










专利摘要
本发明涉及一种利用磷酸乙醇混合电解液的微细电解线切割抛光方法,属于电化学加工技术领域。其主要特征在于:使用磷酸乙醇溶液作为电解液对金属材料进行电解加工,使用线电极同时进行微缝的切割以及切缝侧壁的抛光,将电解线切割与电抛光相结合,一步完成微结构的加工和表面处理,大大提高产品的表面质量和加工效率。密度较小的乙醇使得加工间隙内的气泡和其他电解产物的排出受到较小的阻力,电解产物的迅速排出和电解液的及时更新使得加工间隙内的电场分布更加均匀、微结构的表面更加平整。
权利要求
1.一种利用磷酸乙醇混合电解液的微细电解线切割抛光方法,所采用的磷酸乙醇混合电解液中的溶质为磷酸和乙醇,溶剂为去离子水;混合溶液中各成分的含量按质量分数计算,磷酸含量为10%-30%,去离子水含量为10-20%,其余为乙醇;其特征在于:所述方法包括以下过程:
测定金属在磷酸乙醇混合溶液(3)中的极化曲线,根据电流密度变化将其分为活化区(10)、钝化区(11)和超钝化区(12)三部分,其中极化曲线是一种表示材料在溶液中溶解时电流密度随电压的变化曲线,可反映材料的溶解状态;
将脉冲电源(4)的电压设置在极化曲线的超钝化区(12),电位随着离电极由近及远逐渐降低;
接通脉冲电源(4),通过线电极(1)相对于工件(2)的数控运动,在磷酸乙醇混合溶液(3)中同时完成对金属微结构的切割与抛光;
线电极(1)与工件(2)相对运动过程时,将切缝侧壁依次分为切割区(6)、抛光区(7)和已抛光区(8);
其中线电极(1)正面与工件(2)相对的区域称为切割区(6),切割区(6)电位处于超钝化区(12),电流密度较大,材料发生快速溶解,切割出微缝;
将线电极(1)侧面与工件(2)相对的区域称为抛光区(7),抛光区(7)的材料距离阴极较远,电位处在钝化区(11),根据电抛光原理,处于这一电压区间时,材料表面会形成一层粘膜层(9),这层粘膜覆盖于材料表面,在材料表面凸起处,粘膜层(9)较薄、电阻较小,材料腐蚀速度较快,因此凸起处被更快去除,表面被整平;
距离线电极(1)更远的已抛光区(8)电位低于钝化区(11)、停止溶解;
随着线电极(1)的不断进给,线电极(1)进给方向上材料的各个位置依次成为切割区(6)和抛光区(7),得到切割和抛光,实现了切割与抛光的同步加工。
2.根据权利要求1所述的利用磷酸乙醇混合电解液的微细电解线切割抛光方法,其特征在于:
脉冲电源参数设置为脉冲电压8V-10V,脉冲周期2μs-3μs,占空比4%-6%。
说明书
技术领域
本发明涉及一种利用磷酸乙醇混合电解液的微细电解线切割抛光方法,属于电化学加工技术领域。
背景技术
微机电系统尺寸十分微小,其内部结构、零部件通常在微米级甚至纳米级。由于微结构精度要求高,且用于加工微结构的材料力学性能好,所以加工难度很大,传统的机械加工难以实现,一般采用特种加工的方法进行加工。这类特种加工方法适合于加工各种硬度高、耐腐蚀性强、熔点高的特殊材料。常见的特种加工方法包括激光加工、微细电火花加工、微细电解加工和离子束加工等。其中,电解加工方法拥有其他加工方法不具备的优点。在电解加工过程中,工具与工件无接触、工件不会发生变形、不会产生电火花加工中的热影响区等等。所以,微细电解方法适用于加工精度要求很高、尺寸微小的工件。
微细电解线切割工艺采用直径为几十微米甚至几微米的钨丝或者钼丝作为阴极,电极制作时间短、成本低,切缝宽度很小,能够获得较高的加工精度。微细电解线切割时,阴极由于还原反应生成氢气,而阳极也发生氧化反应生成可溶或者不可溶的电解产物。然而,由于加工间隙较小,电解产物仅靠重力或者扩散作用不能被及时排出间隙,导致容易发生短路,不均匀的电场分布或者短路也使得切缝侧壁的表面质量很差。
电解产物的排出效率对产品表面质量有很大影响。针对电解产物排出问题,研究者们展开了广泛研究,并提出了一些优化方案。比如:线电极轴向往复运动配合阳极工件微幅振动、单向运丝或者往复运丝来拖动气泡和电解产物,加速加工产物的排出和电解液的更新,然而,线电极的表面比较光滑,拖拽效果不明显;采用亲水性电极,比如表面粗糙或者带有微结构的微细电极,进行电解线切割,可以增强电极丝对产物的拖拽效果,但由于这种线电极制备方法比较繁琐,且由于是减材制备,电极的张力变小,张紧效果不好,也影响了加工效果;轴向冲液,利用高速液流带走加工间隙内的电解产物、快速更新加工间隙内的电解液,提高了加工稳定性和加工效率,但由于液流压力在间隙内会衰减,且较细的电极丝稳定性差,不适合采用这种方法;螺旋电极电解线切割,利用高速旋转的螺旋电极在轴向形成高速液流,带走电解产物、更新电解液,加工间隙内电场很均匀,极大地提高了加工效率、加工稳定性以及表面质量,但由于电极尺寸往往较大,工件加工精度要求非常高时也不是很适用。
如何高效率地加工出高精度和高表面质量的微结构仍是一个具有挑战性的难题。
发明内容
针对微结构存在的表面质量差和加工效率低的问题,本发明提出了一种利用磷酸乙醇混合电解液的微细电解线切割抛光方法,旨在一步加工出高表面质量的微结构。
一种利用磷酸乙醇混合电解液的微细电解线切割抛光方法,所采用的磷酸乙醇混合电解液中的溶质为磷酸和乙醇,溶剂为去离子水;混合溶液中各成分的含量按质量分数计算,磷酸含量为10%-30%,去离子水含量为10-20%,其余为乙醇;其特征在于:所述方法包括以下过程:测定金属在磷酸乙醇混合溶液中的极化曲线,根据电流密度变化将其分为活化区、钝化区和超钝化区三部分,其中极化曲线是一种表示材料在溶液中溶解时电流密度随电压的变化曲线,可反映材料的溶解状态;将脉冲电源的电压设置在极化曲线的超钝化区,电位随着离电极由近及远逐渐降低;接通脉冲电源,通过线电极相对于工件的数控运动,在磷酸乙醇混合溶液中同时完成对金属微结构的切割与抛光;线电极与工件相对运动过程时,将切缝侧壁依次分为切割区、抛光区和已抛光区;其中线电极正面与工件相对的区域称为切割区,切割区电位处于超钝化区,电流密度较大,材料发生快速溶解,切割出微缝;将线电极侧面与工件相对的区域称为抛光区,抛光区的材料距离阴极较远,电位处在钝化区,根据电抛光原理,处于这一电压区间时,材料表面会形成一层粘膜层,这层粘膜覆盖于材料表面,在材料表面凸起处,粘膜层较薄、电阻较小,材料腐蚀速度较快,因此凸起处被更快去除,表面被整平;距离线电极更远的已抛光区电位低于钝化区、停止溶解;随着线电极的不断进给,线电极进给方向上材料的各个位置依次成为切割区和抛光区,得到切割和抛光,实现了切割与抛光的同步加工。
所述的脉冲电源的脉冲参数,其特征为:脉冲电源参数设置为脉冲电压8V-10V,脉冲周期2μs-3μs,占空比4%-6%。
由于在盐酸之类的强酸溶液中不会产生不溶性电解产物且加工能力较强,加工效率高,所以电解加工经常使用这类酸性溶液。然而,使用盐酸进行加工后微缝侧壁杂散腐蚀严重,加工所得微结构表面粗糙度很高,需要再次在抛光液(磷酸等)中经过电抛光的方法对其表面进行整平,总的加工效率很低。因而采用磷酸对材料进行直接加工可以省去抛光步骤,提高加工效率。磷酸粘度随浓度增大而增加;浓磷酸的粘性较大,加工间隙内的气泡和电解产物难以快速排出,所以磷酸的浓度不宜高于30%;在磷酸中加入密度比水更低的乙醇可以降低电解液粘度,乙醇含量越高,电解液密度就越低,气泡和电解产物就越容易被快速排出加工区域,从而加工区域电场分布也就更均匀,微结构的加工精度和表面质量越高。然而,如果乙醇含量太高、水含量太少,则溶液中电离的磷酸分子数量就会很少,溶液电导率过低、材料去除率太低,所以需要保证电解液中有一定比例的水,以保证电解液的加工能力。
极化曲线是一种表示材料在溶液中溶解时电流密度随电压的变化曲线,反映了材料溶解状况。研究发现,金属材料在磷酸中通以极化曲线的钝化区内的电压时,其表面能够得到抛光。在钝化区电压下,电流密度相对小一些,根据电抛光中的粘膜理论,材料表面会覆盖一层粘膜层,在材料表面凸起处,粘膜层较薄、电阻较小,材料腐蚀速度较快;且由于距离短、电场强度大,负离子向凸起处的聚积更多、速度也更快,所以凸起处有更多机会被腐蚀,从而表面被整平,这就是磷酸的抛光原理。此外,根据极化曲线,电压处于超钝化区时,材料表面的电流密度较大、可被快速去除,适用于切割工件。而磷酸溶液因其电化学特性,既能快速去除材料,也可抛光材料表面,应用于微细电解加工中时,可实现切割与抛光的同步进行,提高表面质量和加工效率。
金属材料在磷酸乙醇混合溶液中的超钝化区初始电位一般为1V-2V。加工电压设为超钝化区内较高的电压可以保证加工区域的电位由超钝化电位开始随与线电极的距离增大而逐渐减小至钝化电位以下,以实现不同电位下磷酸的不同加工效果,且电压越高,电流密度越大,材料去除率越高,保证了加工效率。脉冲周期大且占空比小时,单位时间内脉冲数量少、单个脉冲的能量小,材料去除量小,有利于获得较高的加工精度;而太大的脉冲周期或者太小的占空比会导致脉冲能量过低,无法保障加工效率。所以脉冲周期和占空比应控制在一定范围内。
附图说明
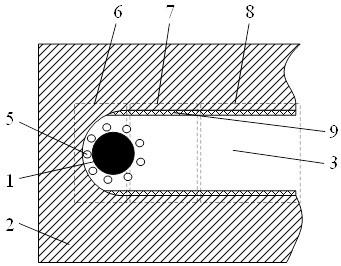
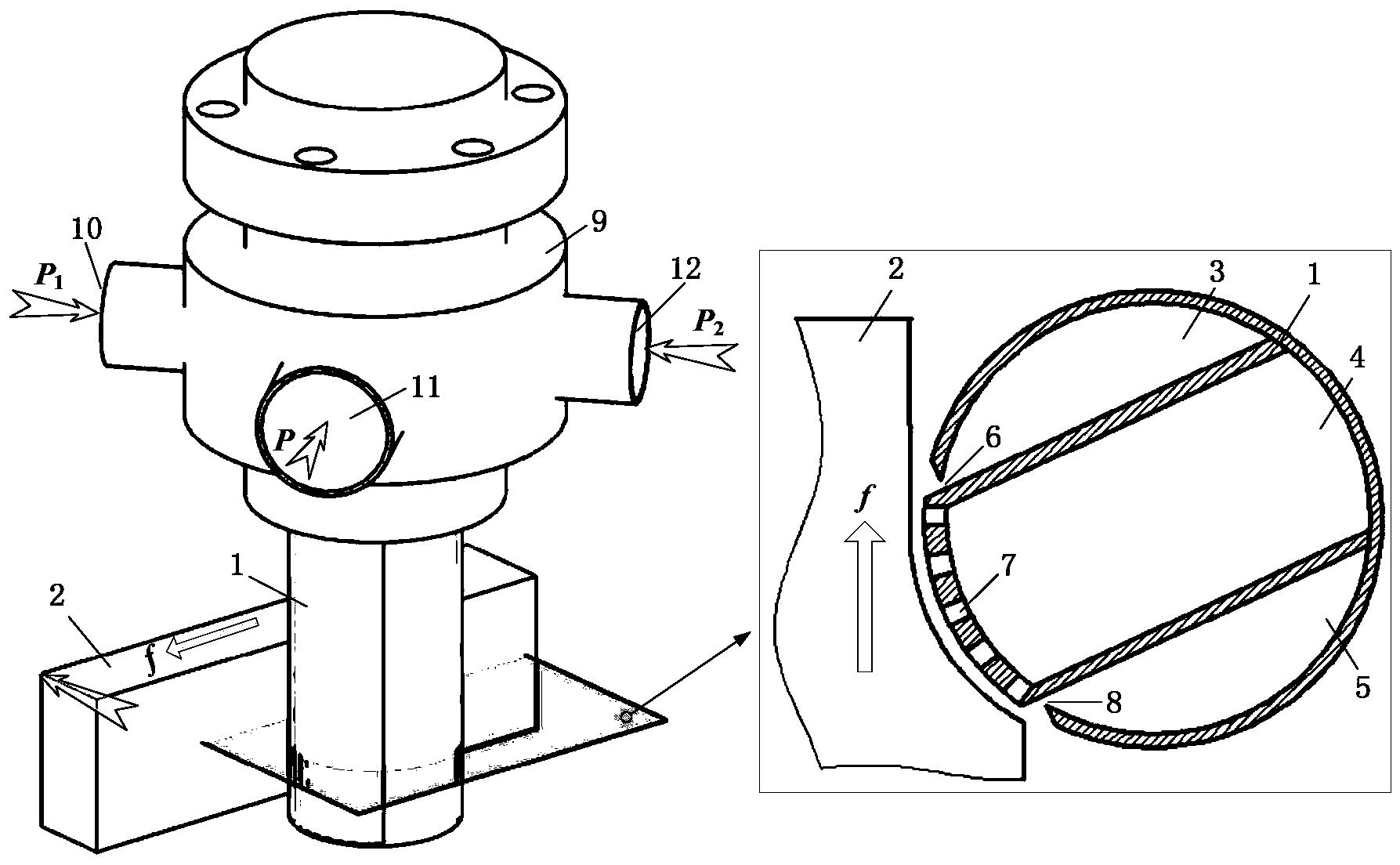
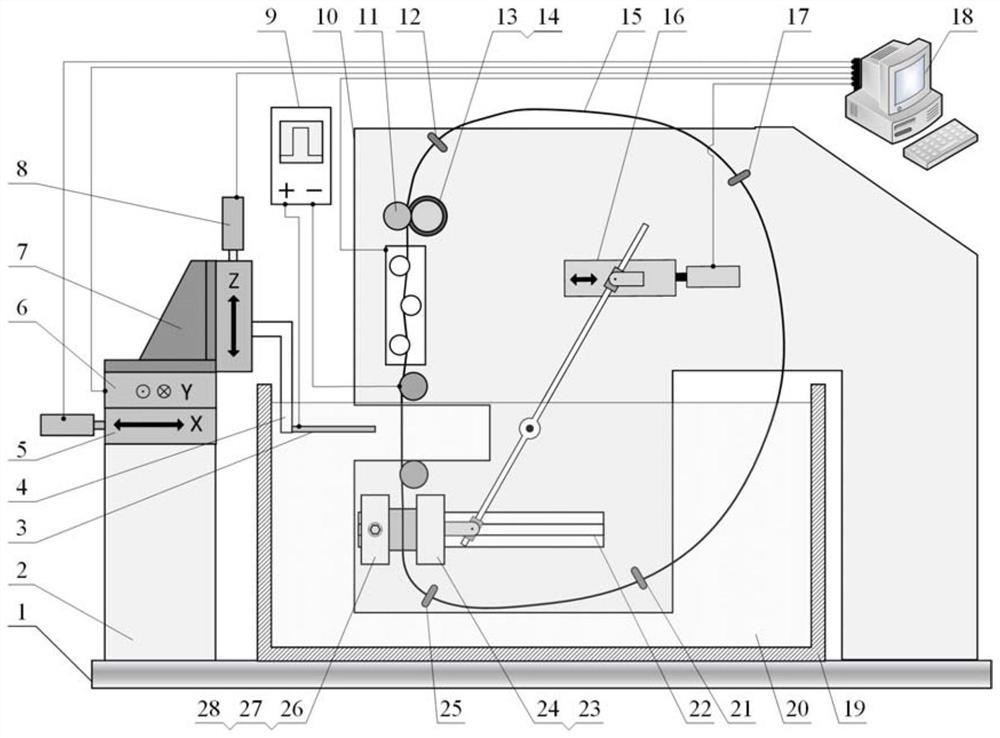
图1是磷酸乙醇溶液微细电解加工示意图;
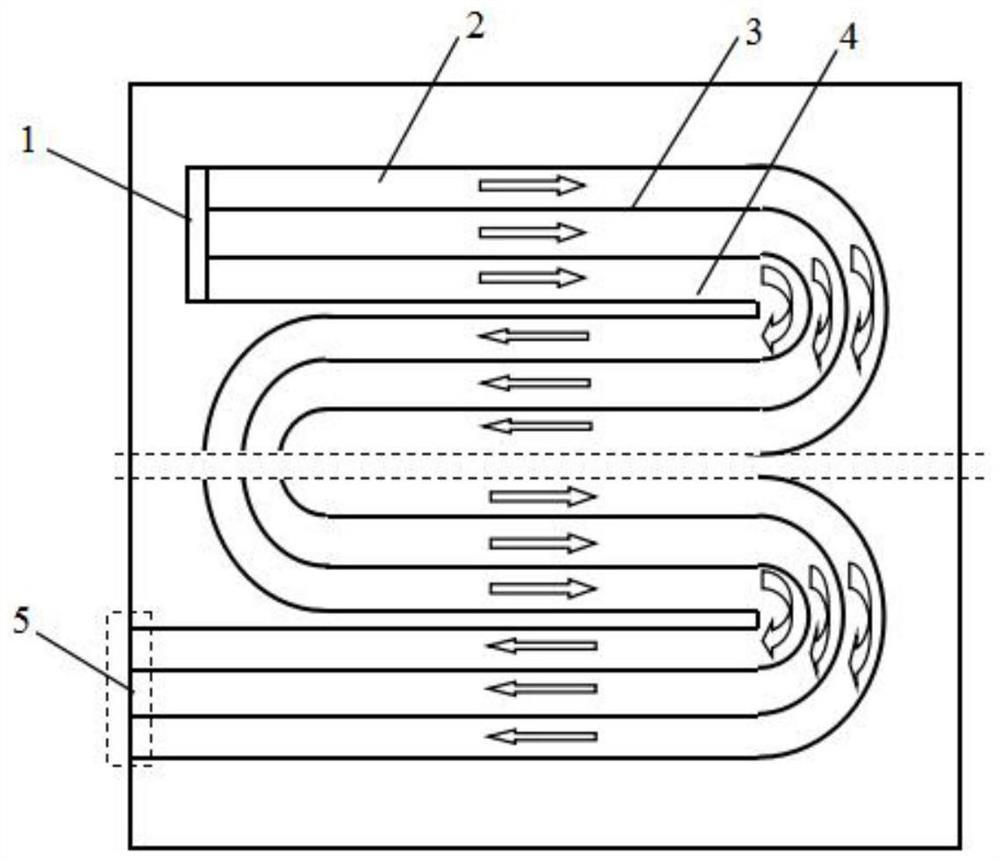
图2是切割抛光同步加工原理图;
图3是金属在磷酸中的极化曲线示意图;
图4是磷酸溶液的抛光原理;
其标号名称分别为:1、线电极,2、工件,3、磷酸乙醇混合溶液,4、脉冲电源,5、气泡,6、切割区,7、抛光区,8、已抛光区,9、粘膜层,10、活化区,11、钝化区,12、超钝化区,13、负离子,14、材料表面凸起处,15、材料表面凹陷处。
具体实施方式
本发明中用于微细电解线切割抛光中电解液的磷酸乙醇溶液混合溶液,其特征在于:混合溶液中的溶质为磷酸和乙醇,溶剂为水;混合溶液中各成分的含量按质量分数计算,磷酸含量为10%-30%,去离子水含量为10-20%,其余为乙醇。
以所述的磷酸乙醇溶液混合溶液作为电解液的微细电解线切割抛光方法,其特征在于包括以下过程:测定金属在磷酸乙醇混合溶液中的极化曲线,即电流密度与电压的关系曲线。将脉冲电源4的电压设置在极化曲线的超钝化区12,电位随着离电极由近及远依次降低,将切缝侧壁依次分为切割区6电位处于超钝化区12、抛光区7电位处于钝化区11和已抛光区8电位低于钝化区11。接通脉冲电源4,通过线电极1相对于工件2的数控运动,在磷酸乙醇混合溶液3中同时完成对金属微结构的切割与抛光;线电极1与工件2相对运动过程时,其中将线电极1正面与工件2相对的区域称为切割区6,切割区6处于超钝化电位,电流密度较大,材料发生快速溶解,切割出微缝;将线电极1侧面与工件2相对的区域称为抛光区7,抛光区7的材料距离阴极较远,处在钝化电位下。距离线电极1更远的已抛光区8的材料由于电位较低、停止溶解;随着线电极1的不断进给,线电极1进给方向上材料的各个位置依次成为切割区6、抛光区7和已抛光区8,依次得到切割和抛光后停止溶解,实现了切割与抛光的同步加工。
所述的脉冲电源脉冲参数,其特征为:脉冲电源的参数设置为脉冲电压8V-10V,脉冲周期2μs-3μs,占空比4%-6%。
由于磷酸的粘性较大,加工间隙内的气泡5和电解产物难以快速排出。在磷酸中加入密度比水更低的乙醇使得气泡5和电解产物更容易被快速排出加工区域,从而使得加工区域电场分布均匀,提高微结构的加工精度和表面质量。磷酸粘度随浓度增大而增加;浓磷酸的粘性较大,加工间隙内的气泡和电解产物难以快速排出,所以磷酸的浓度不宜高于30%;乙醇含量越高,电解液密度就越低,气泡和电解产物就越容易被快速排出加工区域,从而加工区域电场分布也就越均匀,微结构的加工精度和表面质量越高。然而,如果乙醇含量太高、水含量太少,则溶液中电离的磷酸分子数量就会很少,溶液电导率过低、材料去除率太低,所以需要保证电解液中有一定比例的水,以保证电解液的加工能力。
极化曲线是一种表示材料在溶液中溶解时电流密度随电压的变化曲线,反映了材料溶解状况。如图3所示,金属在磷酸中的极化曲线以虚线为界可分为活化区10、钝化区11和超钝化区12三部分,如图3所示。研究发现,金属材料在磷酸中时通以钝化区11内的电压,其表面能够得到抛光。在钝化区11电压下,电流密度相对小一些,根据电抛光中的粘膜理论,材料表面会形成一层粘膜层9,如图4所示,在材料表面凸起处14,粘膜层9较薄、电阻较小,材料腐蚀速度较快;且由于距离短、电场强度大,负离子13向凸起处的聚积更多、速度也更快,所以凸起处14有更多机会被腐蚀,从而表面被整平,这就是磷酸的抛光原理。而当电压处于超钝化区12时,材料表面的电流密度较大、可被快速去除,适用于切割工件。磷酸溶液因其电化学特性,既能快速去除材料,也可抛光材料表面。
加工电压设为超钝化区12电压可以保证加工区域的电位由超钝化电位开始随与线电极1的距离增大而逐渐减小至钝化电位以下,以实现不同电位下磷酸的不同加工效果。电压越高,电流密度越大,材料去除率越高,为了保证加工效率,可选取超钝化区12内较高的电压。脉冲周期大且占空比小时,单位时间内脉冲数量少、单个脉冲的能量小,材料去除量小,有利于获得较高的加工精度;而太大的脉冲周期或者太小的占空比会导致脉冲能量过低,无法保障加工效率。所以脉冲周期和占空比应控制在一定范围内。
下面结合图1和图3说明实施本发明——“磷酸乙醇溶液中微细电解线切割抛光同步加工方法”的操作过程。
步骤1、使用磷酸、乙醇和去离子水配制磷酸乙醇混合溶液;
步骤2、测定待加工材料在磷酸乙醇混合溶液3中的极化曲线;
步骤3、将磷酸乙醇混合溶液3倒入电解槽,浸没线电极1和工件2;
步骤4、将脉冲电源4接正极工件2,负极接线电极1,设置脉冲电源4的电压为极化曲线超钝化区12内的电压,接通脉冲电源4,通过线电极1的数控运动加工出侧壁光滑的微缝;
步骤5、加工完毕,分离、清洗工件2。
利用磷酸乙醇混合电解液的微细电解线切割抛光方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0