆机运动参数和检测点位置误差数据之间的关系,得到数字化补偿模型,实现了自动钻铆机的末端重力补偿。本本发明根据各轴对末端重力误差的影响系数,在正交表中首先将影响最大的变量作为样本对系统进行补偿,若结果不符合要求再将剩余影响系数最大的变量加入样本重新对系统进行补偿,避免将所有正交表中的数据一次性全部作为样本,提高补偿效率。
权利要求
1.一种用于飞机壁板卧式自动钻铆机的末端精度重力补偿方法,其特征在于,包括步骤:
1)在自动钻铆机的末端布置检测点,通过激光跟踪仪获取其初始误差;
2)根据自动钻铆机在X、Y、Z方向的移动量阈值和A、B转动量阈值确定正交表,正交表的每一行表示自动钻铆机的平移量和转动量;
3)利用激光跟踪仪测量并定义各轴对末端重力误差的影响系数,然后根据影响系数大小进行排序;
4)根据各轴对末端重力误差影响系数的大小,在正交表中选取影响系数最大的轴作为变量样本,将样本加载至自动钻铆机的理论有限元模型,得到不同变量样本参数的末端重力位置误差;
5)针对任意一个变量样本,利用其对应的末端重力位置误差计算当前情况下各轴所对应的末端重力位置误差;
6)根据每个变量样本对应的检测点的末端重力位置误差,采用偏最小二乘回归反演建模方法,建立自动钻铆机末端重力误差的数字化补偿模型;
7)指定自动钻铆机末端的理论位置,测量该点的实际末端位置并计算其误差,将理论位置下的实际位置误差带入数字化补偿模型,计算得到自动钻铆机的补偿数据;
8)根据所述的补偿数据,对自动钻铆机各轴运动进行调整后再次测量末端检测点误差是否在许可范围之内,若在范围之内则重力补偿完成,若不在范围之内则进行9)操作;
9)在正交表中选取剩余重力误差影响系数最大的轴作为变量加入到样本当中,将样本加载至自动钻铆机的有限元模型并重复步骤5)至步骤8)的循环,当末端精度达到要求后补偿完成。
2.如权利要求1所述的末端精度重力补偿方法,其特征在于,在所述的步骤3)中,默认各轴处于最大行程,分别改变其中一轴位置,记录不同位置下的重力误差ε
ε
式中ε
3.如权利要求1所述的末端精度重力补偿方法,其特征在于,所述的步骤5)具体包括:
5.1)从自动钻铆机有限元模型中获取检测点在自身重力作用下的实际坐标;
5.2)根据检测点的理论坐标和实际坐标计算得到误差补偿矩阵;
5.3)根据误差补偿矩阵计算检测点的位置误差,以及各轴的位置及转动误差。
4.如权利要求3所述的末端精度重力补偿方法,其特征在于,在所述的步骤6)中,对检测点误差矩阵和轴误差矩阵进行标准化处理,并根据标准化处理后的检测点误差矩阵和轴误差矩阵,采用偏最小二乘回归反演建模方法得到自动钻铆机的误差补偿模型:
η=Aε+η
其中,η为自动钻铆机的补偿数据,ε为检测点的位置误差,A为系数矩阵,η
5.如权利要求1所述的末端精度重力补偿方法,其特征在于,在所述的步骤7)中,末端的实际位置误差采用激光跟踪仪测量系统进行测量,实际位置误差为末端空间坐标相对于理论模型的位置偏差。
6.如权利要求1所述的末端精度重力补偿方法,其特征在于,所述的步骤8)具体如下:
8.1)以补偿数据为增量,调整各轴的平移位置和转动角度;
8.2)调整完成后对末端重力误差再次进行激光测量,判断误差是否在许可范围之内;
8.3)若误差在±0.2mm以内则补偿结束,若误差超出许可范围则进行步骤9)操作。
说明书
技术领域
本发明涉及飞机装配技术与装备领域,尤其涉及一种用于飞机壁板卧式自动钻铆机的末端精度重力补偿方法。
背景技术
飞机数字化装配是飞机制造的主要环节,而铆接是飞机数字化装配过程中的重要工序之一。传统的铆接产品质量受工人个体因素的影响比较大,因此难以确保稳定、高质高效的连接。为了保证飞机的装配质量、提高飞机装配效率,发展自动钻铆技术,使用自动钻铆设备进行自动化钻铆是一种必然的趋势。
飞机壁板卧式自动钻铆机是飞机装配中重要的制孔与紧固件连接设备,能够自动完成飞机壁板中铆接孔的定位、制孔、锪窝、除尘、插钉、压铆等操作。它由制孔插钉侧机床和镦紧侧机床组成,两侧设备通过协同工作实现高质量自动化钻铆。结合飞机壁板铆接的质量要求可知,保证自动钻铆机中两侧设备末端的协调与相对位姿精度,是保证钻铆质量、提高整机装配质量所不可缺少的一部分。
飞机壁板卧式自动钻铆机的精度取决于其末端精度,由于设备自身重力而产生的结构变形是影响末端精度的重要因素之一。末端执行器的重力误差随着位置的不同而改变,各轴的平移或转动都会对末端精度产生影响。传统的重力补偿方法往往是根据各轴阈值建立正交表,然后将正交表里的值全部带入有限元模型进行计算,并且需要对正交表中的全部情况进行测量,费时费力。
发明内容
本专利提出一种用于飞机壁板卧式自动钻铆机的末端精度重力补偿方法,此方法采用激光跟踪仪数字化测量的方式,保障了测量精度;通过测量并定义各轴的重力误差系数,在正交表中选出若干样本进行有限元计算和实际测量,提高了补偿效率;采用偏最小二乘法回归反演建模方法建立了飞机壁板卧式自动钻铆机末端精度与五轴各运动参数之间的关系,得到自动钻铆机的数字化补偿模型,并利用该数字化补偿模型,通过五轴协调运动提高其末端重力精度。
本发明的具体技术方案如下:
一种用于飞机壁板卧式自动钻铆机的末端精度重力补偿方法,包括:
1)在末端布置检测点,通过激光跟踪仪获取其初始误差;
2)根据自动钻铆机在X、Y、Z方向的移动量阈值和A、B转动量阈值确定正交表,正交表的每一行表示自动钻铆机的平移量和转动量;
3)利用激光跟踪仪测量,并定义各轴对末端重力误差的影响系数,然后根据其影响系数大小进行排序;
4)根据各轴对末端重力误差影响系数的大小,在正交表中选取影响系数最大的轴作为变量样本,将样本加载至自动钻铆机的理论有限元模型,得到不同样本参数的末端重力位置误差;
5)针对任意一个样本,利用其对应的位置误差计算当前情况下各轴所对应的位置误差;
6)根据每个样本对应的检测点重力误差,采用偏最小二乘回归反演建模方法,建立自动钻铆机末端重力误差的数字化补偿模型;
7)指定自动钻铆机末端的理论位置,测量该点的实际末端位置并计算其误差,将理论位置下的位置误差带入数字化补偿模型,计算得到自动钻铆机的补偿数据;
8)根据所述的补偿数据,对自动钻铆机各轴运动进行调整后再次测量末端检测点误差是否在许可范围之内,若在范围之内则重力补偿完成,若不在范围之内则进行步骤9)操作;
9)在正交表中选取剩余重力误差影响系数最大的轴作为变量加入到样本当中,将样本加载至自动钻铆机的有限元模型并重复步骤5)至步骤8)的循环,当末端精度达到要求后补偿完成。
进一步的,所述步骤1)中的检测点布置于末端执行器的刀尖。
进一步的,所述步骤2)中五轴联动钻铆设备在X、Y、Z方向的移动量阈值和A、B方向的转动量阈值取决于钻铆设备本身,其移动量阈值和转动量阈值在制作后就已经固定。由于五轴联动钻铆设备具有5个自由度,因此需要保证正交表的列数大于或等于5。
进一步的,所述步骤3)的具体过程如下:
3.1)利用激光跟踪仪测量,并定义各轴对末端重力误差的影响系数:
此飞机壁板卧式自动钻铆机有X、Y、Z、A、B五轴,默认各轴处于最大行程,分别改变其中一轴位置,记录不同位置下的重力误差εij(i=x,y,z,a,b;j=x,y,z),将各轴的重力误差系数分别定义为μx,μy,μz,μa,μb,满足以下条件:
εi=Max(εij)=μi
式中εij(i=x,y,z,a,b;j=x,y,z)表示在以i轴为变量的情况下,检测点在j方向上的位置误差;εi(i=x,y,z,a,b)表示以i轴为变量的情况下,检测点各方向所产生的最大位置误差值。
3.2)对各轴的重力误差影响系数从大到小进行排序。
进一步的,所述步骤4)包括以下步骤:
4.1)根据各轴对末端重力误差影响系数的大小,在正交表中选取影响系数最大的轴作为变量样本,保持其余轴的位置和角度不变;
4.2)将选取的样本加载至自动钻铆机的理论有限元模型,得到不同样本参数的末端重力误差;
进一步的,所述步骤5)通过以下步骤计算检测点的位置误差和各轴的位置及转动误差:
5.1)从有限元模型中获取检测点在自身重力作用下的实际坐标;
5.2)根据检测点的理论坐标和实际坐标计算得到误差补偿矩阵;
5.3)根据误差补偿矩阵计算检测点的位置误差,以及各轴的位置及转动误差。
第i个检测点的位置误差为ei,根据公式:
X'i=[X'ix,X'iy,X'iz]
Xi=[Xix,Xiy,Xiz]
ei=X'i-RXi
计算得到,其中X'i为第i个检测点的实际坐标,Xi为第i个检测点的理论坐标,R为误差补偿矩阵,i=1,2,3...,v,v为检测点个数;
进一步的,在所述的步骤6)中,对检测点误差矩阵和轴误差矩阵进行标准化处理,并根据标准化处理后的检测点误差矩阵和轴误差矩阵,采用偏最小二乘回归反演建模方法得到自动钻铆机的误差补偿模型:
η=Aε+ηconst
其中,η为自动钻铆机的补偿数据,ε为检测点的位置误差,A为系数矩阵,ηconst为常数项。
以每个样本作用下的检测点位置误差作为检测点位置矩阵中的一行,从而得到检测点矩阵。以每个载荷样本作用下的各轴的位置及转动误差作为轴误差矩阵中的一行,从而得到轴误差矩阵。将检测点矩阵和轴误差矩阵转化为单位矩阵,从而消除因单位不同引起的计算误差。
假设选取正交表的行数为n(即仿真试验的样本数为n),列数为5,检测点的个数为v,因此构建检测点误差矩阵为n×p(p=ν),各轴误差矩阵大小为n×q(q=5),检测点误差矩阵记为M=[m1,...,mp]n×p,轴误差矩阵记为A=[a1,...,aq]n×q。
对检测点误差矩阵M和轴误差矩阵A进行标准化处理,得到标准化处理后的检测点误差矩阵和轴误差矩阵。其中,标准化处理后的检测点误差矩阵为E0=[E01,...,E0p]n×p,标准化处理后的轴误差矩阵为F0=[F01,...,F0q]n×q。
在偏最小二乘回归建模过程中,以标准化处理后的检测点误差矩阵E0为自变量,以标准化处理后的周误差矩阵F0为因变量。记E0和F0的第一个主轴分别为w1和c1,而t1和μ1分别为E0和F0的第一个主成分,且有t1=E0w1,μ1=F0c1,并解决以下优化问题:
maxCov(t1,μ1)=(E0w1)
其中,maxCov(t1,μ1)表示对Cov(t1,μ1)取最大值,s.t.为subject to的缩写,表示后面内容为约束条件。
引入拉格朗日乘子λ1和λ2,并记:
对s分别求关于w1、c1、λ1和λ2的偏导数,可以推得:
可见,w1是矩阵 的特征向量,且对应的特征值为 θ1是目标函数值,它要求取最大值,所以w1是对应于矩阵 最大特征值的单位特征向量;同理,c1也是对应于矩阵 最大特征值 的单位特征向量。
求得第一个轴w1和c1后,即可得到成分t1和μ1,然后分别求E0和F0对t1和μ1的回归方程:
其中,E1、F1分别是以上两式的残差矩阵。用残差矩阵E1和F1取代E0和F0,然后求他们的第二个轴w2和c2以及第二个成分t2和μ2,如此计算下去如果检测点误差矩阵M的秩为λ,则会有下式成立:
令ηi=F0i,εi=E0j,上式可进一步表示为:
η=Aε+ηconst
上式为自动钻铆机的重力误差补偿模型,其中η表示自动钻铆机在X、Y、Z方向上的补偿量,ε表示检测点的位置误差,A为系数矩阵,ηconst为常数项。其中,补偿量η的大小为q×1。系数矩阵A的大小为q×p,检测点位置误差ε的大小为p×1,常数项ηconst的大小为q×1。
进一步的,所述步骤7)中指定自动钻铆机末端处于某空间坐标,测量该点的实际末端位置误差,将该坐标下的位置误差带入所述的数字化补偿模型,计算得到自动钻铆机的补偿数据。末端的实际位置误差采用激光跟踪仪测量系统进行测量。实际误差为末端空间坐标(位置)相对于理论模型的位置偏差。
进一步的,所述步骤8)的具体过程如下:
以补偿数据为增量,调整自动钻铆机中各轴的位置和角度。为实现自动钻铆机的末端精度重力补偿,在得到补偿数据后,用补偿数据调整自动钻铆机的末端位置,从而消除重力变形引起的末端误差。
获取补偿完成后检测点的位置误差,将检测点的位置误差数据与设定的容差进行比较,若所有检测点的位置误差均在各自的容差内,则末端精度重力补偿结束;否则,进行步骤9)操作。作为优选,所述容差为±0.2mm。
通过验证补偿结果,判断补偿结果是否正确,提高了该重力补偿方法的可实时性,且有利于提高补偿精度。根据检测结果,若补偿完成后存在位置误差超出容差的检测点,则需要进行步骤9)进一步操作。
进一步的,所述步骤9)在正交表中选取剩余重力误差影响系数相对较大的轴作为变量加入到样本当中,将样本加载至自动钻铆机的有限元模型并重复步骤5)至步骤8)的循环,当末端精度达到要求后补偿完成。自动钻铆机一共有五轴,第一次仅根据重力误差影响因素最大轴的建立补偿模型,之后每次循环加剩余入重力误差影响因素较大轴并建立模型,最多一共进行五次循环。通过这样的循环可以有效降低拟合的维数,减少计算量。
本专利的优点在于:
(1)通过测量并定义各轴的重力误差系数,在正交表中选出若干样本进行有限元计算和实际测量,减少计算量提高了补偿效率;
(2)采用偏最小二乘法回归反演建模方法建立了飞机壁板卧式自动钻铆机末端精度与五轴各运动参数之间的关系,得到自动钻铆机的数字化补偿模型,并利用该数字化补偿模型,通过五轴协调运动提高其末端重力精度。
附图说明
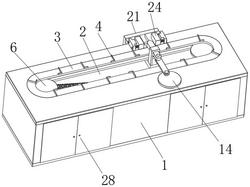
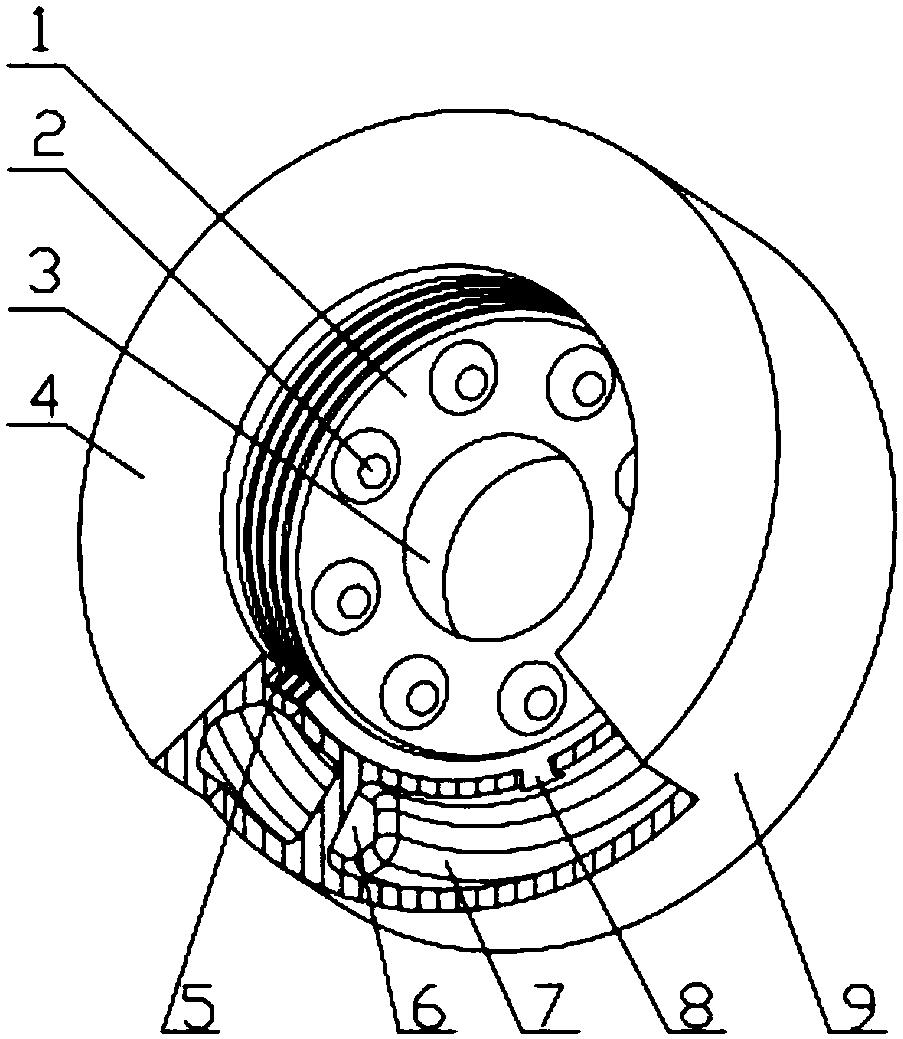
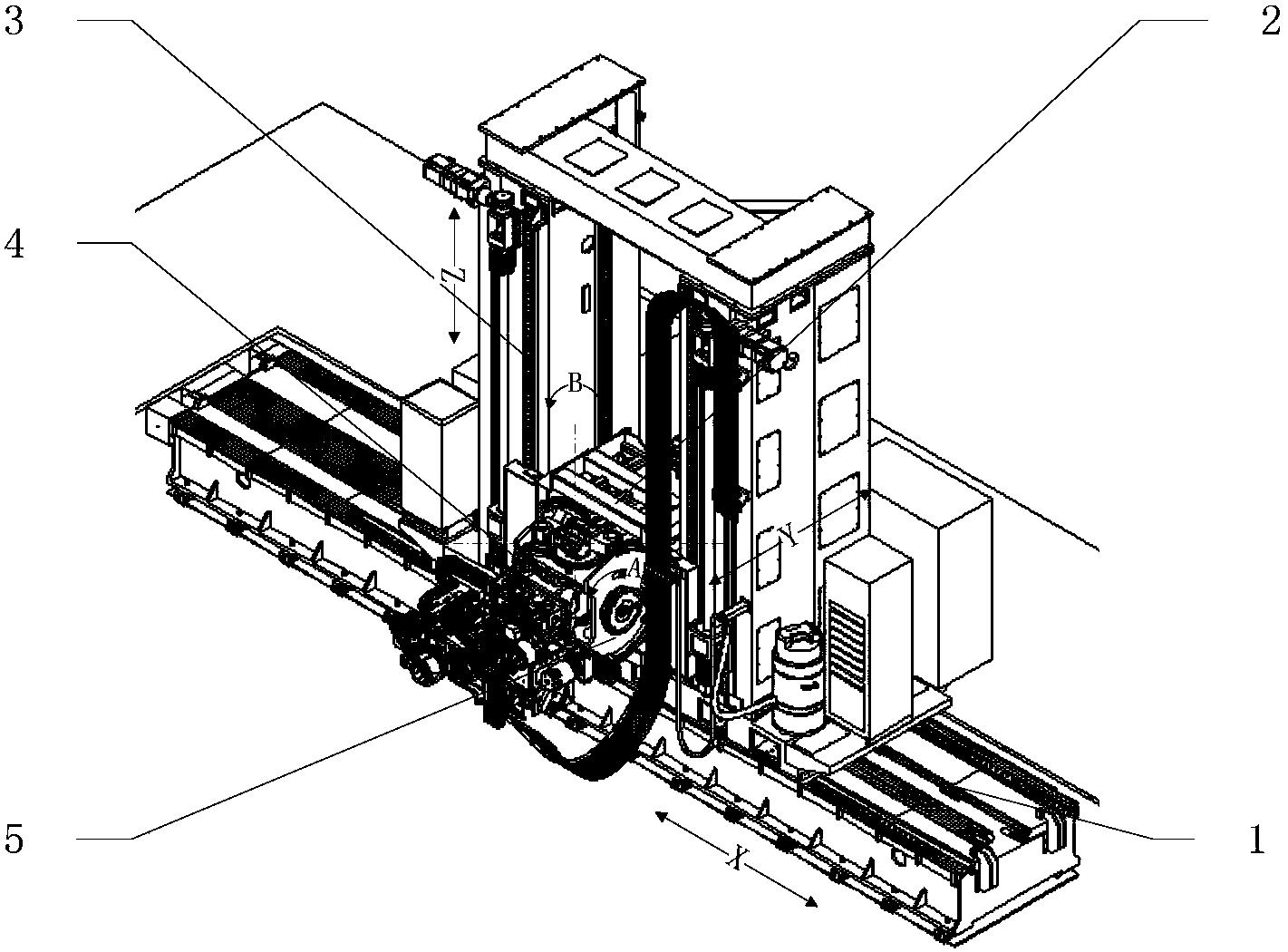
图1是飞机壁板卧式自动钻铆机整体结构示意图;
图2是飞机壁板卧式自动钻铆机重力补偿系统示意图;
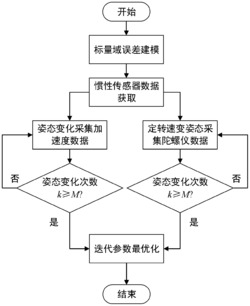
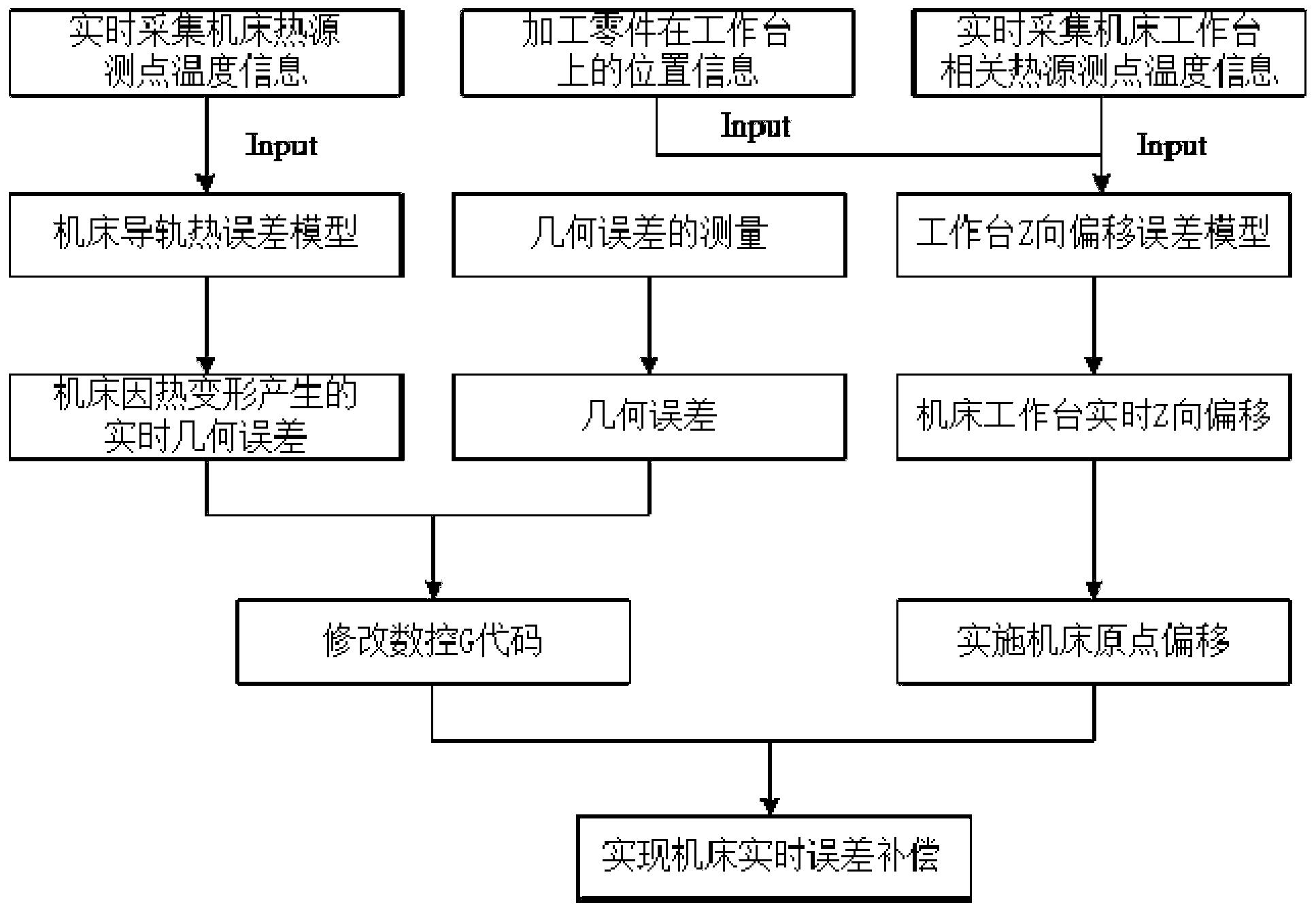
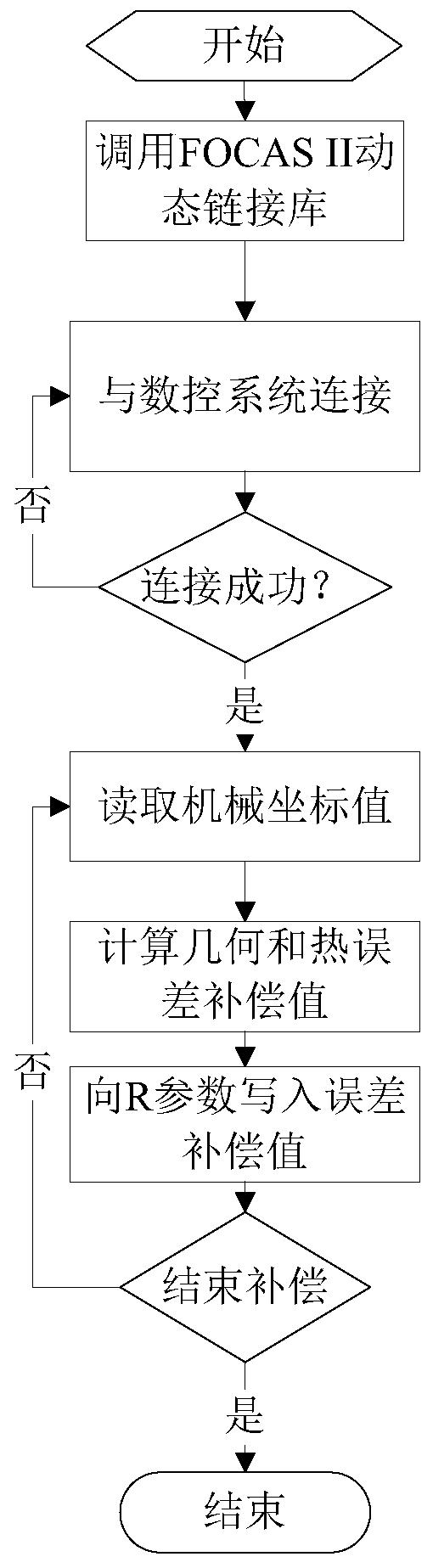
图3是飞机壁板卧式自动钻铆机的末端精度重力补偿方法的流程图;
图中:X向移动轴1,Y向移动轴2,Z向移动轴3,B向转动轴4,A向转动轴5,末端执行器6,检测点7,激光跟踪仪8,测量系统计算机9,TCP/IP 10,控制系统计算机11,现场总线12。
具体实施方式
下面结合附图对本发明的末端精度重力补偿方法作进一步详细描述。
如图1所示,飞机壁板卧式自动钻铆机包括独立运动的X向移动轴1、Y向移动轴2、Z向移动轴3、B向转动轴4和A向转动轴5。
如图2所示,飞机壁板卧式自动钻铆机重力补偿系统包括测量系统计算机9、控制系统计算机11以及激光跟踪仪8通过TCP/IP 10实现网络通信与数据传递,控制系统计算机11则通过现场总线12实现对自动钻铆机的运动控制,测量系统计算机9指令激光跟踪仪7测得末端执行器上检测点7的位置误差数据,并下发至控制系统计算机11,控制系统计算机11根据检测点7的位置误差数据计算自动钻铆机的补偿量,并指令自动钻铆机各轴移动到指定位置,整个系统形成了“测量-计算-补偿”的闭环反馈回路,最终实现末端精度的重力补偿。
本实施例的飞机壁板卧式自动钻铆机的末端精度重力补偿方法,如图3所示,包括:
(1)在末端布置检测点,通过激光跟踪仪获取其初始误差;
(2)根据自动钻铆机在X、Y、Z方向的移动量阈值和A、B转动量阈值确定正交表,正交表的每一行表示自动钻铆机的平移量和转动量;
(3)利用激光跟踪仪测量,并定义各轴对末端重力误差的影响系数,然后根据其影响系数大小进行排序;
(3-1)利用激光跟踪仪测量,并定义各轴对末端重力误差的影响系数:
此飞机壁板卧式自动钻铆机有X、Y、Z、A、B五轴,默认各轴处于最大行程,分别改变其中一轴位置,记录不同位置下的重力误差εij(i=x,y,z,a,b;j=x,y,z),将各轴的重力误差系数分别定义为μx,μy,μz,μa,μb,满足以下条件:
εi=Max(εij)=μi
式中εij(i=x,y,z,a,b;j=x,y,z)表示在以i轴为变量的情况下,检测点在j方向上的位置误差;εi(i=x,y,z,a,b)表示以i轴为变量的情况下,检测点各方向所产生的最大位置误差值。
(3-2)对各轴的重力误差影响系数从大到小进行排序,在本实施例中μy>μa>μb>μx>μz。
(4)根据各轴对末端重力误差影响系数的大小,在正交表中选取影响系数Y轴作为变量样本,将变量样本加载至自动钻铆机的理论有限元模型,获得不同样本参数下的末端重力误差;
(5)针对任意一个样本,利用对应的位置误差计算当前情况下检测点的位置差和各轴所对应的位置及转动误差;
(6)根据样本作用下的检测点重力误差,采用偏最小二乘回归反演建模方法,建立在自动钻铆机末端重力误差的数字化补偿模型;
(7)指定自动钻铆机末端处于某空间坐标,测量该点的实际末端位置误差,将该坐标下的位置误差带入所述的数字化补偿模型,计算得到自动钻铆机的补偿数据。
(8)根据所述的补偿数据,对自动钻铆机各轴运动进行调整后再次测量末端检测点误差是否在许可范围之内,若在范围之内则重力补偿完成,若不在范围之内则进行步骤(9)操作;作为优选,所述容差为±0.2mm。
(9)由于重力误差影响系数μy>μa>μb>μx>μz,在正交表中按照Y、A、B、X、Z轴的顺序选取剩余重力误差影响系数相对较大的轴作为变量加入到样本当中,将样本加载至自动钻铆机的有限元模型并重复步骤(5)至步骤(8)的循环,当末端精度达到要求后补偿完成。
以上所述仅为本发明的较佳实施举例,并不用于限制本发明,凡在本发明精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种用于飞机壁板卧式自动钻铆机的末端精度重力补偿方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0