






专利摘要
本发明公开了一种非匀速双旋转整体叶盘叶栅通道电解加工方法,包括:仿真求解确定工具阴极的旋转进给轴;仿真求解确定工具阴极在不同位置的旋转角度和旋转速度,得到工具阴极仿真模拟的运动轨迹;仿真求解整盘毛坯的旋转方向、旋转角度和旋转速度;设计工具阴极的加工刃为变宽度加工刃;驱动工具阴极从对刀位置沿着旋转进给轴按仿真模拟的运动轨迹,以整体叶盘设计模型叶型的扭曲方向为旋转方向,单向变速旋转径向进给;驱动整盘毛坯绕中心轴线按仿真优化的旋转方向、旋转速度和旋转角度协同工具阴极变向变速旋转,在整盘毛坯上形成叶栅通道。本发明电解成形叶栅通道余量分布均匀且表面加工质量高,可实现整体叶盘叶栅通道的精密电解加工。
权利要求
1.一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于,包括如下步骤:
步骤S1、选用等宽度加工刃的工具阴极,模拟仿真求解确定工具阴极的旋转进给轴;
步骤S2、仿真求解确定工具阴极在不同位置的旋转角度和旋转速度,得到工具阴极的仿真模拟的运动轨迹;
步骤S3、仿真求解整盘毛坯与工具阴极的旋转方向、旋转角度和旋转速度相适配的旋转方向、旋转角度和旋转速度;
步骤S4、重新设计工具阴极的加工刃,设计后工具阴极包括非均匀对称的叶盆加工刃和叶背加工刃,且叶盆加工刃和叶背加工刃均为变宽度加工刃;
步骤S5、驱动工具阴极从对刀位置沿着旋转进给轴按仿真模拟的运动轨迹,以整体叶盘设计模型叶型的扭曲方向为旋转方向,单向变速旋转径向进给;
步骤S6、同时驱动整盘毛坯绕中心轴线按步骤S3中仿真求解的旋转方向、旋转速度和旋转角度协同工具阴极变向变速旋转,在整盘毛坯上形成叶栅通道。
2.根据权利要求1所述的一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于,所述步骤S1中旋转进给轴的求解方法,包括如下步骤:
步骤S1.1、设定起点坐标为叶栅通道包围区域的任一位置的x值,y值和仿真模拟时工具阴极初始位置的z值,进给方向为空间任一角度,将起点坐标和进给方向组合成多组旋转进给轴,当叶栅通道叶尖处曲线沿某一旋转进给轴旋转进给后得到的曲线与叶栅通道叶根处曲线余量差最小时,这一旋转进给轴就是叶栅通道叶尖处曲线到叶栅通道叶根处曲线的最优的旋转进给轴;
步骤S1.2、从叶尖处开始,等间距获得一系列叶栅通道曲线,分别重复步骤S1.1,得到了在不同位置的叶栅通道曲线到叶栅通道叶根处曲线的最优的旋转进给轴,将所有位置的最优的旋转进给轴约束在一个圆柱体内,圆柱体的中心轴线为工具阴极的最优的旋转进给轴。
3.根据权利要求1所述的一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于,所述步骤S2中工具阴极仿真模拟的运动轨迹的具体求解方法,包括如下步骤:
步骤S2.1、从整体叶盘设计模型的叶栅通道叶尖处曲线开始,该叶栅通道叶尖处曲线包括叶盆曲线和叶背曲线,等距离获得一系列叶栅通道曲线,分别位于0d、1d、……、nd位置, 其中叶栅通道叶尖处曲线位于0d位置,叶栅通道叶根处曲线位于nd位置,叶栅通道曲线个数N为:
N= (L+d)/d
其中: N为叶栅通道曲线个数;L为总进给深度,与整体叶盘设计模型叶栅通道的尺寸有关,单位mm;d为间距,取值范围为1~3mm;
步骤S2.2、当N为偶数时选取第(N+2)/2个叶栅通道曲线作为工具阴极加工刃曲线,当N为奇数时选取第(N+1)/2个叶栅通道曲线作为工具阴极加工刃曲线,工具阴极沿旋转进给轴进给到0d位置后,即叶栅通道叶尖处位置,以+0.1°为旋转幅度绕着旋转进给轴不断旋转工具阴极,其中顺时针为正,为整体叶盘设计模型叶型的扭曲方向,当工具阴极加工刃曲线与叶栅通道叶尖处曲线之间的余量差最小时,对应的工具阴极旋转角度为工具阴极在0d位置的旋转角度;
步骤S2.3、重复步骤S2.2分别求出工具阴极在1d、2d、……、nd位置的旋转角度;
步骤S2.4、得到工具阴极旋转角度、旋转速度随进给深度的变化函数,其中工具阴极在在不同位置的旋转速度Ri满足:
其中: Ri和θi分别为工具阴极在id位置的旋转速度和旋转角度, i=0,1,……,n,其取值范围与整体叶盘设计模型叶栅通道的形貌有关,d为工具阴极从(i-1)d位置到id位置的进给距离,即间距;v为工具阴极进给速度,取值范围为0.8~1.4mm/min。
4.根据权利要求1所述的一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于,所述步骤S3中整盘毛坯的旋转方向、旋转角度和旋转速度的具体求解方法,包括如下步骤:
步骤S3.1、整盘毛坯的旋转轴为整盘毛坯中心轴线,模拟仿真工具阴极的运动轨迹,工具阴极沿旋转进给轴按仿真后的旋转方向、旋转速度和旋转角度旋转进给到0d后,即工具阴极进给所处当前位置为叶栅通道叶尖处,以±0.01°的旋转幅度不断旋转整体叶盘设计模型,其中顺时针为正,逆时针为负,改变叶栅通道叶尖处曲线位置,当叶栅通道叶尖处的叶盆曲线和叶背曲线与对应的工具阴极加工刃曲线的平均距离满足:
Ayp=Ayb
其中,Ayp为工具阴极当前位置的叶盆曲线到对应工具阴极叶盆加工刃曲线的平均距离;Ayb为工具阴极当前位置的叶背曲线到对应工具阴极叶背加工刃曲线的平均距离;此时对应的整体叶盘设计模型旋转角度为整盘毛坯在0d,即在叶栅通道叶尖处位置的旋转角度;
步骤S3.2、重复步骤S3.1分别求出整盘毛坯在1d、2d、……、nd的旋转角度;
步骤S3.3、得到整盘毛坯的旋转方向、旋转角度、旋转速度随进给深度的变化函数,其中:整盘毛坯在不同位置的旋转速度Ui通过下式获得:
其中: Ui和wi分别为整盘毛坯在0d、1d、……、nd的旋转速度和旋转角度,其取值范围与整体叶盘设计模型叶栅通道的形貌有关。
5.根据权利要求1所述的一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于,所述步骤S4中变宽度加工刃的设计方法,包括如下步骤:
步骤S4.1、用至少3个水平平面截取整盘毛坯和工具阴极,形成一系列加工二维模型截面图,其中:起始平面距整盘毛坯上表面距离为-6~-8mm,方向向上为正,方向向下为负,终止平面距整体毛坯下表面距离为+6~+8mm,其余平面等间距均分在起始平面和终止平面之间;
步骤S4.2、在起始平面位置,仿真模拟加工过程得到仿真电解成形叶栅通道,将整体叶盘设计模型叶栅通道等距离平移一定距离得到理想电解成形叶栅通道,根据仿真电解成形叶栅通道和理想电解成形叶栅通道的偏差,分别不断调节工具阴极叶盆加工刃和叶背加工刃的宽度,改变叶盆加工区域侧面间隙和叶背加工区域侧面间隙的大小;其中加工刃宽度b与侧面间隙∆s之间的关系满足
步骤S4.3、改变平面位置,重复步骤S4.2求出不同平面位置对应的叶盆加工刃宽度和叶背加工刃宽度,将不同平面位置的工具阴极的叶盆加工刃和叶背加工刃的刀刃宽线段分别光滑连接并按曲率延长至超过整盘毛坯上表面以及下表面,得到变宽度加工刃。
6.根据权利要求1所述的一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于:所述整盘毛坯旋转角度的范围为-0.15°~+0.15°。
7.根据权利要求1所述的一种非匀速双旋转整体叶盘叶栅通道电解加工方法,其特征在于:所述整盘毛坯通过齿轮变速机构进行调速, 其中齿轮变速机构包括由电机驱动的相互啮合的小齿轮和大齿轮,小齿轮与大齿轮的传动比至少为50。
说明书
技术领域
本发明属于电解加工技术领域,尤其涉及一种非匀速双旋转整体叶盘叶栅通道电解加工方法。
背景技术
整体叶盘作为航天发动机里的核心部件,大幅度地提高了航天发动机的推重比与工作效率,但整体叶盘广泛采用镍基高温合金、钛合金等一些难加工材料;型面扭曲明显、加工精度、表面质量等技术方面要求严格,使得整体叶盘的加工非常困难。
电解加工在加工过程中,工具电极与工件不受切削力的作用,因此电解加工不受被加工材料的强度、硬度影响,可加工的材料范围广;而且由于无切削力作用,在被加工工件表面也不会产生残余应力和热影响区。除此之外,电解加工还具有加工效率高,加工质量好,加工工具无损耗等优点。由于电解加工具有各种突出的优势,已经成为整体叶盘加工的主要方法之一。
整体叶盘电解加工包括叶栅通道预加工和型面精加工,整盘毛坯的绝大部分材料是通过叶栅通道预加工去除的,其加工精度会影响后续的型面精加工的成形精度,因此在整体叶盘电解加工中起十分关键的作用。
目前关于整体叶盘叶栅通道电解加工的研究重点在于使叶栅通道的叶盆,叶背型面余量分布更均匀。目前现有的各种整体叶盘叶栅通道电解加工装置和方法虽然在一定程度上减小了叶栅通道叶盆、叶背的余量差,但由于工具阴极和整盘毛坯之间运动轨迹单一,工具阴极设计简单等原因,整体叶盘叶栅通道电解加工很难作为半精加工甚至作为最终工序实现精加工,只能被选为整体叶盘加工的初始步骤。此外现阶段的工具阴极的加工刃是等宽度,在整体叶盘叶栅通道电解加工过程中,整盘毛坯旋转会使叶栅通道叶盆侧面轮廓或叶背侧面轮廓不断靠近叶盆加工刃或叶背加工刃,相反,另一侧的叶背侧面轮廓或叶盆侧面轮廓则不断远离叶背加工刃或叶盆加工刃,会造成叶栅通道叶盆加工区域和叶背加工区域侧面间隙不一致,从而使得叶盆加工区域与叶背加工区域的侧面轮廓腐蚀量不一致,导致电解成形叶栅通道的余量差偏大。
因此,亟需解决上述问题。
发明内容
发明目的:本发明的目的是提供一种电解成形叶栅通道余量分布均匀且表面加工质量高,可实现整体叶盘叶栅通道的精密电解加工的非匀速双旋转变加工刃阴极整体叶盘电解加工方法。
技术方案:为实现以上目的,本发明公开了一种非匀速双旋转整体叶盘叶栅通道电解加工方法,包括如下步骤:
步骤S1、选用等宽度加工刃的工具阴极,模拟仿真求解确定工具阴极的旋转进给轴;
步骤S2、仿真求解确定工具阴极在不同位置的旋转角度和旋转速度,得到工具阴极的仿真模拟的运动轨迹;
步骤S3、仿真求解整盘毛坯与工具阴极的旋转方向、旋转角度和旋转速度相适配的旋转方向、旋转角度和旋转速度;
步骤S4、重新设计工具阴极的加工刃,设计后工具阴极包括非均匀对称的叶盆加工刃和叶背加工刃,且叶盆加工刃和叶背加工刃均为变宽度加工刃;
步骤S5、驱动工具阴极从对刀位置沿着旋转进给轴按仿真模拟的运动轨迹,以整体叶盘设计模型叶型的扭曲方向为旋转方向,单向变速旋转径向进给;
步骤S6、同时驱动整盘毛坯绕中心轴线按步骤S3中仿真求解的旋转方向、旋转速度和旋转角度协同工具阴极变向变速旋转,在整盘毛坯上形成叶栅通道。
其中,所述步骤S1中旋转进给轴的求解方法,包括如下步骤:
步骤S1.1、设定起点坐标为叶栅通道包围区域的任一位置的x值,y值和仿真模拟时工具阴极初始位置的z值,进给方向为空间任一角度,将起点坐标和进给方向组合成多组旋转进给轴,当叶栅通道叶尖处曲线沿某一旋转进给轴旋转进给后得到的曲线与叶栅通道叶根处曲线余量差最小时,这一旋转进给轴就是叶栅通道叶尖处曲线到叶栅通道叶根处曲线的最优的旋转进给轴;
步骤S1.2、从叶尖处开始,等间距获得一系列叶栅通道曲线,分别重复步骤S1.1,得到了在不同位置的叶栅通道曲线到叶栅通道叶根处曲线的最优的旋转进给轴,将所有位置的最优的旋转进给轴约束在一个圆柱体内,圆柱体的中心轴线为工具阴极的最优旋转进给轴。
优选的,所述步骤S2中工具阴极仿真模拟的运动轨迹的具体求解方法,包括如下步骤:
步骤S2.1、从整体叶盘设计模型的叶栅通道叶尖处曲线开始,该叶栅通道叶尖处曲线包括叶盆曲线和叶背曲线,等距离获得一系列叶栅通道曲线,分别位于0d、1d、……、nd位置, 其中叶栅通道叶尖处曲线位于0d位置,叶栅通道叶根处曲线位于nd位置,叶栅通道曲线个数N为:
N= (L+d)/d
其中: N为叶栅通道曲线个数;L为总进给深度,与整体叶盘设计模型叶栅通道的尺寸有关,单位mm;d为间距,取值范围为1~3mm;
步骤S2.2、当N为偶数时选取第(N+2)/2个叶栅通道曲线作为工具阴极加工刃曲线,当N为奇数时选取第(N+1)/2个叶栅通道曲线作为工具阴极加工刃曲线,工具阴极沿旋转进给轴进给到0d位置后,即叶栅通道叶尖处位置,以+0.1°为旋转幅度绕着旋转进给轴不断旋转工具阴极,其中顺时针为正,为整体叶盘设计模型叶型的扭曲方向,当工具阴极加工刃曲线与叶栅通道叶尖处曲线之间的余量差最小时,对应的工具阴极旋转角度为工具阴极在0d位置的旋转角度;
步骤S2.3、重复步骤S2.2分别求出工具阴极在1d、2d、……、nd位置的旋转角度;
步骤S2.4、得到工具阴极旋转角度、旋转速度随进给深度的变化函数,其中工具阴极在在不同位置的旋转速度Ri满足:
其中: Ri和θi分别为工具阴极在id位置的旋转速度和旋转角度, i=0,1,……,n,其取值范围与整体叶盘设计模型叶栅通道的形貌有关,d为工具阴极从(i-1)d位置到id位置的进给距离,即间距;v为工具阴极进给速度,取值范围为0.8~1.4mm/min。
再者,所述步骤S3中整盘毛坯的旋转方向、旋转角度和旋转速度的具体求解方法,包括如下步骤:
步骤S3.1、整盘毛坯的旋转轴为整盘毛坯中心轴线,模拟仿真工具阴极的运动轨迹,工具阴极沿旋转进给轴按仿真后的旋转方向、旋转速度和旋转角度旋转进给到0d后,即工具阴极进给所处当前位置为叶栅通道叶尖处,以±0.01°的旋转幅度不断旋转整体叶盘设计模型,其中顺时针为正,逆时针为负,改变叶栅通道叶尖处曲线位置,当叶栅通道叶尖处的叶盆曲线和叶背曲线与对应的工具阴极加工刃曲线的平均距离满足:
Ayp =Ayb
其中,Ayp为工具阴极当前位置的叶盆曲线到对应工具阴极叶盆加工刃曲线的平均距离;Ayb为工具阴极当前位置的叶背曲线到对应工具阴极叶背加工刃曲线的平均距离;此时对应的整体叶盘设计模型旋转角度为整盘毛坯在0d,即在叶栅通道叶尖处位置的旋转角度;
步骤S3.2、重复步骤S3.1分别求出整盘毛坯在1d、2d、……、nd的旋转角度;
步骤S3.3、得到整盘毛坯的旋转方向、旋转角度、旋转速度随进给深度的变化函数,其中:整盘毛坯在不同位置的旋转速度Ui通过下式获得:
其中: Ui和wi分别为整盘毛坯在0d、1d、……、nd的旋转速度和旋转角度,其取值范围与整体叶盘设计模型叶栅通道的形貌有关。
进一步,所述步骤S4中变宽度加工刃的设计方法,包括如下步骤:
步骤S4.1、用至少3个水平平面截取整盘毛坯和工具阴极,形成一系列加工二维模型截面图,其中:起始平面距整盘毛坯上表面距离为-6~-8mm,方向向上为正,方向向下为负,终止平面距整体毛坯下表面距离为+6~+8mm,其余平面等间距均分在起始平面和终止平面之间;
步骤S4.2、在起始平面位置,仿真模拟加工过程得到仿真电解成形叶栅通道,将整体叶盘设计模型叶栅通道等距离平移一定距离得到理想电解成形叶栅通道,根据仿真电解成形叶栅通道和理想电解成形叶栅通道的偏差,分别不断调节工具阴极叶盆加工刃和叶背加工刃的宽度,改变叶盆加工区域侧面间隙和叶背加工区域侧面间隙的大小;其中加工刃宽度b与侧面间隙∆s之间的关系满足 ,式中:∆b为端面加工间隙,假设为定值,取值范围为0.3~0.7mm;调节至仿真电解成形叶栅通道与理想电解成形叶栅通道之间的余量差最小时,叶盆加工刃和叶背加工刃的宽度为工具阴极加工刃在起始平面位置的宽度;
步骤S4.3、改变平面位置,重复步骤S4.2求出不同平面位置对应的叶盆加工刃宽度和叶背加工刃宽度,将不同平面位置的工具阴极的叶盆加工刃和叶背加工刃的刀宽线段分别光滑连接并按曲率延长至超过整盘毛坯上表面以及下表面,得到变宽度加工刃。
优选的,所述整盘毛坯旋转角度的范围为-0.15°~+0.15°。
再者,所述整盘毛坯通过齿轮变速机构进行调速, 其中齿轮变速机构包括由电机驱动的相互啮合的小齿轮和大齿轮,小齿轮与大齿轮的传动比至少为50。
有益效果:与现有技术相比,本发明具有以下显著优点:
(1)、本发明中工具阴极设计成变宽度加工刃,可以使电解成形的叶栅通道余量分布更加均匀,克服现阶段采用的等宽度加工刃,当整盘毛坯在旋转的过程中,会使叶栅通道叶盆侧面轮廓或叶背侧面轮廓不断靠近叶盆加工刃或叶背加工刃,相反,另一侧的叶背侧面轮廓或叶盆侧面轮廓则不断远离叶背加工刃或叶盆加工刃,会造成叶栅通道叶盆加工区域和叶背加工区域侧面间隙不一致,从而使得叶盆加工区域与叶背加工区域的侧面轮廓腐蚀量不一致等问题;
(2)、本发明工具阴极的旋转进给轴通过数学建模优化获得,工具阴极从初始位置开始,沿着旋转进给轴,以整体叶盘叶型的扭曲方向为旋转方向,单方向变速旋转进给,与此同时,整盘毛坯绕中心轴线协同工具阴极变向变速旋转;工具阴极和整盘毛坯在不同位置的旋转角度、旋转速度以及整盘毛坯的旋转方向根据叶栅通道的扭曲程度以及去除量大小,通过仿真模拟获得;因此本发明通过非匀速双旋转径向进给电解加工整体叶盘叶栅通道,成形的叶栅通道加工精度明显得到了提高,可达到半精加工的要求;
(3)、本发明中当电解液流经加工区域时,通过整盘毛坯的变向变速旋转,会使加工区域流场压力不断变化,形成脉动态,有助于加工区域产物的排出,从而提高工具阴极的进给速度,提高电解加工效率,克服现阶段的整体叶盘叶栅通道电解加工电解产物不易排出等问题。
附图说明
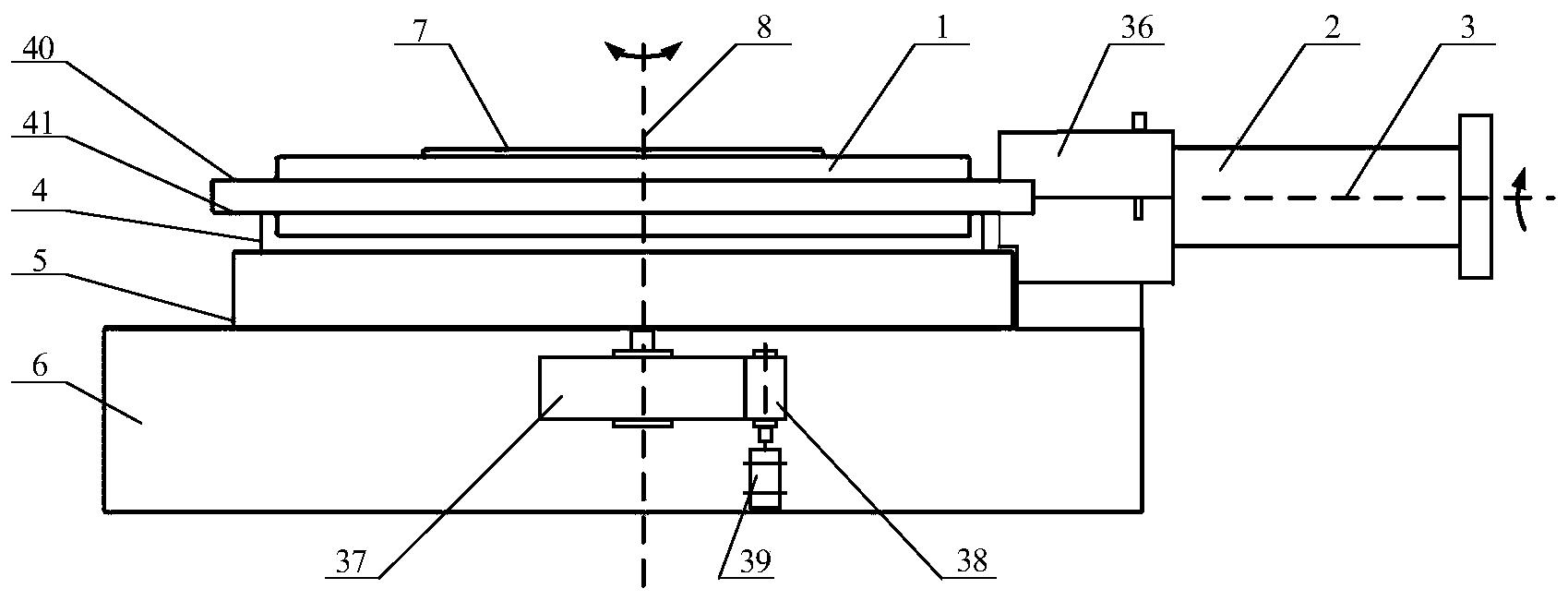
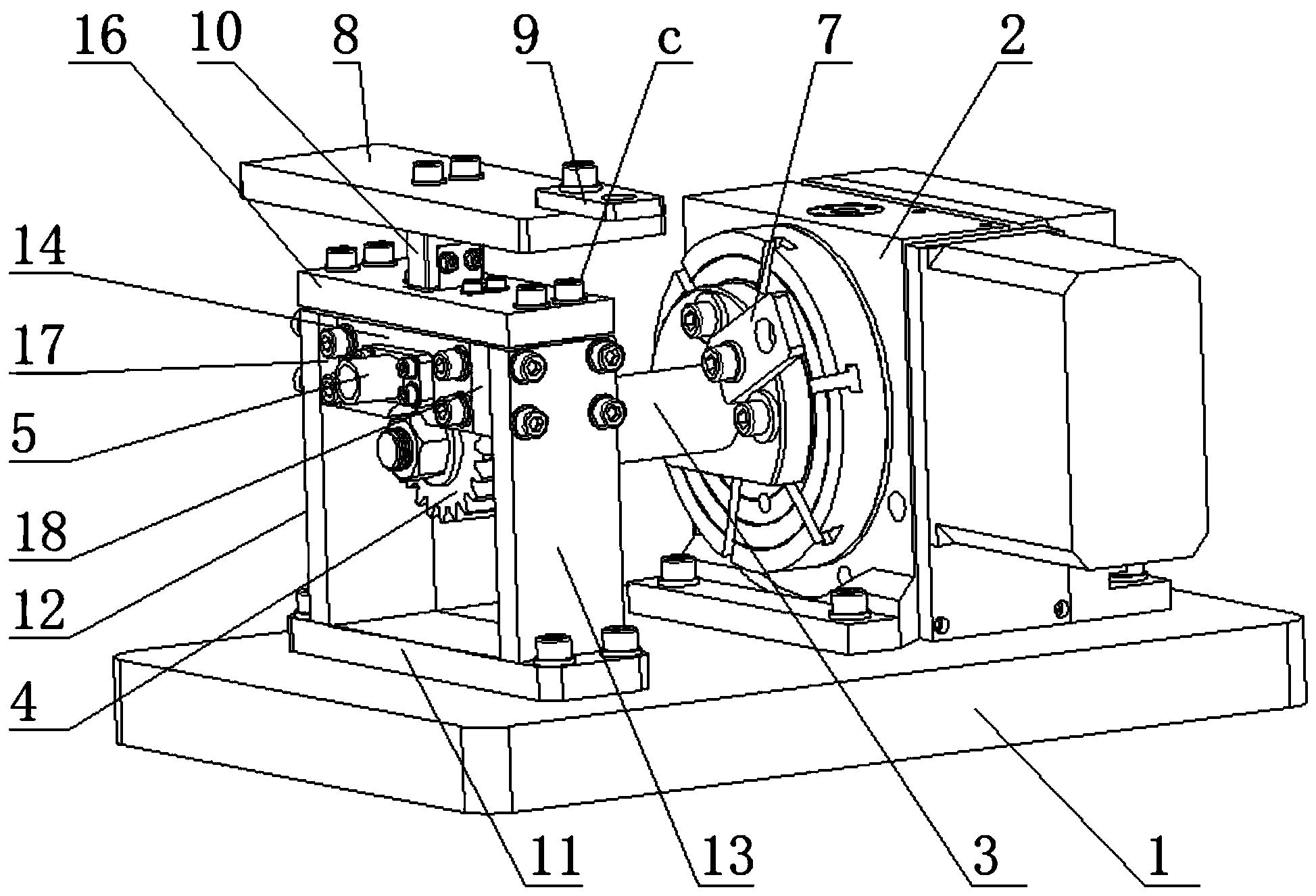
图1为本发明中电解加工装置的结构示意图;
图2为本发明中整体叶盘设计模型的结构示意图;
图3为图2的叶尖截面线和叶根截面线在垂直于旋转进给轴平面的投影曲线;
图4为本发明中整体叶盘设计模型的正视图;
图5为本发明中整体叶盘设计模型的俯视图;
图6为图4的叶栅通道叶尖处曲线、叶根处曲线以及叶尖处曲线沿最优旋转进给轴旋转进给后的曲线在垂直于最优旋转进给轴平面的投影曲线;
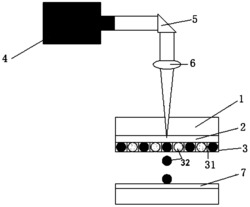
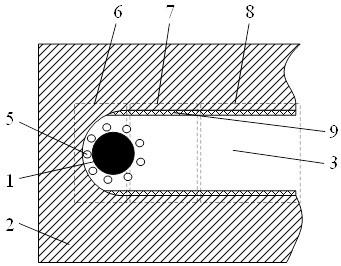
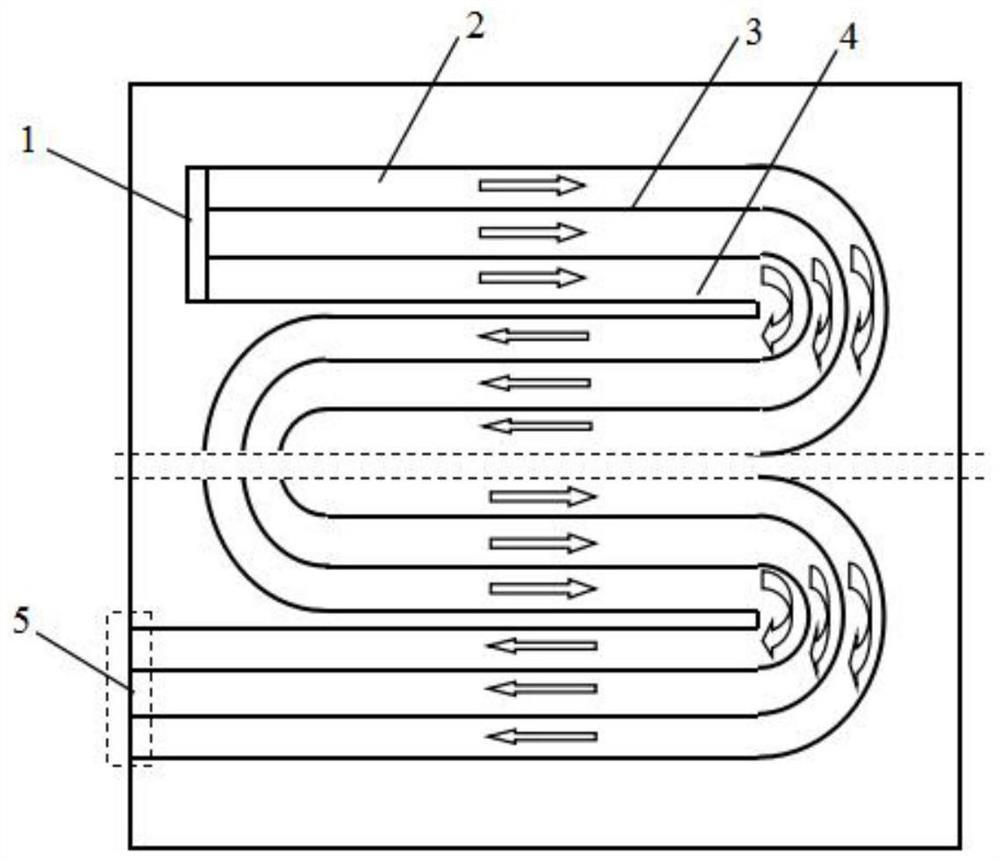
图7为本发明中电解加工过程示意图;
图8为本发明中整盘毛坯绕中心轴线旋转时叶栅通道位置变化示意图;
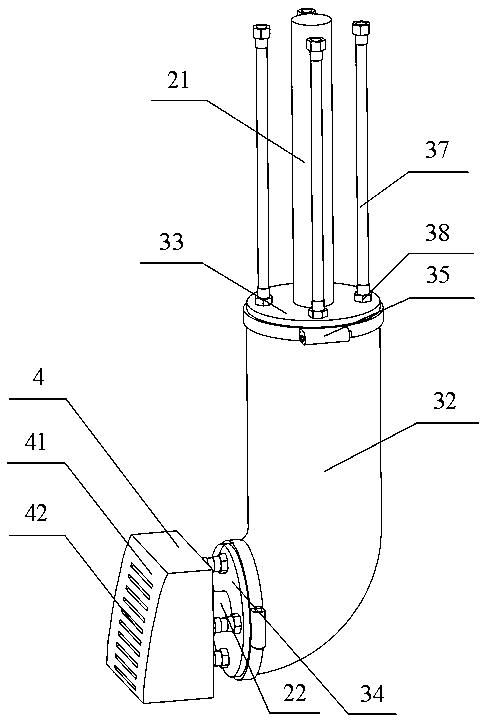
图9为本发明中工具阴极的结构示意图;
图10为本发明中仿真电解成形叶栅通道、理想电解成形叶栅通道以及整体叶盘设计模型叶栅通道对比示意图;
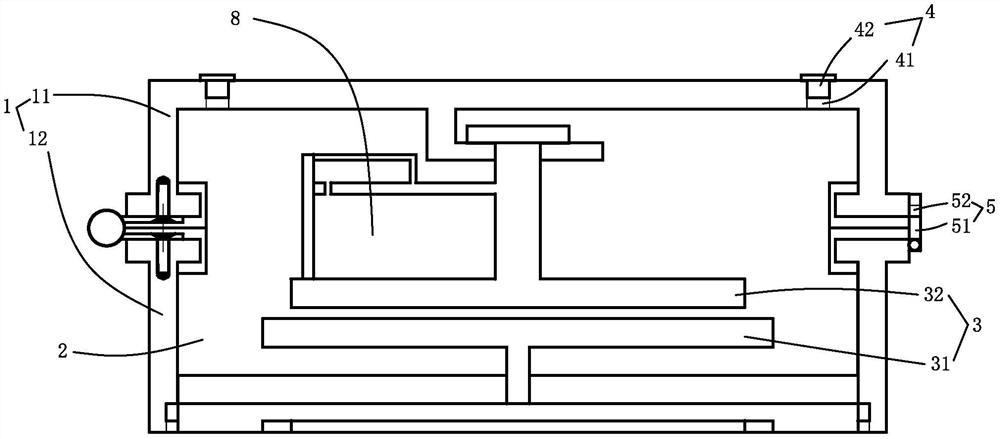
图11为本发明中电解加工装置的侧视图。
图中标号名称:整盘毛坯1,工具阴极2,旋转进给轴3,夹具盘4,转台5,工作平台6,压板7,整盘毛坯中心轴线8,整体叶盘设计模型9,沿工具阴极进给方向在整体叶盘叶型叶尖处截面10,沿工具阴极进给方向在整体叶盘叶型叶根处截面11,投影在垂直于进给方向平面的叶尖截面线12,投影在垂直于进给方向平面的叶根截面线13,工具阴极旋转方向14,叶栅通道叶尖处曲线15,叶栅通道叶根处曲线16,等间距的一系列叶栅通道曲线17,叶盆曲线18,叶背曲线19,叶尖处曲线到叶根处曲线的最优旋转进给轴20,叶栅通道叶尖处曲线沿最优旋转进给轴旋转进给后的曲线21,水平平面22,叶盆加工刃23,叶背加工刃24,旋转前叶栅通道截面线位置25,旋转后叶栅通道截面线位置26,叶盆侧面间隙27,叶背侧面间隙28,叶盆侧面轮廓29,叶背侧面轮廓30,干涉区域31,其它区域32,仿真电解成形叶栅通道33,整体叶盘设计模型叶栅通道34,理想电解成形叶栅通道35,电解加工夹具36,大齿轮37,小齿轮38,电机39,整盘毛坯上表面40,整盘毛坯下表面41。
具体实施方式
下面结合附图对本发明的技术方案作进一步说明。
如图1和如图11所示,本发明的电解加工装置包括整盘毛坯1、工具阴极2、夹具盘4、转台5、工作平台6、压板7、电解加工夹具36、大齿轮37、小齿轮38和电机39。整盘毛坯1与夹具盘4通过销钉连接,夹具盘4与转台5通过螺钉连接,转台5位于工作平台6上面,压板7与夹具盘4通过螺钉连接,紧固整盘毛坯1。其中,压板7、整盘毛坯1、夹具盘4、转台5同轴设置,在转台5的带动下,压板7、整盘毛坯1和夹具盘4共同旋转,整盘毛坯1的旋转轴为转台5的中心轴线,即:整盘毛坯中心轴线8。
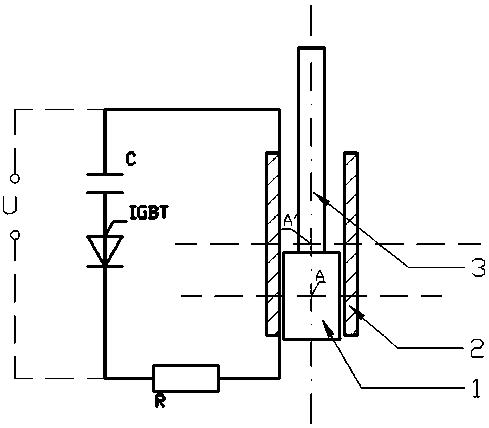
本发明的整盘毛坯1在旋转过程中旋转角度小,旋转速度慢,可能会出现爬行现象,因此,整盘毛坯1通过齿轮变速机构进行调速, 其中齿轮变速机构包括大齿轮37、小齿轮38和电机39,小齿轮与大齿轮的传动比至少为50,电机驱动大齿轮和小齿轮啮合传动,驱动整盘毛坯旋转。
本发明的工具阴极2与五轴电解加工机床的B轴转台连接,安装定位在电解加工夹具36上,其旋转进给轴3通过数学建模仿真得到。在整体叶盘叶栅通道电解加工的过程中,工具阴极2从对刀位置沿着旋转进给轴3按仿真模拟的运动轨迹单向变速旋转径向进给。与此同时,整盘毛坯1在转台5的带动下,与夹具盘4、压板7一起绕着中心轴线8按仿真优化的旋转方向、速度和角度有规律的协同工具阴极2变向变速旋转,在整盘毛坯上形成叶栅通道。
本发明一种非匀速双旋转整体叶盘叶栅通道电解加工方法,包括如下步骤:
步骤S1、选用等宽度加工刃的工具阴极,仿真求解确定工具阴极的旋转进给轴;如图4、图5和图6所示,旋转进给轴的求解方法,包括如下步骤:
步骤S1.1、设定起点坐标为叶栅通道包围区域的任一位置的x值,y值和仿真模拟时工具阴极初始位置的z值,进给方向为空间任一角度,将起点坐标和进给方向组合成多组旋转进给轴,当叶栅通道叶尖处曲线15沿某一旋转进给轴旋转进给后得到的曲线21与叶栅通道叶根处曲线16余量差最小时,这一旋转进给轴就是叶栅通道叶尖处曲线15到叶栅通道叶根处曲线16的最优旋转进给轴20;
步骤S1.2、从叶尖处开始,等间距获得一系列叶栅通道曲线17,分别重复步骤S1.1,得到了在不同位置的叶栅通道曲线17到叶栅通道叶根处曲线16的最优旋转进给轴,将所有位置的最优旋转进给轴约束在一个圆柱体内,圆柱体的中心轴线为工具阴极的最优旋转进给轴3;
步骤S2、仿真求解确定工具阴极在不同位置的旋转角度和旋转速度,得到工具阴极的仿真模拟的运动轨迹;如图2,3所示,垂直于工具阴极2进给方向的截面10和截面11分别在叶尖和叶根处截整体叶盘设计模型9的叶型,并将截面线投影到垂直于工具阴极2进给方向的投影面上,得到叶尖截面线12和叶根截面线13,工具阴极2旋转方向为整体叶盘设计模型9叶型叶尖截面线12到叶根截面线13的扭转方向14;
如图4和图5所示,工具阴极仿真模拟的运动轨迹的具体求解方法,包括如下步骤:
步骤S2.1、从整体叶盘设计模型9的叶栅通道叶尖处曲线15开始,该叶栅通道叶尖处曲线包括叶盆曲线18和叶背曲线19,等距离获得一系列叶栅通道曲线17,分别位于0d、1d、……、nd位置, 其中叶栅通道叶尖处曲线位于0d位置,叶栅通道叶根处曲线位于nd位置,叶栅通道曲线个数N为:
N= (L+d)/d
其中: N为叶栅通道曲线个数;L为总进给深度,与整体叶盘设计模型叶栅通道的尺寸有关,单位mm;d为间距,取值范围为1~3mm;
步骤S2.2、当N为偶数时选取第(N+2)/2个叶栅通道曲线作为工具阴极加工刃曲线,当N为奇数时选取第(N+1)/2个叶栅通道曲线作为工具阴极加工刃曲线,工具阴极沿旋转进给轴3进给到0d位置后,即叶栅通道叶尖处位置,以+0.1°为旋转幅度绕着旋转进给轴3不断旋转工具阴极2,其中顺时针为正,为整体叶盘设计模型叶型的扭曲方向14,当工具阴极加工刃曲线与叶栅通道叶尖处曲线15之间的余量差最小时,对应的工具阴极旋转角度为工具阴极在0d位置的旋转角度;
步骤S2.3、重复步骤S2.2分别求出工具阴极在1d、2d、……、nd位置的旋转角度;
步骤S2.4、得到工具阴极旋转角度、旋转速度随进给深度的变化函数,其中工具阴极在在不同位置的旋转速度Ri满足:
其中: Ri和θi分别为工具阴极在id位置的旋转速度和旋转角度, i=0,1,……,n,其取值范围与整体叶盘设计模型叶栅通道的形貌有关,d为工具阴极从(i-1)d位置到id位置的进给距离,即间距;v为工具阴极进给速度,取值范围为0.8~1.4mm/min;
步骤S3、仿真求解整盘毛坯与工具阴极的旋转方向、旋转角度和旋转速度相适配的旋转方向、旋转角度和旋转速度;如图1和图5所示,整盘毛坯的旋转方向、旋转角度和旋转速度的具体求解方法,包括如下步骤:
步骤S3.1、整盘毛坯的旋转轴为整盘毛坯中心轴线,在UG软件中模拟仿真工具阴极2的运动轨迹,工具阴极2沿旋转进给轴3按仿真后的旋转方向、旋转速度和旋转角度旋转进给到0d后,即工具阴极进给所处当前位置为叶栅通道叶尖处,以±0.01°的旋转幅度不断旋转整体叶盘设计模型9,其中顺时针为正,逆时针为负,改变叶栅通道叶尖处曲线15位置,当叶栅通道叶尖处的叶盆曲线18和叶背曲线19与对应的工具阴极加工刃曲线的平均距离满足:
Ayp =Ayb
其中,Ayp为工具阴极当前位置的叶盆曲线18到对应工具阴极叶盆加工刃曲线的平均距离;Ayb为工具阴极当前位置的叶背曲线19到对应工具阴极叶背加工刃曲线的平均距离;此时对应的整体叶盘设计模型9旋转角度为整盘毛坯在0d,即在叶栅通道叶尖处位置的旋转角度;
步骤S3.2、重复步骤S3.1分别求出整盘毛坯在1d、2d、……、nd的旋转角度;
步骤S3.3、得到整盘毛坯的旋转方向、旋转角度、旋转速度随进给深度的变化函数,其中:整盘毛坯在不同位置的旋转速度Ui通过下式获得:
其中: Ui和wi分别为整盘毛坯在0d、1d、……、nd的旋转速度和旋转角度,其取值范围与整体叶盘设计模型叶栅通道的形貌有关;
图8为图7用平面22截取工具阴极2以及整盘毛坯1的截面图,如图8所示,为了避免整盘毛坯绕中心轴线8旋转的时候,整盘毛坯已电解成形的叶栅通道轮廓与工具阴极侧面轮廓发生干涉,即干涉区域31,其中整盘毛坯旋转角度的范围为-0.15°~+0.15°;
步骤S4、设计工具阴极的加工刃,工具阴极包括非均匀对称的叶盆加工刃23和叶背加工刃24,且叶盆加工刃23和叶背加工刃24均为变宽度加工刃;如图8所示,整盘毛坯绕着中心轴线8从叶栅通道截面线位置25旋转到叶栅通道截面线位置26,叶栅通道的叶盆侧面轮廓29逐渐向叶盆加工刃23靠近,相反,叶背侧面轮廓30不断远离叶背加工刃24,使得叶盆加工区域侧面间隙27减小,叶背加工区域侧面间隙28增加,从而使叶盆加工区域与叶背加工区域侧面轮廓腐蚀量不一样,导致最后电解成形的叶栅通道的余量差偏大,因此,如图9所示,将工具阴极2侧面轮廓只裸露部分前端区域作为加工刃,叶盆加工刃23和叶背加工刃24用于电解加工叶栅通道叶盆、叶背型面,加工刃设计为变宽度,即:叶盆加工刃23、叶背加工刃24的刃宽是变化的,且叶盆加工刃23与叶背加工刃24非均匀对称,其它区域32全部进行绝缘层涂覆;
如图7、图8和图9所示,变宽度加工刃的设计方法,包括如下步骤:
步骤S4.1、用至少3个水平平面22截取整盘毛坯和工具阴极,形成一系列加工二维模型截面图,其中:起始平面距整盘毛坯上表面40距离为-6~-8mm(方向向上为正,方向向下为负)、终止平面距整体叶盘下表面41距离为+6~+8mm,其余平面等间距均分在起始平面和终止平面之间;
步骤S4.2、在起始平面位置,仿真模拟加工过程得到仿真电解成形叶栅通道33,将整体叶盘设计模型叶栅通道34等距离平移一定距离得到理想电解成形叶栅通道35,根据仿真电解成形叶栅通道33和理想电解成形叶栅通道35的偏差,分别不断调节工具阴极叶盆加工刃23和叶背加工刃24的宽度,改变叶盆加工区域侧面间隙27和叶背加工区域侧面间隙28的大小;其中加工刃宽度b与侧面间隙∆s之间的关系满足 ,式中:∆b为端面加工间隙,假设为定值,取值范围为0.3~0.7mm;调节至仿真电解成形叶栅通道33与理想电解成形叶栅通道35余量差最小时,叶盆加工刃23和叶背加工刃24的宽度为工具阴极加工刃在起始平面位置的宽度;
步骤S4.3、改变平面位置,重复步骤S4.2求出不同平面位置对应的叶盆加工刃宽度23和叶背加工刃24宽度,将不同平面位置的工具阴极的叶盆加工刃23和叶背加工刃宽24分别光滑连接并按曲率延长至超过整盘毛坯上表面40以及下表面41,得到变宽度加工刃;
步骤S5、将工具阴极2与机床B轴转台连接,将电源负极连接到工具阴极2上;将整盘毛坯1与夹具盘4进行连接,夹具盘4与转台5连接,一起安装在工作平台6上,整盘毛坯1通过压板7进行紧固,将到电源正极连接到整盘毛坯1上;将工具阴极放入电解加工夹具36里,进行对刀,确定初始加工间隙以及工具阴极的初始位置;调整电解液进液口压力以及温度,向电解加工区域流入电解液;
步骤S6、开启加工电源进行电解加工,驱动工具阴极2从对刀位置沿着旋转进给轴按仿真模拟的运动轨迹,以整体叶盘设计模型9叶型的扭曲方向为旋转方向,单向变速旋转径向进给;
步骤S7、同时驱动整盘毛坯1绕中心轴线8按仿真优化的旋转方向、旋转速度和旋转角度协同工具阴极2变向变速旋转,在整盘毛坯上形成叶栅通道;
步骤S8、电解加工完成一个叶栅通道以后,将加工电源、循环系统依次关闭,并将工具阴极2退回初始位置,旋转整盘毛坯1,开始下一个叶栅通道加工,依次循环上述步骤,直至整盘毛坯所有叶栅通道全部电解加工完毕。
一种非匀速双旋转整体叶盘叶栅通道电解加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0