








专利摘要
本发明公开了电解加工技术领域的多蛇形流道海量微小凹坑模板电解加工方法,包括进液口、多条蛇形小流道和出液口,多条蛇形小流道位于两块金属板之间,进液口位于多条蛇形小流道的左侧顶部进口之间,出液口位于多条蛇形小流道的左侧底部出口之间,顶部蛇形小流道的内腔设有筋条,底部蛇形小流道的内腔设有筋板,多条蛇形小流道的顶部形成上夹具主体;本发明通过将传统的蛇形宽流道改为蛇形多流道,形成各自相互独立的多蛇形小流道,改善了加工区域流道横截面积上的流场分布均匀性,使加工区域流场状态稳定,有利于快速地排出加工产物,提高加工质量。
权利要求
1.多蛇形流道海量微小凹坑模板电解加工方法,包括进液口(1)、多条蛇形小流道(2)和出液口(5),其特征在于:多条所述蛇形小流道(2)位于两块金属板之间,所述进液口(1)位于多条所述蛇形小流道(2)的左侧顶部进口之间,所述出液口(5)位于多条所述蛇形小流道(2)的左侧底部出口之间,顶部所述蛇形小流道(2)的内腔设有筋条(3),底部所述蛇形小流道(2)的内腔设有筋板(4),多条所述蛇形小流道(2)的顶部形成上夹具主体(6),多条所述蛇形小流道(2)的底部形成下夹具主体(7),所述上夹具主体(6)和下夹具主体(7)之间设有模板(9),所述上夹具主体(6)和下夹具主体(7)连接的金属板背面开设有贯穿孔,所述模板(9)上均匀贯穿开设有阵列微小群孔(8);
所述上夹具主体(6)上设有定位销(14),所述下夹具主体(7)上贯穿开设有定位孔(15),所述定位销(14)与所述定位孔(15)的内腔插接,所述上夹具主体(6)和下夹具主体(7)上均开设有三组凹槽(32),所述凹槽(32)的内腔卡接有定位板(22),所述定位板(22)的前表面对称螺接有两组定位螺钉(23),所述模板(9)的中央嵌有工件(11),所述工件(11)的后侧设有工件夹持装置(10),所述上夹具主体(6)的顶部设有上夹具压板(25),所述下夹具主体(7)的底部设有下夹具垫板(26),所述上夹具主体(6)和下夹具主体(7)分别与所述上夹具压板(25)和下夹具垫板(26)之间设有压力传感器(24),所述上夹具压板(25)与主轴Z轴相连接,且主轴Z轴上分别电性连接有计算机控制系统(12)、运动控制卡(13)和电源(21);
所述下夹具垫板(26)的底部设有工作平台(27),所述模板(9)和工件(11)的左侧之间形成的流道中设有管接头(16),所述管接头(16)的内腔设有出液通道(17),所述出液通道(17)呈漏斗状,所述工作平台(27)的左侧设有电解液槽(20),所述电解液槽(20)的内腔中央插接有隔板(33),所述隔板(33)的左右两侧均设有电解液(a),所述出液通道(17)上分别设有压力表(18)和球阀(19),所述出液通道(17)的底部出口位于所述电解液槽(20)的内腔右侧,所述电解液槽(20)的内腔左侧与所述上夹具主体(6)和下夹具主体(7)之间设有管道,所述管道上分别设有压力表(18)、闸阀(30)、泵(29)和过滤器(28),所述闸阀(30)的左侧进口处并联有溢流管道,所述溢流管道的底部位于所述电解液槽(20)的内腔右侧,且溢流管道上设有溢流阀(31)。
2.根据权利要求1所述的多蛇形流道海量微小凹坑模板电解加工方法,其特征在于:所述凹槽(32)的长度和宽度均略大于定位板(22)的长度和宽度。
3.根据权利要求2所述的多蛇形流道海量微小凹坑模板电解加工方法,其特征在于,具体步骤如下:
Step1,利用数控铣床在两块金属板上分别加工出进液口(1)、多个蛇形小流道(2)、筋条(3)、筋板(4)和出液口(5),制作成上夹具主体(6)和下夹具主体(7);
Step2,采用钻削加工技术,在绝缘材质的板上钻削出直径为数十微米至数百微米的阵列微小群孔(8),得到带有微小群孔的模板(9);
Step3,将制作好的所述模板(9)分别安装在所述上夹具主体(6)和下夹具主体(7)上;
Step4,通过所述工件夹持装置(10)把工件(11)准确放置在下夹具主体(7)适合的位置上,在所述计算机控制系统(12)与运动控制卡(13)的作用下,控制X、Y、Z轴运动,使已安装好模板(9)的上夹具主体(6)移到已安装好模板(9)的下夹具主体(7)的上方,并经定位销(14)与定位孔(15)的配合,使上夹具主体(6)与下夹具主体(7)准确定位,驱动Z轴施加给上夹具主体(6)一定的压力,使两模板(9)与工件(11)始终保持一定的接触压力;
Step5,将电解液(a)分别送入所述上夹具主体(6)和下夹具主体(7),与模板(9)、工件(11)之间形成的流道中,流入管接头(16)中的漏斗状的出液通道(17),再经压力表(18)、球阀(19)回流到电解液槽(20)中,形成电解液(a)的主动分流式循环流动;
Step6,所述上夹具主体(6)和下夹具主体(7)作为工具阴极,所述工件(11)作为电解阳极,电解阳极和工具阴极分别与电源(21)的正、负极相连,设置电场参数,通入电解液(a),开始微小凹坑电解加工;
Step7,加工完毕后,驱动Z轴回退,取出工件(11),工件(11)上得到预期的微小凹坑。
4.根据权利要求3所述的多蛇形流道海量微小凹坑模板电解加工方法,其特征在于:所述进液口(1)窄缝宽度、长度可根据流道中的流速或流量具体设计。
5.根据权利要求3所述的多蛇形流道海量微小凹坑模板电解加工方法,其特征在于:所述蛇形小流道(2)流道转弯处为180°弯道。
6.根据权利要求3所述的多蛇形流道海量微小凹坑模板电解加工方法,其特征在于:所述筋条(3)宽度尺寸为0.8~1.5mm。
7.根据权利要求3所述的多蛇形流道海量微小凹坑模板电解加工方法,其特征在于:所述筋板(4)宽度为0.8~1.5mm。
说明书
技术领域
本发明涉及电解加工技术领域,具体涉及多蛇形流道海量微小凹坑模板电解加工方法。
背景技术
一般机械系统中存在着各种各样的摩擦副,这些摩擦副的摩擦学行为,影响了机械系统的工作性能和运行效率,甚至是导致失效的主要因素。研究发现表面织构的图形、大小及分布密度等对摩擦副的摩擦学性能有着显著影响。近几年,研究人员已形成共识,摩擦副表面的微小凹坑阵列具有极佳的抗磨减摩性能。
目前常用的微小凹坑的加工方法主要有:激光加工技术、超声加工技术、电火花放电加工技术以及电解加工技术等。电解加工是一种基于阳极电化学溶解原理去除金属材料的制造技术,具有加工范围广,生产效率高,表面质量好,工具无损耗等突出优点。实验表明,使用电解加工微细群坑效率高,而且表面质量好。国内外使用电解加工微小凹坑阵列的方法主要有:(1)照相电解加工技术。该方法首先经光刻工艺在工件表面形成镂空图案,然后通过电化学方法在工件表面形成所需图案。该方法加工过程繁琐,生产效率比较低,且制造成本高。(2)双极性电极电解加工技术。双极性电极是在活动模板的绝缘层一侧增加了辅助阳极层,从而可以有效地减小杂散腐蚀,提高加工精度。但是辅助阳极层增加了模板的厚度,不利于电解产物的有效排出,而且,在多次加工后,辅助阳极层容易剥落,导致双极性电极的重复使用率降低。(3)群电极电解加工技术。群电极电解加工技术是使用一排电极分几次加工阵列图形或使用阵列群电极进行一次加工。该加工方法电极制作过程复杂,电极尺寸以及加工后阵列微坑尺寸的一致性很难保证。(4)电液束加工技术。电液束加工属于单点或单排加工,加工效率较低。(5)模板电解加工技术。模板电解加工技术是将带图案的模板通过夹紧装置与阳极贴紧后进行电解加工的工艺。该工艺加工效率高,可以一次同时在金属基体表面加工成百上千个直径几十微米到几百微米,深度为几微米到几十微米的微小凹坑阵列,加工时间仅为几秒到几分钟。该方法具有加工过程简单,成本低廉和加工效率高等优点。
目前,研究减小模板电解加工杂散腐蚀的方法较多,而进一步提高模板电解加工效率和优化流场设计的文献较少,中国专利CN103831497A揭露了蛇形流道活动模板群孔电解加工装置及加工方法,该方法将传统流道改为蛇形流道,改善了加工区域流道横截面上的流场分布均匀性,有利于快速排出加工产物,提高加工质量。但该发明改善流场分布均匀性有限,尤其拐弯处附近的流速分布不均匀比较明显。中国专利CN105817725A公开了用于蛇形流道模板电解加工的导流装置,该方法在弯道内添加半圆形导流装置,对弯道内电解液进行导流,改善后续直流道的流场分布均匀性;加工区域流速均匀性提高,有利于蛇形流道应用于大面积模板电解加工,提高加工质量和加工效率。但该发明中各导流板的延伸距离应满足:l5≤l4≤l3≤l2≤l1,不利于操作;且倒流装置后方的尾涡不能消除,影响后续加工区域中流场稳定。
基于此,本发明设计了多蛇形流道海量微小凹坑模板电解加工方法,以解决上述问题。
发明内容
本发明的目的在于提供多蛇形流道海量微小凹坑模板电解加工方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:多蛇形流道海量微小凹坑模板电解加工方法,包括进液口、多条蛇形小流道和出液口,多条所述蛇形小流道位于两块金属板之间,所述进液口位于多条所述蛇形小流道的左侧顶部进口之间,所述出液口位于多条所述蛇形小流道的左侧底部出口之间,顶部所述蛇形小流道的内腔设有筋条,底部所述蛇形小流道的内腔设有筋板,多条所述蛇形小流道的顶部形成上夹具主体,多条所述蛇形小流道的底部形成下夹具主体,所述上夹具主体和下夹具主体之间设有模板,所述上夹具主体和下夹具主体连接的金属板背面开设有贯穿孔,所述模板上均匀贯穿开设有阵列微小群孔,所述上夹具主体上设有定位销,所述下夹具主体上贯穿开设有定位孔,所述定位销与所述定位孔的内腔插接,所述上夹具主体和下夹具主体上均开设有三组凹槽,所述凹槽的内腔卡接有定位板,所述定位板的前表面对称螺接有两组定位螺钉,所述模板的中央嵌有工件,所述工件的后侧设有工件夹持装置,所述上夹具主体的顶部设有上夹具压板,所述下夹具主体的底部设有下夹具垫板,所述上夹具主体和下夹具主体分别与所述上夹具压板和下夹具垫板之间设有压力传感器,所述上夹具压板与主轴Z轴相连接,且主轴Z轴上分别电性连接有计算机控制系统、运动控制卡和电源,所述下夹具垫板的底部设有工作平台,所述模板和工件的左侧之间形成的流道中设有管接头,所述管接头的内腔设有出液通道,所述出液通道呈漏斗状,所述工作平台的左侧设有电解液槽,所述电解液槽的内腔中央插接有隔板,所述隔板的左右两侧均设有电解液,所述出液通道上分别设有压力表和球阀,所述出液通道的底部出口位于所述电解液槽的内腔右侧,所述电解液槽的内腔左侧与所述上夹具主体和下夹具主体之间设有管道,所述管道上分别设有压力表、闸阀、泵和过滤器,所述闸阀的左侧进口处并联有溢流管道,所述溢流管道的底部位于所述电解液槽的内腔右侧,且溢流管道上设有溢流阀。
优选的,所述凹槽的长度和宽度均略大于定位板的长度和宽度。
优选的,具体步骤如下:
Step1,利用数控铣床在两块金属板上分别加工出进液口、多个蛇形小流道、筋条、筋板和出液口,制作成上夹具主体和下夹具主体;
Step2,采用钻削加工技术,在绝缘材质的板上钻削出直径为数十微米至数百微米的阵列微小群孔,得到带有微小群孔的模板;
Step3,将制作好的所述模板分别安装在所述上夹具主体和下夹具主体上;
Step4,通过所述工件夹持装置把工件准确放置在下夹具主体适合的位置上,在所述计算机控制系统与运动控制卡的作用下,控制X、Y、Z轴运动,使已安装好模板的上夹具主体移到已安装好模板的下夹具主体的上方,并经定位销与定位孔的配合,使上夹具主体与下夹具主体准确定位,驱动Z轴施加给上夹具主体一定的压力,使两模板与工件始终保持一定的接触压力;
Step5,将电解液分别送入所述上夹具主体和下夹具主体,与模板、工件之间形成的流道中,流入管接头中的漏斗状的出液通道,再经压力表、球阀回流到电解液槽中,形成电解液的主动分流式循环流动;
Step6,所述上夹具主体和下夹具主体作为工具阴极,所述工件作为电解阳极,电解阳极和工具阴极分别与电源的正、负极相连,设置电场参数,通入电解液,开始微小凹坑电解加工;
Step7,加工完毕后,驱动Z轴回退,取出工件,工件上得到预期的微小凹坑。
优选的,所述进液口窄缝宽度、长度可根据流道中的流速或流量具体设计。
优选的,所述蛇形小流道流道转弯处为180°弯道。
优选的,所述筋条宽度尺寸为0.8~1.5mm。
优选的,所述筋板宽度为0.8~1.5mm。
与现有技术相比,本发明的有益效果是:
①与传统蛇形流道相比,多蛇形流道是将传统蛇形流道分成多个蛇形小流道,且每个蛇形小流道相互独立,流道内的电解液流动互不干涉,其横截面上电解液流动速度分布较传统蛇形流道时更均匀,提高了微小凹坑加工质量;
②采用多蛇形小流道进行加工时,可使整个流道内的流速均匀性得到提高,进一步扩大了工件上微小凹坑加工区域,提高了加工效率;
③通过设计本发明的模板上图形形状和布排方式可以电解加工出复杂形状和多种布排方式的微小凹坑结构,可以实现工件的单面或双面加工,模板可以重复使用;
④电解液流动采用了主动分流式,避免相互干涉,也可以独立设定各自的流场参数,加工出两种不同的微小凹坑。
综上所述,利用本发明使微小凹坑的均匀性、加工质量以及加工效率得到进一步提高。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
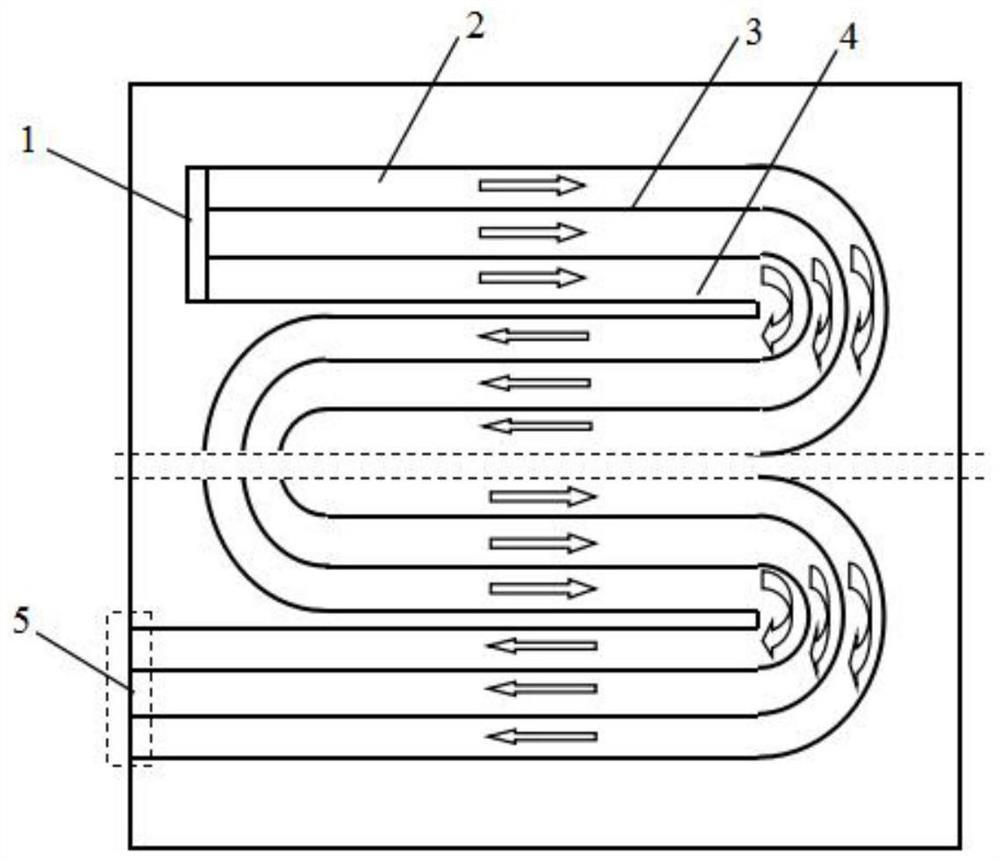
图1为本发明多蛇形流道示意图。
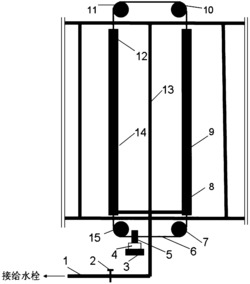
图2为本发明模板的主视图。
图3为本发明模板的剖视图。
图4为本发明多蛇形流道模板电解加工微小凹坑上夹具主体俯视示意图。
图5为本发明多蛇形流道模板电解加工微小凹坑下夹具主体俯视示意图。
图6为本发明多蛇形流道海量微小凹坑模板电解加工系统图。
图7为本发明上夹具主体压力传感器分布示意图。
图8为本发明下夹具主体压力传感器分布示意图。
图9为本发明蛇形三流道示意图。
图10为传统蛇形流道示意图。
图11为本发明Ⅰ处蛇形小流道流场仿真示意图。
图12为传统蛇形流道流场仿真示意图。
图13为本发明Ⅱ处蛇形小流道流场仿真示意图。
图14为本发明Ⅲ处蛇形小流道流场仿真示意图。
附图中,各标号所代表的部件列表如下:
1、进液口;2、蛇形小流道;3、筋条;4、筋板;5、出液口;6、上夹具主体;7、下夹具主体;8、阵列微小群孔;9、模板;10、工件夹持装置;11、工件;12、计算机控制系统;13、运动控制卡;14、定位销;15、定位孔;16、管接头;17、出液通道;18、压力表;19、球阀;20、电解液槽;21、电源;22、定位板;23、定位螺钉;24、压力传感器;25、上夹具压板;26、下夹具垫板;27、工作平台;28、过滤器;29、泵;30、闸阀;31、溢流阀;32、凹槽;33、隔板;a、电解液。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
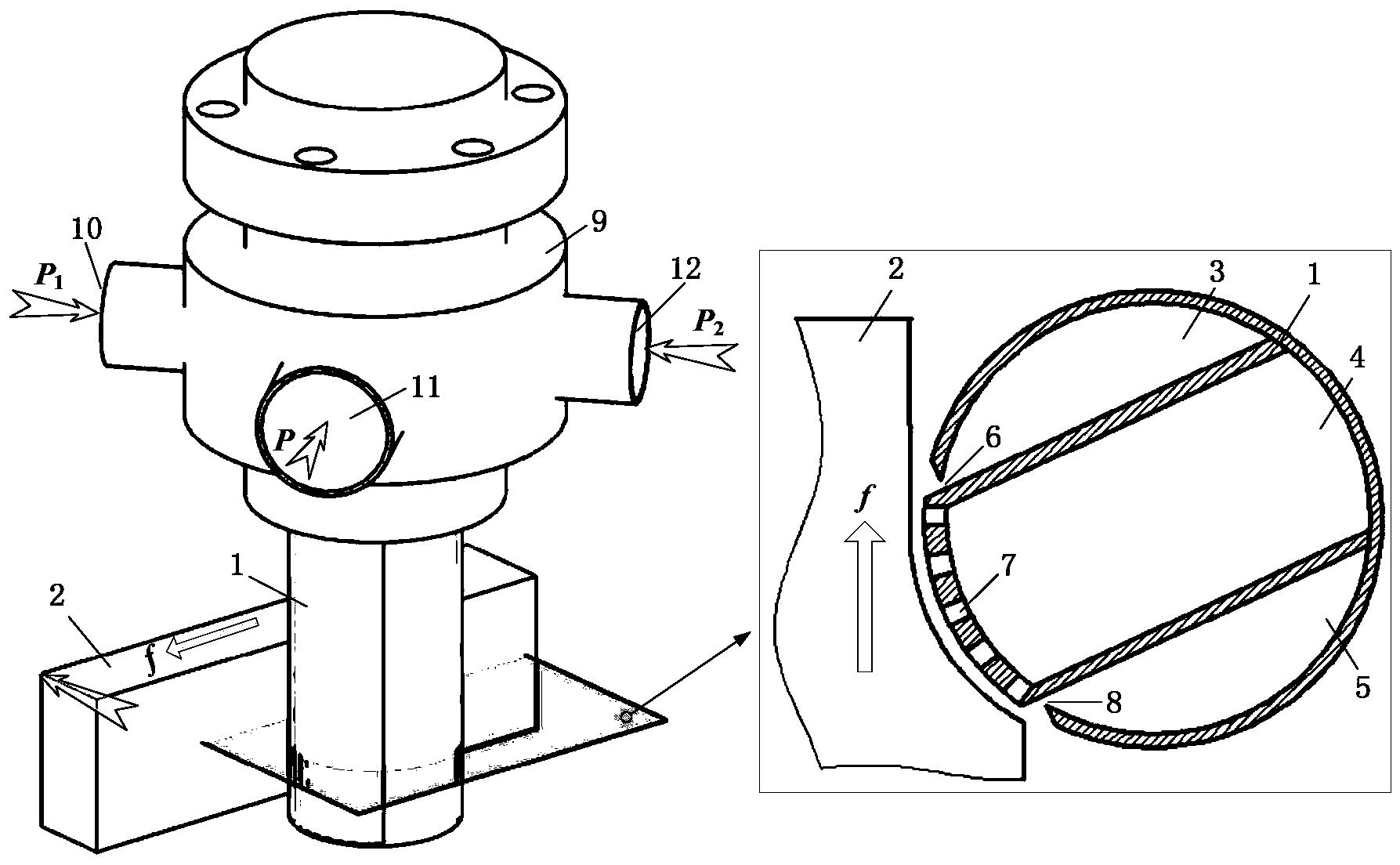
请参阅图1-14,本发明提供一种技术方案:多蛇形流道海量微小凹坑模板电解加工方法,包括进液口1、多条蛇形小流道2和出液口5,多条蛇形小流道2位于两块金属板之间,进液口1位于多条蛇形小流道2的左侧顶部进口之间,出液口5位于多条蛇形小流道2的左侧底部出口之间,顶部蛇形小流道2的内腔设有筋条3,底部蛇形小流道2的内腔设有筋板4,多条蛇形小流道2的顶部形成上夹具主体6,多条蛇形小流道2的底部形成下夹具主体7,上夹具主体6和下夹具主体7之间设有模板9,上夹具主体6和下夹具主体7连接的金属板背面开设有贯穿孔,模板9上均匀贯穿开设有阵列微小群孔8,上夹具主体6上设有定位销14,下夹具主体7上贯穿开设有定位孔15,定位销14与定位孔15的内腔插接,上夹具主体6和下夹具主体7上均开设有三组凹槽32,凹槽32的内腔卡接有定位板22,定位板22的前表面对称螺接有两组定位螺钉23,模板9的中央嵌有工件11,工件11的后侧设有工件夹持装置10,上夹具主体6的顶部设有上夹具压板25,下夹具主体7的底部设有下夹具垫板26,上夹具主体6和下夹具主体7分别与上夹具压板25和下夹具垫板26之间设有压力传感器24,上夹具压板25与主轴Z轴相连接,且主轴Z轴上分别电性连接有计算机控制系统12、运动控制卡13和电源21,下夹具垫板26的底部设有工作平台27,模板9和工件11的左侧之间形成的流道中设有管接头16,管接头16的内腔设有出液通道17,出液通道17呈漏斗状,工作平台27的左侧设有电解液槽20,电解液槽20的内腔中央插接有隔板33,隔板33的左右两侧均设有电解液a,出液通道17上分别设有压力表18和球阀19,出液通道17的底部出口位于电解液槽20的内腔右侧,电解液槽20的内腔左侧与上夹具主体6和下夹具主体7之间设有管道,管道上分别设有压力表18、闸阀30、泵29和过滤器28,闸阀30的左侧进口处并联有溢流管道,溢流管道的底部位于电解液槽20的内腔右侧,且溢流管道上设有溢流阀31。
其中,凹槽32的长度和宽度均略大于定位板22的长度和宽度。
具体步骤如下:
Step1,利用数控铣床在两块金属板上分别加工出进液口1、多个蛇形小流道2、筋条3、筋板4和出液口5,制作成上夹具主体6和下夹具主体7;
Step2,采用钻削加工技术,在绝缘材质的板上钻削出直径为数十微米至数百微米的阵列微小群孔8,得到带有微小群孔的模板9;
Step3,将制作好的模板9分别安装在上夹具主体6和下夹具主体7上;
Step4,通过工件夹持装置10把工件11准确放置在下夹具主体7适合的位置上,在计算机控制系统12与运动控制卡13的作用下,控制X、Y、Z轴运动,使已安装好模板9的上夹具主体6移到已安装好模板9的下夹具主体7的上方,并经定位销14与定位孔15的配合,使上夹具主体6与下夹具主体7准确定位,驱动Z轴施加给上夹具主体6一定的压力,使两模板9与工件11始终保持一定的接触压力;
Step5,将电解液a分别送入上夹具主体6和下夹具主体7,与模板9、工件11之间形成的流道中,流入管接头16中的漏斗状的出液通道17,再经压力表18、球阀19回流到电解液槽20中,形成电解液a的主动分流式循环流动;
Step6,上夹具主体6和下夹具主体7作为工具阴极,工件11作为电解阳极,电解阳极和工具阴极分别与电源21的正、负极相连,设置电场参数,通入电解液a,开始微小凹坑电解加工;
Step7,加工完毕后,驱动Z轴回退,取出工件11,工件11上得到预期的微小凹坑。
进液口1窄缝宽度、长度可根据流道中的流速或流量具体设计,蛇形小流道2流道转弯处为180°弯道,述筋条3宽度尺寸为0.8~1.5mm,筋板4宽度为0.8~1.5mm。
本实施例的一个具体应用为:
参考图1所示,利用数控铣床在金属板上分别加工出进液口1、多个蛇形小流道2、筋条3、筋板4和出液口5,其中进液口1窄缝宽度、长度可根据流道中的流速或流量具体设计,流道之间的筋条3宽度尺寸为0.8~1.5mm,筋板4宽度为0.8~1.5mm,流道转弯处为180°弯道。
参考图2所示,采用钻削加工技术,在绝缘材质的板上钻削出直径为数十微米至数百微米的阵列微小群孔8,得到带有微小群孔的模板9。
参考图1-5所示,在加工完成的金属板,即上夹具主体6、下夹具主体7上,把6个定位板22通过12个定位螺钉23分别固定在上夹具主体6、下夹具主体7上,定位模板9在夹具主体中的位置。凹槽32的长度和宽度均略大于定位板22的长度和宽度,这样上夹具主体6、下夹具主体7贴合在一起时,定位板22可以镶嵌在凹槽32内,避免干涉。定位销14固定在上夹具主体6上,上夹具主体6、下夹具主体7贴合时,定位销14与下夹具主体7定位孔15相配合,起到定位夹具主体的作用。
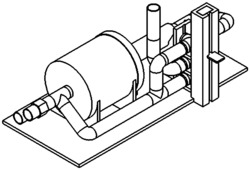
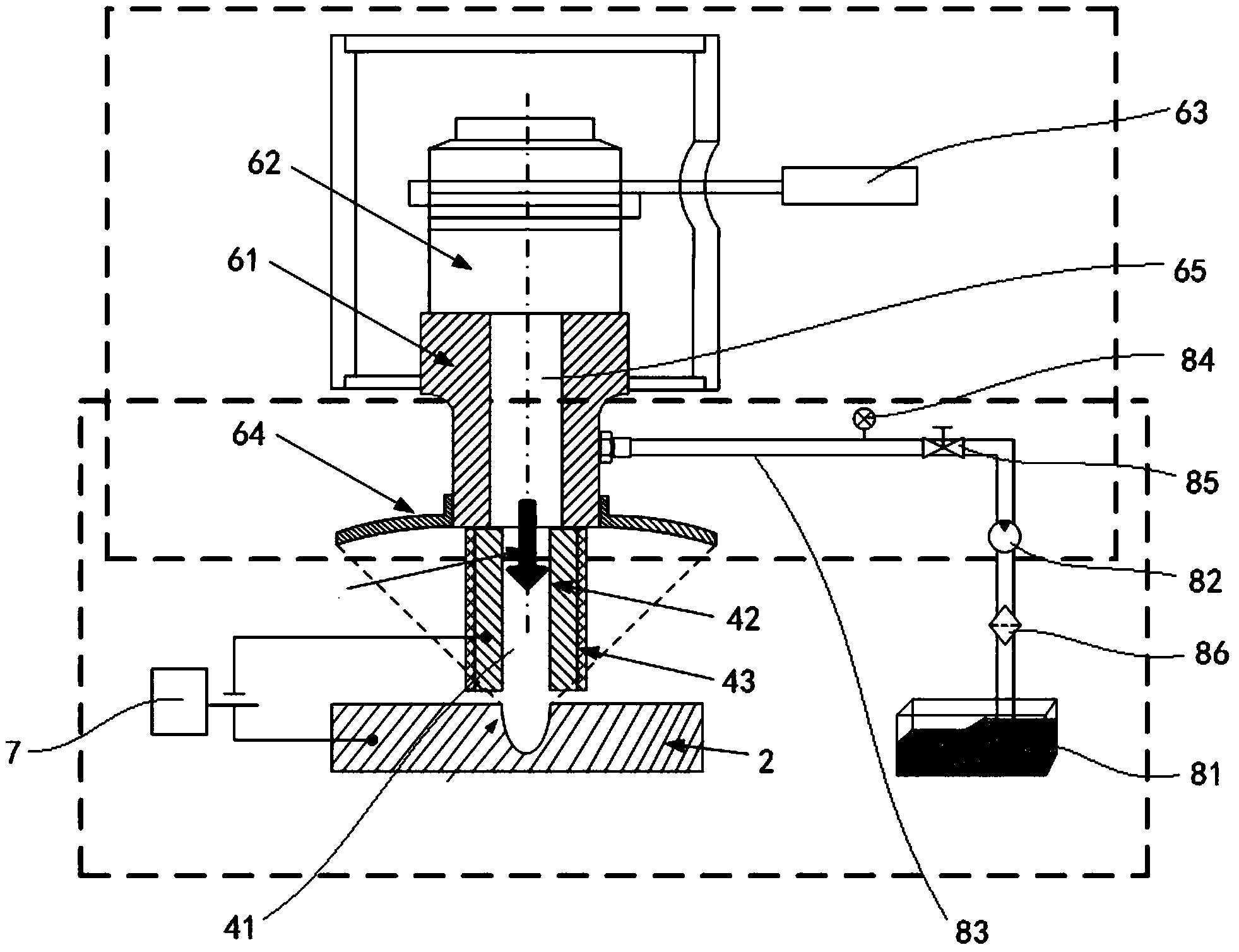
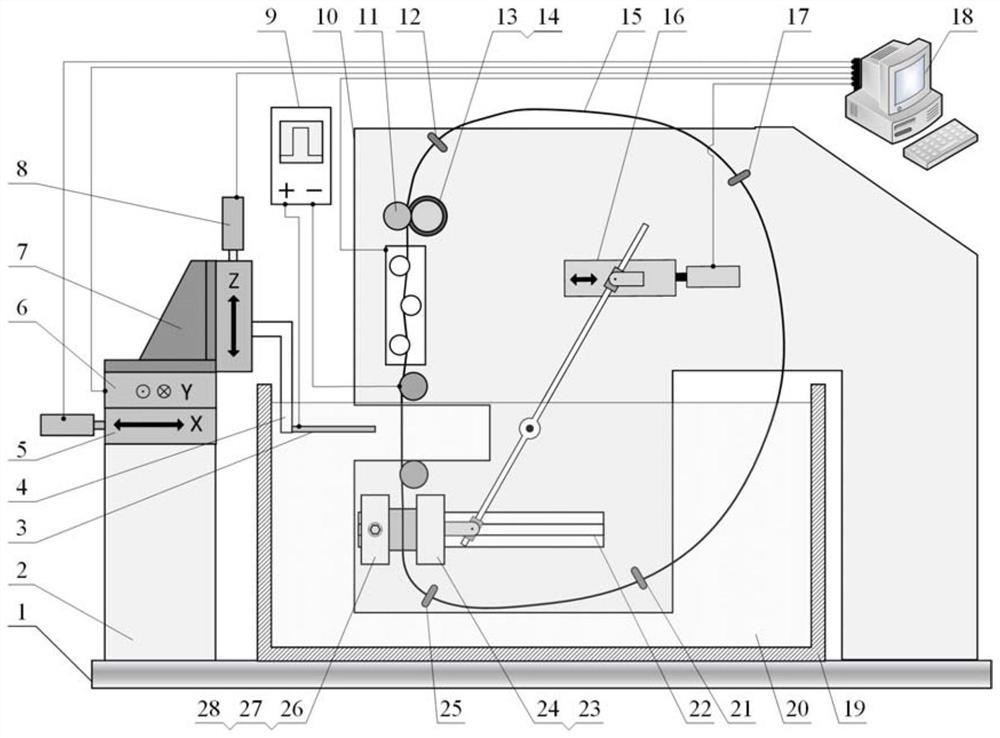
参考图6所示,将上述安装完成的上夹具主体6、下夹具主体7分别通过压力传感器24固定于上夹具压板25和下夹具垫板26上,下夹具垫板26固定于工作平台27上。带有出液通道17的管接头16安装在下夹具主体7上;上夹具压板25与主轴Z轴相连接,并在计算机控制系统12下,沿Z轴方向作进给运动。
参考图6所示,经过滤器28过滤的电解液a在泵29的作用下,通过闸阀30和压力表18,将电解液a注入夹具主体,与模板9、工件11之间形成的流道,流入管接头16中的漏斗状的出液通道17,产生一定的背压,起到调节、稳定加工区电解液a流动的作用,电解液a再经压力表18,球阀19回流到电解液槽20中,形成电解液a循环流动。若加工状态不稳,压力表18跳动大,可以打开溢流阀31,关闭闸阀30,使电解液a不经加工区域直接流回电解液槽20。根据不同的加工材料与加工具体要求,电解液可以采用NaNO3、NaCl等中性溶液,也可采用HClO4、HCl等酸性溶液。
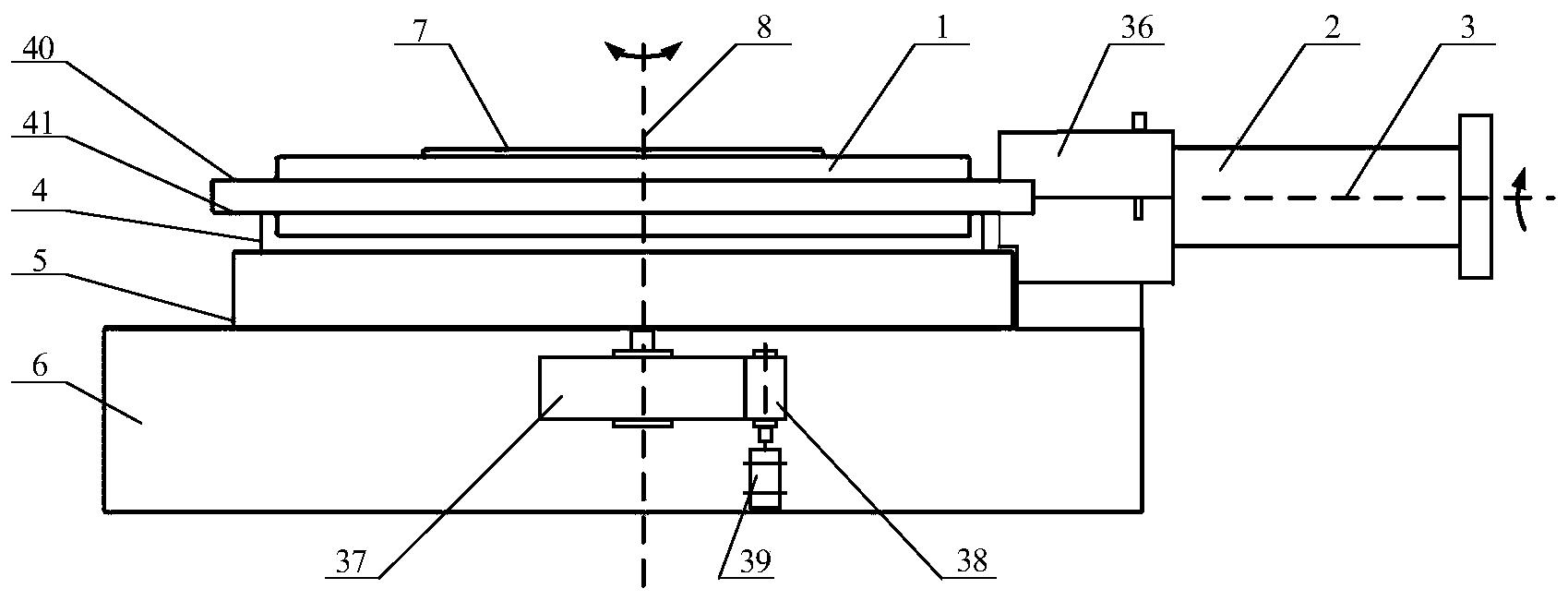
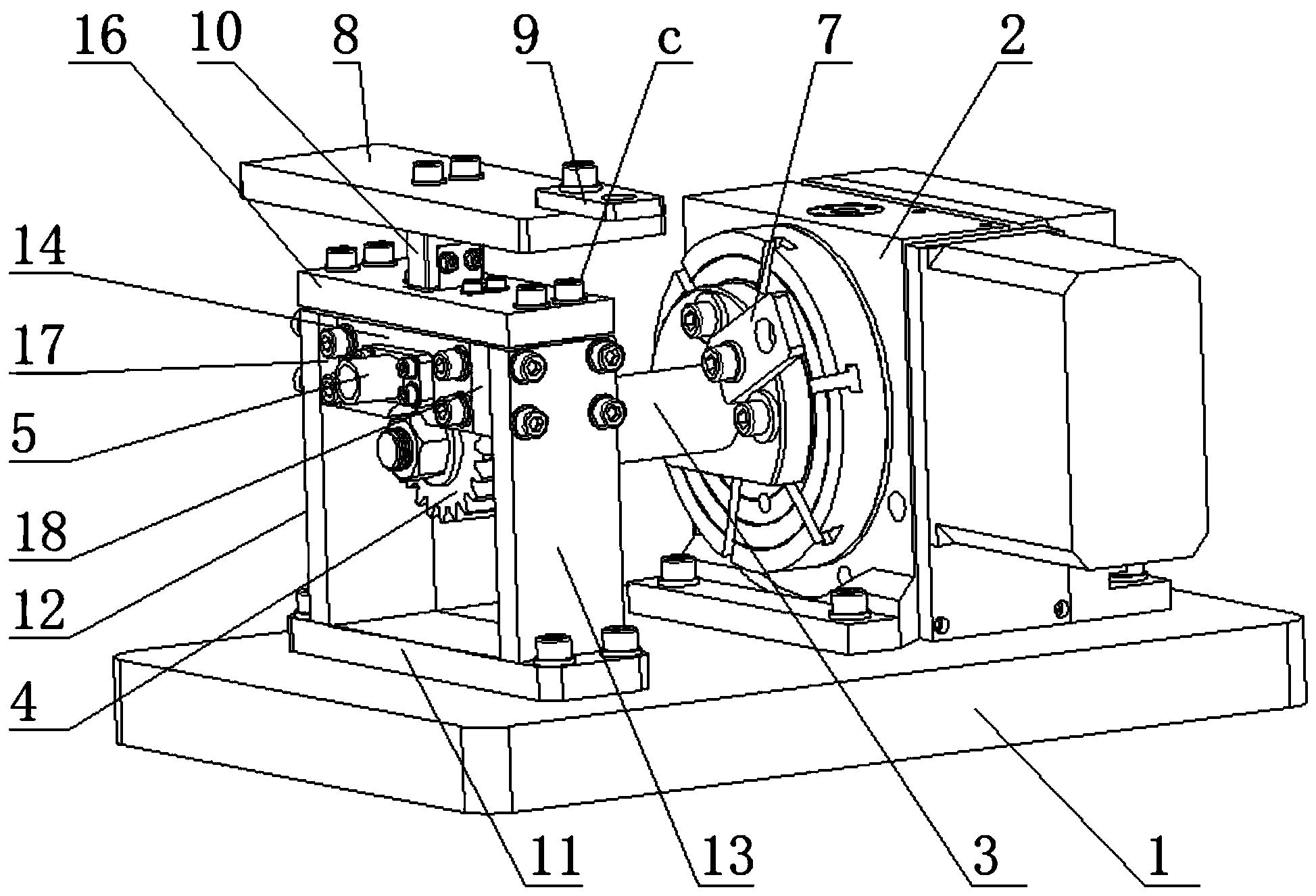
参考图7-8所示,压力传感器24以加工区域的中心为圆心呈圆周对称安装方式,则可以防止上夹具压板25、下夹具垫板26与工件11之间产生偏斜而出现一边已经压紧,相对的另一边却没有压紧的情况。
参考图6所示,通过工件夹持装置10把工件11准确放置在下夹具主体7适合的位置上,在计算机控制系统12与运动控制卡13的作用下,控制X、Y、Z轴运动,使已安装好模板9的上夹具主体6移到已安装好模板9的下夹具主体7的上方,并经定位销14与定位孔15的配合,使上夹具主体6与下夹具主体7准确定位,驱动Z轴施加一定的压力,压力大小由压力传感器24读出,当每个传感器读出的接触压力都满足一定范围时,表明上夹具主体6、下夹具主体7正确夹紧,否则需调整夹具。筋条3和筋板4在施加上夹具主体6上的压力作用下,使模板9与工件11始终保持一定的接触压力,所以工件11不会在电解液a的冲刷作用下产生浮动,加工稳定性得到保证。
参考图6所示,利用高频窄脉宽电解加工电源作为电解电源21,使正极接通工件11,负极分别接通上夹具主体6、下夹具主体7,电压一般采用10~20V。
参考图6所示,接通电源21,工件11在电解液a中发生电化学阳极溶解原理,将工件11加工成形。
加工完成后,计算机控制系统12控制X、Y、Z轴数控运动,使上夹具主体6退出,再取出工件11,工件11上获得所需的结构。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
多蛇形流道海量微小凹坑模板电解加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0