








专利摘要
本发明涉及一种整体叶盘的叶栅通道加工与叶片型面成型一体化电解加工方法,属于电解加工领域。该方法的特点在于:可实现整体叶盘叶栅通道、叶背型面、叶盆型面一次电解成型,加工过程中,工具阴极沿中心轴线优化的轨迹进行旋转运动+径向平移运动,同时,电解加工机床带动整体叶盘毛坯工件绕中心轴线按预设的角度作微量旋转运动+沿中心轴线的垂直方向平移运动,通过工具阴极旋转运动+径向平移运动和工件微量旋转运动+微量平移运动的空间复合运动方式完成整体叶盘叶片型面一次电解成型加工。本发明打破了传统整体叶盘预开叶栅通道和型面精加工分离式电解加工的弊端,可实现整体叶盘的叶栅通道与叶片型面一体化成型加工,是整体叶盘电解加工的一个提升。
权利要求
1.一种空间旋转和平移协同运动的整体叶盘一体化电解成型方法,整体叶盘毛坯电解加工采用工具阴极空间复合运动轨迹来实现,整体叶盘毛坯工件既有轮毂端面溶解又有成型叶片侧面溶解,既可电解加工整体叶盘轮毂型面又可兼顾叶片型面电解加工,先加工整体叶盘所有叶盆型面或叶背型面,然后工具阴极和整体叶盘毛坯回退到初始位置,再电解加工整体叶盘所有叶背型面或叶盆型面,实现叶栅通道预加工和叶片型面精加工一次电解成型,其特征在于包括以下几个过程:
步骤1、整体叶盘毛坯工件装夹在可轴向旋转与径向平移的工件数控平台上,工具阴极装夹在可沿自身轴线旋转与径向平移的阴极数控平台上,两个数控平台均可实现0.1°旋转步长和0.001m平移步长的运动精度;
步骤2、根据整体叶盘标准叶片数模将叶片控制线条数进行离散化,叶盘第k
步骤3、叶盆型面一体化成型方式
步骤3-1、根据cos(θ)法计算整体叶盘毛坯旋转角度,定义此旋转角度为预设角度,启动工件数控平台驱动器驱动数控平台带动整体叶盘毛坯以预设角度为基准以0.1°旋转步长进行旋转运动,启动阴极数控平台驱动器驱动数控平台带动阴极工具绕自身轴线按照0.1°旋转步长进行运动;设计的叶盆型面发生变化,获得叶盆第k
步骤3-2、启动阴极数控平台驱动器驱动数控平台带动阴极工具沿径向进给方向以径向进给步长0.001m进行运动,阴极工具径向平移进给直至叶盘第k
步骤3-3、工具阴极数控平台不断持续径向进给,依次获得整体叶盘当前叶片叶盆第k
步骤3-4根据整体叶盘毛坯中心旋转轴以叶片数量为基数均分成m个数位点,定义整体叶盘毛坯驱动器旋转角度θ=360°/m,顺时针旋转θ度,重复步骤3-1至步骤3-3电解加工整体叶盘所有叶片的叶盆型面;
步骤4、叶背型面一体化成型方式
步骤4-1、工具阴极回退原点,启动工件数控平台驱动器驱动数控平台带动整体叶盘毛坯以预设角度为基准以0.1°旋转步长进行旋转运动,启动阴极数控平台驱动器驱动数控平台带动阴极工具绕自身轴线按照0.1°旋转步长进行运动;设计的叶背型面发生变化,获得叶背第k
步骤4-2、启动阴极数控平台驱动器驱动数控平台带动阴极工具沿径向进给方向以径向进给步长0.001m进行运动,阴极工具径向平移进给直至叶盘第k
步骤4-3、工具阴极数控平台不断持续径向进给,依次获得整体叶盘当前叶片叶背第k
步骤4-4、根据整体叶盘毛坯中心旋转轴以叶片数量为基数均分成m个数位点,定义整体叶盘毛坯驱动器旋转角度θ=360°/m,逆时针旋转θ度,重复步骤4-1至步骤4-3电解加工整体叶盘的所有叶片的叶背型面。
2.根据权利要求1所述的一种空间旋转和平移协同运动的整体叶盘一体化电解成型方法,其特征在于:
上述步骤3-3中还包括以下过程:确定当前叶片叶盆设计位置工件数控平台和阴极数控平台所有驱动器的旋转运动的实际驱动角度与径向平移运动的平动参数之后,变换微量电解加工参数,保持工具阴极不动,启动整体叶盘毛坯平移驱动器驱动毛坯沿工具进给方向的垂直方向进行平移运动进行型面电解,精修当前叶片的叶盆;
上述步骤4-3中还包括以下过程:确定当前叶片叶背设计位置工件数控平台和阴极数控平台所有驱动器的旋转运动的实际驱动角度与径向平移运动的平动参数之后,变换微量电解加工参数,保持工具阴极不动,启动整体叶盘毛坯平移驱动器驱动毛坯沿工具进给方向的垂直方向进行平移运动进行型面电解,精修当前叶片的叶背。
3.根据权利要求1所述的一种空间旋转和平移协同运动的整体叶盘一体化电解成型方法,其特征在于:
工具阴极先加工整体叶盘所有叶盆型面或叶背型面,然后工具阴极和整体叶盘毛坯回退到初始位置,再电解加工整体叶盘所有叶背型面或叶盆型面。
4.根据权利要求1所述的一种空间旋转和平移协同运动的整体叶盘一体化电解成型方法,其特征在于:
在步骤3-4中,当加工当前叶片叶盆时,为防止对前一个已加工叶片叶盆产生二次杂散腐蚀,采用绝缘材料设计和标准叶片叶盆型面一致的绝缘配合装置,通过驱动器控制,使其与已加工叶片的叶盆型面紧密贴合;
在步骤4-4中,当加工当前叶片叶背时,为防止对前一个已加工叶片叶盆、叶背的杂散腐蚀,对当前加工的叶片叶盆采用绝缘装置进行防护,对顺时针方向前一个已加工的叶片叶盆和逆时针方向前一个已加工的叶片叶背采用涂覆绝缘纸方式进行防护。
说明书
技术领域
本发明涉及一种空间两旋转两平移协同运动的整体叶盘的叶栅通道加工与叶片型面一体化成型电解加工方法,属于电解加工领域。
背景技术
整体叶盘作为航天发动机里的核心部件,大幅度地提高了航天发动机的推重比与工作效率,随着航天强国战略的出台,整体叶盘叶型愈发扭曲,通道愈发狭窄,加工材料广泛采用镍基高温合金、高温钛铝合金等也愈发新颖,加工精度、表面质量等技术要求也愈发苛刻,使得整体叶盘叶片加工愈发困难。
目前整体叶盘叶片型面的电解加工方法主要两种:1)通过预加工叶栅通道和叶片型面精加工成型两道分离式工序完成整体叶盘电解加工;2)通过旋转套料的方式一次性电解成型整体叶盘的叶片型面。通过预加工叶栅通道和叶片型面精加工成型的分离式电解加工方法,叶栅通道余量分布的均匀性直接影响叶片型面精加工的质量,而且叶栅通道预加工和叶片型面精加工需要分别设计各自的工具阴极和工装夹具,设计周期较长。整体叶盘叶型套料电解加工对直纹型叶片型面较为敏感,加工扭曲度较大的叶片时,精度相对较差,且对叶片分布较离散的整体叶盘流场形式不足难以保证离散型叶片的稳定电解加工。
本专利描述的方法主要是基于空间两旋转两平移协同运动的整体叶盘的叶栅通道加工与叶片型面一体化成型电解加工,避免了叶栅通道预加工和叶片型面精加工分步式电解加工。目前,国内外针对整体叶盘叶型电解加工做了大量研究。
英国R·R公司的专利(METHOD AND APPRATUS FOR FORMING BY ELECTROCHEMICALMATERIAL REMOVAL,US7462273B2),提到以一个阴极完成叶栅通道开槽加工及叶盆、叶背型面加工。加工时阴极沿轴振动进给,加工出叶栅通道轴向开槽,加工完通道后,阴极不动,工件绕轴作周向振动进给,加工出叶盆,待加工结束,工件反向作圆周振动进给,加工出叶背。该方法在加工整体叶盘叶片型面时,阴极无旋转运动,对于叶型扭曲度较大的整体叶盘叶栅通道余量差不均,适应性不高,而且该方法虽然使用一个工具阴极完成整体叶盘的电解加工,但依然采用叶栅通道预加工与叶片型面精加工两道分离式工艺完成整体叶盘叶型的电解加工。
在专利“空间旋转进给复合工件倾斜摆动整体叶盘电解加工方法”(申请号201410457130.8申请人南京航空航天大学,发明人朱栋谷洲之刘嘉方忠东徐正扬朱荻)中,发明一种加工工具空间旋转进给复合工件倾斜摆动的整体叶盘电解加工方式,能够显著减小叶栅通道加工余量差,提高后续叶片型面的加工精度,可针对不同扭曲度的叶型将工件按照不同的优化角度倾斜放置,整体叶盘叶型电解加工适用范围广,但发明将整体叶盘的加工分为叶栅通道预加工和叶片型面精加工两道分离工序来完成,不能实现叶栅通道与叶片型面一体化成型加工。
在专利“一种整体叶盘电解加工方法”(申请号201811128151.X申请人中国航空制造技术研究院,发明人黄明涛张明岐程小元傅军英)中,发明一种整体叶盘电解加工方法,按照叶栅通道预加工和叶片型面精加工两道分离工序进行设计,通过整体叶盘毛坯旋转运动与阴极平移运动来实现整体叶盘毛坯叶栅通道预加工和叶片型面精加工,不能实现叶栅通道与叶片型面一体化成型加工。
在专利“可直线与旋转复合进给的整体叶盘电解加工工具及方法”(申请号201410013249.6申请人南京航空航天大学,发明人徐正扬张聚臣刘嘉朱栋朱荻)中,工具阴极可复合径向进给运动与旋转运动,此发明对叶型扭曲度较大的叶片适应性较好,且叶盆,叶背的余量差更加均匀,但采用叶栅通道预加工与叶片型面精加工两道分离式工艺完成整体叶盘叶型的电解加工,不能实现叶栅通道与叶片型面一体化成型加工。
现有的整体叶盘电解加工装置及加工方法虽然都能完成整体叶盘叶型的最终精加工成型,但大多是基于叶栅通道预加工与叶片型面精加工两道分离式工艺电解加工,工具阴极根据叶栅通道预加工与叶片型面精加工采用分离式设计,延长整体叶盘加工周期,成为影响整体叶盘电解加工的一大问题。
发明内容
本发明目的在于提供一种能够使叶栅通道预加工与叶片型面精加工两道工序集成一体化加工装置及方法,实现叶栅通道预加工和叶片型面精加工一次电解成型,实现整体叶盘叶型高效电解加工。
步骤1、整体叶盘毛坯工件装夹在可轴向旋转与径向平移的工件数控平台上,工具阴极装夹在可沿自身轴线旋转与径向平移的阴极数控平台上,两个数控平台均可实现0.1°旋转步长和0.001m平移步长的运动精度;
步骤2、根据整体叶盘标准叶片数模将叶片控制线条数进行离散化,叶盘第k1条控制线对应叶盘第k1设计位置,叶盘第k2条控制线对应叶盘第k2设计位置,以此类推,叶盘第kn条控制线对应叶盘第kn(n=1、2、3……)设计位置;
步骤3、叶盆型面一体化成型方式
步骤3-1、根据cos(θ)法计算整体叶盘毛坯旋转角度,定义此旋转角度为预设角度,启动工件数控平台驱动器驱动数控平台带动整体叶盘毛坯以预设角度为基准以0.1°旋转步长进行旋转运动,启动阴极数控平台驱动器驱动数控平台带动阴极工具绕自身轴线按照0.1°旋转步长进行运动;设计的叶盆型面发生变化,获得叶盆第k1设计位置的离散点集,通过和标准叶片型面比较,选择叶盆第k1设计位置离散点集与标准型面叶盆第k1条控制线离散点集误差最小所对应的旋转角度作为工件数控平台和阴极数控转台驱动器的叶盆第k1设计位置的实际驱动角度;
步骤3-2、启动阴极数控平台驱动器驱动数控平台带动阴极工具沿径向进给方向以径向进给步长0.001m进行运动,阴极工具径向平移进给直至叶盘第k2条控制线位置;启动工件数控平台驱动器驱动数控平台带动整体叶盘毛坯以预设角度为基准以0.1°旋转步长进行旋转运动,设计的叶盆型面发生变化,获得叶盆第k2设计位置的离散点集,通过和标准叶片型面比较,选择叶盆第k2设计位置离散点集与标准型面叶盆第k2条控制线离散点集误差最小所对应的旋转角度作为工件数控平台和阴极数控转台驱动器的叶盆第k2设计位置的实际驱动角度;并记录径向进给平移运动参数;
步骤3-3、工具阴极数控平台不断持续径向进给,依次获得整体叶盘当前叶片叶盆第kn(n=3、4、5……)个设计位置,得到当前叶片叶盆第kn(n=3、4、5……)个设计位置工件数控平台和阴极数控平台所有驱动器的旋转运动的实际驱动角度与径向平移运动的平动参数;
步骤3-4根据整体叶盘毛坯中心旋转轴以叶片数量为基数均分成m个数位点,定义整体叶盘毛坯驱动器旋转角度θ=360°/m,顺时针旋转θ度,重复步骤3-1至步骤3-3电解加工整体叶盘所有叶片的叶盆型面;
步骤4、叶背型面一体化成型方式
步骤4-1、工具阴极回退原点,启动工件数控平台驱动器驱动数控平台带动整体叶盘毛坯以预设角度为基准以0.1°旋转步长进行旋转运动,启动阴极数控平台驱动器驱动数控平台带动阴极工具绕自身轴线按照0.1°旋转步长进行运动;设计的叶背型面发生变化,获得叶背第k1设计位置的离散点集,通过和标准叶片型面比较,选择叶背第k1设计位置离散点集与标准型面叶背第k1条控制线离散点集误差最小所对应的旋转角度作为工件数控平台和阴极数控平台驱动器的叶背第k1设计位置的实际驱动角度;
步骤4-2、启动阴极数控平台驱动器驱动数控平台带动阴极工具沿径向进给方向以径向进给步长0.001m进行运动,阴极工具径向平移进给直至叶盘第k2条控制线位置;启动工件数控平台驱动器驱动数控平台带动整体叶盘毛坯以预设角度为基准以0.1°旋转步长进行旋转运动,设计的叶背型面发生变化,获得叶背第k2设计位置的离散点集,通过和标准叶片型面比较,选择叶背第k2设计位置离散点集与标准型面叶背第k2条控制线离散点集误差最小所对应的旋转角度作为工件数控平台和阴极数控平台驱动器的叶背第k2设计位置的实际驱动角度;并记录径向进给平移运动参数;
步骤4-3、工具阴极数控平台不断持续径向进给,依次获得整体叶盘当前叶片叶背第kn(n=3、4、5……)个设计位置,得到当前叶片叶背第kn(n=3、4、5……)个设计位置工件数控平台和阴极数控平台所有驱动器的旋转运动的实际驱动角度与径向平移运动的平动参数;
步骤4-4、根据整体叶盘毛坯中心旋转轴以叶片数量为基数均分成m个数位点,定义整体叶盘毛坯驱动器旋转角度θ=360°/m,逆时针旋转θ度,重复步骤4-1至步骤4-3电解加工整体叶盘的所有叶片的叶背型面。
整体叶盘毛坯工件装夹在可轴向旋转与平移的工件数控平台上,工具阴极装夹在可沿自身轴线旋转与径向平移的工具数控平台上,可实现整体叶盘毛坯旋转运动+平移运动与工具阴极旋转运动+平移运动的空间复合运动,可使整体叶盘毛坯工件既有侧面溶解又有轮毂端面溶解,使整体叶盘的叶栅通道与叶片型面一体化电解成型,避免了整体叶盘叶栅通道与叶片型面分离式电解加工,对轮毂型面与侧面型面的过渡圆角R较为敏感,过渡圆角R加工质量较好,整体叶盘加工过程中工具阴极先加工整体叶盘所有叶盆型面或叶背型面,然后工具阴极和整体叶盘毛坯回退到初始位置,再电解加工整体叶盘所有叶背型面或叶盆型面。简化整体叶盘电解加工工艺,提高整体叶盘的加工效率。
空间旋转和平移协同运动的整体叶盘一体化电解成型方法可适应宽、窄程度不同的叶栅通道叶盘电解加工。
对于叶栅通道较宽的整体叶盘,可不增设叶片型面精修电解工序,通过优化的旋转角度与平动位移组合,一次电解成型完成整体叶盘叶栅通道和叶片型面加工,完成整体叶盘叶栅通道和叶片型面一体化电解成型。
对于叶栅通道较窄的整体叶盘,在步骤3-3中,可增设叶片叶盆型面精修工序,在确定当前叶片叶盆设计位置工件数控平台和阴极数控平台所有驱动器的旋转运动的实际驱动角度与径向平移运动的平动参数之后,变换微量电解加工参数,保持工具阴极不动,启动整体叶盘毛坯平移驱动器驱动毛坯沿工具进给方向的垂直方向进行平移运动进行型面电解,精修当前叶片的叶盆;
在步骤4-3中,可增设叶片叶背型面精修工序,确定当前叶片叶背设计位置工件数控平台和阴极数控平台所有驱动器的旋转运动的实际驱动角度与径向平移运动的平动参数之后,变换微量电解加工参数,保持工具阴极不动,启动整体叶盘毛坯平移驱动器驱动毛坯沿工具进给方向的垂直方向进行平移运动进行型面电解,精修当前叶片的叶背。
对整体叶盘叶盆、叶背周向全部加工完成后,整体叶盘顺时针、逆时针旋转一定角度,再进行整体叶盘叶背、叶盆周向电解加工,加工过程中设计整体叶盘成型叶片的随动绝缘配合装置,在步骤3-4中,当加工当前叶片叶盆时,为防止对前一个已加工叶片叶盆产生二次杂散腐蚀,采用绝缘材料设计和标准叶片叶盆型面一致的绝缘配合装置,通过驱动器控制,使其与已加工叶片的叶盆型面紧密贴合;在步骤4-4中,当加工当前叶片叶背时,为防止对前一个已加工叶片叶盆、叶背的杂散腐蚀,对当前加工的叶片叶盆采用绝缘装置进行防护,对顺时针方向前一个已加工的叶片叶盆和逆时针方向前一个已加工的叶片叶背采用涂覆绝缘纸方式进行防护,保护整体叶盘已加工叶片型面不受杂散腐蚀的影响,改善整体叶盘的加工质量。
附图说明
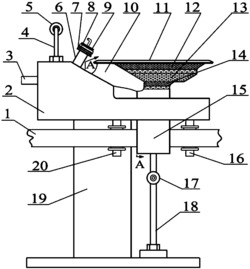
图1是本发明装置的装配示意图;
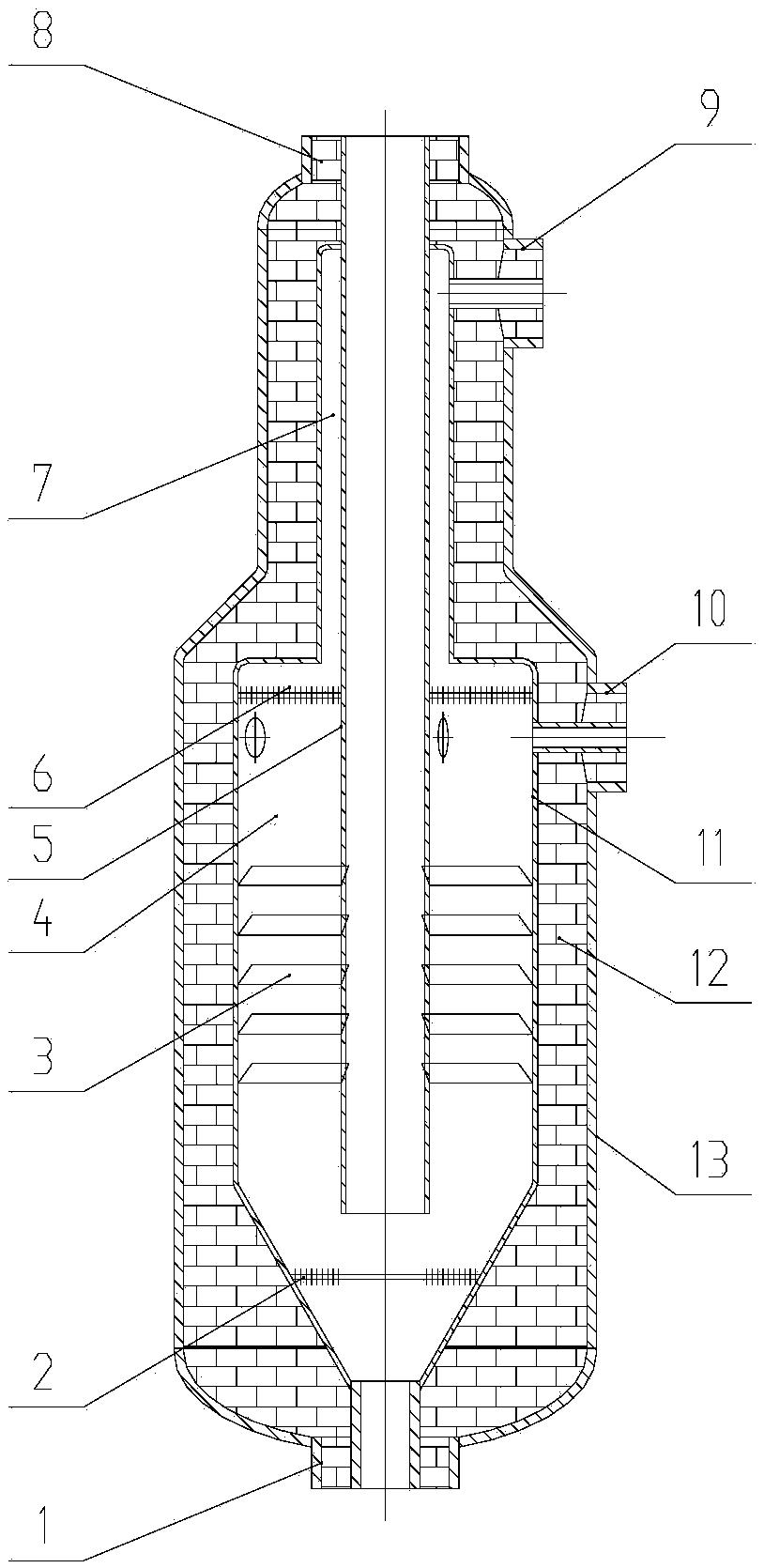
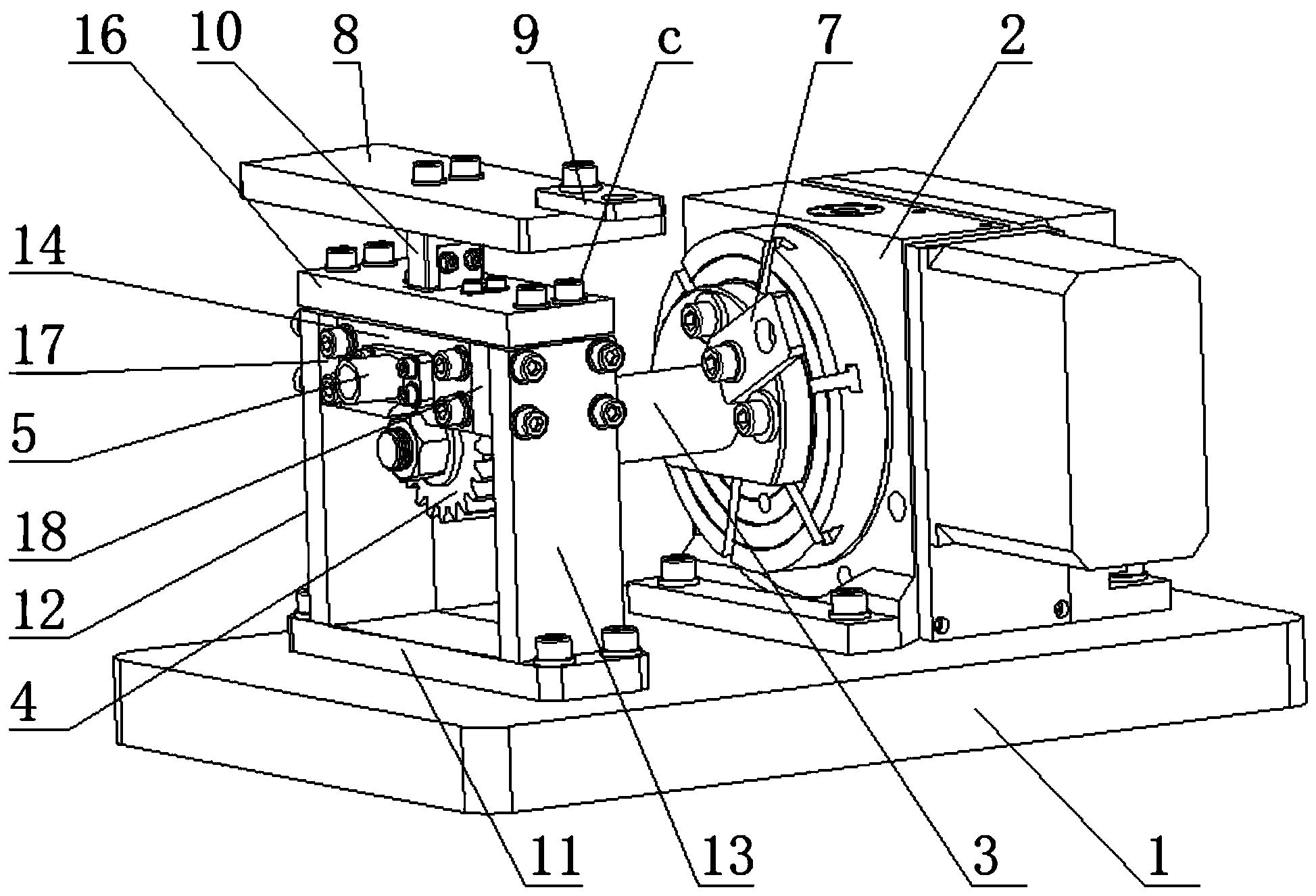
图2是本发明工具阴极装置示意图;
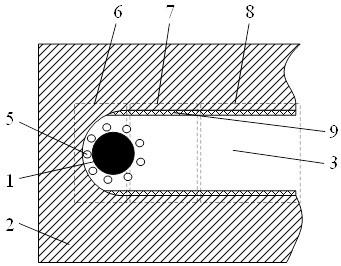
图3是本发明工具阴极装置俯视图;
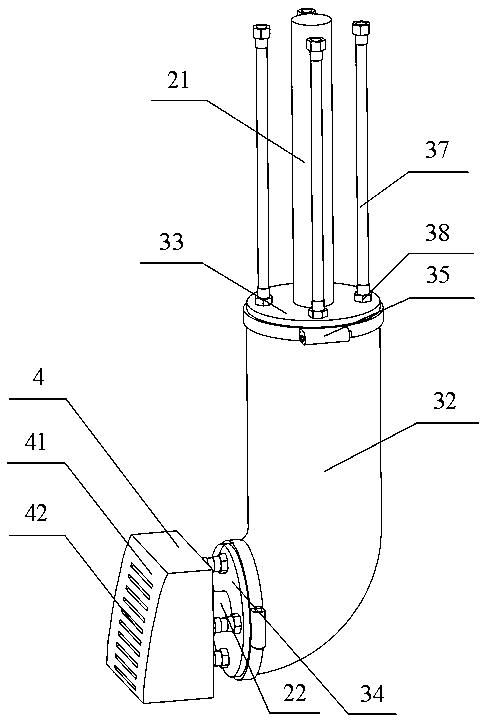
图4是本发明成型叶片的随动绝缘装置示意图;
图中标号名称:1、毛坯旋转轴,2、工件,3、绝缘体,4、绝缘体连接块,5、工具阴极体连接块,6、工具阴极旋转轴,7和12、工具阴极体导流块,8、工具阴极体,9、脉冲电源,10、工具阴极连接孔,11、工具阴极底面轮廓,13、工具阴极叶盆型面加工刃,14、工具阴极端面,15、工具阴极端面叶背加工刃,16、工具阴极端面叶盆加工刃,17、工具阴极叶背型面加工刃,18、叶盆型面绝缘体,19、叶背型面绝缘体,20、绝缘体引导块,21、绝缘体连接块,22、绝缘体连接孔。
具体实施方式
下面对本发明的具体实施方式做如下详细介绍。
实施本发明——“一种空间旋转和平移协同运动的整体叶盘一体化电解成型方法”,其装置主要包括整体叶盘工具旋转台、阴极工具体、随动绝缘装置。
参考图1,采用本发明实现整体叶盘叶栅通道和叶片型面一体化电解成型加工的过程主要包括以下步骤:
步骤一:在电解加工机床大理石平台上,安装X直线运动平台、Y直线运动平台,在新安装的基准平台上安装Z向数控平台,将阴极工具体组合(阴极体、导流装置和连接装置)安装到阴极尾座上,并将工具阴极体与电源负极相连接;
步骤二:将整体叶盘安装在步骤一所述的工作台,并接电源正极;
步骤三:对刀,确定初始加工位置,计算初始加工间隙,启动随动绝缘体驱动器,带动绝缘体连接块21运动,将绝缘体3退回到夹具体内。
步骤四:启动整体叶盘毛坯旋转驱动器、平动驱动器、工具阴极体旋转驱动器、平动驱动器,使整体叶盘毛坯工具按照中心轴线1做旋转运动和沿轴线1垂直方向的平移运动,工具阴极体按照中心轴线6做旋转运动和平移运动,首先,叶盆端面加工刃16和工件接触,发生电化学溶解,随着工具阴极体径向进给,工具阴极叶盆型面加工刃13和工件接触发生电化学溶解,如此重复,直至加工完第一个叶片的叶盆,工具阴极体8保持静止状态,整体叶盘毛坯2沿轴线1垂直方向的正方向做平移运动,精修第一个叶片的叶盆型面。
步骤五:整体叶盘毛坯工件2按照中心轴线1顺时针旋转θ=360°/m度,启动随动绝缘体驱动器,使其驱动绝缘体连接块20,将叶盆型面绝缘体18与第一片已加工的叶盆型面紧密贴合,对其相邻的叶片型面采用涂覆绝缘纸进行防护,重复步骤四,加工第二个叶片叶盆型面,循环重复步骤五直至电解加工完成所有叶片叶盆型面加工。
步骤六:将阴极工具体8回退到初始位置,整体叶盘毛坯工件2按照中心轴线1逆时针旋转,启动随动绝缘体驱动器,将随动绝缘体3退回到夹具体内,启动整体叶盘毛坯旋转驱动器、平动驱动器、工具阴极体旋转驱动器、平动驱动器,使整体叶盘毛坯工件2按照中心轴线1做旋转运动和沿轴线1垂直方向的平移运动,工具阴极体3按照中心轴线6做旋转运动和平移运动,首先,叶背端面加工刃15和工件接触,随着工具阴极体沿中心轴线6径向进给,工具阴极叶背型面加工刃17和工件2接触发生电化学溶解,如此重复,直至加工完第一个叶片的叶背,工具阴极体8保持静止状态,整体叶盘毛坯2沿轴线1垂直方向的反方向做平移运动,精修第一个叶片的叶背型面。
步骤七:整体叶盘毛坯工件2按照中心轴线1逆时针旋转θ=360°/m度,启动随动绝缘体驱动器,带动绝缘体连接块21运动,将叶背型面绝缘体19与第一个叶片叶背型面紧密贴合,对其相邻的叶片型面采用涂覆绝缘纸进行防护,重复步骤四,加工第二个叶片叶背型面,循环重复步骤六直至电解加工完成所有叶片叶背型面加工。
空间旋转和平移协同运动的整体叶盘一体化电解成型方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0