

IPC分类号 : B01J37/04,B01J37/00,B01J35/00,B01J21/04,B01J29/00,B02C7/08







专利摘要
一种连续研磨制胶机,由外壳体(1)、盖板(2)、原料进料口、出料口(5)、至少两级混合盘和传动装置(12)组成;所述的盖板(2)位于外壳体(1)顶部并与外壳体活动连接,盖板(2)与外壳体(1)围成的空间为制胶室;所述的原料进料口设置于所述的盖板(2)上部并与所述的制胶室相通;所述的盖板(2)的下表面与第一级旋转盘(6)构成第一级混合盘,第一级混合盘下部至少设置第二级固定盘(7)与第二级旋转盘(8)构成的第二级混合盘,每一级混合盘中固定盘与旋转盘的配合面上分布着多圈咬合的混合齿;在使用过程中,由传动装置(12)带动转轴、旋转盘旋转。
权利要求
1.一种连续研磨制胶机,其特征在于,由外壳体(1)、盖板(2)、至少一个原料进料口、出料口(5)、至少两级混合盘和传动装置(12)组成;
所述的盖板(2)位于外壳体(1)顶部并与外壳体活动连接,盖板(2)与外壳体(1)围成的空间为制胶室;
所述的原料进料口设置于所述的盖板(2)上部并与所述的制胶室相通;
所述的盖板(2)的下表面与第一级旋转盘(6)构成第一级混合盘,第一级混合盘下部至少设置第二级固定盘(7)与第二级旋转盘(8)构成的第二级混合盘,每一级混合盘中固定盘与旋转盘的配合面上分布着多圈咬合的混合齿;
所述的外壳体(1)的下部设置出料口(5);
所述的各级旋转盘分别与转轴(10)连接,经转轴(10)与位于外壳体(1)之下的所述的传动装置(12)连接,在使用过程中,由传动装置(12)带动转轴、旋转盘旋转。
2.按照权利要求1所述的连续研磨制胶机,其特征在于,所述的原料进料口有粉体进料口(4)和液体/胶体进料口(3)组成,所述的粉体进料口(4)安装在所述的盖板(2)的几何中心,所述的液体/胶体进料口(3)对称设置于所述的粉体进料口两侧。
3.按照权利要求2所述的连续研磨制胶机,其特征在于,所述的液体/胶体进料口设置为环绕所述的粉体进料口的环形空间,所述的液体/胶体进料口与外部的液体或胶体进料管连通。
4.按照权利要求1、2或3中任一种所述的连续研磨制胶机,其特征在于,所述的第一级混合盘与第二级混合盘之间设有第二液体/胶体进料管(9),所述的第二液体/胶体进料管(9)一端伸出所述的外壳体(1)。
5.按照权利要求4所述的连续研磨制胶机,其特征在于,在最后一级旋转盘背面设置赶料构件(11),所述的赶料构件为片状结构,底部与所述的外壳体的底部内表面贴合,所述的赶料构件的数量为2~4。
6.按照权利要求4所述的连续研磨制胶机,其特征在于,所述的混合盘的级数为3-8,每一级混合盘由互相配合的固定盘和旋转盘组成,每一级固定盘和旋转盘配合面上沿径向以同心圆的方式交替排列着多圈混合齿。
7.按照权利要求6所述的连续研磨制胶机,其特征在于,与上一级混合盘相比,下一级混合盘上沿径向混合齿的圈数增加,沿径向相邻混合齿的间距减小,沿圆周方向相邻混合齿的间距减小,沿圆周方向相邻混合齿中心的圆周弧线长度减小。
8.按照权利要求7所述的连续研磨制胶机,其特征在于,所述的第一级混合盘和旋转盘配合面上设有2~5圈混合齿,其中,沿径向两个相邻混合齿的间距为5~40mm,沿圆周方向相邻混合齿间距为3~20mm,沿圆周方向相邻混合齿中心的圆周弧线长度为5~35mm。
9.按照权利要求8所述的连续研磨制胶机,其特征在于,所述的第一级混合盘和旋转盘配合面上沿径向设有2~4圈混合齿,其中,沿径向两个相邻混合齿的间距为5~20mm,沿圆周方向相邻混合齿的间距为5~20mm,沿圆周方向相邻混合齿中心的圆周弧线长度为7~25mm。
10.按照权利要求8或9所述的连续研磨制胶机,其特征在于,所述的第二级以后的混合盘中旋转盘混合齿与固定盘混合齿之间的咬合圈数为3~12圈;两个相邻圈齿之间间隙为0.2~20mm;混合齿中心的所在圆周弧线长度2~35mm。
11.按照权利要求8或9所述的连续研磨制胶机,其特征在于,所述的第二级以后的混合盘和旋转盘配合面上设有3~6圈混合齿;其中,沿圆周方向相邻混合齿间距为0.5~12mm;沿圆周方向相邻混合齿中心的圆周弧线长度为3~20mm。
12.按照权利要求1所述的连续研磨制胶机,其特征在于,所述的混合齿为部分扇形结构时,旋转盘上沿圆周相邻两个混合齿之间开槽夹角与所在的位置圆周法线、旋转方向构成后倾角α,所述的后倾角α范围在0.5°~40°;固定盘上沿圆周相邻两个混合齿之间开槽夹角与所在的位置圆周法线、旋转方向构成前倾角β,所述的前倾角β范围在0.5°~40°。
13.按照权利要求12所述的连续研磨制胶机,其特征在于,所述的前倾角β范围在1°~35°。
14.按照权利要求1所述的连续研磨制胶机,其特征在于,所述的外壳体(1)的侧面设置有与出料口(5)连通的出料管,所述的出料管轴线与水平面向下倾斜约20~40°,在水平面上的投影与壳体的圆周表面相切。
说明书
技术领域
本实用新型涉及一种胶体、胶体连续酸化、连续研磨功能一体的胶体连续制备机器,更具体地,涉及一种裂化催化剂胶体连续制备、酸化、研磨机。
背景技术
在化工等工业化生产中,经常遇到一种或几种固体粉料与一种或几种液体、胶体相互混合、混练、增湿等工艺,这些工艺基本上采用间歇式搅拌完成。例如在裂化催化剂的胶体制备工艺中,目前采用的是按比例将制备催化剂胶体的原料(如水、铝溶胶、分子筛浆液)、粉体原料(高岭土、拟薄水铝石)分别计总量,一次性投入成胶釜中,搅拌一定时间,再按要求加入一定量酸,搅拌酸化,制备成喷雾造粒前的胶体。此间歇式生产工艺存在连续性差,处理量小、人工手动投料误差大,劳动强度大、现场扬尘严重等缺点,更重要是无法适应现代化工厂大规模的连续自动化生产过程,因此有必要开发一种粉体与胶体、液体连续、高效地制备成胶体设备,实现固体粉料与液体、胶体连续混合、混练、增湿、胶体制备等工艺,实现此行业的连续化自动生产过程。
CN1552801A描述了一种用硅溶胶粘结剂裂化催化剂的制备方法,该专利涉及的方法是在成胶罐中事先制备出需要的几股胶体,如硅溶胶一股,分子筛一股,粘土、拟薄水铝石三股胶体等,然后将这几股胶体在快速搅拌混合釜中混合,即得催化剂干燥前的胶体。其中提到按专利US3957689 的方法制备硅溶胶,然而事实上也只是硅溶胶制备和几股胶体混合时在快速搅拌混合釜局部实施了连续,没有实现整个催化剂连续化制备工艺。
CN1098130A“一种裂化催化剂及其制备方法”、CN1436835A“一种催化裂化催化剂及其制备方法”等都是描述裂化催化剂制备配方,没有提到连续成胶工艺。
CN1580195A“裂化催化剂制备方法”、CN1579725A“高岭土胶体的制备方法”描述了一种裂化催化剂和高岭土胶体连续化制备方法,其只局限于高岭土胶体和拟薄水铝石胶体的制备方法,没有涉及固体粉料(高岭土、拟薄水铝石)与液体(水)、胶体(分子筛浆液、铝溶胶)的连续化混合工艺,更没有具体设备的描述,因此也无法真正实施催化剂胶体连续制备工艺过程。
综上所述,现有的技术尚未涉及一种粉体、液体、胶体连续高效制备成胶体,并对胶体进行连续酸化、连续研磨一体化设备和用此机器实现裂化催化剂胶体连续、高效地制备方法。因此在此提出一种由粉体、液体、胶体连续制备成催化剂胶体,并对胶体进行连续酸化、连续研磨一体化设备和与此相应的裂化催化剂胶体连续、高效地制备方法。
发明内容
本实用新型要解决的技术问题是提供一种连续研磨制胶机,该制胶机用于制备胶体,能够高效连续研磨、酸化、制胶。
本实用新型提供的连续研磨制胶机,由外壳体1、盖板2、至少一个原料进料口、出料口5、至少两级混合盘和传动装置12组成;
所述的盖板2位于外壳体1顶部并与外壳体活动连接,盖板2与外壳体1围成的空间为制胶室;
所述的原料进料口设置于所述的盖板2上部并与所述的制胶室相通;
所述的盖板2下表面与第一级旋转盘6构成第一级混合盘,第一级混合盘下部至少设置第二级固定盘7与第二级旋转盘8构成第二级混合盘,每一级混合盘中固定盘与旋转盘的配合面上分布着多圈咬合的混合齿;
所述的外壳体1下部设置出料口5;
所述的各级旋转盘分别与转轴10连接,经转轴10与所述的外壳体之下的传动装置12连接,在使用过程中,由传动装置带动转轴、旋转盘旋转。
本实用新型提供的连续研磨制胶机的有益效果为:
本实用新型提供的连续研磨制胶机在使用过程中,将固体粉料、液体、胶体连续混合成胶,并且同时酸化,实现胶体的连续自动化制备过程,从而大大提高制备效率,缩短制胶时间。
本实用新型提供的连续研磨制胶机在使用过程中,由于高效连续制胶、酸化、研磨制胶机的旋转盘与固定盘间的混合齿咬合空间提供了高速剪切力和强大的离心力,可以使制备出粒度细化、均匀好的胶体,生产出催化剂的强度、活性、稳定性好。
本实用新型的连续研磨制胶机在使用过程中,由于采用连续化生产方式,减少了现生产的工艺环节及有关中间设备,如中间反应罐、输送泵、搅拌器,节约了设备投资和维护费用,降低了能耗,具有显著经济效益。
附图说明:
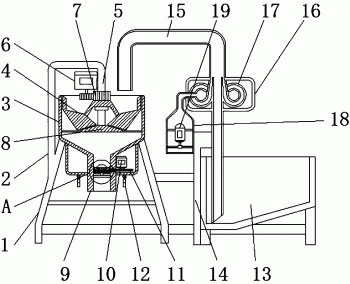
图1是本实用新型提供的连续研磨制胶机的立面剖面图;
图2是连续研磨制胶机第一种实施方式混合盘齿间咬合截面图;
图3是连续研磨制胶机第二种实施方式混合盘齿间咬合截面图;
图4是本实用新型提供的连续研磨制胶机液体酸加入管截面视图;
图5是本实用新型提供的连续研磨制胶机应用于裂化催化剂连续化成胶方法流程图。
附图中部件说明:
1-外壳体,2-盖板,3-液体/胶体进料口,4-粉体进料口,5-出料口, 6-第一级旋转盘,7-第二级固定盘,8-第二级旋转盘,9-第二液体/胶体进料管,10-转轴,11-赶料构件,12-传动装置,13-皮带轮,14-传动皮带, 15-螺条破碎机,16、17-粉体计量秤,18、19-粉体储料罐,21-第一级固定盘混合齿,22-胶体缓储罐,23-胶体输送泵,24-胶体高压泵,25-胶体输送管,26-双向切换阀,31、32-液体/胶体进料管,61-第一级旋转盘混合齿,71-第二级后固定盘混合齿,81-第二级后旋转盘混合齿,91-环形管, 92-喷嘴。
具体实施方式
以下详细说明本实用新型的具体实施方式:
说明书中提到的“顶部”是指容器由上至下0-5%的位置处;提到的“上部”是指物体由上至下0-50%的位置处,提到的“下部”是指物体由上至下50%-100%的位置处。
本实用新型提供的连续研磨连续研磨制胶机制胶机,由外壳体1、盖板2、至少一个原料进料口、出料口5、至少两级混合盘和传动装置12组成;
所述的盖板2位于外壳体1顶部并与外壳体活动连接,盖板2与外壳体1围成的空间为制胶室;
所述的原料进料口设置于所述的盖板2上部并与所述的制胶室相通;
所述的盖板下表面与第一级旋转盘6构成第一级混合盘,第一级混合盘下部至少设置第二级固定盘7与第二级旋转盘8构成第二级混合盘,每一级混合盘中固定盘与旋转盘的配合面上分布着多圈咬合的混合齿;
所述的外壳体1下部设置出料口5;
所述的各级旋转盘分别与转轴10连接,经转轴10与所述的外壳体之下的传动装置12连接,在使用过程中,由传动装置带动转轴、旋转盘旋转。
本实用新型提供的连续研磨制胶机中,优选地,优选地,所述的原料进料口由粉体进料口4和液体/胶体进料口3组成,所述的粉体进料口安装在所述的盖板2的几何中心,所述的液体/胶体进料口3对称设置于所述的粉体进料口两侧。
优选地,所述的液体/胶体进料口设置为环绕所述的粉体进料口的环形空间,所述的环形的液体/胶体进料口与外部的液体或胶体进料管连通。
所述的第一级混合盘与第二级混合盘之间设有第二液体/胶体进料管 9,所述的第二液体/胶体进料管9一端伸出所述的外壳体1。
本实用新型提供的连续研磨制胶机中,优选在最后一级旋转盘背面设置赶料构件,所述的赶料构件为片状结构,底部与所述的外壳体的底部贴合。优选地,赶料构件的数量为2~4。
优选地,所述的混合盘的级数为3-8,每一级混合盘由互相配合的固定盘和旋转盘组成,每一级固定盘和旋转盘配合面上由中心轴向外以同心圆的方式交替排列着多圈混合齿,每一级固定盘固定在外壳体1上,每一级旋转盘固定在转轴10上。
优选地,随混合盘级数增加,下一级混合盘上的混合齿的圈数增加,下一级混合盘上沿径向两个相邻的混合齿之间的间距缩小,下一级混合盘上同圈混合齿相邻混合齿之间的间距减小,下一级混合盘上同圈混合齿相邻混合齿中心的圆周弧线长度减小。
优选地,所述的第一级混合盘和旋转盘配合面上的设有2~5圈混合齿,其中,径向两个相邻混合齿之间的间距为5~40mm,沿圆周方向相邻混合齿间距为3~20mm,沿圆周方向相邻混合齿中心的圆周弧线长度为5~ 35mm。
优选地,所述的混合盘上所述的第一级混合盘和旋转盘配合面上的设有2~4圈混合齿,其中,沿径向两个相邻混合齿的间距为5~20mm,沿圆周方向相邻混合齿的间距为5~20mm,沿圆周方向相邻混合齿中心的圆周弧线长度为7~25mm。
其中,所述的第二级以后的混合盘中旋转盘混合齿与固定盘混合齿之间的咬合圈数为3~12圈;两个相邻圈齿之间间隙为0.2~20mm;混合齿中心的所在圆周弧线长度2~35mm。
更优选地,所述的第二级以后的混合盘中旋转盘混合齿与固定盘混合齿之间的咬合圈数为3~6圈;两个相邻圈齿之间间隙为0.5~12mm;混合齿中心的所在圆周弧线长度3~20mm。
优选地,混合齿为部分扇形结构时,旋转盘的同圆周两齿之间开槽夹角与所在的位置圆周法线、旋转方向构成后倾角α,倾角α范围在0.5°~ 40°,更优选1°~35°;固定盘混合齿的同圆周两齿之间开槽夹角与所在的位置圆周法线、旋转方向构成前倾角β,倾角β范围在0.5°~40°,更优选1°~35°。
所述的外壳体的侧面设置有与出料口连通的出料管,所述的出料管轴线与水平面向下倾斜约20~40°,在水平面上的投影与壳体的圆周表面相切。
本实用新型提供的连续研磨制胶机,采用优选的结构,所述的粉体进料口安装在所述的盖板的几何中心,所述的液体或胶体进料口3对称设置于所述的粉体进料口两侧。将粉体进料口设置于中心位置,粉体进料口与其外的套管所述的高效连续制胶、酸化、研磨制胶机的粉体进料口从中心内圆管加入,与此配套设置粉体计量、给料器、分体储罐等设备。
本实用新型提供的连续研磨制胶机,液体、胶体优选分别进料方式,引入到上部外圆管与内套圆管的环形空间内,进入制胶机内部空间。
本实用新型的连续研磨制胶机,所述的粉体进料口在盖板上开口,与第一级混合盘中心相通,所述的盖板外壁固定在外壳体上,盖板下表面作为固定盘与第一级旋转盘组合成第一级混合盘,所述的旋转盘中心安装在旋转轴上、外圆边缘与外壳体内壁有一定间隙,第一级混合盘之下可设置多级的固定盘和旋转盘组成为多级混合盘;混合盘的级数至少2级,优选 3~8级,最优选3~6级。
本实用新型的连续研磨制胶机,在第一级旋转盘与第二级固定盘之间设有第二液体/胶体进料管。优选地,所述的第二液体/胶体进料管出口为环绕旋转轴安装的带有喷嘴的环形管,所述的喷嘴的数量不限,要求按以旋转轴为中心对称均匀分布。
本实用新型的连续研磨制胶机,每一级混合盘的混合齿的咬合方式:从圆盘中心向外边缘分别为旋转盘混合齿、固定盘混合齿、旋转盘混合齿……固定盘混合齿的交替方式出现,其中最内圈混合齿必须为旋转盘混合齿,最外圈的混合齿可以是固定盘混合齿,也可以是旋转盘混合齿。
本实用新型的连续研磨制胶机,旋转盘混合齿、固定盘混合齿结构外形可以是圆形、多边形、对称扇形或不对称扇形等结构,各级混合盘之间的混合齿形状可以相同,也可以不同,在此不做限制。
本实用新型的连续研磨制胶机,为了实现由原料,包括粉体、胶体、液体快速地制胶、酸化、研磨,与其配套了每一种固体原料、液体原料、胶体原料的连续精确计量、稳定输送设备,可以按所要求控制各原料的比例实现连续制胶过程。
本实用新型提供的连续研磨制胶机,在工作过程中,根据要求对粉料、胶体、液体原料进行连续在线精确计量、稳定输送到高效制胶机的进料口内,电机通过主轴带动各级旋转盘快速旋转,粉料、胶体、液体下落到第一级旋转盘上,旋转盘混合齿围绕轴心高速旋转与固定盘混合齿的咬合空间形成高速剪切力和强大的离心力作用下,原料经过第一级混合盘快速地制备成胶体,胶体经过此旋转盘外边缘与壳体间的空间,进入第二级固定盘的上表面,汇集此盘的中心孔空间里,在此同时,液体酸通过进料管、环形空间管、喷嘴连续加入到第二级固定盘的中心孔附近空间里,与胶体一起混合进入第二级及以后几级的混合盘混合齿多重混合、破碎、研磨的作用,将胶体连续研磨、破碎酸化成喷雾前的胶体;在最后一级,由旋转盘下面的赶料构件将研磨、酸化后的胶体从排出口排出。
本实用新型的连续研磨制胶机,应用于裂化催化剂胶体连续制备过程是:粉体原料高岭土采用粉体计量输送器(可以是螺杆输送器、旋转阀、失重秤等)稳定输送到高效制胶机的粉体进料口里;粉体原料拟薄水铝石采用粉体计量输送器(可以是螺杆输送器、旋转阀、失重秤等)稳定输送到高效制胶机的粉体进料口里;分子筛浆液采用计量泵稳定输送到高效制胶机的液体进料口里;铝溶胶采用计量泵稳定输送到高效制胶机的液体进料口里;高效制胶机的主轴在电机的驱动下,带动旋转混合盘高速旋转,粉料、胶体、液体原料在第一级混合盘混合齿的咬合空间形成高速剪切力和强大的离心力作用下,快速地制备成胶体,胶体经过此旋转盘外边缘与壳体间的空间,进入第二级固定盘的上表面,汇集第二级固定盘的中心孔空间里,在此同时,液体酸通过进料管、环形空间管、喷嘴连续加入到第二级固定盘的中心孔附近空间里,与胶体一起混合进入第二级及以后几级的混合盘里,经过混合齿多重混合、破碎、研磨的作用,将胶体连续研磨、破碎酸化成喷雾前的胶体;在最后一级由旋转盘下面的赶料构件将研磨、酸化后的胶体从排出口排出。由此将裂化催化剂的原料,包括粉体、胶体和液体,实现了连续、高效地制备成喷雾造粒前的胶体。采用连续研磨制胶机连续化成胶生产催化裂化催化剂的方法,实现催化剂自动化生产,提高生产效率,减少人工劳动,节约能源,节约原材料,减少污染环境。
以下结合附图进一步说明本实用新型的连续研磨制胶机,和催化剂连续制备方法。
附图1是本实用新型提供的连续研磨制胶机的立面剖面图。所述的连续研磨制胶机由外壳体1、盖板2、液体/胶体进料口3、粉体进料口4、第二液体/胶体进料管9、第二级固定盘7、第一级旋转盘6、第二级旋转盘8、混合齿、出料口5、转轴10等组成,转轴10由轴承系支承安装在壳体1 内部几何中心;自上而下,液体/胶体进料口3与盖板2相连,盖板2的下表面分布着多圈混合齿21与固定在旋转轴上的第一级旋转盘6多圈第一级旋转盘混合齿61相咬合,构成第一级混合盘;之后往下由外壁固定在壳体 1上、中心开孔的第二级固定盘7与中心安装在旋转轴10上、外圆边缘与外壳体1内壁有一定间隙的第二级旋转盘8组合成后几级混合盘,在每一级组合的混合盘中的固定盘下表面与旋转盘上表面以同心圆的方式分布多圈咬合的混合齿,在最后一级组合的混合盘中的旋转盘的下表面分布有驱赶物料的赶料构件11,在第一级旋转盘6与第二级固定盘7之间设有第二液体/胶体进料管9,延伸到在旋转轴的中心位置处底部带喷嘴92的环形管91,在外壳体1下部侧面锥体上设置出料口5,且出口方向与研磨机内胶体的流线方向一致,方向倾斜向下约20~40°。与此配套的动力由电机通过联轴器或者传动皮带14、齿轮、链轮等传动方式中任何一种均可以,电机可以变频调速或者调速直接驱动。
附图2、3是连续研磨制胶机混合盘两种实施方式齿间咬合截面图,截面位置见图1中的M1-M1或者M3-M3,如附图2所示,混合齿的结构是圆柱形,如附图3所示,混合齿的结构是部分扇形,混合齿还可以是多种结构的组合,混合齿可以与盘面垂直,也可以倾斜一定的角度;第一级固定盘混合齿21或第二级后固定盘混合齿71与第一级旋转混合齿61或第二级后固定盘混合齿81以旋转盘中心为圆心,由内向外交替以不同半径的同心圆布置,在旋转盘的最外边缘与壳体内壁存在一定的空间,用于胶体流动进入下一级混合盘中。在第一级混合盘旋转盘、固定盘同圈两个相邻齿之间间隙(a1、a2、a3……,b1、b2、b3……)为3~20mm,优选4~20mm,最优选为5~20mm;当采用部分扇形混合齿结构时,旋转盘的同圆周两齿之间开槽夹角与所在的位置圆周法线、旋转方向构成后倾角(α1、α2、α3……),固定盘混合齿的同圆周两齿之间开槽夹角与所在的位置圆周法线、旋转方向构成前倾角(β1、β2、β3……),倾角范围在0.5°~40°,优选1°~35°,最优选1°~30°;混合齿中心的所在圆周弧线长度5~ 35mm,优先73~30mm,优先7~25mm。
自上而下第二级以后的混合盘中,旋转盘与固定盘径向两个相邻齿之间间隙(L1、L2、L3……)为0.2~20mm,优选0.4~15mm,最优选为0.5~ 12mm;旋转盘、固定盘同圈两个相邻齿之间间隙(a1、a2、a3……,b1、b2、 b3……)为0.2~20mm,优选0.4~15mm,最优选为0.5~12mm;当采用部分扇形混合齿结构时旋转盘的同圆周两齿之间开槽夹角与所在的位置圆周法线、旋转方向构成后倾角(α1、α2、α3……),固定盘混合齿的同圆周两齿之间开槽夹角与所在的位置圆周法线、旋转方向构成前倾角(β1、β2、β3……),倾角范围在0.5°~40°,优选1°~35°,最优选1°~ 30°;混合齿中心的所在圆周弧线长度2~35mm,优先3~30mm,优先3~25mm。
附图4为连续研磨制胶机液体酸加入管截面视图;在第一级旋转盘6 与第二级固定盘7之间设有第二液体/胶体进料管9,延伸到在旋转轴的中心位置处底部带喷嘴92的环形管91,喷嘴92的数量不限,要求按设备中心均匀分布。
附图5是连续研磨制胶机应用于裂化催化剂连续化成胶方法的流程,第一种粉体(如高岭土)存放于粉体储料罐19,第二种粉体(如拟薄水铝石)存放于粉体储料罐18里,按配方设定各粉体的输送量,由各自的粉体计量器17、16将粉体输送到螺条破碎机15里,由螺条破碎机15在输送粉体的同时将大块状的粉料破碎成细颗粒状的粉料、通过接管输送到制胶机的粉体进料口4里;胶体1(如分子筛浆液)或者液体2(如铝溶胶)精确计量、稳定给料通过液体/胶体进料管31输送到制胶机里,粉体、胶体、液体落入在制胶机的第一级旋转盘6上相遇,其上表面上的第一级旋转盘混合齿61与盖板2下面的第一级固定盘混合齿21组合成的破碎咬合空间,给原料提供了高速剪切力和强大的离心力,将原料快速地制备成胶体,胶体经过第一级旋转盘6外边缘与外壳体1形成的空间,进入第二级固定盘 7的上表面,汇集此盘的中心孔空间里,在此同时,液体酸通过第二液体/ 胶体进料管9、环形管91、喷嘴92连续加入到第二级固定盘7的中心孔附近空间里,与胶体一起混合进入第二级及以后几级的混合盘混合齿多重混合、破碎、研磨的作用,将胶体连续研磨、破碎酸化成喷雾前的胶体;在最后一级,由旋转盘下面的赶料构件11将研磨、酸化后的胶体从出料口5 排出;胶体可直接存放于胶体缓储罐22里,经胶体输送泵23、胶体高压泵24输送到喷雾干燥器干燥成催化剂颗粒,也可以经胶体输送管25直接输送到胶体高压泵24里,由喷雾干燥器干燥成催化剂颗粒,在此两条胶体输送管线汇合处设置双向切换阀26控制供料胶体线路。
以下的实施例将对本发明予以进一步说明,但本实用新型并不因此而受限制。
实施例1
实施例说明采用连续研磨制胶机连续化成胶生产催化裂化催化剂的方法。
采用附图5所示的催化裂化催化剂制备流程,高岭土粉料输送到粉体储料罐18,拟薄水铝石粉料输送到粉体储料罐19里,高岭土按1400kg/h 的输送量由粉体计量器16(皮带秤)输送到螺条破碎机15里;拟薄水铝石按900kg/h的输送量由粉体计量器17输送到螺条破碎机15里;螺条破碎机15按50r/min输送高岭土、拟薄水铝石粉体物料到连续研磨制胶机的粉体进料口4里,分子筛浆液由计量泵按3860kg/h由液体/胶体进料管31 输送到连续研磨制胶机里,铝溶胶按1850kg/h的量输送到制胶机里的液体 /胶体进料管32里,粉体、胶体经连续研磨制胶机快速地制备成初级胶体,再与36%的盐酸经第二液体/胶体进料口9按53.7kg/h连续加入到连续研磨制胶机里,再由后续几级混合盘连续研磨、酸化成催化剂喷雾胶体,由出料口5排出,直接经胶体输送管25输送到胶体高压泵24,经喷雾干燥得催化剂成品3.5吨,耗时约1.2h(含开机、停机清洗时间,实际制胶时间约1h),对胶体分析,固含量37.6%,估算供制备催化剂胶体8000kg,经过催化剂强度、活性、稳定性分析,结果见表1;制备出的胶体粒度、制胶过程的能耗对比见表2。
实施例1中采用的连续研磨制胶机结构为:外壳体直径为600mm,高 1800mm,粉体进料口4直径为120mm,液体、液体/胶体进料口直径为50mm,第二液体/胶体进料管直径15mm,出料口直径为100mm,连续研磨制胶机的制胶室由四级混合盘组成,第一级混合盘由4圈混合齿构成,二、三、四级混合盘为6圈混合齿构成,第一级混合盘混合齿为圆柱形混合齿,齿间距L1=L2=L3=10mm,a1=a2=a3=a4=15mm;二、三、四级混合盘混合齿为扇形混合齿,齿间距L1=L2=L3=2mm,a1=a2=a3=b1=b2=b3=4mm;旋转混合齿的倾角与所在园边法线成后倾30°,固定盘混合齿与旋转方向构成前倾角30°(即α1=α2=α3=β1=β2=β3=30°),旋转盘的转速为1100r/min。
其中制胶机功率45kW,粉料1、2供料阀功率0.5kW,粉体计量秤1、 2功率1.5kW,螺条混合机功率3kW,铝溶胶、分子筛计量泵2.2kW,盐酸泵 0.75kw。
对比例1
采用传统2级10m3罐式搅拌釜制备裂化催化剂胶体,将高岭土 1400kg、拟薄水铝石粉900kg、分子筛浆液3860kg、铝溶胶1850kg、水投入600kg到第一级搅拌混合釜里,经过3h搅拌混合后,将胶体转入到第二级搅拌混合釜里,加入36%的盐酸53.7kg,经过1h化搅拌,制备载体胶体 8600kg,胶体固含量35%,经喷雾干燥后得催化剂成品3.5吨,耗时约4h, 第一级、第二级搅拌釜电机的功率为55kW.经催化剂强度、活性、稳定性分析,结果见表1,制备出的胶体粒度、制胶过程的能耗对比见表2。
实施例2
连续研磨制胶机的结构同实施例1,按附图5所示的催化剂胶体制备流程方法,各原料:高岭土按2100kg/h的输送量,拟薄水铝石按1350kg/h 的输送量,分子筛浆液按5790kg/h,铝溶胶按2775kg/h,浓度36%盐酸按 80.6kg/h,连续加入到制胶机里混合,再由后续几级混合盘连续研磨、酸化成催化剂喷雾胶体,由出料口5排出,放于胶体缓冲罐24里,由高压泵 27输送,经喷雾干燥得催化剂成品5.25吨,耗时约1.2h(含开机、停机清洗时间,实际制胶时间约1h),对胶体分析,固含量37.6%,估算供制备催化剂胶体12000kg,经过催化剂强度、活性、稳定性分析,结果见表1,制备出的胶体粒度、制胶过程的能耗对比见表2。
对比例2
采用传统2级20m3罐式搅拌釜制备裂化催化剂胶体,将高岭土 2100kg、拟薄水铝石粉1350kg、分子筛浆液5790kg、铝溶胶2775kg、水投入900kg到第一级搅拌混合釜里,经过3h的搅拌混合后,将胶体转入到第二级搅拌混合釜里,加入36%的盐酸80.6kg,经过1h酸化搅拌,制备载体胶体12900kg,胶体固含量35%,经喷雾干燥后得催化剂成品5.25吨,胶体制备耗时约4h,经过催化剂强度、活性、稳定性分析,结果见表1,制备出的胶体粒度、制胶过程的能耗对比见表2。
表1催化剂制备过程和催化剂产品物性
注:*催化剂的磨损指数分析方法见RIPP 29-90(《石油化工分析方法(RIPP 试验方法)》(杨翠定等科学出版社1990))。
**制备出的催化剂固含量~86%,分析方法见RIPP 29-90(《石油化工分析方法(RIPP试验方法)》(杨翠定等科学出版社1990))。
***催化剂的微反活性、水热稳定性分析方法见RIPP 92-90(《石油化工分析方法(RIPP试验方法)》(杨翠定等科学出版社1990))。
从表1看出:实施例1催化剂胶体制备效率是对比1的2.5倍,制备出的催化剂活性基本相当,17h水热稳定性较对比例1高出3~4个百分点;实施例2催化剂胶体制备效率是对比2的4倍,制备出的催化剂活性、17h 水热稳定性与实施例1相当,17h水热稳定性较对比例2高出2个百分点。由此可见:连续制胶效率高,制备出催化剂水热稳定性好。
表2催化剂制备过程中得到的催化剂喷雾胶体性质和过程能耗
从表2看出:实施例1、2制备出的胶体粒度分布范围在1~16μm 之间,中位粒径为6~8μm之间,胶体无大于1mm的微粒团;对比例1、2 制备出的胶体粒度分布范围在5~2500μm之间,中位粒径为20~25μm之间,胶体中含有1~3mm的微粒团约3.5%,连续制胶生产出的胶体较间歇制胶的的粒度明显细,这有利于提高催化剂的强度。由实施例1、2和对比例1、2制胶能耗对比看出,连续制胶时间短、混合效率高,间歇制胶需要两级混合,混合时间长,搅拌电机功率大,能耗是连续制胶过程5~7倍;连续制胶胶体固含量高于间歇成胶,干燥水量小,间歇制胶干燥能耗高。
一种连续研磨制胶机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




















动态评分
0.0