








专利摘要
本实用新型提供一种叉车轮胎轮毂安装工装,包括支撑固定组件和压紧组件,所述支撑固定组件的液压缸滑动套筒固定设置在工装台的一侧;压紧组件包括液压缸、工装盘、钩爪安装盘、复数钩爪、复数复位弹簧、钩爪张紧装置、螺纹轴,所述液压缸设在液压缸滑动套筒内,工装盘固定在液压缸滑动套筒的顶端,复数钩爪均与钩爪安装盘铰接,钩爪安装盘固定液压缸外侧,复位弹簧的一端固定在液压缸外侧,另一端固定在对应的钩爪上,螺纹轴固定在液压缸顶杆上,所述钩爪张紧装置内设置有螺纹槽,且与螺纹轴相互匹配;所述工装盘上设置有复数定位销钉以及复数螺栓定位槽。本实用新型可降低轮胎车毂安装的劳动强度,提高安装效率,为企业节约时间成本和人力成本。
权利要求
1.一种叉车轮胎轮毂安装工装,其特征在于:所述轮胎毂安装工装包括支撑固定组件和压紧组件,所述支撑固定组件包括工装台和液压缸滑动套筒,所述液压缸滑动套筒固定设置在工装台的一侧;所述压紧组件包括液压缸、工装盘、钩爪安装盘、复数钩爪、复数复位弹簧、钩爪张紧装置、螺纹轴,所述液压缸设置在所述液压缸滑动套筒内部,所述工装盘固定在所述液压缸滑动套筒的顶端,所述复数钩爪均与钩爪安装盘铰接,所述钩爪安装盘固定液压缸外侧,所述复数钩爪端部的凸爪部朝外;各所述复位弹簧的一端固定在液压缸外侧,另一端固定在对应的钩爪上,所述螺纹轴的一端固定在液压缸顶杆上,且所述复数钩爪以及螺纹轴的另一端均穿过所述工装盘;所述钩爪张紧装置内设置有螺纹槽,且所述螺纹槽与螺纹轴相互匹配;
所述工装盘上设置有复数定位销钉以及复数螺栓定位槽,所述复数定位销钉与车毂上的定位孔相配合,所述复数螺栓定位槽与车毂上的螺栓孔相配合。
2.根据权利要求1所述的一种叉车轮胎轮毂安装工装,其特征在于:所述复数螺栓定位槽底部设置有磁体。
3.根据权利要求1所述的一种叉车轮胎轮毂安装工装,其特征在于:所述液压缸通过一油管与电动液压泵相连。
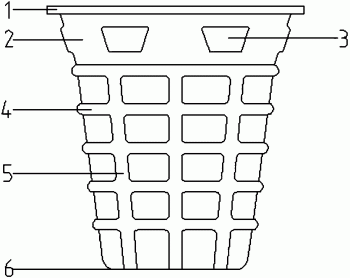
4.根据权利要求1所述的一种叉车轮胎轮毂安装工装,其特征在于:所述轮胎毂安装工装还与一周转车相配合,所述周转车上设置有复数轮胎放置槽,所述周转车底部设置有车轮。
说明书
【技术领域】
本实用新型涉及一种叉车轮胎轮毂安装工装。
【背景技术】
目前叉车轮胎厂对叉车轮胎安装方法不尽相同,但都存在员工体力劳动量大,自动化程度不高,费时费力,企业人力成本投入大等问题。目前所用安装方法中,工人首先将一侧轮毂安装在轮毂上,再用压机将其压实归位,然后将轮胎反向抬起,再压紧另一侧轮毂,将另一侧轮毂预安装在轮胎上,放上六颗螺栓,通过六颗螺栓将两侧轮毂进行预定位;最后将轮胎推入压机将预安装轮毂压实,取出压实后的轮胎将六颗螺母拧紧,紧固轮毂。整个安装过程耗时长,需要投入大量劳动力成本在这个简单的装配工序上。
【发明内容】
为了克服现有技术的缺陷,本实用新型提供一种叉车轮胎轮毂安装工装,此工装采用半自动化方式对叉车实心轮胎和轮毂进行预定位以及安装,安装过程简单机械,劳动强度大大降低,为企业节约时间成本和人力成本,提高企业生产效率。
本实用新型是这样实现的:
一种叉车轮胎轮毂安装工装,所述轮胎车毂安装工装包括支撑固定组件和压紧组件,所述支撑固定组件包括工装台和液压缸滑动套筒,所述液压缸滑动套筒固定设置在工装台的一侧;所述压紧组件包括液压缸、工装盘、钩爪安装盘、复数钩爪、复数复位弹簧、钩爪张紧装置、螺纹轴,所述液压缸设置在所述液压缸滑动套筒内部,所述工装盘固定在所述液压缸滑动套筒的顶端,所述复数钩爪均与钩爪安装盘铰接,所述钩爪安装盘固定液压缸外侧,所述复数钩爪端部的凸爪部朝外;各所述复位弹簧的一端固定在液压缸外侧,另一端固定在对应的钩爪上,所述螺纹轴的一端固定在液压缸顶杆上,且所述复数钩爪以及螺纹轴的另一端均穿过所述工装盘;所述钩爪张紧装置内设置有螺纹槽,且所述螺纹槽与螺纹轴相互匹配;
所述工装盘上设置有复数定位销钉以及复数螺栓定位槽,所述复数定位销钉与车毂上的定位孔相配合,所述复数螺栓定位槽与车毂上的螺栓孔相配合。
进一步地,所述复数螺栓定位槽底部设置有磁体。
进一步地,所述液压缸通过一油管与电动液压泵相连。
进一步地,所述轮胎车毂安装工装还与一周转车相配合,所述周转车上设置有复数轮胎放置槽,所述周转车底部设置有车轮。
本实用新型具有如下优点:
本实用新型通过电动液压泵驱动压紧组件的钩爪和工装盘的配合将两侧轮毂压入轮胎中,通过本实用新型工人无需再将轮胎进行翻转,抬起等高劳动强度地操作,只需进行简单的预安装步骤以及启动开关步骤就能将轮胎与轮毂进行安装,大大减轻了劳动强度和工人安装一个轮胎所需要的安装时间,且打紧螺母过程也能在工装台上一次性完成,螺栓打紧后卸下轮胎推至周转车上并重复上述机械操作进行下一个轮胎安装。整个安装过程简单机械,劳动强度大大降低,既节省了人力,又提高了叉车轮胎的安装效率。
【附图说明】
下面参照附图结合实施例对本实用新型作进一步的说明。
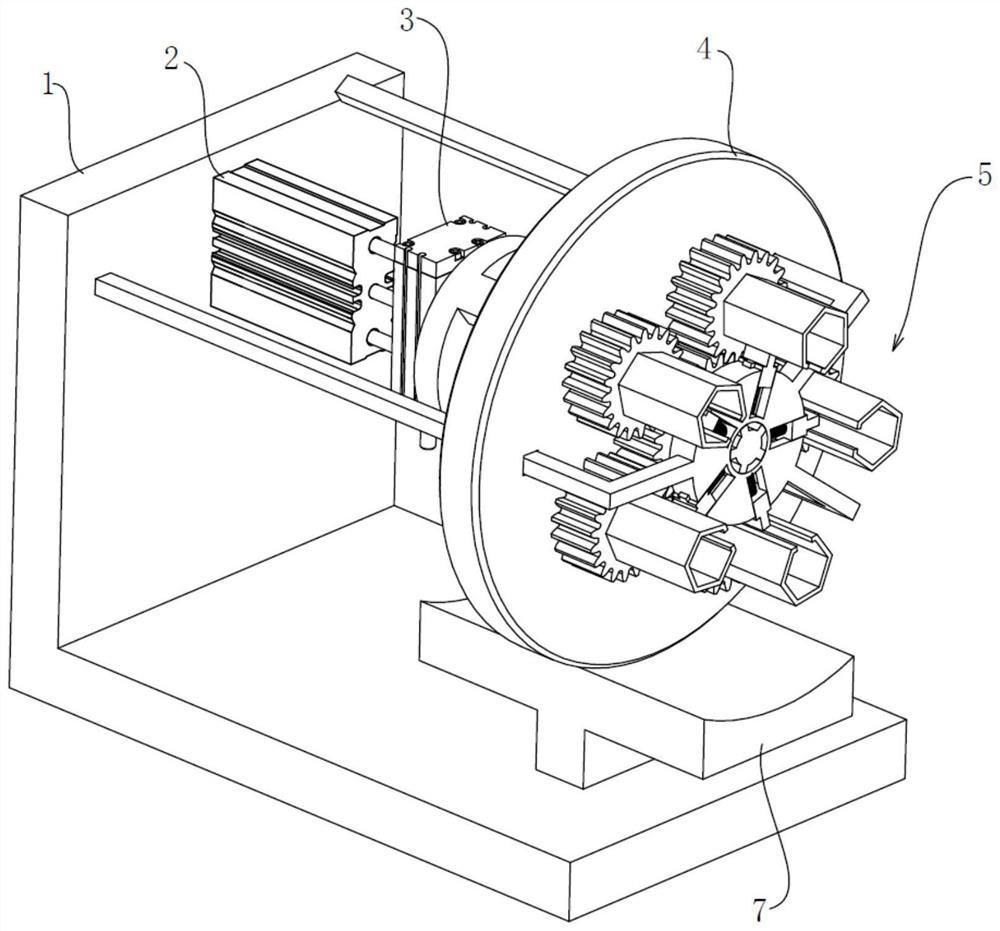
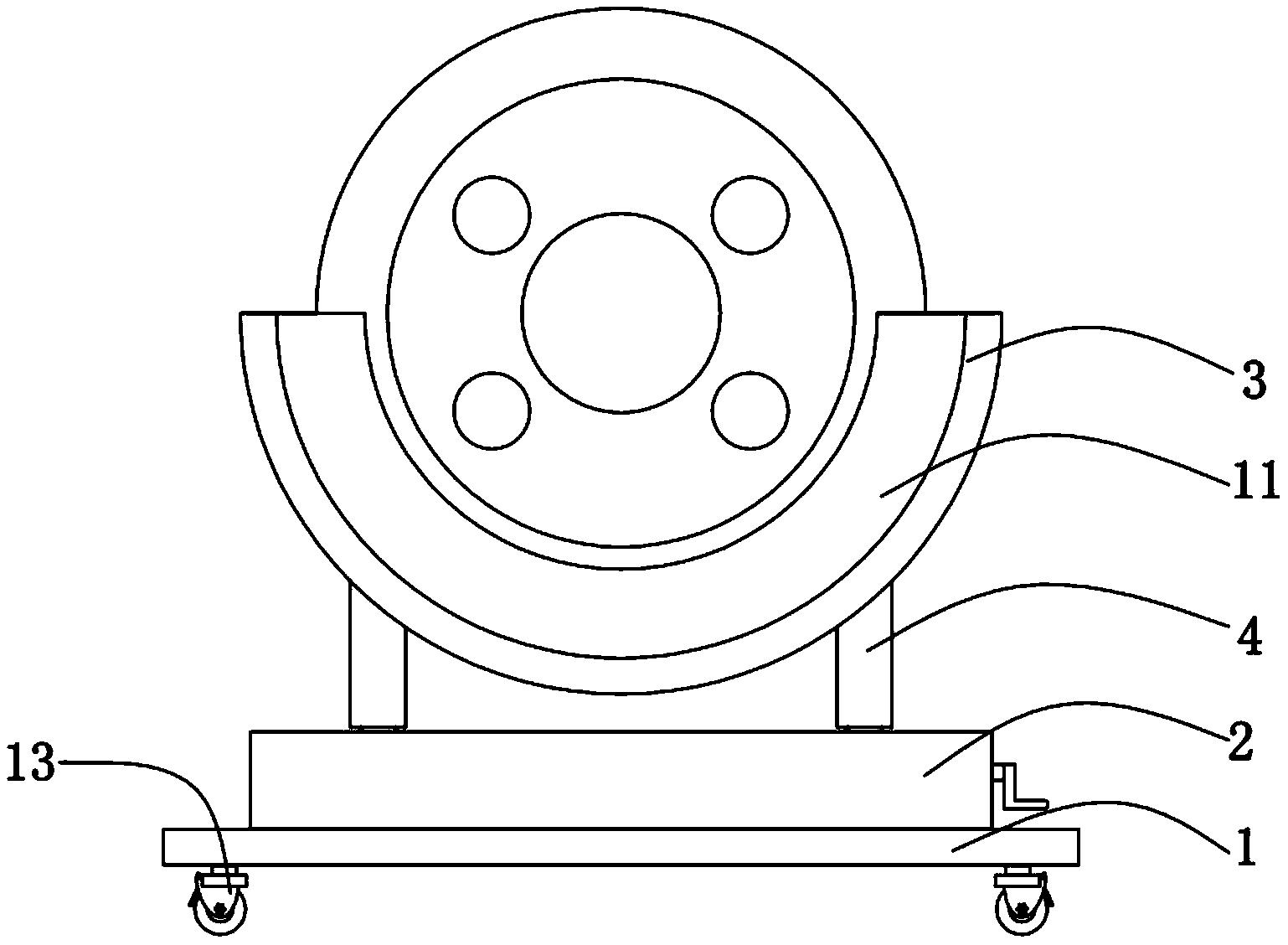
图1为本实用新型轮胎车毂安装工装与周转车相配合的结构示意图。
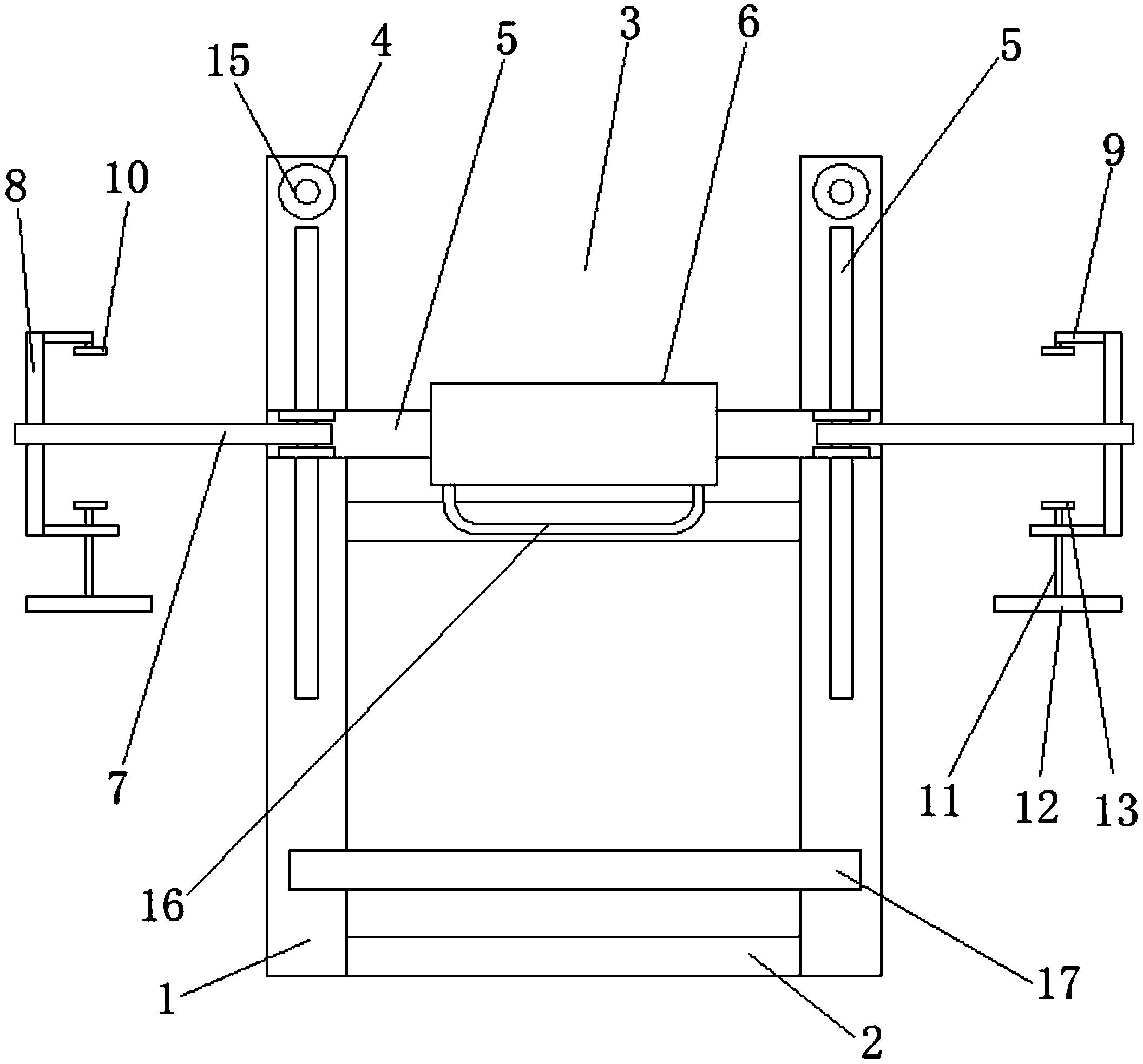
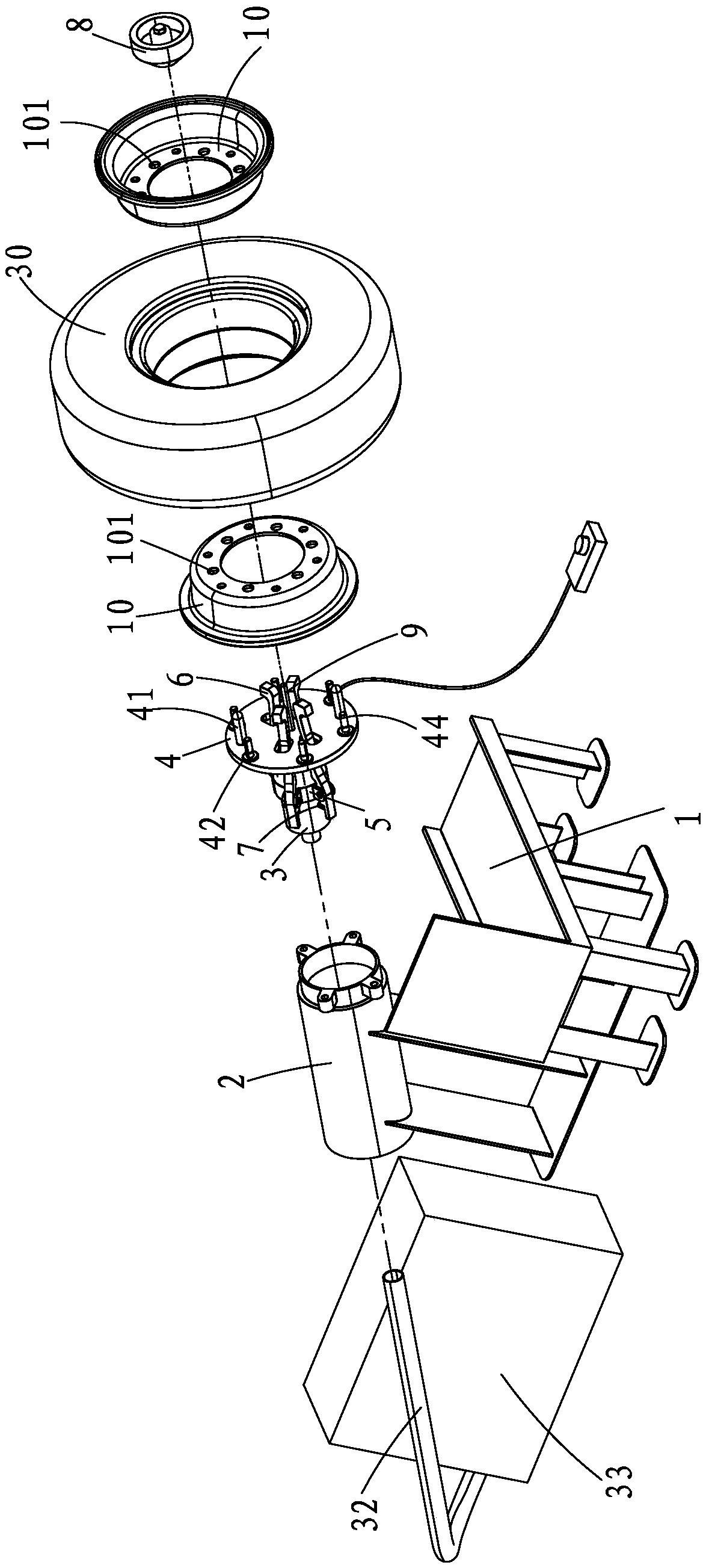
图2为本实用新型轮胎车毂安装工装与轮胎车毂配合的爆炸图。
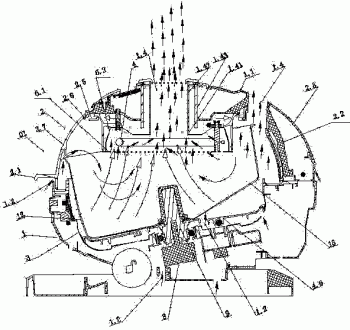
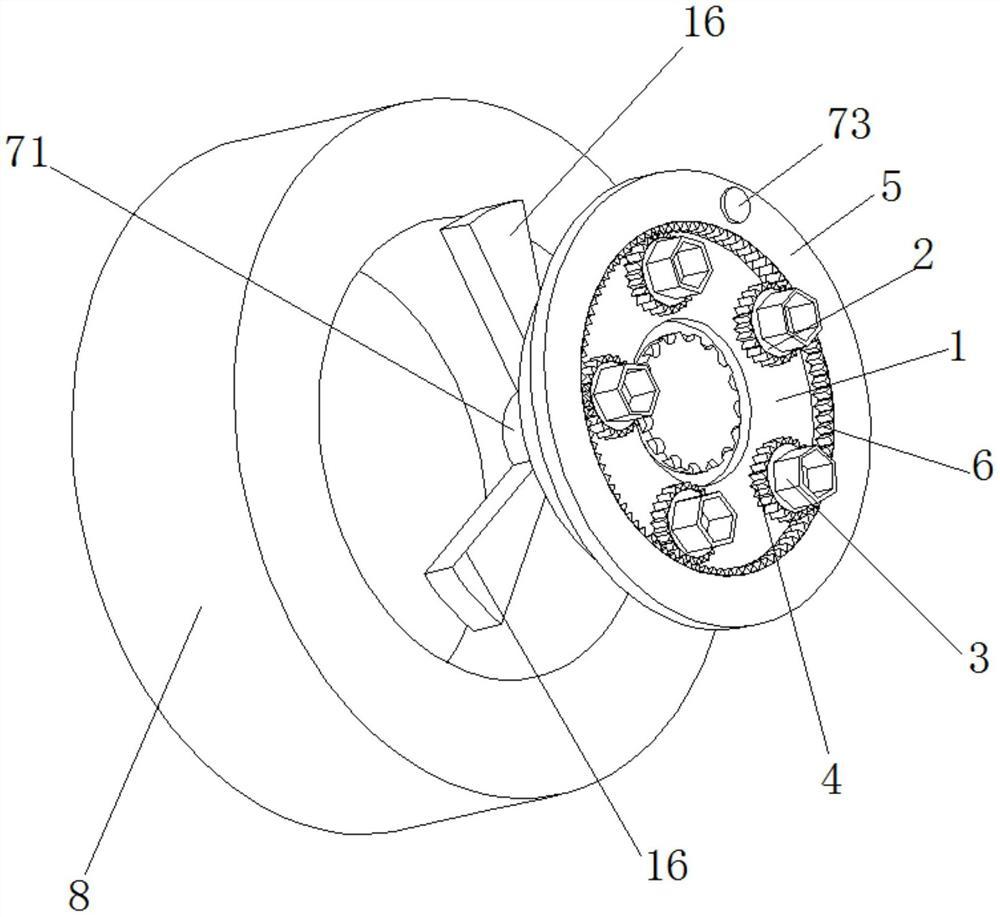
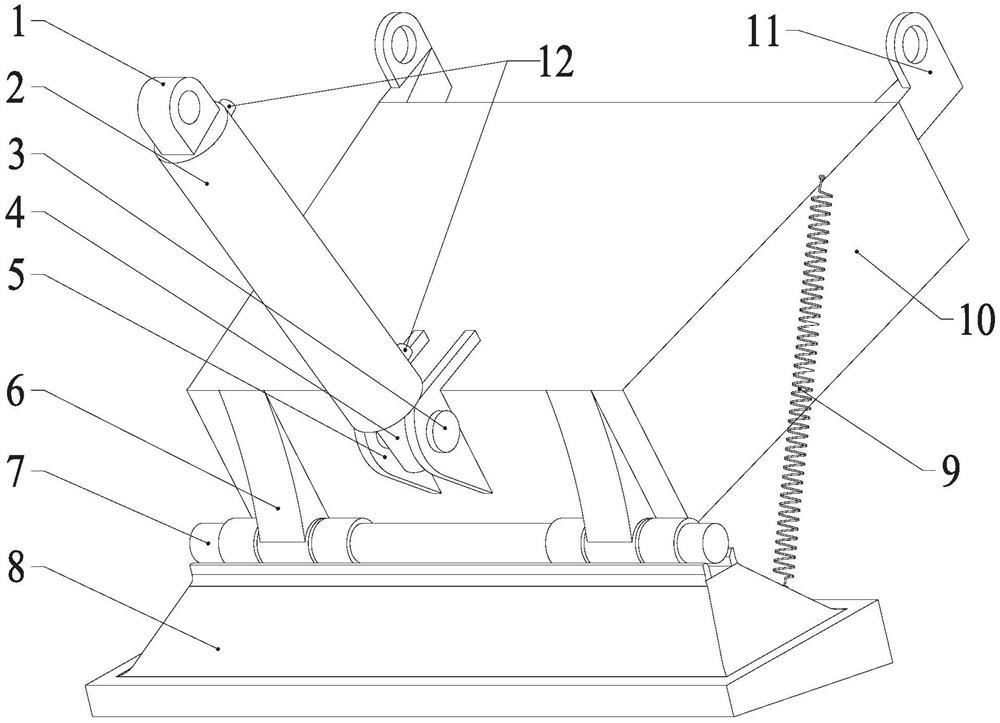
图3为本实用新型压紧组件与轮胎车毂配合的剖视图。
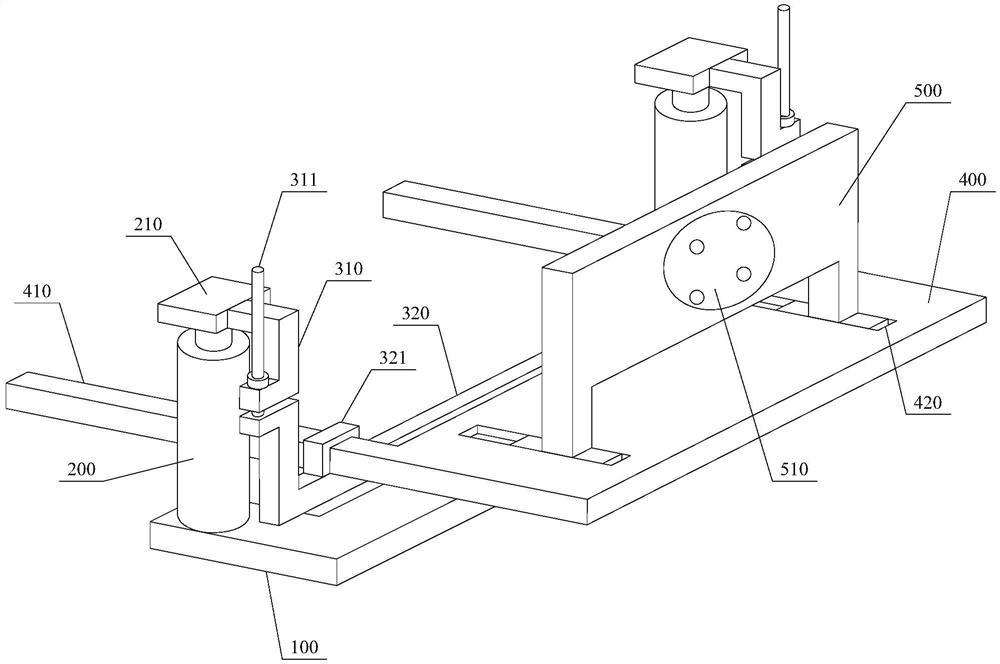
图4位本实用新型的压紧组件局部示意图。
【具体实施方式】
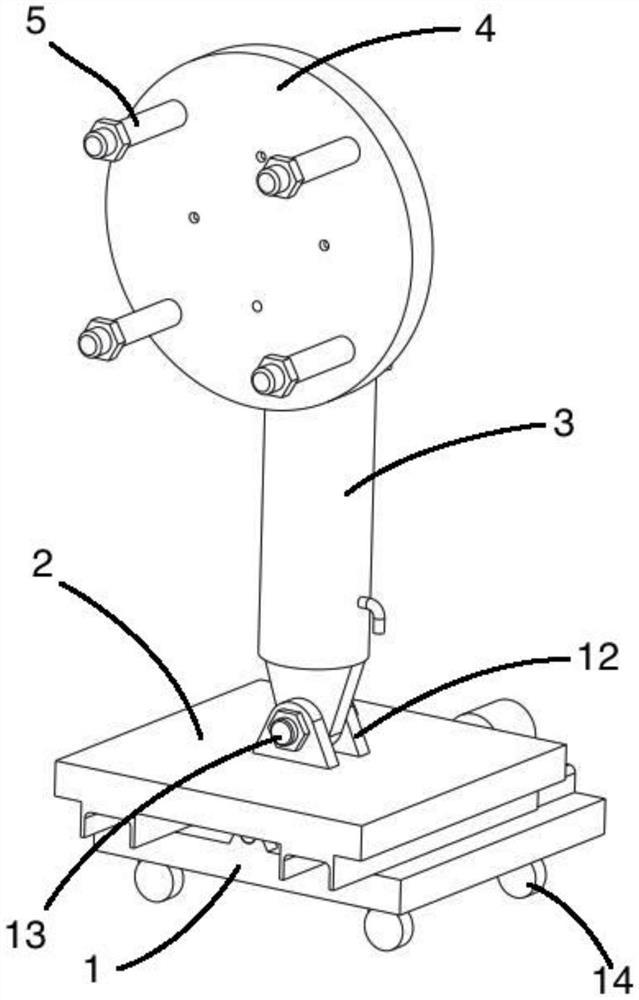
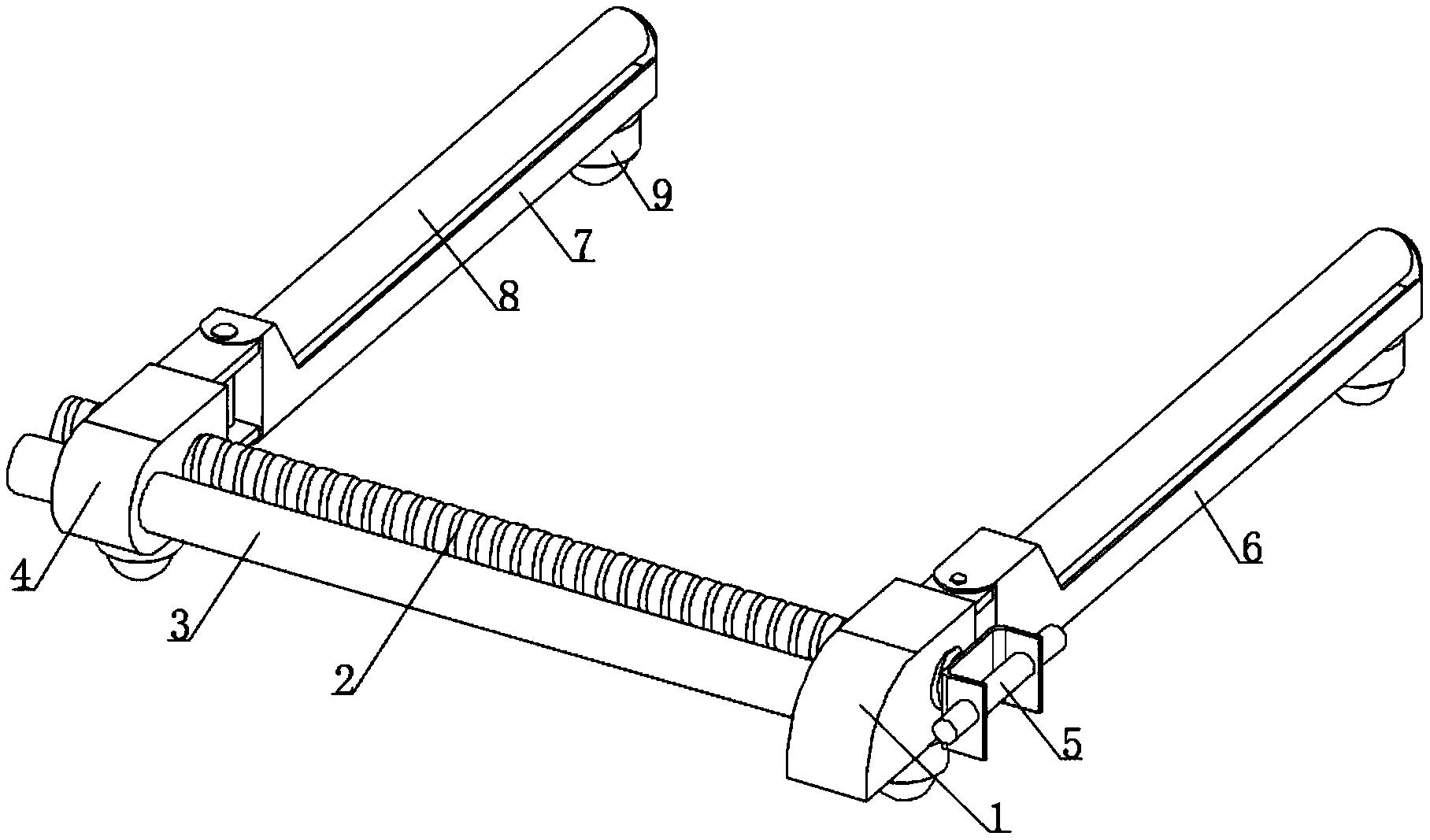
参照图1-4,本实用新型涉及一种叉车轮胎轮毂安装工装,所述轮胎车毂安装工装包括支撑固定组件和压紧组件,所述支撑固定组件包括工装台1 和液压缸滑动套筒2,所述液压缸滑动套筒2固定设置在工装台1的一侧;所述压紧组件包括液压缸3、工装盘4、钩爪安装盘5、复数钩爪6、复数复位弹簧7、钩爪张紧装置8、螺纹轴9,所述液压缸3设置在所述液压缸滑动套筒2内部,所述工装盘4固定在所述液压缸滑动套筒2的顶端,所述复数钩爪6均与钩爪安装盘5铰接,所述钩爪安装盘5固定液压缸3外侧,所述复数钩爪6端部的凸爪部61朝外;各所述复位弹簧7的一端固定在液压缸3外侧,另一端固定在对应的钩爪6上,所述液压缸3上设置有液压缸顶杆31,所述液压缸顶杆31的自由端顶在工装盘4上,所述螺纹轴9的一端固定在液压缸顶杆31的自由端上,且所述复数钩爪6以及螺纹轴9的另一端均穿过所述工装盘4;所述钩爪张紧装置8内设置有螺纹槽81,且所述螺纹槽81与螺纹轴9相互匹配;
所述工装盘4上设置有复数定位销钉41以及复数螺栓定位槽42,所述复数定位销钉41与车毂10上的定位孔相配合,所述复数螺栓定位槽42与车毂10上的螺栓孔相配合。
所述复数螺栓定位槽42底部设置有磁体43。
所述液压缸3通过一油管32与电动液压泵33相连。
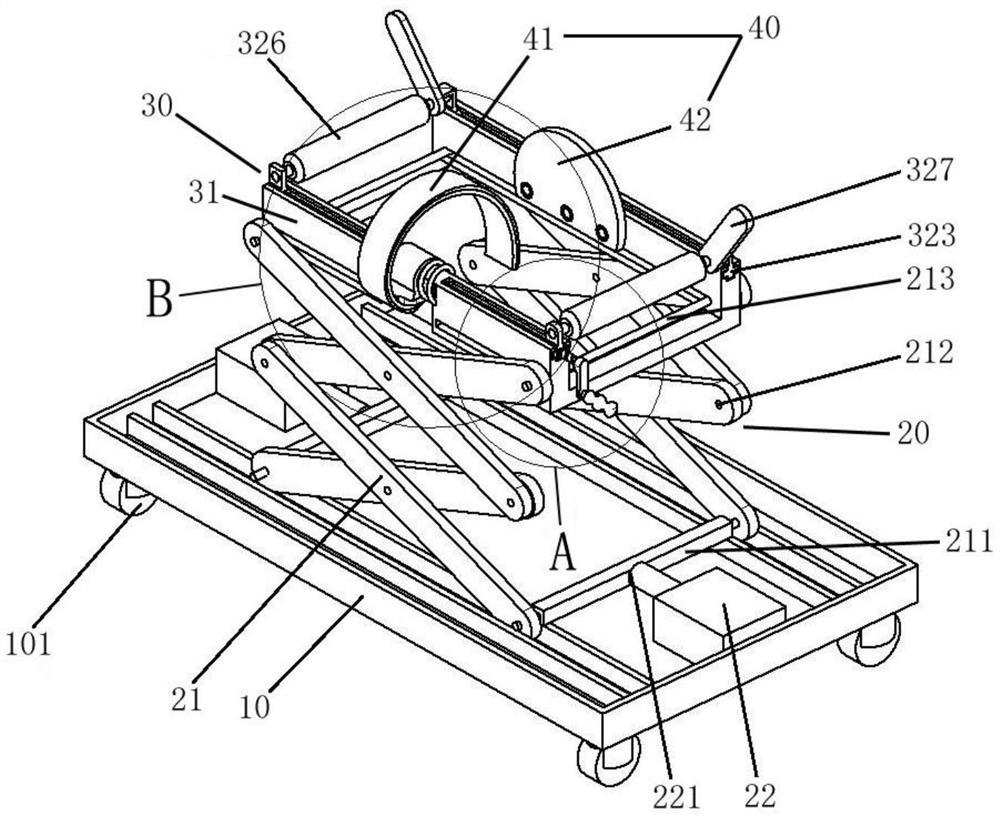
所述轮胎车毂安装工装还与一周转车20相配合,所述周转车20上设置有复数轮胎放置槽201,所述周转车20底部设置有车轮202。
使用本实用新型安装轮胎车毂的过程如下:
1、将待装配轮胎30置于周转车20的轮胎放置槽201上,并推至工装台1前;
2、将六颗预装螺栓40吸附于工装盘4的螺栓定位槽42上;
3、将左侧轮毂10上的定位孔101通过工装盘4上的定位销钉41定位后套在工装盘4上;
4、将待装配轮胎30推上工装台1,并套在左侧轮毂10上;
5、将右侧轮毂10上的定位孔101也套入工装盘4上的定位销钉41,经其定位后套于轮胎30内,此时钩爪6与螺纹轴9均从右侧轮毂10中部的大孔延伸出;
6、将钩爪张紧装置8的螺纹槽81套在螺纹轴9上,通过气动扳手拧动钩爪张紧装置8使螺纹轴9不断深入螺纹槽81,即使钩爪张紧装置8不断向下并慢慢撑开钩爪6,直至螺纹轴9顶至螺纹槽81底部,此时钩爪6处于完全张开状态;完全张开后的钩爪6向外的凸爪部61均勾住右侧轮毂10;
7、启动电动液压泵33开关,液压缸3开始工作:液压缸顶杆31伸出,对工装盘4有一个F(方向为液压缸顶杆31推出方向的作用力),则工装盘4将对液压缸顶杆31有个反作用力F’(方向与液压缸顶杆31推出方向相反),由于工装盘4固定在液压缸滑动套筒2的顶端,液压缸滑动套筒2 与工装台1固定,因此工装盘4自由度为0,则液压缸3沿着液压缸滑动套筒2向液压缸顶杆31推出方向的反方向运动,并带动钩爪6也向其方向运动,通过钩爪6与工装盘4两个相反的力将两侧轮毂10进行压紧,完成轮胎30和轮毂10的压紧动作;
8、待轮毂10被压紧至轮胎30内安装位置后松开电动液压泵33开关,钩爪6通过复位弹簧7回复至初始位置,液压缸3泄压,液压缸顶杆31回复至初始位置;
9、用气动扳手将预装螺栓40通过螺母紧固在左右两侧的车毂10上;
10、完成安装,卸下轮胎30,置于周转车20上,向前推动周转车20,安装下一个待装配实心轮胎。
本实用新型的压紧组件具有加紧轮毂并压紧至装配位置的作用,周转车 20具有放置待安装轮胎以及周转已经安装完毕轮胎的作用。
本实用新型通过电动液压泵33驱动压紧组件的钩爪6和工装盘4的配合将两侧轮毂10压入轮胎30中,通过本实用新型工人无需再将轮胎30进行翻转,抬起等高劳动强度地操作,只需进行简单的预安装步骤以及启动开关步骤就能将轮胎30与轮毂10进行安装,大大减轻了劳动强度和工人安装一个轮胎30所需要的安装时间,且打紧螺母过程也能在工装台上一次性完成,螺栓40打紧后卸下轮胎推至周转车20上并重复上述机械操作进行下一个轮胎30安装。整个安装过程简单机械,劳动强度大大降低,既节省了人力,又提高了叉车轮胎的安装效率。
虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
一种叉车轮胎轮毂安装工装专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0