









专利摘要
本实用新型属于复合材料制备及无损监测领域,具体涉及一种内植FBG传感器的拉挤成型复合材料的连续裁切装置。该装置包括装置固定框架、升降装置、纵向滑轨、横向裁切系统及纵向裁切系统;所述横向裁切系统包括一级横向导轨、一级限位装置,横向伸臂、横向裁切刀轮以及驱动电机,横向裁切刀轮安装刀刃方向垂直于复合材料输送方向;所述纵向裁切系统包括二级横向导轨、二级限位装置、纵向伸臂、纵向裁切刀轮及驱动电机,纵向裁切刀轮安装刀刃方向平行于复合材料输送方向。有效解决了拉挤成型连续化制造过程中光纤光栅传感器在预定长度上的引线接头难以引出的问题。
权利要求
1.一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,包括:装置固定框架(1)、升降装置(2)、纵向滑轨(3)、横向裁切系统(4)、纵向裁切系统(5);
所述装置固定框架(1)用于固定裁切装置并输送已成型复合材料;
所述升降装置(2)连接在装置固定框架(1)顶面下方,用于控制刀具组件在竖直方向的进给;
所述纵向滑轨(3)连接于升降装置(2)下方,用于驱动刀具组件沿前后方向运动及进给裁切;
所述横向裁切系统(4)连接在纵向滑轨(3)上,用于拉挤成型复合材料垂直于牵引方向的横向裁切;
所述纵向裁切系统(5)连接在纵向滑轨(3)上并置于所述横向裁切系统(4)后方,用于拉挤成型复合材料在横向裁切之后,沿牵引方向的纵向裁切。
2.根据权利要求1所述的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,所述装置固定框架(1)包括固定基座(101)、框架立柱(102)以及上部盖板(103),所述固定基座(101)设有材料输送槽(104),所述材料输送槽内部设置有材料输送导辊(105)。
3.根据权利要求1所述的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,所述升降装置(2)驱动方式为电驱动,包括前后两组可升降立柱(201),运行过程中两组可升降立柱(201)同步升降,并设置有下降限位装置(202)。
4.根据权利要求1所述的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,所述横向裁切系统(4)包括一级横向导轨(401)、一级限位装置(402),横向伸臂(403)、横向裁切刀轮(404)以及第一驱动电机(405);
所述一级横向导轨(401)连接在纵向滑轨(3)下部,所述一级限位装置(402)置于一级横向导轨(401)下方,可沿一级横向导轨(401)两端边缘向中心移动,一级限位装置(402)限制两横向裁切刀轮(404)之间的最小距离为2mm,横向伸臂(403)与一级限位装置(402)之间通过横向转轴(406)连接,横向伸臂(403)可绕横向转轴(406)转动,所述横向裁切刀轮(404)及第一驱动电机(405),分别安装在横向伸臂(403)的前后两侧,裁切过程中第一驱动电机(405)驱动横向裁切刀轮(404)转动,横向裁切刀轮(404)安装刀刃方向垂直于复合材料输送方向。
5.根据权利要求4所述的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,所述横向裁切刀轮(404)的刃口厚度为0.6~0.8mm。
6.根据权利要求1所述的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,所述纵向裁切系统(5)包括二级横向导轨(501)、二级限位装置(502)、纵向伸臂(503)、纵向裁切刀轮(504)及第二驱动电机(505);
所述二级横向导轨(501),连接于纵向滑轨(3)下部,左、右两个二级限位装置(502)置于二级横向导轨(501)上,用于调整两个纵向裁切刀轮(504)之间的间距,二级限位装置(502)限制两纵向裁切刀轮(504)之间的最小距离为2mm,纵向伸臂(503)与二级限位装置(502)之间通过纵向转轴(506)连接,纵向伸臂(503)可绕纵向转轴(506)转动,所述纵向裁切刀轮(504)及第二驱动电机(505),分别安装在纵向伸臂的两侧,裁切过程中第二驱动电机(505)驱动纵向裁切刀轮(504)转动,纵向裁切刀轮(504)安装刀刃方向平行于复合材料输送方向。
7.根据权利要求6所述的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,其特征在于,所述纵向裁切刀轮(504)的刃口厚度为0.6~0.8mm。
说明书
技术领域
本实用新型属于复合材料制备及无损监测领域,具体涉及一种内植FBG传感器的拉挤成型复合材料的连续裁切装置。
背景技术
随着社会经济及城市化进程的不断加速,国家的工程设施及城市基础设施建设在过去的一段时期内得到了快速发展,诸多建筑、桥梁及工程结构已经投入使用几十年甚至更长时间。随着这些基础设施使用时间的不断增加,设施老化及其面临的使用安全风险不断加大,所以对这些基础设施的使役状态的监控以及设施的维护与保养已经成为接下来社会发展所要面临的重要问题。
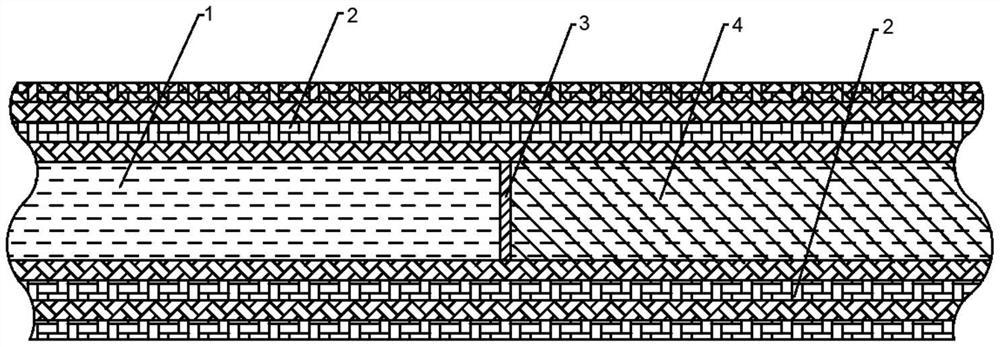
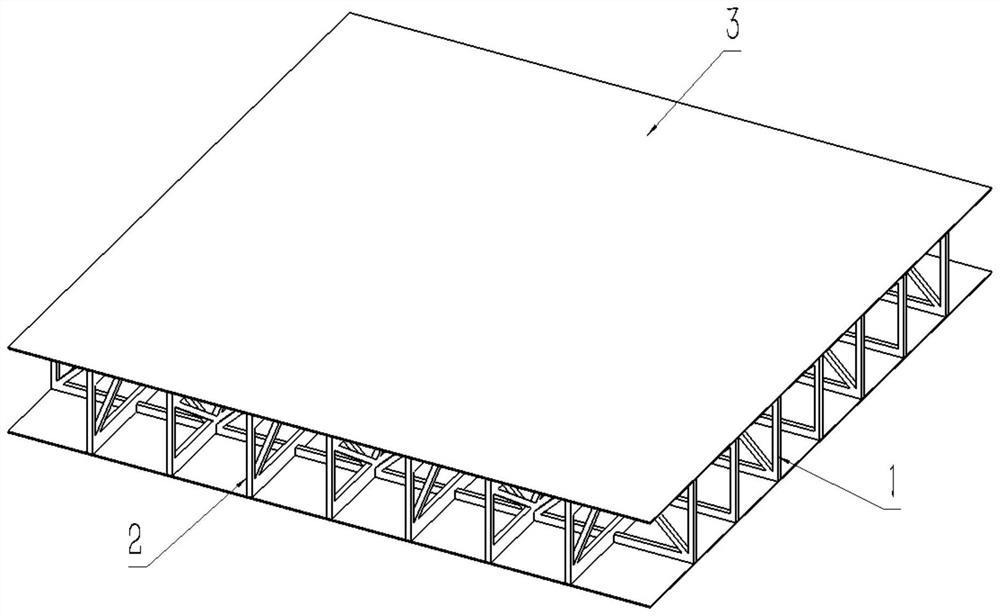
碳纤维增强复合材料单向板材的成型工艺是将纤维浸渍树脂后在模具内固化并连续拉挤成型。具有拉伸强度高、耐腐蚀性、抗震性、抗冲击性能良好等特点,能充分发挥碳纤维的强度和弹性模量,在抗剪加固、桥梁以及隧道的预应力加固补强方面有广泛应用。随着补强加固技术的不断进步以及在线监测技术的不断发展,在拉挤成型复合材料板材结构中植入传感器进行设施的结构在线健康监测已成为建筑补强领域的重点发展方向。
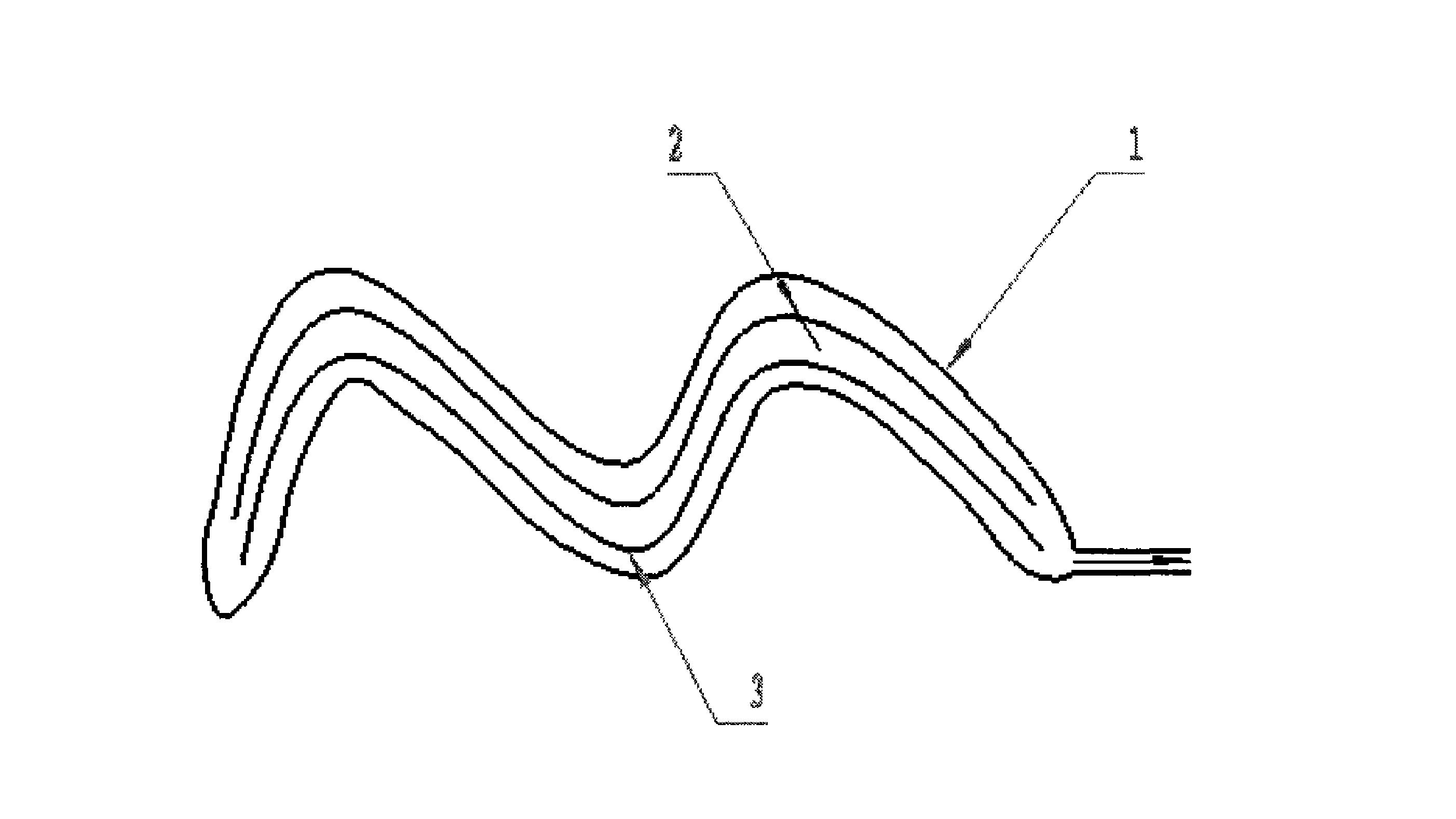
光纤Bragg光栅(FiberBragg Grating,FBG)传感器具有结构简单、抗电磁干扰性强、便于内植并易于成网等特点,相比于金属应变片及其他类型的传感器,其在原位在线监测方面具有明显优势。当然,FBG传感器也存在一些缺点,其中最主要的就是光纤的抗剪切性能差,并且栅区部位作为测量敏感部件,脆弱易断,一旦光栅的栅区折断就会造成监测信号中断,这无疑为FBG传感器在复合材料拉挤板材中的植入、传感器引线及复合材料单向板材的连续化生产带来很大困难。
为解决上述问题,近年来已经进行了一系列探索,具体来说,专利200810217549.0公开了一种光纤光栅传感器内埋于纤维高聚物复合材料的系统及方法,该方法将单根光纤由导入模引入纤维束中并一起同过拉挤成型模头。这样的方案未考虑到FBG传感器光纤的预拉伸,在植入过程中很难精准定位 FBG传感器在复合材料中的位置。专利200910057487.6公开了一种光纤光栅复合材料智能筋的制备系统及方法,该实用新型结合拉挤成型及模压成型的特点,将FBG传感器植入两个预成型体中间位置,并在两端加工连接头,这种方案一方面降低生产效率,另一方面,在应用于拉挤成型板材时,由于板材厚度相比于筋材的直径小很多,最小厚度仅为0.9mm-1.4mm,并不易于在光纤两端嵌入内埋式的引线接头。专利201710223794.1公开了一种光纤光栅连续植入拉挤成型复合材料的系统及方法,该实用新型在光纤光栅植入系统中加入预拉伸装置避免光纤的折断,但是并未考虑到FBG传感器光纤引线从复合材料裁切端面引出的问题。而光纤引线在复合材料裁切截面处的顺利引出,是实现FBG传感器信号稳定传输及复合材料拉挤板材连续化制造的必要前提。
综上所述,需要一种内植FBG传感器的拉挤成型复合材料板材连续制造设备及裁切装置,这对于实现FBG传感器在拉挤成型复合材料中的稳定植入及连续化的制造有重要意义。
实用新型内容
本实用新型主要目的及解决的关键问题是提供一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,在保证FBG传感器在复合材料拉挤成型过程中顺利存活的前提下,实现内植FBG传感器的拉挤成型复合材料板材的连续化制造。
为了达到上述目的,本实用新型采用了下列技术方案:
一种内植FBG传感器的拉挤成型复合材料的连续裁切装置包括:装置固定框架、升降装置、纵向滑轨、横向裁切系统、纵向裁切系统;
所述装置固定框架用于固定裁切装置并输送已成型复合材料;所述升降装置连接在装置固定框架顶面下方,用于控制刀具组件在竖直方向的进给;所述纵向滑轨连接于升降装置下方,用于驱动刀具组件沿前后方向运动及进给裁切;所述横向裁切系统连接在纵向滑轨上,用于拉挤成型复合材料垂直于牵引方向的横向裁切;所述纵向裁切系统连接在纵向滑轨上并置于所述横向裁切系统后方,用于拉挤成型复合材料在横向裁切之后,沿牵引方向的纵向裁切。经过垂直于牵引方向以及沿牵引方向的两级裁切系统,可以精准控制复合材料板材的横向及纵向裁切进给量,实现内植FBG传感器部位的复合材料板材的精确裁切,有效避免智能化拉挤成型复合材料在成型过程中FBG传感器的损坏以及光纤引线沿裁切部位的脆断。
进一步,所述装置固定框架包括固定基座、框架立柱以及上部盖板,所述固定基座设有材料输送槽,所述材料输送槽内部设置有材料输送导辊。材料输送槽及输送导辊的设置方便高温成型复合材料的连续化输送,保证成型复合材料板材的连续化裁切,提高复合材料板材的制备效率。
进一步,所述升降装置驱动方式为电驱动,包括前后两组可升降立柱,运行过程中两组可升降立柱同步升降,并设置有下降限位装置。可升降立柱的同步升降保证复合材料板材在裁切过程中两组裁切刀具的同步裁切,有利于控制复合材料裁切精度,保护FBG传感器及光纤引线不会因裁切尺寸误差导致失活或脆断。
进一步,所述横向裁切系统包括一级横向导轨、一级限位装置,横向伸臂、横向裁切刀轮以及第一驱动电机;所述一级横向导轨连接在纵向滑轨下部,所述一级限位装置置于一级横向导轨下方,可沿一级横向导轨两端边缘向中心移动,一级限位装置限制两横向裁切刀轮之间的最小距离为2mm,横向伸臂与一级限位装置之间通过横向转轴连接,横向伸臂可绕横向转轴转动,所述横向裁切刀轮及第一驱动电机,分别安装在横向伸臂的前后两侧,裁切过程中第一驱动电机驱动横向裁切刀轮转动,横向裁切刀轮安装刀刃方向垂直于复合材料输送方向。通过一级限位装置对两个横向裁切刀轮最小间距的限定,可以进一步保证裁切过程附带有FBG传感器及光纤引线的复合材料部位不会发生损伤,同时,通过最小间距的设定,可以最大程度的切除多余的复合材料,为后处理过程光纤引线从复合材料中的剥离提供便利。
再进一步,所述横向裁切刀轮的刃口厚度为0.6~0.8mm。选取该刃口厚度一方面可以满足复合材料板材的裁切需求,裁切过程不会轻易发生裁切刀轮刃口断裂,另一方面,合适的刃口范围可以明显提高裁切精度,保护FBG传感器及光纤引线。
进一步,所述纵向裁切系统包括二级横向导轨、二级限位装置、纵向伸臂、纵向裁切刀轮及第二驱动电机;所述二级横向导轨连接于纵向滑轨下部,左、右两个二级限位装置置于二级横向导轨上,用于调整两个纵向裁切刀轮之间的间距,二级限位装置限制两纵向裁切刀轮之间的最小距离为2mm,纵向伸臂与二级限位装置之间通过纵向转轴连接,纵向伸臂可绕纵向转轴转动,所述纵向裁切刀轮及第二驱动电机,分别安装在纵向伸臂的两侧,裁切过程中第二驱动电机驱动纵向裁切刀轮转动,纵向裁切刀轮安装刀刃方向平行于复合材料输送方向。
再进一步,所述纵向裁切刀轮的刃口厚度为0.6~0.8mm。
一种内植光纤光栅的拉挤成型复合材料的连续裁切装置的裁切方法,在已成型复合材料进入裁切工位之后,首先进行横向裁切,控制升降装置向下运动,同时横向裁切刀轮在第一驱动电机驱动下运转,并从两端边缘向复合材料板材中心部位进给裁切,在接近内植光纤光栅的部位停止裁切,保持内部植入的光纤引线连续;在横向裁切结束之后,进行复合材料板材的纵向裁切,调节两纵向裁切刀轮之间的间距为2mm,纵向裁切之后,复合材料截面处除内植光纤引线的局部区域,其它部位的复合材料均被裁切,保证复合材料截面处光纤引线的顺利引出。
与现有技术相比本实用新型具有以下优点:
本实用新型的一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,有效解决了拉挤成型连续化制造过程中光纤光栅传感器在预定长度上的引线接头难以引出的问题。在保证拉挤成型效率不明显降低的条件下,消除了内置接头方法对复合材料拉挤板材力学性能的不利影响。本实用新型的装置及制造工艺方法仅需要较简单的光纤前处理以及成型复合材料的后处理过程,即可完成 FBG传感器的内植及引线,为智能化拉挤成型复合材料板材的制造提供了一种可靠稳定的技术方案。
附图说明
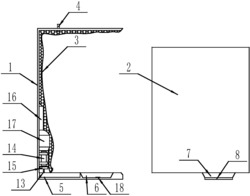
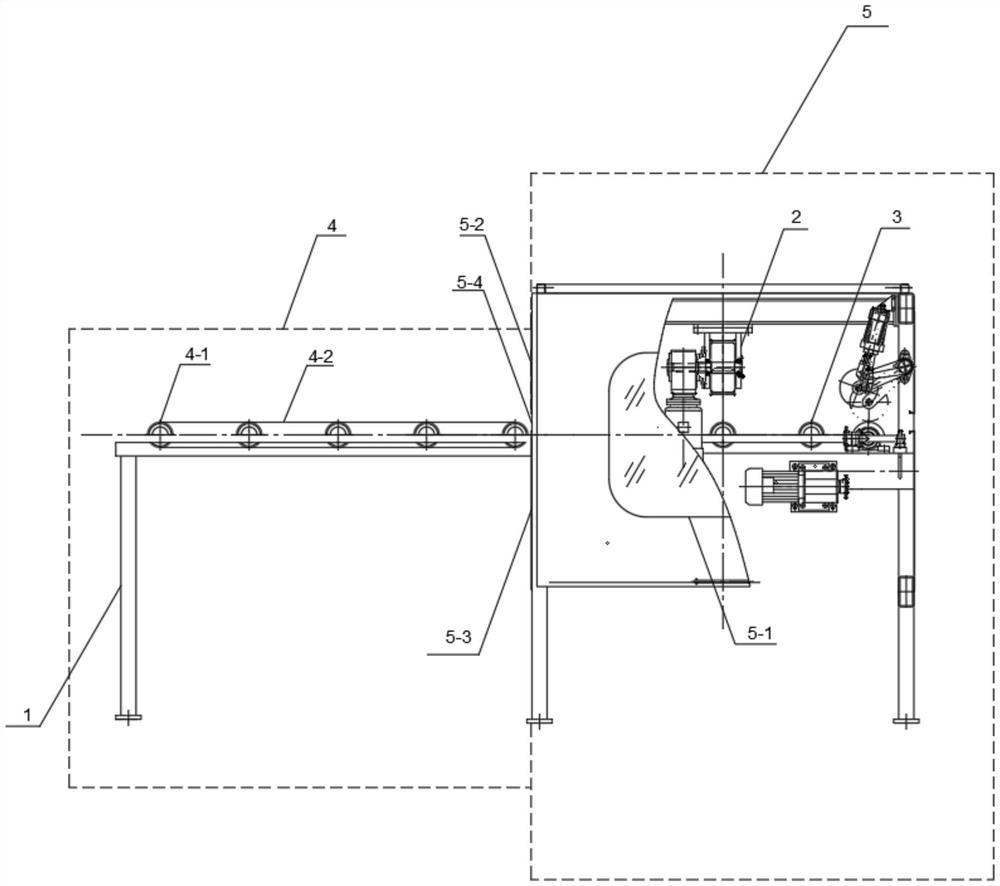
图1是连续裁切装置的整体示意图;
图2是连续裁切装置的正视图;
图3是连续裁切装置的侧视图。
其中,1为装置固定框架、2为升降装置、3为纵向滑轨、4为横向裁切系统、5为纵向裁切系统;101为固定基座、102为框架立柱、103为上部盖板、104为材料输送槽、105为材料输送导辊;201为可升降立柱、202为下降限位装置;401为一级横向导轨、402为一级限位装置、403为横向伸臂、404为横向裁切刀轮、405为第一驱动电机、406为横向转轴;501为二级横向导轨、502 为二级限位装置、503为纵向伸臂、504为纵向裁切刀轮、505为第二驱动电机、 506为纵向转轴。
具体实施方式
下面结合附图对本实用新型进行进一步的阐述。应该说明的是,下述说明仅是为了解释本实用新型,并不对其内容进行限定。
如图1、图2、图3所示,一种内植FBG传感器的拉挤成型复合材料的连续裁切装置,包括:装置固定框架1、升降装置2、纵向滑轨3、横向裁切系统 4、纵向裁切系统5;
所述装置固定框架1用于固定裁切装置并输送已成型复合材料;所述装置固定框架1包括固定基座101、框架立柱102以及上部盖板103,所述固定基座101设有材料输送槽104,所述材料输送槽内部设置有材料输送导辊105。
所述升降装置2连接在装置固定框架1顶面下方,用于控制刀具组件在竖直方向的进给;所述升降装置2驱动方式为电驱动,包括前后两组可升降立柱 201,运行过程中两组可升降立柱201同步升降,并设置有下降限位装置202。
所述纵向滑轨3连接于升降装置2下方,用于驱动刀具组件沿前后方向运动及进给裁切;
所述横向裁切系统4连接在纵向滑轨3上,用于拉挤成型复合材料垂直于牵引方向的横向裁切;所述横向裁切系统4包括一级横向导轨401、一级限位装置402,横向伸臂403、横向裁切刀轮404以及第一驱动电机405;所述一级横向导轨401连接在纵向滑轨3下部,所述一级限位装置402置于一级横向导轨401下方,可沿一级横向导轨401两端边缘向中心移动,一级限位装置402限制两横向裁切刀轮404之间的最小距离为2mm,横向伸臂403与一级限位装置402 之间通过横向转轴406连接,横向伸臂403可绕横向转轴406转动,所述横向裁切刀轮404及第一驱动电机405,分别安装在横向伸臂403的前后两侧,裁切过程中第一驱动电机405驱动横向裁切刀轮404转动,横向裁切刀轮404安装刀刃方向垂直于复合材料输送方向,所述横向裁切刀轮404的刃口厚度为 0.6~0.8mm。
所述纵向裁切系统5连接在纵向滑轨3上并置于所述横向裁切系统4后方,用于拉挤成型复合材料在横向裁切之后,沿牵引方向的纵向裁切。所述纵向裁切系统5包括二级横向导轨501、二级限位装置502、纵向伸臂503、纵向裁切刀轮504及第二驱动电机505;所述二级横向导轨501,连接于纵向滑轨3下部,左、右两个二级限位装置502置于二级横向导轨501上,用于调整两个纵向裁切刀轮504之间的间距,二级限位装置502限制两纵向裁切刀轮504之间的最小距离为2mm,纵向伸臂503与二级限位装置502之间通过纵向转轴506连接,纵向伸臂503可绕纵向转轴506转动,所述纵向裁切刀轮504及第二驱动电机 505,分别安装在纵向伸臂的两侧,裁切过程中第二驱动电机505驱动纵向裁切刀轮504转动,纵向裁切刀轮504安装刀刃方向平行于复合材料输送方向,所述纵向裁切刀轮504的刃口厚度为0.6~0.8mm。
一种上述内植光纤光栅的拉挤成型复合材料的连续裁切装置的裁切方法,在已成型复合材料进入裁切工位之后,首先进行横向裁切,控制升降装置2向下运动,同时横向裁切刀轮404在第一驱动电机405驱动下运转,并从两端边缘向复合材料中心部位进给裁切,在接近内植光纤光栅的部位停止裁切,保持内部植入的光纤引线连续;在横向裁切结束之后,进行复合材料的纵向裁切,调节两纵向裁切刀轮504之间的间距为2mm,纵向裁切之后,复合材料截面处除内植光纤引线的局部区域,其它部位的复合材料均被裁切,保证复合材料截面处光纤引线的顺利引出。
内植FBG传感器的拉挤成型复合材料的连续裁切装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0