

IPC分类号 : B29C70/34,B29C70/54,B29K307/04,B29K309/08,B29K63/00,B29K31/00,B29K67/00




专利摘要
本发明涉及一种真空辅助树脂流动复合材料成型方法,将纤维增强材料裁剪后,按制品设计的层数和结构铺放到模具型腔中;把树脂和固化剂配制成浸渍胶液;把浸渍胶液均匀涂覆到模具型腔中,并保证胶液浸透纤维增强材料;将模具送进真空袋密封后抽真空;至真空袋膜紧紧贴合在模具撑起的增强材料表面上。用有弹性平面的制板将真空袋中的气泡及富余的胶液驱赶到模具型腔外的边缘上,随后,在常温或加温以及真空条件下,产品逐渐固化后脱模。本发明可以提高复合材料制品的力学性能和表面质量,降低其生产设备、辅助材料成本,简化方法操作的方法。
权利要求
1、一种纤维增强树脂基复合材料的真空赶胶成型方法,其特征在于:将纤维增强材料裁剪后,按制品设计的层数和结构铺放到模具型腔中;把树脂和固化剂称重、混合、搅拌均匀配制成浸渍胶液;把浸渍胶液均匀涂覆到模具型腔中,并保证胶液浸透增强材料;将模具送进真空袋中,真空袋外接与真空管道连接的接口,真空袋密封后抽真空,直至真空袋膜紧紧贴合在模具撑起的增强材料表面上,待真空袋气压小于-0.1Mpa时,用有弹性平面的制板将真空袋中的气泡及富余的胶液驱赶到模具型腔外的边缘上,固化脱模。
2、根据权利要求1的成型方法,其特征在于,所述的增强材料为碳纤维、玻璃纤维、芳纶纤维一种或几种的混编织物。
3、根据权利要求1的成型方法,其特征在于,所述的浸渍胶液所用的树脂基体为环氧树脂、乙烯基酯树脂或不饱和聚酯树脂的一种或者几种的混合树脂,且混合树脂的粘度常温下在0.1-1.0Pa.s之间。
4、根据权利要求1的成型方法,其特征在于,所述真空袋为塑料或橡胶材料的薄膜袋。
说明书
技术领域技术领域
本发明属于复合材料成型方法技术领域,涉及真空辅助树脂流动成型方法技术,适合各种尺寸和复杂结构的碳纤维复合材料制品的制备,如碳纤维摩托车挡泥板等配件,碳纤维汽车引擎盖、后盖、沙板、扰流板等外观件,模型飞机的桨片,碳纤维家俱等制品的制造。
技术背景背景技术
近年来,随着高性能纤维(主要指碳纤维、芳纶纤维或者其混杂纤维等)增强树脂基复合材料制品成型技术的快速发展,其应用范围也相应迅速扩大。在交通工具、高档玩具、体育器材、乐器、医疗器械等各行业器材的大量配件、结构件的加工方法中,一般采用纤维增强树脂复合材料的手糊或喷射成型技术。但是传统的手糊或喷射成型制品存在树脂含量高,力学性能差,生产环境恶劣,产品质量稳定性不好等问题。这样对于高档次的制品,传统的成型技术局限性很大。近些年来,人们广泛采用的是树脂传递模塑成型(ResinTransfer Molding,RTM)技术。其主要原理为首先在模腔中铺放好按性能和结构要求设计好的增强材料预成型体,采用注射设备将专用低粘度注射树脂体系注入闭合模腔,模具具有周边密封和紧固系统,注射口以及排气系统,树脂在注射压力下能够顺畅的流动并排出模腔中的全部气体和彻底浸润纤维,并且模具还有加热系统可进行加热固化而成型复合材料构件。其主要特点有:闭模成型,产品尺寸和外型精度高,适合成型高质量的复合材料整体构件(整个叶片-次成型);初期投资较大;制品内外表面光洁度高,成型效率高。但是,无论是模具设计和制造、增强材料的设计和铺放、树脂类型的选择与改性、方法参数(如注射压力、温度、树脂粘度等)的确定与实施,都需要在产品生产前通过计算机模拟分析和实验验证来确定,从而有效保证质量的-致性,其成本较高。
中国专利CN1554531公开了一种真空辅助成型方法技术,需要在预制件边缘设置树脂刹闸区控制树脂对预制件的浸渍;在排气系统中设置排气通道,调整气路结构,排放真空袋内气体;设计树脂导流介质多层叠和铺放结构,控制树脂的流动状态。其方法复杂,操作技术要求高,而且对于大制品,容易出现胶液粘度与抽真空速度难以控制,浸渍不均匀,排气通道、树脂导流设置复杂,易出废品等缺点。需要设计树脂流道,精确控制胶液粘度和初粘时间,精确控制抽真空速度等等,
现有技术存在的问题:
1模具复杂,而且难于制做倒钩型的产品;
2原材料成本高:为了保证注胶的顺利,只能采用适合的增强材料;树脂的选择也很关键,粘度和适用期要适合方法要求。
3成型方法复杂:由于树脂在封闭的模具中流动和浸渍,方法的控制比较难,易出现干纱现象,特别是在提高纤维含量的情况下。
4对于表面有碳纤维花纹的产品,难以保证纹路的规则性:因为树脂是在一定的压力下注入模具中,容易冲刷纤维使纤维纹路扭曲变形。
5产品容易出现局部积胶:由于纤维铺放时出现的局部不均匀,在空隙处就会出现积胶。
发明内容发明内容
本发明为提高纤维增强树脂复合材料制品的力学性能,改善制品的表面质量并降低其生产设备、辅助材料成本,减少产品的废品率,简化方法操作,提出了一种真空赶胶复合材料成型方法。
本发明提出的真空赶胶复合材料成型方法:首先将纤维增强材料裁剪后,按制品设计的层数和结构铺放到模具型腔中;把树脂和固化剂按比例称重、混合、搅拌均匀配制成浸渍胶液;把浸渍胶液均匀涂覆到模具型腔中,并保证胶液浸透增强材料;将模具送进塑料或橡胶材料的薄膜真空袋,密封后抽真空;在真空的作用下真空袋中空气被抽走,同时真空袋膜紧紧贴合在模具撑起的增强材料表面上。待真空袋的气压小于-0.1MPa时,用手指或弹性平面的制板将真空袋中的气泡及富余的胶液在树脂凝胶之前驱赶到模具型腔外的边缘上,随后,在常温或加温(是否加温由树脂成分确定)以及真空条件下,产品逐渐固化后脱模。在真空赶胶过程中,应保证产品厚度的均匀性,并确保不使增强材料发生变型和纤维织物的纹理移位。树脂凝胶时间由树脂成分确定。
上述成型方法的模具为制品成型用的模具,材料为玻璃钢、金属模或及其它模具的一种或者其组合。
上述成型方法的增强材料为常用的纤维增强材料,如碳纤维、玻璃纤维、芳纶纤维或其单一品种或混编织物。
上述成型方法的浸渍胶液按常规复合材料用的浸渍胶液配制,其中树脂为常用的环氧树脂、乙烯基酯树脂或不饱和树脂的一种或者其混合树脂。为了保证树脂浸透增强材料,树脂体系在混合后常温下的粘度在0.1-1.0Pa.s之间。
上述成型方法的真空袋为塑料或橡胶材料的薄膜袋,外接与真空管道连接的接口,不需设置多处树脂流道。
上述方法的用的弹性平面的制板可为普通软木、塑料、橡胶或玻璃钢材料等。
本发明的效果:
本发明是在传统手工手糊方法的基础上增加了真空袋的使用,因此这种真空赶胶成型方法兼有手糊方法和RTM方法的优点。第一.预先涂胶方法保证了胶液对增强纤维的充分浸渍,避免出现干纱,避免出现废品;第二.在真空及弹性制板的作用下,大大减少了制品的孔隙率和含胶量,纤维体积含量可超过50%,产品的力学性能可达RTM方法的制品性能;第三.在真空压力及弹性制板的作用下,制品在尖角及直角等部位保持纤维织物的纹路,从而获得优异的表面质量,这是任何其他方法都难以实现的;第四,与其他真空辅助成型技术(如RTM)相比,不需要设计树脂流道,精确控制胶液粘度和初粘时间,精确控制抽真空速度等等,大幅简化了成型方法;第五,与RTM方法比较,不需要特定的纤维织物和专用树脂,树脂用量可以控制,降低了材料成本;且设备简单、操作过程简练,易掌握,产品可一次成型,生产效率高;模具简单。第六,与手糊方法比较,作业环境清洁,环保。可生产具有尖角和倒扣等结构复杂的产品。
附图说明附图说明
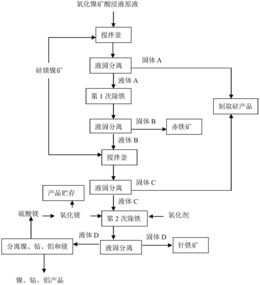
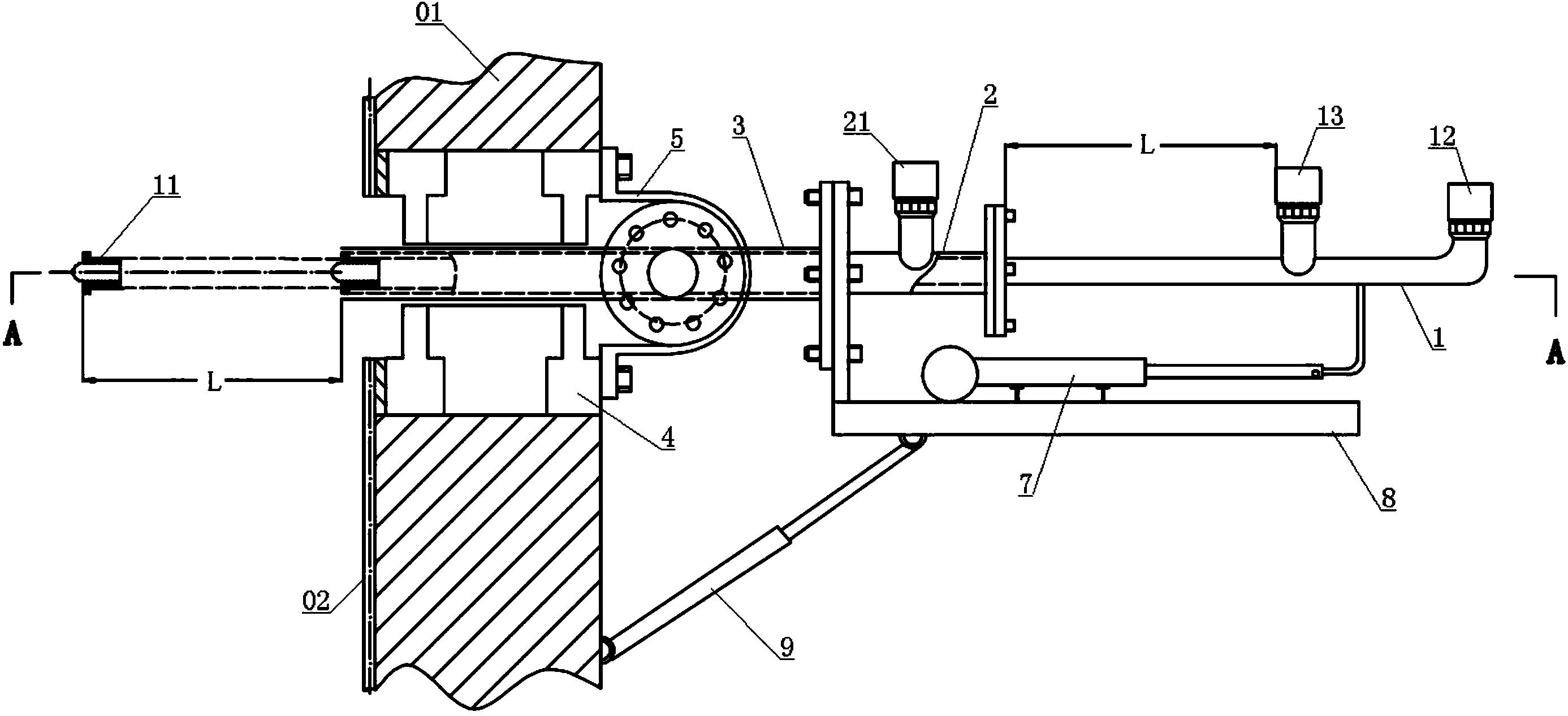
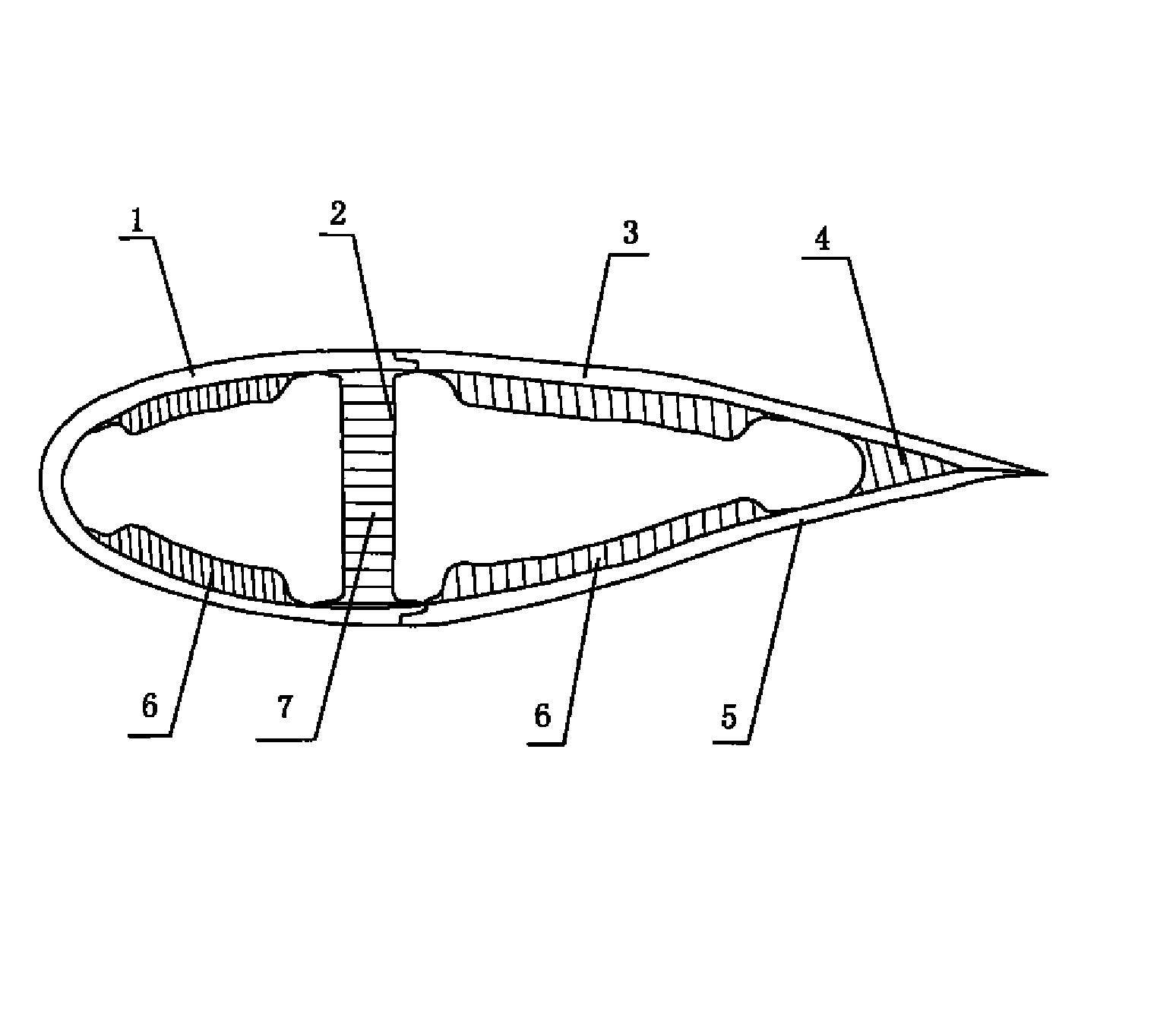
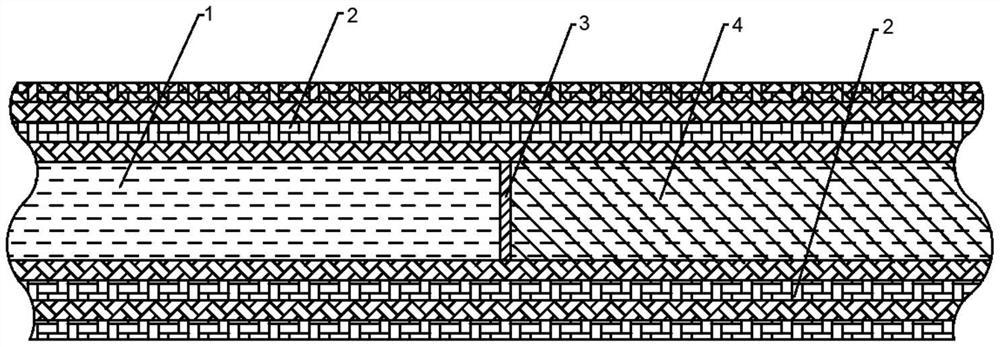
图1是真空赶胶复合材料成型方法示意图
具体实施方式具体实施方式:
下面结合图1对本发明实施步骤作进一步的说明:
(1)将模具3四周胶渣清除,模具型腔擦干净,并均匀涂敷脱模剂。要确保模具型腔清洁,脱模剂涂敷均匀;
(2)将纤维增强材料2裁剪后,按照制品设计的层数和结构铺放到模具型腔中。所有物料铺设到位与型腔的各个位置贴合紧密,与模具型腔最近的物料不得有纹路散乱、扭曲现象;
(3)把树脂和固化剂按制品设计要求的比例充分混合、搅拌均匀成浸渍胶,然后均匀涂刷到模具型腔中的增强材料2上。用量以确保增强材料2浸胶充分,且不多余胶为准;
(4)将模具送进真空袋1中,确保增强材料2不得在模具3上有任何移动,以免发生错位。开始抽真空,直至真空袋膜紧紧贴合在模具内增强材料表面上,应确保两者贴合紧密、到位;
(5)待真空度小于-0.1MPa时,开始用有弹性的制板把气泡和富余的树脂液赶动,直至将其推出模具型腔外的边缘上,并确保不使增强材料2在模具3上发生扭曲、滑动;
(6)在真空状态下树脂发生凝胶,并保持30分钟。然后停止抽真空,拆下真空袋1。把产品放入加热烘箱加温直至完全固化达到脱模强度。
下面通过实施例,对本发明详细说明,但是本发明不限于这些实施例。
实施例1 碳纤维汽车引擎盖的成型
(1)模具准备。成型用的模具是玻璃钢模具。首先清理干净模具型腔内残留的胶渣等,用干净的棉纱沾取脱模剂,擦拭在模具型腔的表面上。
(2)增强材料的裁剪和铺放。增强材料为200克/平方米的3K碳纤维布,购自美国BGF公司,450克/平方米的无碱玻璃纤维短切毡和300克/平方米的无碱玻璃纤维短切毡,均购自山东泰安玻璃纤维有限公司。根据模具尺寸裁切碳纤维布和玻璃纤维毡的大小。周边要超过模具型腔边缘3厘米。第一层为3K碳纤维布,第二层为300克/平方米的玻璃纤维毡,第三层为450克/平方米的玻璃纤维毡。
(3)配胶。成型用的树脂为广东省福田化工有限公司产的LY-628乙烯基树脂,固化剂为过氧化甲乙酮,促进剂为浓度为6%钴苯溶液,均购自广州市连平玻璃材料有限公司。首先在塑料桶中秤2.8公斤LY-628乙烯基树脂,按照树脂∶固化剂∶促进剂=100∶2∶0.4(重量比)的比例秤出过氧化甲乙酮和钴苯,。首先把促进剂倒入树脂中搅拌均匀,然后再把固化剂倒入树脂中搅拌均匀。
(4)把搅拌好的树脂均匀的涂在已经铺好增强材料的模具型腔中,直到树脂浸透纤维布。然后把模具放入塑料真空袋中,用密封胶密封,并连接真空管。开始抽真空,当真空表为-0.2MPA时,用聚氨酯橡胶刮板将多余的树脂刮到模具型腔外的边缘上。
(5)等到赶完胶后,树脂凝胶后一直保持真空30分钟。然后关闭真空泵,拆除真空袋,常温下后固化2小时。脱模,打磨,抛光,形成成品。
实例2 碳纤维摩托车挡泥板的成型
真空赶胶成型碳纤维摩托车挡泥板的材料如下:1。树脂体系600克,其中不饱和聚酯树脂为广东省番禺福田化工有限公司生产的LY-199,固化剂是过氧化甲乙酮,促进剂为6%的钴苯溶液,重量比为:100∶2∶0。5;2。增强材料为1层240克/平方米的3K碳纤维布,由日本TORAY公司生产;4层400克/平方米的无碱玻璃纤维布,购自广州博皓复合材料有限公司。
首先根据摩托车样板裁一片纸样,其周边大小要大于挡泥板3厘米。根据纸样裁剪碳布和玻璃纤维布。然后铺放到玻璃钢制做的挡泥板模具中。把秤好的促进剂倒入LV-199中,搅拌均匀,再倒入过氧化甲乙酮,搅拌均匀。最后把准备好的树脂体系倒入模具型腔中的纤维布上,用2英寸的毛刷涂敷均匀,知道彻底浸透,纤维布。
把整个模具放进真空袋中,用密封胶密封,联结真空管。启动真空马达开始抽真空。当真空气压达到-0.1MPA时,开始用聚氨酯橡胶刮板将富余的胶液刮到模具边沿外。保持真空,直到凝胶后30分钟。关闭真空,拆除真空管,然后放进出60度的烘炉中后固化2个小时。
把模具从烘炉中取出,自然冷却至常温。拆除真空袋,把产品从模具中取出来。然后切割,打磨,喷漆成成品。
一种纤维增强树脂基复合材料的真空赶胶成型方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0