






专利摘要
本发明提供了一种导流式油气不停输送管道堵漏装置,应用于油气工艺管道泄漏时的快速堵漏。该管道堵漏装置采用带压油气导流技术并结合气动阀组及快速夹紧机构、自动导流机构和自动控制机构,实施带压油气自动导流作业与管道焊补堵漏作业;焊片夹具依据快速夹紧机构和螺旋机构将焊接体快速夹紧至管道泄漏处并通过焊补堵漏作业完成堵漏,导流器采用自动游离阀组和固定阀组构成自动导流机构,完成自动导流作业中的引流外输与焊补堵漏作业中的截流,自控器依据自动控制机构和自动锁紧机构及气动阀组的气动调节和自控弹簧的推力实现固定阀组的顺利启闭,气动阀组经气压传动由自动控制机构带动自动游离阀组上下滑移并完成自动锁紧机构的锁紧与解锁。
权利要求
1.一种导流式油气不停输送管道堵漏装置,其整体采用左右全对称构造,焊片夹具采用左右分体式结构且其两个单体对称布置于焊接体的两侧端,而气动阀组、自控器、导流器和焊接体则采用柱状单体且由上而下依次同轴心布置,该管道堵漏装置依据气动阀组提供的驱动力以及快速夹紧机构、自动导流机构和自动控制机构,实施泄漏带压油气的自动导流作业与油气工艺管道的焊补堵漏作业,其特征在于:
一焊片夹具;所述焊片夹具采用上下对称布置的拱形卡爪及快速夹紧机构和螺旋机构而将焊接体快速夹紧至管道泄漏点的正上方,上卡爪和下卡爪均采用两侧宽中部窄的拱形筒体,上卡爪内侧环壁的中部铣有拱形沟槽,下卡爪内侧环壁的中部设有拱形凸台;螺旋转轮采用轮辐式旋转轮,螺旋垫片采用柱形铜片,其中部钻有与下卡爪同样位置和规格大小的拱形孔,螺旋垫片拱形孔的下端面上加工有半球面,螺旋动轴的方形轴头采用方形钢体,而螺旋动轴的螺旋头上部采用半球体且与螺旋垫片的半球面之间同球心布置而构成圆球副;
一焊接体;所述焊接体通过焊片夹具的快速夹紧和泄漏部位的焊补而实现管道的快速堵漏,堵漏贴片采用拱形筒体和三通管相结合的构造,堵漏贴片拱形筒体内侧环壁的中部铣有环形沟槽,且环形沟槽内配置○型密封环,○型密封环采用粗金属环,堵漏贴片拱形筒体的外环面上铣有两个拱形凹槽,堵漏贴片中央部位的腔壁上设置三通管;
一导流器;所述导流器采用自动游离阀组和固定阀组构成自动导流机构而实现自动导流作业中带压油气的引流外输与焊补堵漏作业中的截流,导流管和自控管采用圆管体,导流管的环腔内壁采用阶梯回转面,其上部腔壁设有三通管;固定阀组和自动游离阀组公用一个阀球,且自上而下同轴心嵌入导流管的环腔内壁,游离基座采用扁盘体,游离阀座和固定阀座采用厚壁筒体,阀球则采用圆球体,游离阀座、固定阀座及定位环的中心部位均钻有与游离基座同轴心布置且等径的圆形孔道,且游离阀座的圆形孔道上端加工有密封球面,游离阀座的各圆形流道与圆形孔道之间的筒壁上铣有上窄下宽的变截面环形沟槽;游离弹簧的下端通过游离基座凸台的变截面结合处形成的台肩进行定位,其上端则通过游离阀座的变截面环形沟槽进行定位;定位环采用长筒体,其倒锥面靠近小端圆面的一侧铣有拱形流道,固定阀座圆形孔道的下端依次加工有密封球面和锥形孔道,游离阀座密封球面和固定阀座密封球面的密封带宽度均需大于阀球球径的十分之一,游离阀座的外侧环面上铣有环形凹槽,固定阀座的外侧环面上铣有等间距分层排列的环形凹槽,固定阀座的环形凹槽内配置下○型密封圈;
一自控器;所述自控器采用自动控制机构和自动锁紧机构,并依据气动阀组的气动调节和自控弹簧的推力实现固定阀组的顺利启闭,自控管的环腔内壁采用圆柱面,自动控制机构和自动锁紧机构同轴心布置且其主体部分均置于自控管内;滑移轴的中部采用圆柱体且其下部采用扁盘体,自控轴的中部采用上细下粗的阶梯轴,自控活塞采用圆柱体,其四周钻有沿圆周方向均匀布置的圆形盲孔,自控活塞外环面的下部钻有与各圆形盲孔相同位置和直径的圆形流道,且自控活塞的下端面上加工有精细研磨的半球面,自控活塞的半球面与阀球间同球心布置而构成圆球副;自控基座的凸台中心处铣有自控锁孔,自控锁孔的中央部位设有圆形锁眼,圆形锁眼的腔壁上设置两个对称布置的拱形锁槽;而自控锁采用圆管体,自控锁的外环面上铣有两个对称布置的拱形锁块;自控弹簧的下端通过自控基座凸台的变截面结合处形成的台肩进行定位,其上端则通过滑移轴凸台的变截面结合处形成的台肩进行定位;
一气动阀组;所述气动阀组通过气压传动经由自动控制机构带动自动游离阀组上下滑移并完成自动锁紧机构的锁紧与解锁操作,气动阀实现滑移轴和自控轴的圆周运动和上下移动,气动轴套的内壁采用方形盲孔;气动阀座采用矩形管体,其上管壁的圆形孔眼内配置气动轴套,气动阀座的环形凹槽内配置上○型密封圈。
2.根据权利要求1所述的导流式油气不停输送管道堵漏装置,其特征在于:所述焊片夹具包含两个结构和规格尺寸完全相同的单体;
所述焊片夹具的快速夹紧机构由上卡爪和下卡爪组成,完成焊接体与管道间的快速对接,上卡爪的拱形沟槽内配置焊接体的堵漏焊片,且上卡爪拱形沟槽的沟槽底面和各沟槽侧面与堵漏焊片拱形凹槽的凹槽底面和各凹槽侧面紧密贴合,下卡爪拱形凸台的内侧环壁所在圆柱面的直径等于管道外径;上卡爪的一侧设有等间距同轴布置的上夹紧轴套,下卡爪的同侧设置与上卡爪上夹紧轴套交错排列的下夹紧轴套;上卡爪的另一侧设有上卡翅,上卡翅的中央部位车制梯形传动螺纹,下卡爪的同侧设置同型号的下卡翅,下卡翅的中部钻有拱形孔;
所述焊片夹具的螺旋机构由螺旋转轮、螺旋动轴和螺旋垫片组成,完成焊接体与管道间的快速夹紧和解脱,螺旋转轮的轮毂通过方形轴头与螺旋动轴相连接,螺旋动轴包含方形轴头、传动轴和螺旋头三部分,螺旋动轴的传动轴依据梯形传动螺纹与上卡爪之间精密配合而构成螺旋副,同时其传动轴与下卡爪和螺旋垫片的拱形孔之间采用间隙配合而构成转动副,由此实现焊片夹具的螺旋传动,螺旋动轴螺旋头的下部采用圆柱体。
3.根据权利要求1所述的导流式油气不停输送管道堵漏装置,其特征在于:所述焊接体包括堵漏焊片和○型密封环,堵漏贴片的拱形筒体在水平面上的投影呈矩形,堵漏贴片拱形筒体的内侧环壁所在圆柱面的轴线与管道的轴线相重合,且其拱形筒体的内侧环壁直径等于管道的外径;堵漏贴片的拱形凹槽对称布置于堵漏贴片的左右两侧,同时拱形凹槽的起始端面和终止端面分别与堵漏贴片的前后两端面相平齐,堵漏贴片三通管的轴线与其拱形筒体的内侧环壁所在圆柱面的轴线垂直相交,○型密封环内部衬芯的材质选用金属橡胶。
4.根据权利要求1所述的导流式油气不停输送管道堵漏装置,其特征在于:所述导流器的自动游离阀组由游离阀座、阀球、游离弹簧和游离基座组成,其下端通过游离基座进行定位,其上端的游离阀座则在气动阀组的气动调节和游离弹簧的推动下带动阀球上下移动;
所述导流器的固定阀组由固定阀座、阀球、定位环和下○型密封圈组成,其下端通过导流管环腔内壁截面变化结合处进行定位,其上端则由定位环与导流管间的螺纹连接进行固定;
所述导流管的环腔内壁顶端铣有环形凹槽,该环形凹槽下端面与导流管螺纹截面变化结合处实现定位环的定位;导流管下端的法兰盘、游离基座的法兰盘及堵漏贴片三通管的法兰盘通过导流螺柱连接在一起,导流管三通管的轴线与堵漏贴片三通管的轴线垂直相交。
5.根据权利要求1或4所述的导流式油气不停输送管道堵漏装置,其特征在于:所述游离基座的中央部位设置呈变截面回转体的凸台,凸台的中心处钻有一个与导流管同轴心布置的圆形孔道,游离基座的四周钻有沿圆周方向均匀布置的圆形流道,游离基座的各圆形流道与圆形孔道一起保证导流管与堵漏贴片之间相联通;
所述游离阀座和阀球构成自动游离阀组的主体部件,游离阀座密封球面所在球面的球心位于自动游离阀组的轴线上,同时游离阀座的外侧环面与导流管的环腔内壁之间精密配合而构成移动副,游离阀座的四周钻有与游离基座相同数量和直径大小的圆形流道。
6.根据权利要求1或4所述的导流式油气不停输送管道堵漏装置,其特征在于:所述定位环的上部设置环肩并嵌入导流管顶端的环形凹槽内,定位环外环面的中部车制有螺纹且其外环面的下部加工成倒锥面,定位环倒锥面上的拱形流道保证定位环的圆形孔道与导流管的三通管之间相联通,定位环拱形流道的横截面上部呈半圆形而其横截面下部则呈矩形,且定位环拱形流道的中心线与导流管的轴线垂直相交;
所述固定阀座和阀球构成固定阀组的主体部件,固定阀座的密封球面和游离阀座的密封球面所在球面的球径均等于阀球的球径,且固定阀座密封球面所在球面的球心位于固定阀组的轴线上,同时固定阀座的锥形孔道小端圆面的直径大于阀球的球径;
所述阀球与游离阀座和固定阀座的密封球面精细研磨后,须先经退磁处理然后再进行配研,游离阀座和固定阀座环形凹槽的横截面均呈矩形。
7.根据权利要求1所述的导流式油气不停输送管道堵漏装置,其特征在于:所述自控器的自动控制机构由同轴心布置的滑移轴、自控轴和自控活塞组成,实现自动游离阀组的向上和向下滑移;
所述自控器的自动锁紧机构由自控锁、自控基座和自控弹簧组成,实现自动控制机构和自动游离阀组的锁紧与解锁;
所述自控管的两端设有不同型号的法兰盘,自控管下端的法兰盘与自控基座的法兰盘以及导流管上端的法兰盘的型号相一致且各法兰盘通过自控螺柱连接在一起。
8.根据权利要求1或7所述的导流式油气不停输送管道堵漏装置,其特征在于:所述自动控制机构的滑移轴和自控轴用来将气动阀组的动力传递至自控活塞和阀球,滑移轴的上端通过方径接头接入气动轴套的方形盲孔内,且其下端通过螺纹与自控轴上端的螺纹接头进行连接;滑移轴扁盘体的下端面上设有呈变截面回转体的凸台,且滑移轴扁盘体的外侧环面上铣有环形凹槽;滑移轴圆柱体的外环面和气动阀座下管壁的圆形孔眼之间精密配合而构成移动副,同时滑移轴扁盘体的外侧环面与自控管的环腔内壁之间精密配合而构成移动副;
所述自控活塞外环面的上部铣有等间距分层排列的环形凹槽,自控活塞的圆形流道等间距分层排列,各层圆形流道的轴线呈辐射状与对应位置处自控活塞圆形盲孔的轴线垂直相交;自控活塞的外环面与固定阀座和定位环的圆形孔道之间精密配合而构成移动副,同时自控活塞半球面所在球面的球径等于导流器阀球的球径。
9.根据权利要求1或7所述的导流式油气不停输送管道堵漏装置,其特征在于:所述自控基座的主体结构和规格大小与游离基座相一致,自控基座的四周不设圆形流道,且自控基座拱形锁槽的锁槽底面所在圆柱面的直径小于游离基座圆形孔道的直径;
所述自控锁的中心处钻有圆形锁道,圆形锁道与自控轴之间采用过盈配合,并依据自控轴的变截面结合处形成的轴肩而实现自控锁的定位;且自控锁拱形锁块的外侧环面和各锁块侧面与自控基座拱形锁槽的锁槽底面和各锁槽侧面之间精密配合而构成移动副。
10.根据权利要求1所述的导流式油气不停输送管道堵漏装置,其特征在于:所述气动阀组通过气电转换器将电信号转换成气信号并自动控制气动阀内的气动量,气动阀的下端设有气动轴套,气动轴套的外环面采用阶梯回转面;气动阀座的上管壁和下管壁的中央部位均钻有圆形孔眼,气动阀座的下管壁设有柱形凸台,且其下管壁圆形孔眼的环腔内壁上铣有等间距分层排列的环形凹槽。
说明书
技术领域
本发明涉及一种石油工程领域油气工艺管道泄漏时用的堵漏装置,特别是涉及一种油气不停输送的导流式管道快速堵漏装置及其堵漏方法。
背景技术
油气工艺管道由于自身制造和加工的缺陷以及油气输送介质腐蚀等因素,容易导致油气工艺管道及其上的阀门等部位发生泄漏,而且泄漏的油气介质往往处在带压、带温和沿泄漏处往外喷射流动的状态。为此,油气带压输送工艺管道,尤其是不停输送快速堵漏是陆上和海上油气管输作业安全运行的重要保障,同时油气不停输送快速堵漏的成本不仅包含人力、物力和管道堵漏装置本身研制的费用,而且还包括堵漏施工作业过程中所泄漏油气的成本,由此对油气工艺管道不停输送快速堵漏技术展开研究具有重要的现实意义。
不停输送堵漏的方式和途径有多种,目前国内外常用的快速堵漏技术归纳为:1)注剂式带压堵漏技术,可用于中压和低压的环境,其缺点是注剂枪易对管道本体产生冲击破坏,且整套注剂设备体积庞大,密封剂制作和现场注剂工艺复杂,施工作业耗时较长;2)带压粘接堵漏技术,胶粘剂能在短时间内迅速固化,但该技术只适用于1MPa以下的低压工况,且现有的各种胶粘剂均不适合直接带压粘补,需要设计导流装置进行带压粘补,现场操作不便;3)快速捆扎堵漏技术,其堵漏设备无需预制,对管道泄漏区域的适应性较强,但捆扎带缠绕时要使用足够大的拉伸力,难以满足高压油气介质的输送要求;4)带压焊接堵漏技术,将高压螺母直接焊接在工艺管道的泄漏点处,而后把螺杆旋入螺母内并将螺杆与螺母结合处焊死,螺杆多余的部分现场锯掉,该技术用料简单,但施工作业不便,堵漏时间较长,仅限于管道泄漏点比较小和低压工况。为此,现有堵漏技术一部分由于技术本身的适用范围,限制了其在中高压管道上的推广应用,另一部分由于堵漏工艺复杂,达不到现场快速堵漏的要求。
发明内容
为了克服现有油气工艺管道不停输送快速堵漏技术存在的缺陷和不足,本发明的目的是提供一种适合陆上和海上油气工艺管道泄漏用的导流式油气不停输送管道堵漏装置。该管道堵漏装置采用带压油气导流技术,并结合气动阀组提供的驱动力以及快速夹紧机构、自动导流机构和自动控制机构,实施泄漏带压油气自动导流作业与管道焊补堵漏作业,从而达到油气工艺管道不停输送快速堵漏的目的,具备作业流程简单、堵漏时间短和施工成本低等特点。
本发明解决其技术问题所采用的技术方案是开发一种导流式油气不停输送管道堵漏装置,主要由焊片夹具、焊接体、导流器、自控器和气动阀组几部分组成。快速堵漏作业中,焊片夹具依据快速夹紧机构和螺旋机构将焊接体快速夹紧至油气工艺管道泄漏点的正上方,然后自控器依据自动控制机构及气动阀组提供的驱动力经由滑移轴、自控轴和自控活塞带动导流器的自动游离阀组向下滑移,从而打开固定阀组,并依据自动锁紧机构锁紧自控轴和自控活塞,泄漏带压油气经导流器的导流管而引流外输,接着采用圆周焊将堵漏焊片焊补到油气工艺管道上,最后自控器通过气动阀组的气动调节完成自动锁紧机构的解锁,滑移轴、自控轴和自控活塞带动自动游离阀组向上滑移并关闭固定阀组,由此止住带压油气继续泄漏。
该管道堵漏装置整体采用左右全对称构造,其中焊片夹具采用左右分体式结构,包含两个结构和规格尺寸完全相同的单体,且其两个单体对称布置于焊接体的两侧端,而气动阀组、自控器、导流器和焊接体则采用柱状单体且由上而下依次同轴心布置。
焊片夹具采用上下对称布置的拱形卡爪及快速夹紧机构和螺旋机构而将焊接体快速夹紧至油气工艺管道泄漏点的正上方,它包括上卡爪、下卡爪、螺旋转轮、螺旋动轴和螺旋垫片。
快速夹紧机构由上卡爪和下卡爪组成,用来完成焊接体与管道间的快速对接。上卡爪和下卡爪均采用两侧宽中部窄的拱形筒体,其材质选用中碳结构钢,且通体涂覆双向不锈钢。上卡爪内侧环壁的中部铣有拱形沟槽,拱形沟槽内配置焊接体的堵漏焊片,且上卡爪拱形沟槽的沟槽底面和各沟槽侧面与堵漏焊片拱形凹槽的凹槽底面和各凹槽侧面紧密贴合,上卡爪拱形沟槽的沟槽底面所在圆柱面的直径等于堵漏焊片拱形凹槽的凹槽底面所在圆柱面的直径;下卡爪内侧环壁的中部设有拱形凸台,拱形凸台的内侧环壁所在圆柱面的直径等于管道外径。上卡爪的一侧设有等间距同轴布置的上夹紧轴套,各上夹紧轴套的中心部位钻有圆形通孔;下卡爪的同侧设置与上卡爪上夹紧轴套交错排列的下夹紧轴套,各下夹紧轴套钻有与上夹紧轴套等径的圆形通孔,且上夹紧轴套和下夹紧轴套的圆形通孔内配置夹紧销轴以实现上下卡爪间的铰接。上卡爪的另一侧设有上卡翅,上卡翅方形钢板的上端面设置柱形凸台,上卡翅的中央部位车制梯形传动螺纹;下卡爪的同侧设置同型号的下卡翅,下卡翅的中部钻有拱形孔,且下卡翅拱形孔的四周车制均匀布置的紧定螺钉孔。
螺旋机构由螺旋转轮、螺旋动轴和螺旋垫片组成,用来完成焊接体与管道间的快速夹紧和解脱。螺旋转轮采用轮辐式旋转轮,并通过呈辐射状均匀排列的轮辐将轮圈和轮毂连成一体,轮毂通过方形轴头与螺旋动轴相连接。螺旋垫片采用柱形铜片,其中部钻有与下卡爪同样位置和规格大小的拱形孔,螺旋垫片拱形孔的下端面上加工有精细研磨的半球面,螺旋垫片半球面的外缘钻有螺钉圆孔并通过紧定螺钉将螺旋垫片接于下卡爪。螺旋动轴用来将旋转运动转变为轴向运动并传递旋转动力,它包含方形轴头、传动轴和螺旋头三部分,方形轴头采用方形钢体,传动轴依据梯形传动螺纹与上卡爪之间精密配合而构成螺旋副,同时传动轴与下卡爪和螺旋垫片的拱形孔之间采用间隙配合而构成转动副,由此实现焊片夹具的螺旋传动。螺旋动轴的螺旋头上部采用半球体,且与螺旋垫片的半球面之间同球心布置而构成圆球副,而螺旋头的下部则采用圆柱体,该圆柱体的外径等于螺旋头半球体大端圆面的直径。
焊接体通过焊片夹具的快速夹紧和管道泄漏部位的焊补而实现油气工艺管道的快速堵漏,它包括堵漏焊片和○型密封环。堵漏贴片采用拱形筒体和三通管相结合的构造,并选用与发生泄漏管道相同的材质,以避免堵漏贴片与管道间发生电化学腐蚀,堵漏贴片的拱形筒体在水平面上的投影呈矩形,拱形筒体的内侧环壁所在圆柱面的轴线与管道的轴线相重合,且拱形筒体的内侧环壁直径等于管道的外径,同时拱形筒体内侧环壁的中部铣有环形沟槽,环形沟槽的横截面呈矩形,且环形沟槽内配置○型密封环;堵漏贴片拱形筒体的外环面上铣有两个拱形凹槽,且拱形凹槽对称布置于堵漏贴片的左右两侧,同时拱形凹槽的起始端面和终止端面分别与堵漏贴片的前后两端面相平齐;堵漏贴片中央部位的腔壁上设置三通管,堵漏贴片三通管的轴线与其拱形筒体的内侧环壁所在圆柱面的轴线垂直相交。
○型密封环采用粗金属环,实现堵漏焊片与管道间的金属密封,○型密封环内部衬芯的材质选用金属橡胶,而其外部表皮的材质则与发生泄漏管道的材质相同。
该管道堵漏装置的快速夹紧作业流程为,焊接体置于油气工艺管道泄漏点的正上方,并使堵漏焊片的中央部位与管道泄漏点的几何中心近似重合,而后依据焊片夹具快速夹紧机构的上卡爪和下卡爪而将焊接体快速对接至管道上,接着依据焊片夹具螺旋机构的螺旋副和圆球副将螺旋转轮的旋转动力经由螺旋动轴传递至上卡爪和堵漏贴片,从而完成焊接体与管道间的快速夹紧。
导流器采用自动游离阀组和固定阀组构成自动导流机构,实现自动导流作业中泄漏带压油气的引流外输与焊补堵漏作业中的截流,它包括游离阀座、阀球、游离弹簧、游离基座、导流管、固定阀座、定位环和下○型密封圈。
导流管和自控管采用圆管体,其材质均选用中碳合金钢,且表面磷化处理。导流管的环腔内壁采用阶梯回转面,且其环腔内壁的上部车制有螺纹并与定位环进行连接,同时导流管的环腔内壁顶端铣有环形凹槽,该环形凹槽下端面与导流管螺纹截面变化结合处实现定位环的定位;导流管的两端设置相同型号的法兰盘,且导流管下端的法兰盘、游离基座的法兰盘以及堵漏贴片三通管的法兰盘通过导流螺柱连接在一起,导流管的上部腔壁设有三通管,以输送泄漏出的带压油气,导流管三通管的轴线与堵漏贴片三通管的轴线垂直相交。
固定阀组和自动游离阀组公用一个阀球,且自上而下同轴心嵌入导流管的环腔内壁,自动游离阀组由游离阀座、阀球、游离弹簧和游离基座组成,其下端通过游离基座进行定位,而其上端的游离阀座则在气动阀组的气动调节和游离弹簧的推动下带动阀球上下移动。游离基座采用扁盘体,其中央部位设置呈变截面回转体的凸台,凸台的中心处钻有一个与导流管同轴心布置的圆形孔道,同时游离基座的四周钻有沿圆周方向均匀布置和供油气流动用的圆形流道,游离基座的各圆形流道与圆形孔道一起保证导流管与堵漏贴片之间相联通,且游离基座的外缘设有法兰盘,实现导流管与堵漏贴片三通管之间的密封。
游离阀座和阀球构成自动游离阀组的主体部件,游离阀座和固定阀座均采用厚壁筒体,其材质均选用6Cr18Mo,而阀球则采用圆球体,其材质选用9Cr18Mo。游离阀座、固定阀座以及定位环的中心部位均钻有与游离基座同轴心布置且等径的圆形孔道,且游离阀座的圆形孔道上端加工有精细研磨的密封球面,游离阀座密封球面所在球面的球心位于自动游离阀组的轴线上,同时游离阀座的外侧环面与导流管的环腔内壁之间精密配合而构成移动副。游离阀座的四周钻有与游离基座相同数量和直径大小的圆形流道,游离阀座的各圆形流道与圆形孔道之间的筒壁上铣有上窄下宽的变截面环形沟槽。
游离弹簧的下端通过游离基座凸台的变截面结合处形成的台肩进行定位,其上端则通过游离阀座的变截面环形沟槽进行定位。
固定阀组由固定阀座、阀球、定位环和下○型密封圈组成,其下端通过导流管环腔内壁截面变化结合处进行定位,而其上端则由定位环与导流管间的螺纹连接进行固定。定位环采用长筒体,其上部设置环肩并嵌入导流管顶端的环形凹槽内,定位环外环面的中部车制有螺纹且其外环面的下部加工成倒锥面,倒锥面的小端圆面与固定阀座的上端面平齐,同时倒锥面靠近小端圆面的一侧铣有拱形流道,拱形流道保证定位环的圆形孔道与导流管的三通管之间相联通,定位环拱形流道的横截面上部呈半圆形而其横截面下部则呈矩形,且定位环拱形流道的中心线与导流管的轴线垂直相交。
固定阀座和阀球构成固定阀组的主体部件,固定阀座圆形孔道的下端依次加工有密封球面和锥形孔道,固定阀座的密封球面和游离阀座的密封球面所在球面的球径均等于阀球的球径,且固定阀座密封球面所在球面的球心位于固定阀组的轴线上,同时固定阀座的锥形孔道小端圆面的直径大于阀球的球径。阀球与游离阀座和固定阀座的密封球面精细研磨后,须先经退磁处理然后再进行配研,游离阀座密封球面和固定阀座密封球面的密封带宽度均需大于阀球球径的十分之一,以保证游离阀座和固定阀座与阀球之间较高的密封性。此外,游离阀座的外侧环面上铣有环形凹槽,且固定阀座的外侧环面上铣有等间距分层排列的环形凹槽,游离阀座和固定阀座环形凹槽的横截面均呈矩形,游离阀座的环形凹槽内填充润滑脂,而固定阀座的环形凹槽内配置下○型密封圈。
自控器采用自动控制机构和自动锁紧机构,并依据气动阀组的气动调节和自控弹簧的推力实现固定阀组的顺利启闭,它包括滑移轴、自控轴、自控锁、自控活塞、自控管、自控弹簧和自控基座,自动控制机构和自动锁紧机构同轴心布置且其主体部分均置于自控管内。
自控管的环腔内壁采用圆柱面,且自控管的两端设有不同型号的法兰盘,自控管下端的法兰盘与自控基座的法兰盘以及导流管上端的法兰盘的型号相一致且各法兰盘通过自控螺柱连接在一起。
自动控制机构由同轴心布置的滑移轴、自控轴和自控活塞组成,实现自动游离阀组的向上和向下滑移。滑移轴和自控轴用来将气动阀组的动力传递至自控活塞和阀球,其材质均选用耐磨、高强和热变形小的调质合金钢38CrMoAlA。滑移轴的上端通过方径接头接入气动轴套的方形盲孔内,且其下端通过螺纹与自控轴上端的螺纹接头进行连接;滑移轴的中部采用圆柱体且其下部采用扁盘体,滑移轴扁盘体的下端面上设有呈变截面回转体的凸台,且滑移轴扁盘体的外侧环面上铣有环形凹槽,滑移轴的环形凹槽内填充润滑脂。滑移轴圆柱体的外环面和气动阀座下管壁的圆形孔眼之间精密配合而构成移动副,同时滑移轴扁盘体的外侧环面与自控管的环腔内壁之间精密配合而构成移动副。自控轴的中部采用上细下粗的阶梯轴,且自控轴的下端通过螺纹与自控活塞进行连接。
自控活塞采用圆柱体,其材质选用6Cr18Mo,自控活塞外环面的上部铣有等间距分层排列的环形凹槽,自控活塞的各层环形凹槽内填充润滑脂,同时自控活塞的四周钻有沿圆周方向均匀布置的圆形盲孔,且自控活塞外环面的下部钻有与各圆形盲孔相同位置和直径的圆形流道,自控活塞的圆形流道等间距分层排列,各层圆形流道的轴线呈辐射状与对应位置处自控活塞圆形盲孔的轴线垂直相交。自控活塞的外环面与固定阀座和定位环的圆形孔道之间精密配合而构成移动副,同时自控活塞的下端面上加工有精细研磨的半球面,且自控活塞半球面所在球面的球径等于导流器阀球的球径,自控活塞的半球面与阀球之间同球心布置而构成圆球副。
自动锁紧机构由自控锁、自控基座和自控弹簧组成,实现自动控制机构和自动游离阀组的锁紧与解锁。自控基座的主体结构和规格大小与游离基座相一致,而自控基座外缘的法兰盘实现自控管与导流管间的密封,自控基座的四周不设圆形流道,且自控基座的凸台中心处铣有自控锁孔,自控锁孔的中央部位设有圆形锁眼,圆形锁眼的腔壁上设置两个对称布置的拱形锁槽,拱形锁槽的锁槽底面所在圆柱面的直径小于游离基座圆形孔道的直径。
自控弹簧的下端通过自控基座凸台的变截面结合处形成的台肩进行定位,其上端则通过滑移轴凸台的变截面结合处形成的台肩进行定位。
自控锁采用圆管体,自控锁的中心处钻有圆形锁道,圆形锁道与自控轴之间采用过盈配合,并依据自控轴的变截面结合处形成的轴肩而实现自控锁的定位。自控锁的外环面上铣有两个对称布置的拱形锁块,且自控锁拱形锁块的外侧环面和各锁块侧面与自控基座拱形锁槽的锁槽底面和各锁槽侧面之间精密配合而构成移动副。
气动阀组用来提供驱动力,并通过气压传动经由自动控制机构带动自动游离阀组上下滑移并完成自动锁紧机构的锁紧与解锁操作,它包括气动阀、气动轴套、气动阀座和上○型密封圈。气动阀通过气电转换器将电信号转换成气信号并自动控制气动阀内的气动量,进而实现滑移轴和自控轴的圆周运动和上下移动。气动阀的下端设有气动轴套,气动轴套的外环面采用阶梯回转面,而其内壁则采用方形盲孔。气动阀座采用矩形管体,其上管壁和下管壁的中央部位均钻有圆形孔眼,上管壁的圆形孔眼内配置气动轴套,而气动阀座的下管壁则设有柱形凸台,且其下管壁圆形孔眼的环腔内壁上铣有等间距分层排列的环形凹槽,气动阀座的环形凹槽内配置上○型密封圈。同时,气动阀座上管壁和下管壁的四周均钻有螺孔,其上管壁通过联接螺栓将气动阀接于气动阀座上,而气动阀座的下管壁则通过气动螺柱将气动阀组和自控管上端的法兰盘连接在一起。
○型密封圈采用耐腐蚀和耐温性能强的密封圈,它包含上○型密封圈和下○型密封圈,上○型密封圈用来实现自控器的滑移轴与气动阀座间的非金属密封,而下○型密封圈则用来实现导流器的固定阀组与导流管间的非金属密封。
该管道堵漏装置的自动导流作业流程为,气动阀组通过气电转换器将电信号转换成气信号并自动控制气动阀内的气动量,而后自动控制机构的滑移轴和自控轴带动自控活塞向下移动,并分别压缩自控弹簧和游离弹簧后驱动自动导流机构中自动游离阀组的游离阀座和阀球一起朝下滑移,从而打开固定阀组,接着依据气动阀组的气动调节使滑移轴和自控轴产生圆周运动,并使自动锁紧机构的自控锁卡入自控基座的自控锁孔内,而实现自动控制机构和自动游离阀组的锁紧,泄漏的带压油气依次流经游离基座、游离阀座、自控活塞和定位环上的流道和孔道并由导流器的导流管而引流外输。
该管道堵漏装置的焊补堵漏作业流程为,实施圆周焊并将焊接体的堵漏焊片焊补到油气工艺管道上,然后气动阀组通过气电转换器将电信号转换成气信号并自动控制气动阀内的气动量,而后自动控制机构的滑移轴和自控轴产生圆周运动,并使自动锁紧机构自控锁的拱形锁块与自控基座的拱形锁槽配合,而实现自动控制机构和自动游离阀组的解锁,接着依据气动阀组的气动调节使其气动轴套向上移动,而后自控弹簧和游离弹簧分别伸长并提供推力而由滑移轴、自控轴和自控活塞带动自动导流机构中自动游离阀组的游离阀座和阀球一起朝上滑移,从而关闭固定阀组,并止住泄漏的带压油气继续导流,最后依次完成焊片夹具、自控器和气动阀组的拆卸以及导流管上端及导流管三通管上各自盲端法兰盘的连接。
本发明所能达到的技术效果是,该管道堵漏装置采用带压油气导流技术,并结合气动阀组以及快速夹紧机构、自动导流机构和自动控制机构,实施泄漏带压油气自动导流作业与管道焊补堵漏作业,实现油气工艺管道不停输送的快速堵漏;焊片夹具采用上下对称布置的拱形卡爪及快速夹紧机构和螺旋机构而将焊接体快速夹紧至油气工艺管道泄漏点的正上方,焊接体通过焊片夹具的快速夹紧和管道泄漏部位的焊补而实现管道快速堵漏,导流器采用自动游离阀组和固定阀组构成自动导流机构,实现自动导流作业中泄漏带压油气的引流外输与焊补堵漏作业中的截流,自控器采用自动控制机构和自动锁紧机构,并依据气动阀组的气动调节和自控弹簧的推力实现固定阀组的顺利启闭,气动阀组用来提供驱动力,并通过气压传动经由自动控制机构带动自动游离阀组上下滑移并完成自动锁紧机构的锁紧与解锁操作,由此使得该管道堵漏装置具备作业流程简单、堵漏时间短和施工成本低等特点。
附图说明
下面结合附图对本发明作进一步的说明,但本发明并不局限于以下实施例。
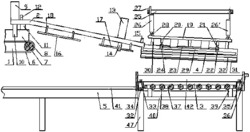
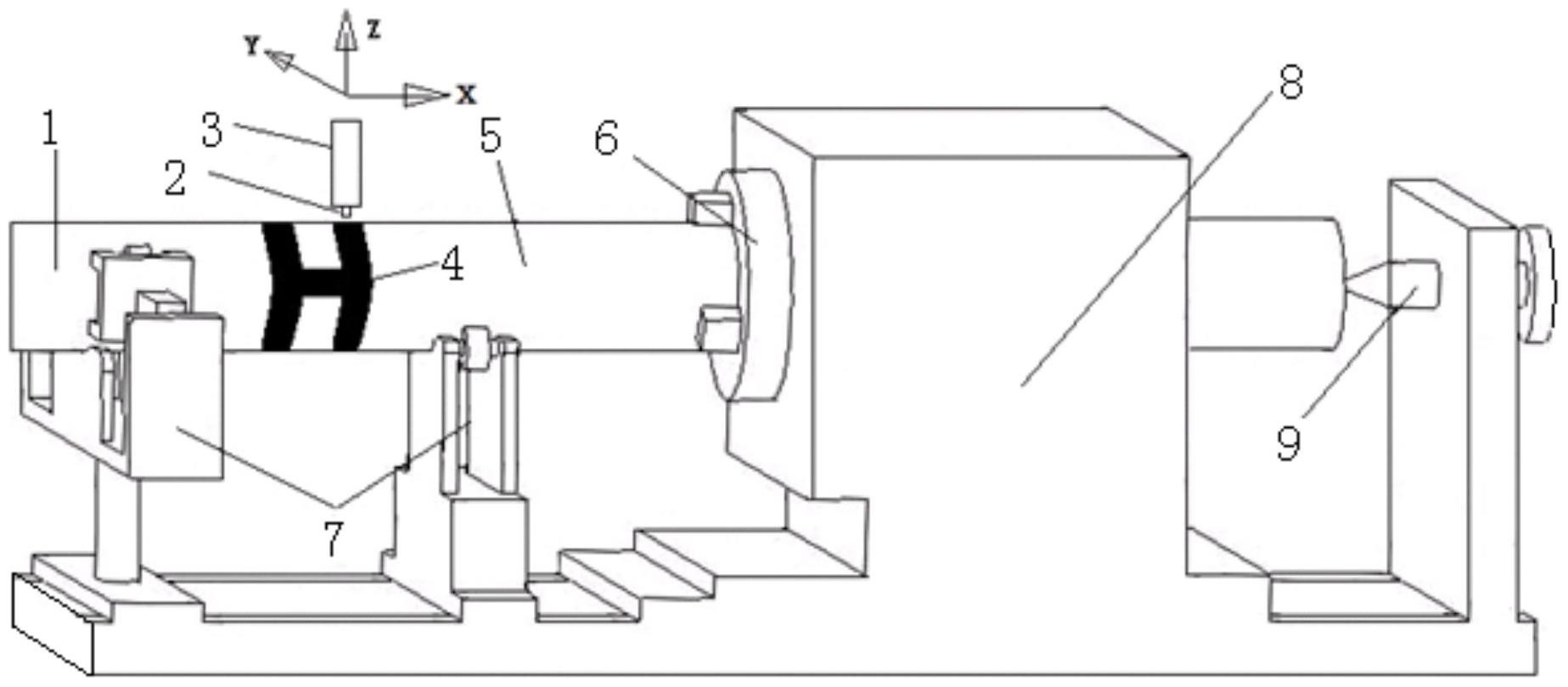
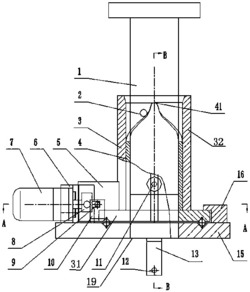
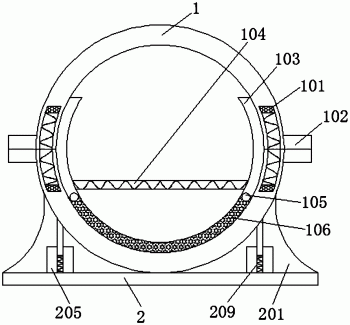
图1是根据本发明所提出的导流式油气不停输送管道堵漏装置的典型结构简图。
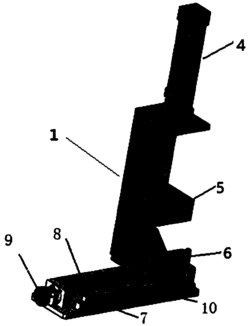
图2是导流式油气不停输送管道堵漏装置中焊片夹具的结构简图。
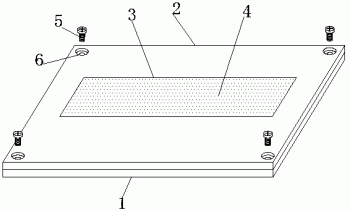
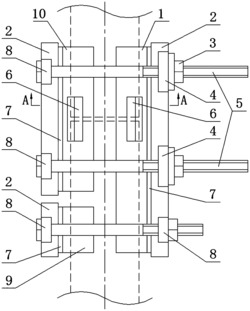
图3是导流式油气不停输送管道堵漏装置中焊接体的结构简图。
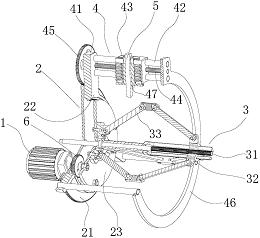
图4是导流式油气不停输送管道堵漏装置中导流器的结构简图。
图5是导流式油气不停输送管道堵漏装置中导流器固定阀组的结构简图。
图6是导流式油气不停输送管道堵漏装置中导流器自动游离阀组的结构简图。
图7是导流式油气不停输送管道堵漏装置中自控器的结构简图。
图8是图7的A—A剖视图。
图9是导流式油气不停输送管道堵漏装置中气动阀组的结构简图。
图10是导流式油气不停输送管道堵漏装置的不停输送快速堵漏作业流程简图。
图中1-气动阀组,2-自控器,3-导流器,4-焊接体,5-焊片夹具,6-上卡爪,7-螺旋转轮,8-螺旋动轴,9-螺旋垫片,10-下卡爪,11-○型密封环,12-堵漏焊片,13-定位环,14-固定阀座,15-下○型密封圈,16-导流管,17-阀球,18-游离阀座,19-游离弹簧,20-游离基座,21-自控管,22-滑移轴,23-自控弹簧,24-自控基座,25-自控锁,26-自控轴,27-自控活塞,28-气动阀,29-气动轴套,30-气动阀座,31-上○型密封圈。
具体实施方式
在图1中,导流式油气不停输送管道堵漏装置由气动阀组1、自控器2、导流器3、焊接体4和焊片夹具5组成。该管道堵漏装置采用左右全对称构造,其中焊片夹具5包含两个同型号对称布置的单体,而气动阀组1、自控器2、导流器3和焊接体4则采用柱状单体。焊片夹具5依据快速夹紧机构和螺旋机构将焊接体4快速夹紧至油气工艺管道的泄漏点处,依据气动阀组1、自控器2的自动控制机构以及导流器3的自动导流机构,实施泄漏带压油气自动导流作业与管道焊补堵漏作业,由此实现油气工艺管道不停输送的快速堵漏。
在图1中,导流式油气不停输送管道堵漏装置进行组装之前,气动阀组1的气动阀座、自控器2的自控管、导流器3的导流管、焊接体4的堵漏焊片和焊片夹具5的上下卡爪的外表面分别进行喷漆防腐处理,自控器2的滑移轴以及导流器3的游离阀座内依次填充满润滑脂;导流器3的游离阀座置于导流管中往复移动,应轻快灵活且无阻滞,自控器2的自控活塞置于导流器3的定位环和固定阀座中、自控器2的滑移轴置于自控管中以及自控器2的滑移轴置于气动阀组1的气动轴套中往复拉动,应轻快灵活且无阻滞,自控器2的自控锁应正常滑动且能反复锁紧和解锁;保持自控器2的自控管和导流器3的导流管环腔内壁的清洁,同时检查焊接体4的○型密封环有无损伤,检查各销轴和螺纹联接处是否牢固且有无锈蚀。
在图1中,导流式油气不停输送管道堵漏装置进行组装时,焊片夹具5通过夹紧销轴将其上卡爪和下卡爪铰接在一起,导流器3的自动游离阀组通过游离基座和导流螺柱与焊接体4的堵漏贴片进行连接,导流器3的固定阀组通过定位环置于导流管中,自控器2通过自控基座和自控螺柱接于导流器3的上端,并通过气动阀组1的气动阀座和气动螺柱而接于气动阀组1的下端。
在图1中,对于油气工艺管道管径变化的问题,可通过改变焊接体4和焊片夹具5规格的方式加以解决,气动阀组1的型号以及自控器2和导流器3的规格与焊接体4和焊片夹具5的规格保持一致,同时导流器3和焊接体4规格的选取需考虑泄漏带压油气的最大流压。
在图2中,焊片夹具5包含快速夹紧机构和螺旋机构,上卡爪6内环面与焊接体4的堵漏焊片相配,下卡爪10内环面的直径依据油气工艺管道的外径进行调整,上卡爪6和下卡爪10的壁厚需要考虑泄漏带压油气的最大流压和油气工艺管道泄漏部位的面积等因素后进行设计,螺旋动轴8的轴径和梯形传动螺纹的强度依据泄漏带压油气的最大流压和油气工艺管道泄漏部位的面积进行校核。
在图2中,焊片夹具5的快速夹紧机构由上卡爪6和下卡爪10组成,上卡爪6和下卡爪10的一侧通过夹紧销轴进行铰接,而另一侧则通过螺旋机构完成焊接体4与油气工艺管道间的快速夹紧和解脱;焊片夹具5的螺旋机构由螺旋转轮7、螺旋动轴8和螺旋垫片9组成,螺旋转轮7提供旋转动力,并依据螺旋动轴8与上卡爪6之间的螺旋副以及螺旋动轴8与下卡爪10和螺旋垫片9之间的转动副而实现螺旋传动,最终通过螺旋动轴8与螺旋垫片9之间的圆球副而将旋转动力传递至上卡爪6和下卡爪10。
在图3中,焊接体4中○型密封环11的截面尺寸依据泄漏带压油气的最大流压进行选型,而○型密封环11的周长则依据油气工艺管道泄漏部位的几何周长进行选取,堵漏焊片12拱形筒体的内侧环壁所在圆柱面的直径依据油气工艺管道的外径进行调整,堵漏焊片12三通管的规格依据油气工艺管道泄漏部位的面积进行选取。
在图3中,焊接体4的○型密封环11嵌入堵漏焊片12的环形沟槽内,通过焊片夹具5的上卡爪6和下卡爪10的快速夹紧而产生变形,并与油气工艺管道的外环面紧密贴合后,最终止住带压油气的继续泄漏,堵漏焊片12通过实施圆周焊而被焊补到油气工艺管道泄漏点的正上方。
在图4~图6中,导流器3采用自动游离阀组和固定阀组构成自动导流机构,导流管16和游离基座20的规格尺寸与堵漏焊片12三通管的规格保持一致,游离基座20的各圆形流道和圆形孔道、游离阀座18的各圆形流道、固定阀座14的圆形孔道以及定位环13的拱形流道均与导流管16三通管的规格尺寸保持一致,并依据泄漏带压油气的最大流压和油气工艺管道泄漏部位的面积等因素进行设计,游离弹簧19的型号依据游离阀座18与导流管16之间的摩擦力以及导流器3的阀球17和游离阀座18与自控器2的滑移轴、自控轴和自控活塞重力的合力等因素进行选型。
在图4~图6中,导流器3的固定阀组和自动游离阀组自上而下同轴心布置于导流管16内,固定阀组由定位环13、固定阀座14、下○型密封圈15和阀球17组成,而自动游离阀组则由阀球17、游离阀座18、游离弹簧19和游离基座20组成。固定阀座14的圆形孔道通过定位环13的拱形流道与导流管16的三通管保持联通,导流管16的环腔内壁通过游离基座20的各圆形流道和圆形孔道以及游离阀座18的各圆形流道与堵漏焊片12的三通管保持联通。固定阀座14的环形凹槽内嵌入下○型密封圈15,实现固定阀座14与导流管16间的密封。
在图4~图6中,依据气动阀组1的气动调节和游离阀座18与导流管16间的移动副,而使自控器2的自动控制机构同时压缩游离弹簧19和自控器2的自控弹簧,而后自控器2的自控活塞带动自动游离阀组的阀球17和游离阀座18一起朝下滑移并打开固定阀组,从而将泄漏的带压油气经由导流管16的三通管引流外输。依据导流器3的游离弹簧19和自控器2的自控弹簧一起伸长后提供的推力以及游离阀座18与导流管16间的移动副,进而推动自动游离阀组的阀球17和游离阀座18一起朝上滑移并关闭固定阀组。
在图7和图8中,自控器2包含自动控制机构和自动锁紧机构,滑移轴22方径接头的轴向长度、滑移轴22圆柱体轴段的轴向长度与气动阀组1气动阀座下管壁的轴向长度之间的差值以及自控轴26阶梯轴下轴段的轴向长度均需要大于固定阀组启闭时阀球17和游离阀座18上下滑移距离的最大值,自控活塞27的规格尺寸与导流器3固定阀座14的圆形孔道保持一致,自控弹簧23的型号与导流器3的游离弹簧19保持一致。
在图7和图8中,自控器2的自动控制机构由同轴心布置的滑移轴22、自控轴26和自控活塞27组成,而自控器2的自动锁紧机构则由自控弹簧23、自控基座24和自控锁25组成。依据气动阀组1的气动调节以及自控活塞27与导流器3的定位环13和固定阀座14间的移动副和滑移轴22与自控管21间的移动副,而使自控器2的滑移轴22和自控轴26带动自控活塞27朝下滑移,并依据气动阀组1的气动调节以及滑移轴22和自控轴26而将自控锁25卡入自控基座24的自控锁孔内,而完成自动锁紧机构的锁紧。同时依据气动阀组1的气动调节以及滑移轴22和自控轴26而使自控锁25的拱形锁块与自控基座24的拱形锁槽配合在一起,由此完成自动锁紧机构的解锁,而后依据导流器3的游离弹簧19和自控弹簧23一起伸长后的推力而通过滑移轴22和自控轴26带动自控活塞27朝上滑移。
在图9中,气动阀组1的气动阀28需提供气动轴套29圆周运动和上下移动的驱动力,气动阀28的气动量依据自控活塞27与定位环13和固定阀座14和滑移轴22与自控管21之间的摩擦力以及滑移轴22与上○型密封圈31之间摩擦力的合力最大值、游离弹簧19压缩时的最大轴向力和自控弹簧23压缩时的最大轴向力等因素进行设计,气动轴套29内方形盲孔的轴向长度需大于滑移轴22方径接头的轴向长度。
在图9中,气动阀28通过信号转换来控制气动量并提供驱动力,气动阀28提供的驱动力经由气动轴套29传递至滑移轴22和自控轴26,气动阀座30的环形凹槽内嵌入上○型密封圈31,以实现滑移轴22在自控管21内作圆周运动和上下移动时的密封。
在图10中,该管道堵漏装置不停输送快速堵漏作业流程的第一步实施快速夹紧作业,首先依据油气工艺管道泄漏部位的面积和几何周长以及泄漏带压油气的最大流压选取合适型号的焊接体4,并配置相应规格的气动阀组1、自控器2、导流器3和焊片夹具5;然后,○型密封环11和堵漏焊片12置于油气工艺管道泄漏点的正上方,并使堵漏焊片12的中央部位与管道泄漏点的几何中心近似重合;接着,焊片夹具5快速夹紧机构的上卡爪6和下卡爪10同时闭合,并使上卡爪6拱形沟槽的各沟槽面与堵漏焊片12拱形凹槽的各凹槽面紧密贴合,且将螺旋动轴8卡入螺旋垫片9和下卡爪10的拱形孔内,而将堵漏焊片12快速对接至油气工艺管道上;最后,依据焊片夹具5螺旋机构的螺旋副和圆球副将螺旋转轮7的旋转动力经由螺旋动轴8传递至上卡爪6和下卡爪10,并通过堵漏焊片12压紧○型密封环11,○型密封环11产生变形而止住带压油气继续泄漏。
在图10中,该管道堵漏装置不停输送快速堵漏作业流程的第二步实施自动导流作业,首先气动阀组1通过气电转换器将电信号转换成气信号而自动控制气动阀28的气动量,并提供气动轴套29向下移动的轴向驱动力;然后,自控器2自动控制机构的滑移轴22和自控轴26带动自控活塞27向下移动,下移过程中滑移轴22压缩自控弹簧23同时游离阀座18压缩游离弹簧19,并驱动导流器3自动游离阀组的阀球17和游离阀座18沿着导流管16的环腔内壁一起朝下滑移,从而打开自动导流机构的固定阀组;待自控活塞27带动阀球17和游离阀座18达到朝下滑移距离的最大值Δh后,依据气动阀28的气动调节而提供气动轴套29沿顺时针方向的周向驱动力,而后带动滑移轴22和自控轴26产生圆周运动,并使自控器2自动锁紧机构的自控锁25卡入自控基座24的自控锁孔内,而实现自控器2自动控制机构和导流器3自动游离阀组的锁紧;最后,泄漏的带压油气自泄漏点处依次流经游离基座20、游离阀座18、自控活塞27和定位环13上的流道和孔道并由导流管16的三通管而引流外输。
在图10中,该管道堵漏装置不停输送快速堵漏作业流程的第三步实施焊补堵漏作业,首先继续旋紧螺旋转轮7经螺旋动轴8并由上卡爪6和堵漏焊片12进一步压紧○型密封环11,使堵漏焊片12紧密贴合至油气工艺管道的外环面上,而后实施圆周焊并将堵漏焊片12焊补到油气工艺管道上;然后,依据气动阀28的气动调节并提供气动轴套29沿逆时针方向的周向驱动力,而后带动自动控制机构的滑移轴22和自控轴26产生圆周运动,并使自动锁紧机构自控锁25的拱形锁块与自控基座24的拱形锁槽再次配合,而实现自控器2自动控制机构和导流器3自动游离阀组的解锁;接着,依据气动阀28的气动调节并提供气动轴套29向上移动的轴向驱动力,而后自控弹簧23伸长而推动滑移轴22同时游离弹簧19伸长而推动游离阀座18一起向上移动,自控轴26和自控活塞27带动导流器3自动游离阀组的阀球17和游离阀座18沿着导流管16的环腔内壁一起朝上滑移,从而关闭自动导流机构的固定阀组;待自控活塞27带动阀球17和游离阀座18达到朝上滑移距离的最大值Δh后,依次旋松螺旋机构的螺旋副而卸下焊片夹具5和旋松各自控螺柱而卸下自控器2和气动阀组1,而后在导流管16的上端和导流管16的三通管上分别安装盲端法兰盘和密封垫片,完成焊补后导流器3的密封。
上述各实施例仅用于说明本发明,其中各部件的结构、连接方式等都是可以有所变化的,凡是在本发明技术方案的基础上进行的等同变换和改进,均不应排除在本发明的保护范围之外。
导流式油气不停输送管道堵漏装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0