






专利摘要
本发明公开了一种气液组合电极及电解加工方法,属于电解加工技术领域。该方法,其特征在于:工具电极为气液组合的圆柱电极,该电极中包含三个内部流道,中间为电解液流道,主要负责将电解液输送到加工区域,保障加工区域内电化学反应和产物排除对电解液的需求;两侧是气体流道,在已加工区域一侧输入高压气体,减小电解液在已加工表面上的覆盖范围,同时,压缩了过渡区域的范围,并将大量气体混入到过渡区域的电解液中,减少电解液的电导率,降低杂散电流对已加工表面二次侵蚀;在加工区域一侧输入低压气体,实现对加工区域内电解液的背压作用,保障阳极工件材料的去除效率。本发明提出的气液组合电极也可用于回转面和自由曲面的电解加工过程。
权利要求
1.一种气液组合电极,其特征在于:
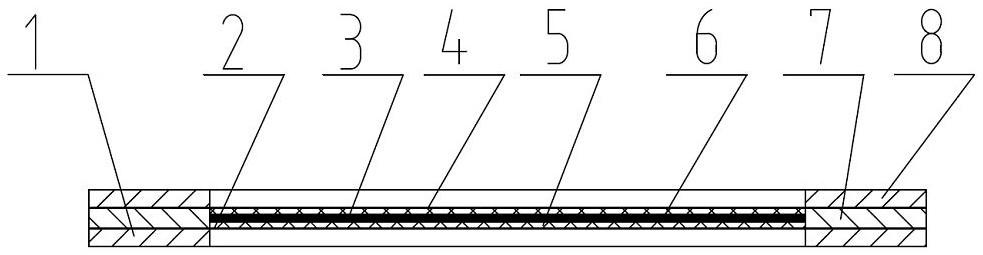
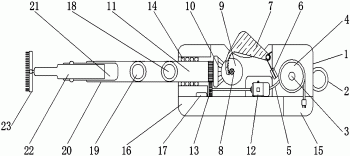
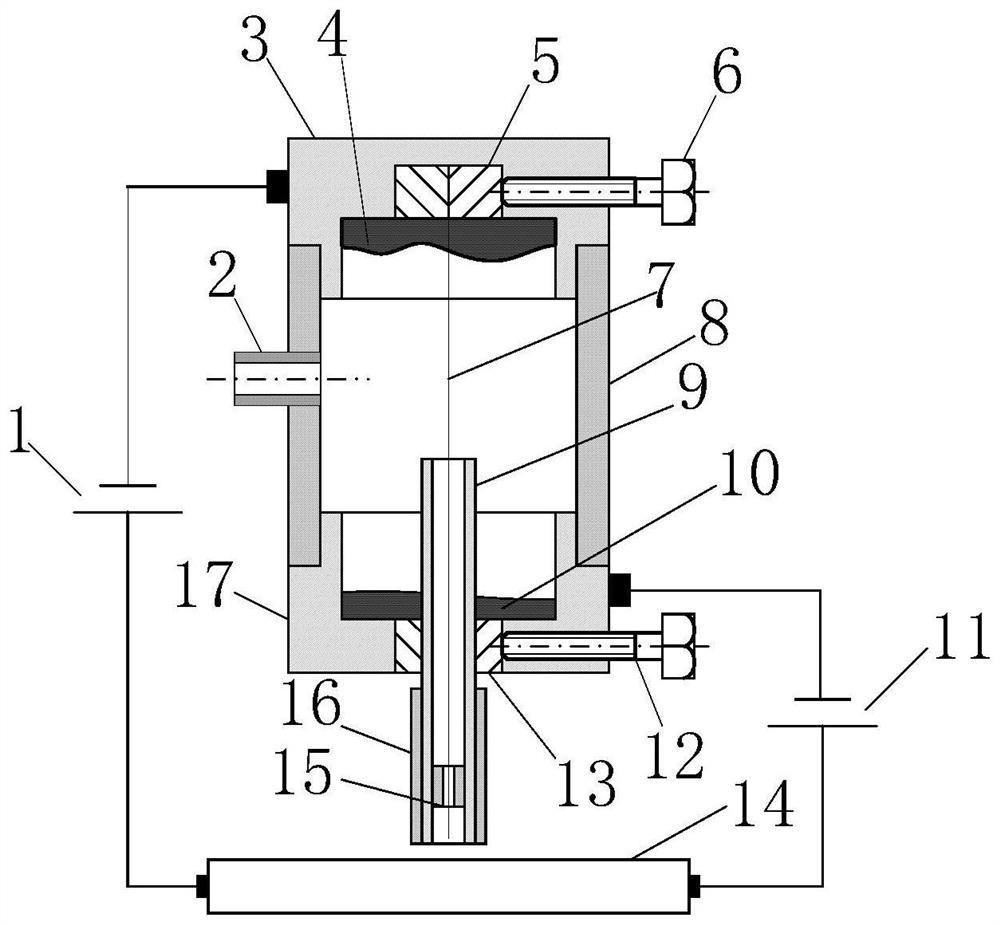
该气液组合电极(1)包括管状本体,管状本体内部分依次被第一纵隔板、第二纵隔板隔成三个流道;第一纵隔板外侧为高压气流道(3),第二纵隔板外侧为低压气流道(5),第一纵隔板和第二纵隔板之间为电解液流道(4);
上述管状本体端部开有高压进气口(13)、低压进气口(15)、电解液进口(14);上述管状本体末端封闭,末端侧壁分别开设有高压出气口(6)、低压出气口(8)、电解液出口(7);
其中电解液出口(7)为一组均匀布置的出液孔,出液孔位于与电解液流道(4)对应的管状本体的前壁面上;高压出气口(6)位于与高压气流道(3)对应的管状本体的壁面前侧,紧挨第一纵隔板;低压出气口(8)位于与低压气流道(5)对应的管状本体的壁面前侧,紧挨第二纵隔板。
2.利用权利要求1所述气液组合电极的电解加工方法,其特征在于:
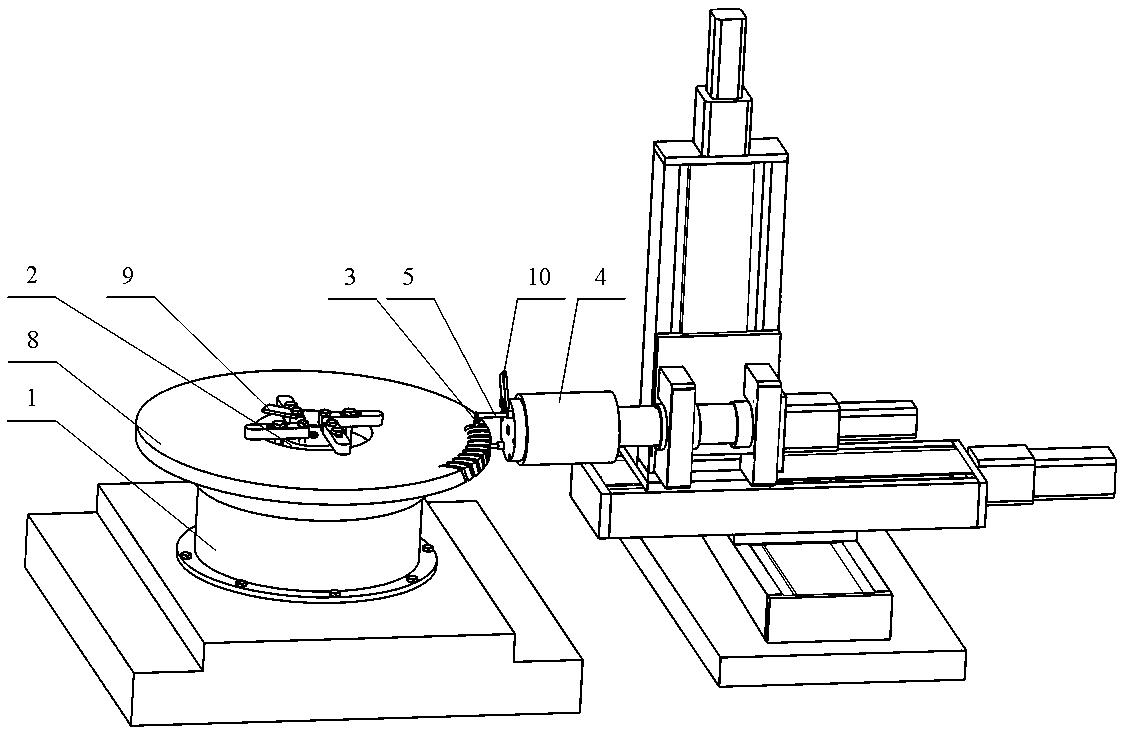
气液组合电极(1)通过过渡接头(9)安装于机床上主轴,并与电源负极相连,阳极工件(2)安装于机床下工作平台,与电源正极相连;
加工过程中,电解液通过过渡接头(9)从气液组合电极(1)的电解液入口(11)输入,流经气液组合电极工具(1)的内部电解液流道(4),从气液组合电极工具(1)侧壁的电解液出口(7)均匀的输入到加工间隙,确保加工间隙内电解液得到充足供给和及时更新;
气液组合电极(1)的高压出气口(6)对着阳极工件(2)的已加工一侧;高压气体通过过渡接头(9)从气液组合电极(1)的高压气入口(10)输入,流经气液组合电极工具(1)的内部高压气流道(3),从气液组合电极工具(1)侧壁高压出气口(6)流出,迫使加工区域外侧的电解液改变方向,从而减小电解液在阳极工件(2)的已加工表面上的覆盖范围;同时,压缩了过渡区域的范围,并将大量气体混入到过渡区域的电解液中,急剧减小过渡区域内电解液的电导率,达到减小杂散电流对已加工表面二次侵蚀的作用;
气液组合电极(1)的低压出气口(8)对着在阳极工件(2)的待加工一侧;低压气体通过过渡接头(9)从气液组合电极(1)的低压气入口(12)输入,流经气液组合电极工具(1)的内部低压气流道(5),从气液组合电极工具(1)侧壁低压出气口(8)流出,约束气液组合电极(1)侧壁上电解液出口(7)的喷射范围,同时实现对加工区域内电解液的背压作用,从而达到进一步提升阳极工件材料去除效率的作用;
上述加工过程中电解液入口(11)输入压力为P,高压气入口(10)和低压气入口(12)分别输入压力为P
3.根据权利要求2所述的电解加工方法,其特征在于:
上述P为0.3-1.2Mpa;
P
P
说明书
技术领域
本发明是一种气液组合电极及电解加工方法,利用气液组合电极提高阳极工件加工区域的材料去除效率,同时对阳极工件已加工区域实现气绝缘保护的电解加工方法,属于电解加工技术领域。
背景技术
电解加工是利用电化学反应快速去除工件材料。与传统机械加工方式相比,电解加工为非接触加工,在加工过程中无刀具损耗、无残余应力、无冷作硬化、无塑性变形、表面粗糙度低等优点。因此电解加工适用于薄壁零件、空间复杂曲面以及难切削的高温合金材料的加工。在电解加工的过程中,已加工表面再次遭受杂散电流的侵蚀是一种极为普遍常见现象。特使是在回转体阳极工件的内表面加工过程中,由于阳极工件内表面曲率半径的包络作用,使得已加工表区域电解液覆盖范围显著增大,这会导致已加工表面遭受杂散电流侵蚀的现象变得更加严重。
为了减少电解加工过程中的杂散腐蚀,研究人员已尝试了多种解决方案。最常用的方法是在电解加工过程中使用低浓度的钝性电解液,提高金属材料在电化学溶解过程中的切断电流密度,来控制杂散电流对已加工表面的侵害。作为便捷的使用手段,在工具阴极的非刃口区域涂覆绝缘涂层的方法也被广泛使用。辅助阳极的方法也被研究人员在很多加工场合使用,在专利“辅助阳极管电极电解加工方法”(申请号201310199975.7申请人南京航空航天大学,发明人房晓龙曲宁松朱荻张玉冬)中,采用带有正电位差的辅助电极进行管电极加工以提高管电极电解加工群孔出口精度。在专利“回转体表面凸台结构电解加工双极性电极及其电解加工方法”(申请号201610022855.3申请人南京航空航天大学,发明人朱增伟朱荻王登勇王宁峰)中,采用固定及可往复运动的辅助电解提高了不同高度凸台结构成形精度。此外,研究人员还提出了一些新的解决手段来提高电解加工精度。在专利“型面电解加工复合磁场装置”(申请号200320109822.0申请人西安工业学院,发明人范植坚马保吉钟玲陈林贾建利)中,利用磁场与电解加工复合,有效地解决了复杂型面电解加工的精加工问题。
上述专利中辅助阳极、复合磁场的方法虽然能够有效减少非加工区的杂散电流,但都有其局限性:复合磁场装置较为复杂,实施比较困难;辅助阳极需要根据具体使用场合特别制作,增加了加工成本和加工周期。此外,辅助电极的方法柔性不足,也难以满足复杂型面的加工需求。本发明提出柔性高、通用性好的气绝缘方式来控制电解加工过程中,杂散电流对阳极工件已加工表面的二次侵蚀。在专利“一种气膜屏蔽阵列电极微细电解加工装置”(申请号201620280121.0申请人浙江工业大学,发明人王明环鲍兆彦邱国志许雪峰姚春燕)中,描述了在射流电解加工过程中,通过辅助冲入高压气体控制射流水跳、约束电解液扩散范围,同时改善加工区域内的气泡分布,从而达到减少杂散腐蚀、提高加工定域性的目的。然而,目前为止,上述气膜保护法仅用于解决微小型孔、坑及槽类结构特征的非加工区域的杂散腐蚀问题。电解铣削是以简单工具按照数控指令对工件型面进行加工,其工作方式完全类似于机械铣削,但加工机理为阳极溶解,兼具了数控和电解的优势,已经成为电解加工的一个重要分支。在电解铣削加工过程中,阳极工件的去除余量较大,同时在阳极工件的已加工区域也极易存在严重的二次腐蚀现象,此外,阴极工具和阳极工件之间的相对运动也更为复杂,因此在电解铣削过程中,设计一种新型的柔性高、适用性好、工艺简单的方法来控制杂散电流对已加工表面的侵蚀是非常有意义的。
发明内容
本发明旨在能够有效地减少电解加工过程中阳极工件已加工表面的杂散腐蚀、提高加工区域的材料去除效率、简化加工工艺,提出气液组合电极及电解加工技术。
一种气液组合电极,其特征在于:该气液组合电极包括管状本体,管状本体内部分依次被第一纵隔板、第二纵隔板隔成三个流道;第一纵隔板外侧为高压气流道,第二纵隔板外侧为低压气流道,第一纵隔板和第二纵隔板之间为电解液流道;上述管状本体端部开有高压进气口、低压进气口、电解液进口;上述管状本体末端封闭,末端侧壁分别开设有高压出气口、低压出气口、电解液出口;其中电解液出口位于与电解液流道对应的管状本体的前壁面上;高压出气口位于与高压气流道对应的管状本体的壁面前侧,紧挨第一纵隔板;低压出气口位于与低压气流道对应的管状本体的壁面前侧,紧挨第二纵隔板。
利用所述气液组合电极的电解加工方法,其特征在于:气液组合电极通过过渡接头安装于机床上主轴,并与电源负极相连,阳极工件安装于机床下工作平台,与电源正极相连;加工过程中,电解液从过渡接头的电解液入口输入,流经气液组合电极工具的内部电解液流道,从气液组合电极工具侧壁均布的电解液出口均匀的输入到加工间隙;气液组合电极的高压出气口对着阳极工件的已加工一侧;高压气入口输入高压气体,流经气液组合电极工具的内部高压气流道,从气液组合电极工具侧壁高压出气口流出,迫使加工区域外侧的电解液改变方向,从而减小电解液在阳极工件的已加工表面上的覆盖范围;同时,压缩了过渡区域的范围,并将大量气体混入到过渡区域的电解液中,急剧减小过渡区域内电解液的电导率,达到减小杂散电流对已加工表面二次侵蚀的作用;气液组合电极的低压出气口对着在阳极工件的加工一侧;低压气入口输入低压气体,流经气液组合电极工具的内部高压气流道,从气液组合电极工具侧壁低压出气口流出,约束气液组合电极侧壁上电解液出口的喷射范围,同时实现对加工区域内电解液的背压作用,从而达到进一步提升阳极工件材料去除效率的作用;上述加工过程中电解液入口输入压力为P,高压气入口和低压气入口分别输入压力为P1和P2,其中,P1>P>P2。
加工过程中电解液通过过渡接头上电解液进口输入压力为P的高速电解液流。基于电解加工的作用,阳极工件与气液组合电极相对应区域的材料被高速溶解。此外,在高压气入口和低压气入口分别输入压力为P1和P2的气体,在高压气体的作用下,阳极工件在气液组合电极切出侧的材料得到有效保护,提高阳极工件已加工区域的表面质量。切入侧的低压气体对加工间隙内的电解液流场产生一定的背压作用,降低间隙内气体体积分数,进一步提高阳极工件的材料去除效率。
所述的电解加工方法,其特征在于:上述P为0.3-1.2Mpa,当电解液压力小于0.3Mpa时,间隙内的流场状态无法确保电解产物及时排除,当电解液压力大于1.2Mpa时,电解液压力增大对间隙流场状态改善不大;P1为0.2-1Mpa,当P1小于0.2Mpa时,气体压力对几乎不能抑制已加工表面的杂散腐蚀,当P1大于1.2Mpa时,过大的气体压力导致加工区域内电解液体积分数下降,导致加工效率下降;P2为0.3P1-0.7P1,当P2小于0.3P1时,气体压力无法对加工区域形成明显的背压作用,当P2大于0.7P1时,过大的气体压力导致加工区域内电解液体积分数下降,导致加工效率下降,
附图说明
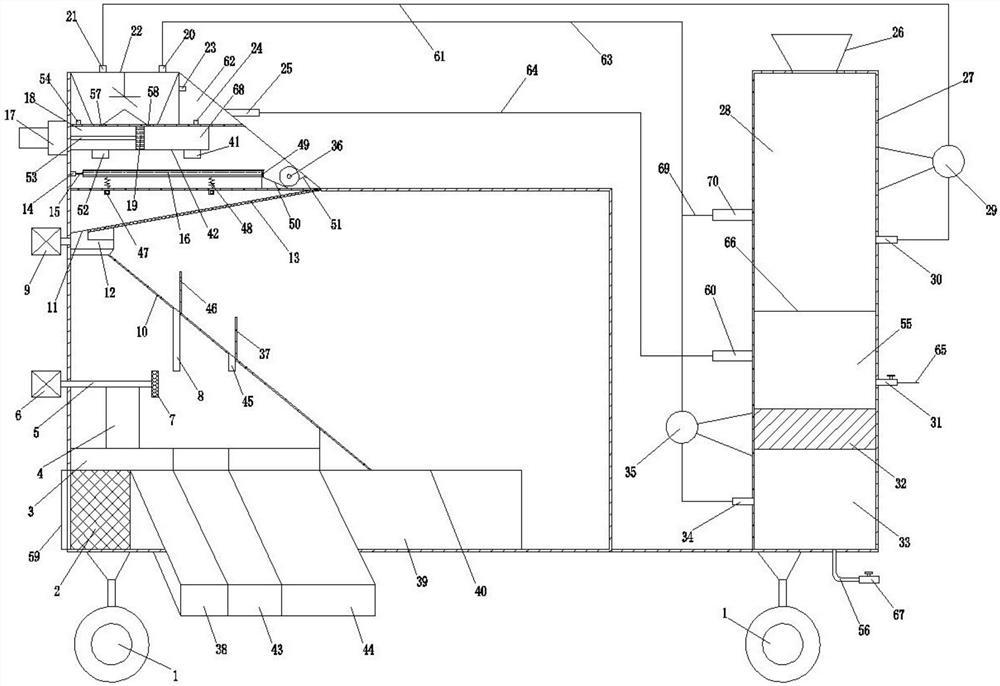
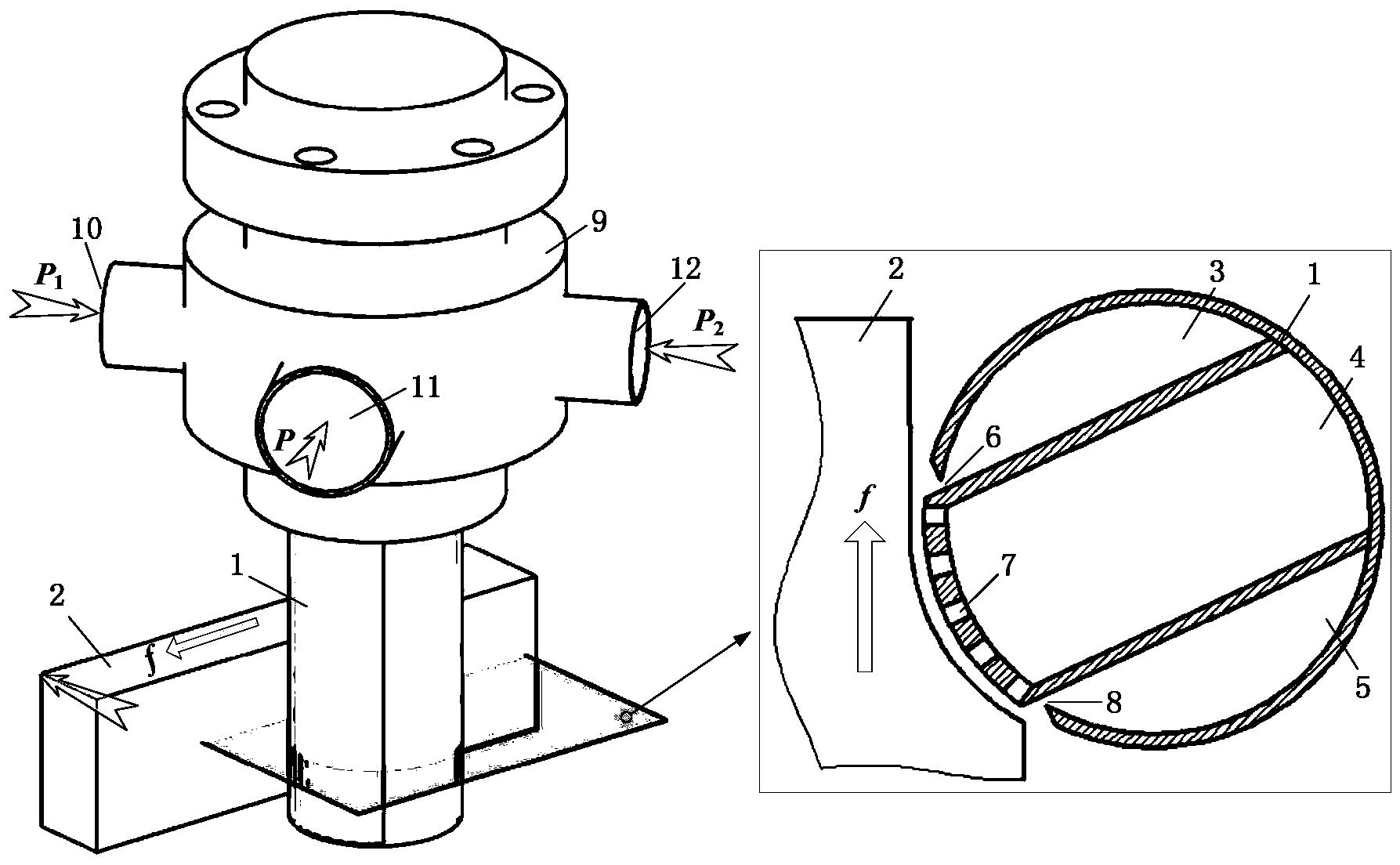
图1气液组合电极及电解加工方法示意图;
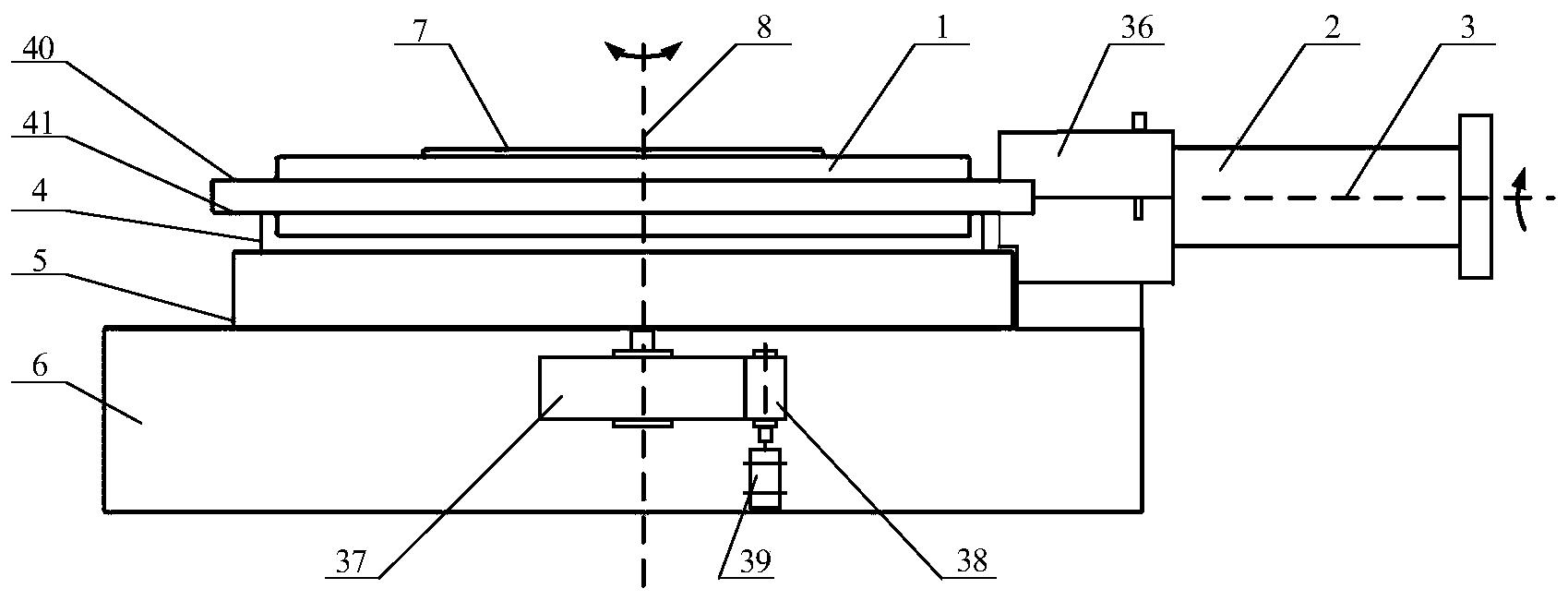
图2气液组合电极示意图;
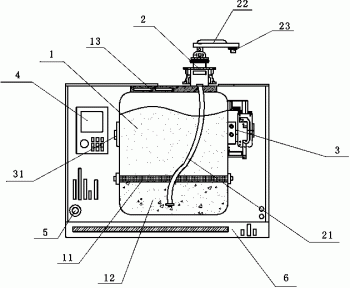
图3过渡接头示意图;
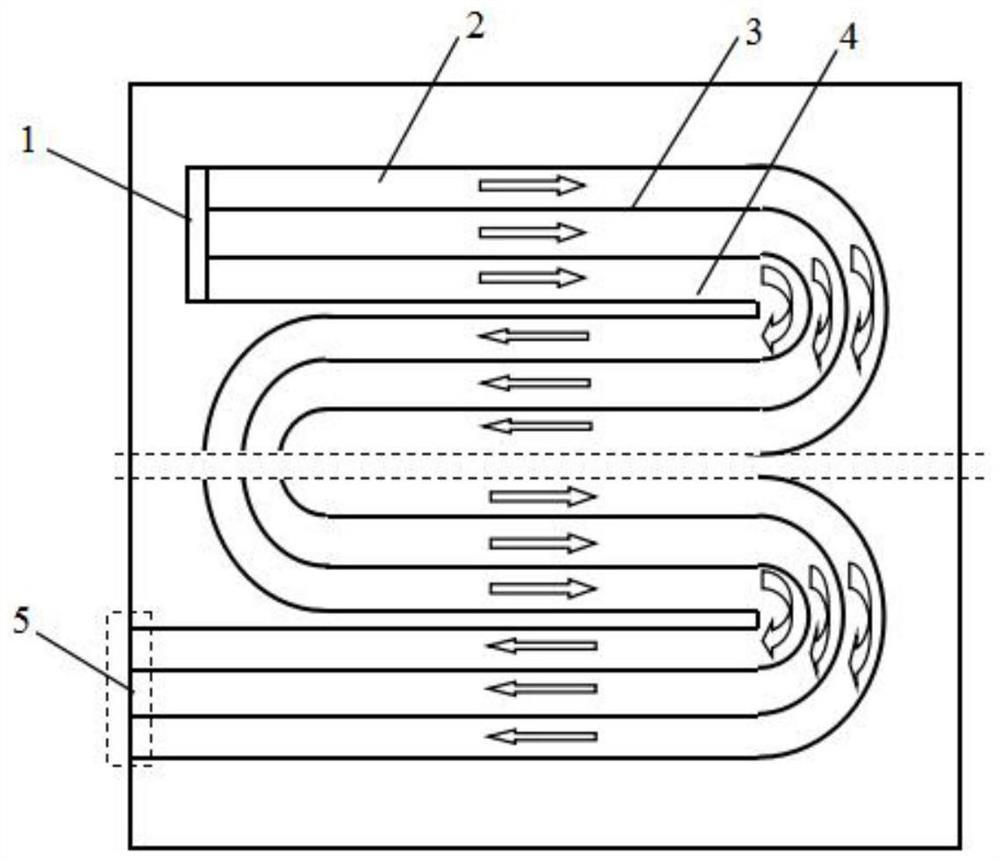
图4已加工区域电解液电导率的分布图;
图中标号名称:1、气液组合电极,2、阳极工件,3、高压气流道、4、电解液流道,5、低压气流道,6、高压出气口,7、出液口,8、低压出气口,9、过渡接头,10、高压进气口,11、电解液进口,12、低压进气口,13、高压气流道入口,14、电解液流道入口,15、低压气流道入口,16、机床主轴接入端,17、气液组合电极夹持端。
具体实施方式
结合图1、2、3、4,说明本发明的实施过程:
图2是气液组合电极,通过一个过渡接头与机床主轴相连,以实现组合电极相对阳极工件的相对运动。
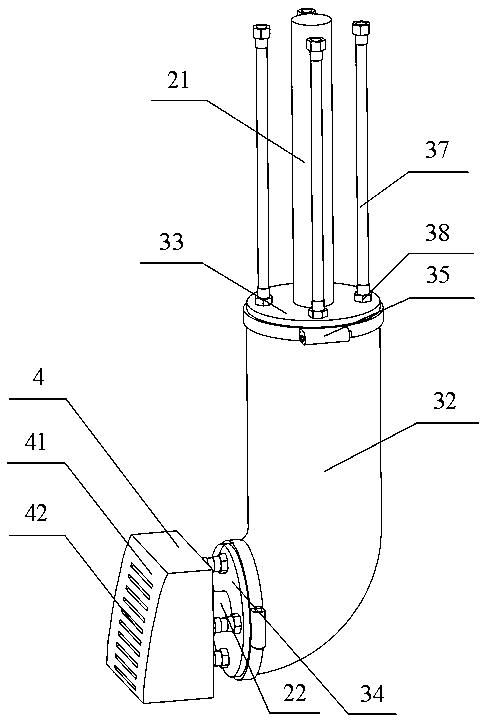
图3是过渡接头,接头下端夹紧气液组合电极,上端与机床主轴相连。过渡接头侧壁有电解液进口及高压和低压的气入口。
图1气液组合电极深切电解加工技术示意图。气液组合电极的三个流道相互隔开,有各自独立的进口和出口。加工过程中,气液组合电极接电源负极,阳极工件与电源正极相连。电解液从气液组合电极中间流道的进口端输入,经由气液组合电极内部电解液流道高速冲入加工间隙。在气液组合电极靠近阳极工件的已加工一侧的气体流道进口端输入高压的气流,减小电解液在已加工表面上的覆盖范围,同时,压缩电解液过渡区域的覆盖范围,并将大量气体混入到过渡区域的电解液中,从而急剧减小过渡区域内电解液的电导率,达到减小杂散电流对已加工表面二次侵蚀的作用。在气液组合电极靠近阳极工件的加工区域一侧输入低压气体,实现对加工区域内电解液的背压作用,从而进一步提升阳极工件材料去除效率的作用。
图4已加工区域电解液电导率的分布图,图中可以看出,未使用气液组合电极的条件下,阳极工件已加工区域电解液的电导率数值几乎与初始的电解液电导率相同。与此形成鲜明对比,当使用气液组合电极时,阳极工件已加工区域电解液的电导率数值极具下降。这说明本发明气液组合电极及电解加工方法能够显著降低已加工表面的杂散电流,提升阳极工件的加工精度。
气液组合电极及电解加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0