








专利摘要
本实用新型公开了一种用于微阵列结构加工的微型磨头的加工装置。一种用于微阵列结构加工的微型磨头的加工装置,包括具有主轴的加工机床、工作台、设于主轴的圆柱形铣磨头、用于将圆柱形铣磨头修整为圆锥形铣磨头的导电修整轮、用于驱动导电修整轮转动的驱动装置、与圆柱形铣磨头及导电修整轮均电连接的脉冲电源。微型磨头的加工方法,利用上述微型磨头的加工装置对工件加工,圆柱形铣磨头与导电修整轮均开始转动;脉冲电源放电,圆柱形铣磨头按预设的修整轨迹与导电修整轮的侧表面接触;导电修整轮将圆柱形铣磨头修整为圆锥形铣磨头。微型磨头的微阵列加工方法:圆锥形铣磨头按预设的加工轨迹在工件表面加工出微沟槽或微锥塔阵列结构。
权利要求
1.一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,包括具有主轴的加工机床、用于放置工件的工作台、设于所述主轴的圆柱形铣磨头、与所述工作台转动连接且用于将所述圆柱形铣磨头修整为圆锥形铣磨头的导电修整轮、用于驱动所述导电修整轮转动的驱动装置、以及与所述圆柱形铣磨头及所述导电修整轮均电连接且用于使所述导电修整轮对所述圆柱形铣磨头的侧表面放电加工的脉冲电源。
2.根据权利要求1所述的一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,所述圆柱形铣磨头的直径范围为0.1毫米~5毫米。
3.根据权利要求1或2所述的一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,所述圆柱形铣磨头的粒度范围为60目~1500目。
4.根据权利要求1或2所述的一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,所述导电修整轮为圆柱状的铜电极修整轮,所述导电修整轮的直径范围为30毫米~500毫米,所述导电修整轮的厚度范围为10毫米~500毫米。
5.根据权利要求1或2所述的一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,所述圆柱形铣磨头与所述脉冲电源之间设有导电碳刷。
6.根据权利要求1或2所述的一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,所述圆柱形铣磨头的转速范围为1000转/分钟~5000转/分钟,所述导电修整轮的转速范围为100转/分钟~1000转/分钟;所述圆柱形铣磨头的单次进给深度范围为1微米~20微米,所述圆柱形铣磨头的进给速度范围为50毫米/分钟~1000毫米/分钟。
7.根据权利要求1或2所述的一种用于微阵列结构加工的微型磨头的加工装置,其特征在于,所述脉冲电源放电修整时的脉冲电压范围为0伏~200伏,脉冲宽度范围为1微秒~200微秒,脉冲间隔范围为1微秒~200微秒。
说明书
技术领域
本实用新型涉及超精密铣磨微结构加工技术领域,尤其涉及一种用于微阵列结构加工的微型磨头的加工装置。
背景技术
铣磨加工为利用铣床和磨床进行加工。铣床主要用铣刀在工件上加工各种表面的机床,通常铣刀旋转运动为主运动,工件和铣刀的移动为进给运动。磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
当需要在工件上加工出特定结构例如阵列结构时,为了提升加工的效率需要提供特定形状的圆柱形铣磨头,而现有的圆柱形铣磨头并不能满足加工需求。
实用新型内容
本实用新型的一个目的在于提供一种用于微阵列结构加工的微型磨头的加工装置,旨在解决现有技术中,圆柱形铣磨头无法满足特定的加工需求的问题。
为达此目的,本实用新型采用以下技术方案:
一种用于微阵列结构加工的微型磨头的加工装置,包括具有主轴的加工机床、用于放置工件的工作台、设于所述主轴的圆柱形铣磨头、与所述工作台转动连接且用于将所述圆柱形铣磨头修整为圆锥形铣磨头的导电修整轮、用于驱动所述导电修整轮转动的驱动装置、以及与所述圆柱形铣磨头及所述导电修整轮均电连接且用于使所述导电修整轮对所述圆柱形铣磨头的侧表面放电加工的脉冲电源。
进一步地,所述圆柱形铣磨头的直径范围为0.1毫米~5毫米。
进一步地,所述圆锥形铣磨头为圆锥状。
进一步地,所述圆柱形铣磨头的组成材质包括碳化硅、金刚石、以及立方氮化硼。
进一步地,所述圆柱形铣磨头的粒度范围为60目~1500目。
进一步地,所述导电修整轮为圆柱状的铜电极修整轮,所述导电修整轮的直径范围为30毫米-500毫米,所述导电修整轮的厚度范围为10毫米~500毫米。
进一步地,所述圆柱形铣磨头与所述脉冲电源之间设有导电碳刷。
进一步地,所述圆柱形铣磨头的转速范围为1000转/分钟~5000转/分钟,所述导电修整轮的转速范围为100转/分钟~1000转/分钟。
进一步地,所述圆柱形铣磨头的单次进给深度范围为1微米~20微米,所述圆柱形铣磨头的进给速度范围为50毫米/分钟~1000毫米/分钟。
进一步地,所述脉冲电源放电修整时的脉冲电压范围为0伏~200伏,脉冲宽度范围为1微秒~200微秒,脉冲间隔范围为1微秒~200微秒。
本实用新型的有益效果:转动状态下的圆柱形铣磨头与转动状态下的导电修整轮的侧表面相接触,通过导电修整轮对圆柱形铣磨头进行接触对磨放电修整将圆柱形铣磨头修整为预设形状的用于对工件进行加工的圆锥形铣磨头,例如导电修整轮按预先设定的V形修整轨迹对圆柱形铣磨头进行对磨放电修整获得圆锥形铣磨头,使得圆锥形铣磨头满足加工需求,然后利用该圆锥形铣磨头对工作台上的工件进行加工,在该工件上加工出所需的阵列结构。
附图说明
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
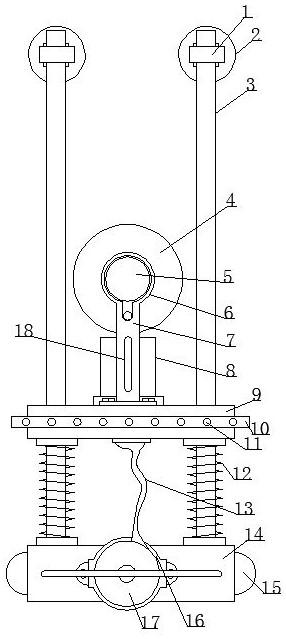
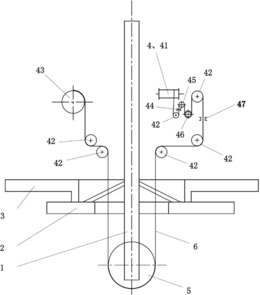
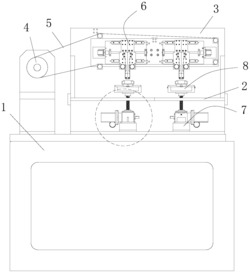
图1为本实用新型的一种用于微阵列结构加工的微型磨头的加工装置的结构示意图;
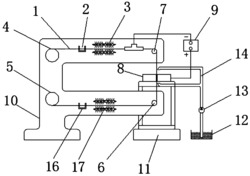
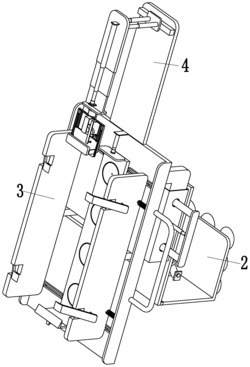
图2为本实用新型的导电修整轮与脉冲电源电连接的原理图;
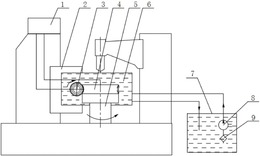
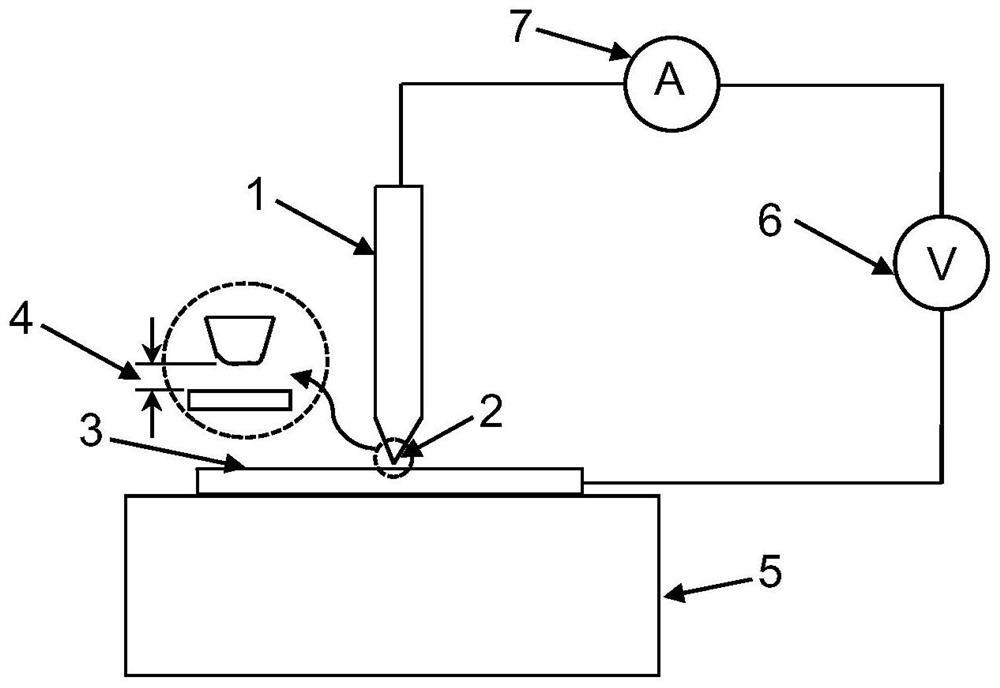
图3为本实用新型的工件的结构示意图(微沟槽阵列结构时);
图4为本实用新型的工件的结构示意图(微锥塔阵列结构时);
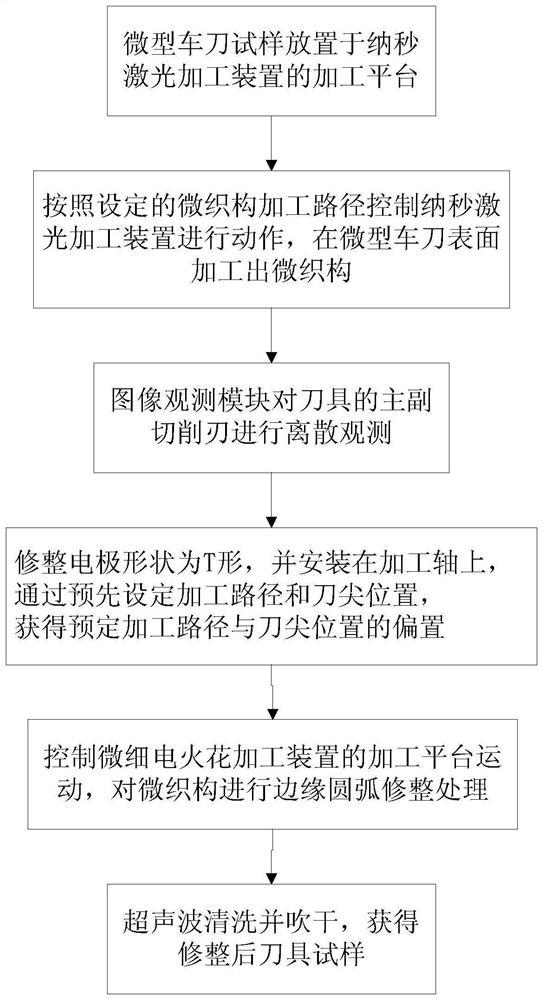
图5为本实用新型的阵列结构的加工方法的流程框图;
图中:
1、加工机床;2、主轴;3、圆锥形铣磨头;4、驱动装置;5、脉冲电源;6、导电修整轮;7、工作台;8、工件;9、导电碳刷;10、修整轨迹;11、微沟槽阵列结构;12、微锥塔阵列结构。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
以下结合具体实施例对本实用新型的实现进行详细的描述。
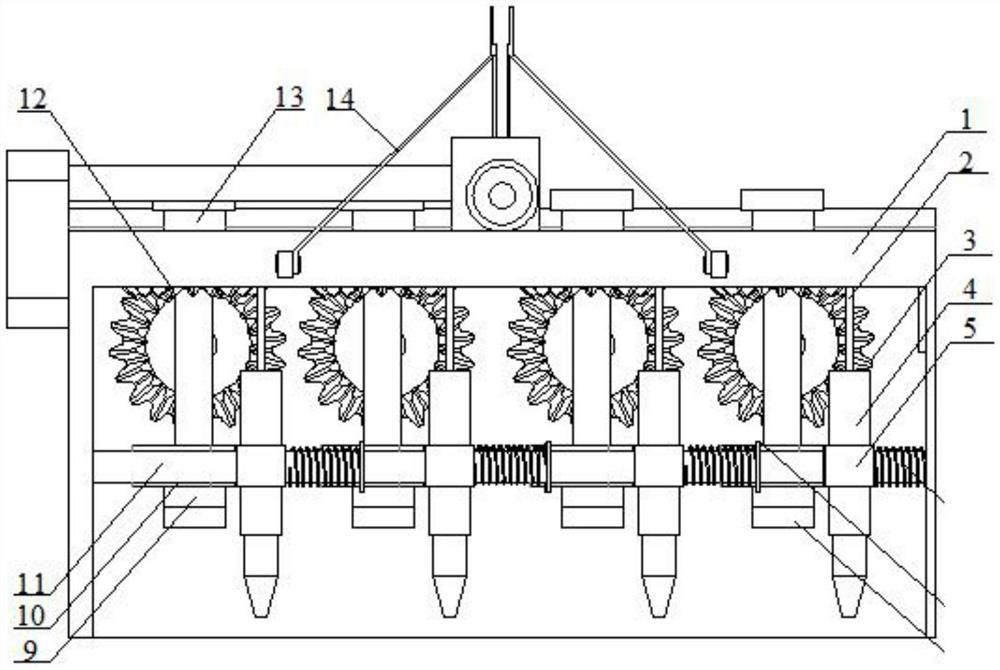
如图1-4所示,本实用新型实施例提出了一种用于微阵列结构加工的微型磨头的加工装置,包括具有主轴2的加工机床1、用于放置工件8的工作台7、设于主轴2的圆柱形铣磨头、与工作台7转动连接且用于将圆柱形铣磨头修整为圆锥形铣磨头3的导电修整轮6、用于驱动导电修整轮6转动的驱动装置4、以及与圆柱形铣磨头及导电修整轮6均电连接且用于使导电修整轮6对圆柱形铣磨头的侧表面放电加工的脉冲电源5。
在本实用新型的实施例中,转动状态下的圆柱形铣磨头与转动状态下的导电修整轮6的侧表面相接触,通过导电修整轮6对圆柱形铣磨头进行接触对磨放电修整将圆柱形铣磨头修整为预设形状的用于对工件8进行加工的圆锥形铣磨头3,例如导电修整轮6按预先设定的V形修整轨迹10对圆柱形铣磨头进行对磨放电修整获得圆锥形铣磨头3,使得圆锥形铣磨头3满足加工需求,然后利用该圆锥形铣磨头3对工作台7上的工件8进行加工,在该工件8上加工出所需的阵列结构。
进一步地,作为本实用新型提供的一种用于微阵列结构加工的微型磨头的加工装置的一种具体实施方式,圆柱形铣磨头的直径范围为0.1毫米~5毫米。
进一步地,请参阅图1-4,作为本实用新型提供的一种用于微阵列结构加工的微型磨头的加工装置的一种具体实施方式,导电修整轮6按预先设定的V形修整轨迹10对圆柱形铣磨头进行对磨放电修整获得圆锥形铣磨头3,再利用该圆锥形铣磨头3在工件8表面按照设定的数控轨迹路径加工出微沟槽阵列结构11或微锥塔阵列结构12。
进一步地,作为本实用新型提供的一种用于微阵列结构加工的微型磨头的加工装置的一种具体实施方式,圆柱形铣磨头的组成材质包括碳化硅、金刚石、以及立方氮化硼,并用金属结合剂将包括碳化硅、金刚石、以及立方氮化硼的构成圆柱形铣磨头的材质组合形成该圆柱形铣磨头。
进一步地,作为本实用新型提供的一种用于微阵列结构加工的微型磨头的加工装置的一种具体实施方式,圆柱形铣磨头的粒度范围为60目~1500目。目数:为物料的粒度或粗细程度,定义是指筛网在1英寸内的孔数。
进一步地,作为本实用新型提供的一种用于微阵列结构加工的微型磨头的加工装置的一种具体实施方式,导电修整轮6为圆柱状的铜电极修整轮,导电修整轮6的直径范围为30毫米~500毫米,导电修整轮6的厚度范围为10毫米~500毫米。
进一步地,请参阅图2,作为本实用新型提供的一种用于微阵列结构加工的微型磨头的加工装置的一种具体实施方式,圆柱形铣磨头与脉冲电源5之间设有导电碳刷9。具体地,脉冲电源5与导电碳刷9之间设有导线,导电碳刷9与圆柱形铣磨头之间为电连接。
如图5所示,本实用新型实施例还提出了一种阵列结构的加工方法,利用上述一种用于微阵列结构加工的微型磨头的加工装置对工件8加工,包括如下步骤:
圆柱形铣磨头与导电修整轮6均开始转动;
脉冲电源5放电,圆柱形铣磨头按预设的修整轨迹10与导电修整轮6的侧表面接触;
导电修整轮6将圆柱形铣磨头修整为圆锥形铣磨头3;
圆锥形铣磨头3按预设的加工轨迹在工件8表面加工出阵列结构。
具体地,先将圆柱形铣磨头与导电修整轮6均调整为转动状态,再通过导电修整轮6对圆柱形铣磨头进行接触对磨放电修整将圆柱形铣磨头修整为预设形状的用于对工件8进行加工的圆锥形铣磨头3,例如导电修整轮6按预先设定的V形修整轨迹10对圆柱形铣磨头进行对磨放电修整获得圆锥形铣磨头3,使得圆锥形铣磨头3满足加工需求,然后利用该圆锥形铣磨头3对工作台7上的工件8进行加工,在该工件8上加工出所需的阵列结构。优选地,导电修整轮6按预先设定的V形修整轨迹10对圆柱状的圆柱形铣磨头进行对磨放电修整获得圆锥形铣磨头3,再利用该圆锥形铣磨头3在工件8表面按照设定的数控轨迹路径加工出微沟槽阵列结构11或微锥塔阵列结构12。
进一步地,作为本实用新型提供的阵列结构的加工方法的一种具体实施方式,脉冲电源5放电,圆柱形铣磨头按预设的修整轨迹10与导电修整轮6的侧表面接触时,圆柱形铣磨头的转速范围为1000转/分钟~5000转/分钟,导电修整轮6的转速范围为100转/分钟~1000转/分钟。
进一步地,作为本实用新型提供的阵列结构的加工方法的一种具体实施方式,脉冲电源5放电,圆柱形铣磨头按预设的修整轨迹10与导电修整轮6的侧表面接触时,圆柱形铣磨头的单次进给深度范围为1微米~20微米,圆柱形铣磨头的进给速度范围为50毫米/分钟~1000毫米/分钟。
进一步地,脉冲电源5放电修整时的脉冲电压范围为0伏~200伏,脉冲宽度范围为1微秒~200微秒,脉冲间隔范围为1微秒~200微秒。
显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
一种用于微阵列结构加工的微型磨头的加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0