










专利摘要
本发明公布了一种用于微电极与柔性排线之间热压焊接的方法,该方法采用各向异性导电胶ACF作为压焊材料来实现无凸点焊盘的各向异性导通。通过深硅刻蚀技术在微电极的焊盘周围形成一些凹槽以使得微电极与软排线的焊盘进行热压后只在焊盘的法向导通。该发明通过对凹槽的结构进行巧妙的设计来实现让焊盘受到压力导通的同时又可以保证焊盘周围的ACF不受压力而绝缘从而实现各向异性导通。该法采用凹槽来取代凸点的设计避免了对微电极或者排线的焊盘进行镀金来形成凸点的过程。因此,这种新颖的热压连接方法可以大大降低器件的集成成本,节省器件的工艺流程并提高工艺的可靠性。
权利要求
1.一种用于微电极与柔性排线之间热压焊接的方法,其特征在于,包括:
S1:使用深硅刻蚀技术在微电极的焊盘周围形成包围焊盘的凹槽;
S2:把S1得到的带有凹槽的微电极固定在载玻片上,将带有隔离膜的各向异性导电胶膜(ACF)沿着焊盘的排布方向粘贴在焊盘表面;
S3:将载玻片放在热压机载物台上,通过手动调节使微电极的焊盘刚好位于压头的正下方,调节热压机的参数进行预压;
S4:揭掉各向异性导电胶膜(ACF)的隔离膜,将柔性排线贴在微电极上,然后置于显微镜下进行手动对准,通过调整排线的位置使得排线的焊盘与微电极的焊盘重合,再按压排线使其与微电极固定;
S5:将微电极的焊盘置于压头正下方,调整热压机参数进行预压,使柔性排线和微电极进行初步固定;
S6:将完成预压的微电极和柔性排线放置在压头正下方,增加热压机的压力、温度以及热压时间进行本压,完成热压焊接;
所述排线的焊盘上没有凸点,而且排线用于热压的部分没有上绝缘层。
2.根据权利要求1所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,所述S1,具体为:
S101:使用硅片作为微电极的衬底材料;
S102:在硅片正面沉积一层下绝缘层材料;
S103:在下绝缘层上生长一层金属层;
S104:使用平面光刻技术将金属层图形化;
S105:沉积上绝缘层材料;
S106:使用平面光刻技术将上绝缘层图形化;
S107:使用平面光刻技术将下绝缘层图形化;
S108:使用深硅刻蚀技术将顶层硅图形化,形成微电极的轮廓以及焊盘周围的凹槽;
S109:使用双面对准光刻技术将硅片背面的氧化层图形化;
S110:使用深硅刻蚀技术将底层硅图形化;
S111:使用反应离子刻蚀技术将埋氧层去除;
S112:将器件放入丙酮中进行释放。
3.根据权利要求2所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,所述焊盘的最小面积应大于各向异性导电胶膜(ACF)的最小导通面积以确保焊盘在法向导通。
4.根据权利要求2所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,所述凹槽的宽度及深度应足够大以使各向异性导电胶膜(ACF)在凹槽处绝缘,并确保相邻的焊盘之间绝缘;所述凹槽围绕整个焊盘但除引线部分外,使整个焊盘成为一个孤立的凸点。
5.根据权利要求2所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,S1中,使用平面光刻技术将焊盘、引线以及电极点图形化。
6.根据权利要求1所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,所述S3,具体为:预压的压力为0.10-0.16MPa,温度为100-150℃,热压时间为1-5s。
7.根据权利要求1所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,所述S5,具体为:预压的压力为0.10-0.16MPa,温度为100-150℃,热压时间为1-5s。
8.根据权利要求1所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,所述S6,具体为:本压的压力为0.16-2.0MPa,温度为200-260℃,热压时间为10-20s。
9.根据权利要求1-8任一项所述的用于微电极与柔性排线之间热压焊接的方法,其特征在于,如果焊盘分布为多排,则进行多次热压,先完成一排焊盘的预压及本压以后再进行另一排焊盘的预压及本压。
说明书
技术领域
本发明涉及MEMS传感器领域的导线接口的焊接,具体地,涉及一种用于硅基微电极与柔性排线之间进行热压焊接的方法,是用各向异性导电胶(ACF)将微电极的焊盘与无凸点的柔性排线的焊盘进行焊接的方法。
背景技术
如今,硅基微电极已经被广泛用于神经记录和功能电刺激。硅基微电极主要包括三维阵列式的犹他电极和平面式的密西根电极。犹他电极具有三维阵列结构,可以同时记录三维空间的神经元活动。但是,犹他电极的每个探针上只有一个电极点,这限制了其空间分辨率。此外,犹他电极的探针长度往往小于2mm,这也使得其在深脑刺激与记录的应用受到限制。密西根电极采用平面光刻工艺,可以同时在一根探针上集成多个电极点,从而获得非常高的空间分辨率。另外,密西根电极的长度可以做到几毫米到几厘米的范围,使其可以适用于更多恼区。对于密西根电极,为了实现三维记录能力往往需要将多个密西根电极并列在一起以形成三维电极阵列。随着电极点密度的急剧提高,往往需要使用柔性排线将电极点与外部设备相连。目前,柔性排线已经可以通过MEMS工艺实现与微电极的单片集成。但是这种技术仅限于使用聚合物作为电极的绝缘层的情况。因此,对于微电极和柔性排线分开加工的情况,一种可靠的用于微电极与柔性排线之间的焊接方法是必不可少的。
由于脑组织处于一种微动的状态,通过超声焊线技术将电极直接连接到PCB上并与颅骨进行固定的方法往往会让植入后的电极因为这种微动而不断剪切脑组织,这会加重炎症反应以及胶质包覆从而降低电极的记录能力。通过柔性排线与微电极进行焊接可以让电极在植入后随着脑组织一起微动从而有效减轻因电极剪切组织引起的炎症反应;此外,通过柔性排线进行连接的微电极更加容易进行三维集成,从而有效解决三维阵列电极与外部设备的连接问题。
经过对现有技术文献的检索发现,柔性排线与微电极的焊接方法主要包括超声球焊技术,倒装芯片技术以及ACF热压技术等。S.Kisban和P.Ruther等在论文“MicroprobeArray with Low Impedance Electrodes and Highly Flexible Polyimide Cables forAcute Neural Recording”中使用了一种利用焊线机连接微电极与柔性PI排线的方法。该法在PI排线上制备出环形导电过孔,然后将过孔与微电极的焊盘进行对准,再通过球焊把PI排线的环形焊盘与微电极的焊盘焊接在一起。但是这种方法的操作复杂,需要进一步的封装和固定。S.Kisban和P.Ruther等在论文“A Novel Assembly Method for Silicon-Based Neural Devices”中使用一种含氟聚合物(Cytop)来实现柔性排线与微电极的焊接。这种聚合物可以直接悬涂到PI排线上,并通过RIE刻蚀暴露出电极点。通过对电极点进行镀金使其形成一个突起,最后使用焊接机进行对准和热压,使得Cytop玻璃化后与微电极粘接在一起从而实现焊接。Jiangang Du和Sotiris C Masmanidis等人在论文“Dual-side andthree-dimensional microelectrode arrays fabricated from ultra-thin siliconsubstrates”中使用各向异性导电胶实现了柔性PI排线与微电极的连接。这种方法需要焊盘具有一个突起的高度,从而让ACF仅仅在焊盘的法向导通。为了让焊盘有这样的突起,对焊盘进行电镀往往是必不可少的。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种用于微电极与柔性排线之间热压焊接的方法,该方法使用普通的ACF作为焊料,通过焊盘结构设计可以实现无凸点的两个平面焊盘之间的各向异性导通。这种焊接方法具有粘接牢固,操作方便和可靠性高的优点。
为实现上述目的,本发明采用如下技术方案:
一种用于微电极与柔性排线之间热压焊接的方法,包括:
S1:使用深硅刻蚀技术在微电极的焊盘周围形成包围焊盘的凹槽;
S2:把微电极固定在载玻片上,将带有隔离膜的ACF(各向异性导电胶膜)沿着焊盘的排布方向粘贴在焊盘表面;
S3:将载玻片放在热压机载物台上,通过手动调节使微电极的焊盘刚好位于压头的正下方,调节热压机的参数进行预压;
S4:揭掉ACF的隔离膜,将柔性排线贴在微电极上,然后置于显微镜下进行手动对准,通过调整排线的位置使得排线的焊盘与微电极的焊盘重合,再按压排线使其与微电极固定;
S5:将微电极焊盘置于压头正下方,调整热压机参数进行预压,使柔性排线和微电极进行初步固定;
S6:将完成预压的微电极和柔性排线放置在压头正下方,增加热压机的压力、温度以及热压时间进行本压,完成热压焊接。
进一步的,所述S1,具体为:
S101:使用硅片作为微电极的衬底材料;
S102:在硅片正面沉积一层下绝缘层材料;
S103:在下绝缘层上生长一层金属层;
S104:使用平面光刻技术将金属层图形化;
S105:沉积上绝缘层材料;
S106:使用平面光刻技术将上绝缘层图形化;
S107:使用平面光刻技术将下绝缘层图形化;
S108:使用深硅刻蚀技术将顶层硅图形化,形成微电极的轮廓以及焊盘周围的凹槽;
S109:使用双面对准光刻技术将硅片背面的氧化层图形化;
S110:使用深硅刻蚀技术将底层硅图形化;
S111:使用反应离子刻蚀技术将埋氧层去除;
S112:将器件放入丙酮中进行释放。
优选地,所述绝缘层为氮化硅/氧化硅,厚度为200nm/800nm。
优选地,所述S3,具体为:预压的压力为0.10-0.16MPa,温度为100-150℃,热压时间为1-5s。
优选地,所述S5,具体为:预压的压力为0.10-0.16MPa,温度为100-150℃,热压时间为1-5s。
优选地,所述S6,具体为:本压的压力为0.16-2.0MPa,温度为200-260℃,热压时间为10-20s。
优选地,所述排线的焊盘上没有凸点,而且排线用于热压的部分没有上绝缘层。
优选地,如果焊盘分布为多排,则进行多次热压,先完成一排焊盘的预压及本压以后再进行另一排焊盘的预压及本压。
与现有技术相比,本发明具有如下的有益效果:
本发明通过微电极加工工艺的改进,利用深硅刻蚀技术在微电极焊盘的周围刻蚀出一个围绕焊盘的凹槽。这个凹槽可以使得焊盘周围的ACF在热压过程中因不受压力而绝缘,而焊盘上方的ACF则因受力而在法向导通,从而实现各向异性导通。这种技术的优点是可以实现无凸点焊盘的焊接,避免了现有技术中普遍采用的焊盘电镀。这不仅提高了焊接的效率,也降低了焊接成本并提高了焊接的可靠性。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
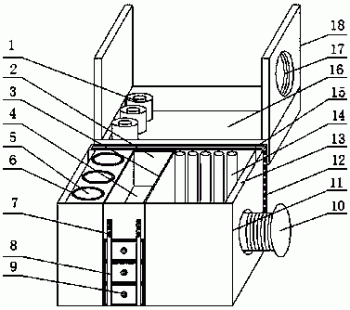
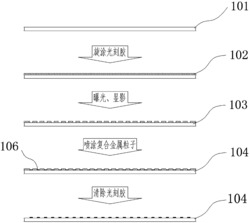
图1为本发明一实施例中微电极的工艺流程图;
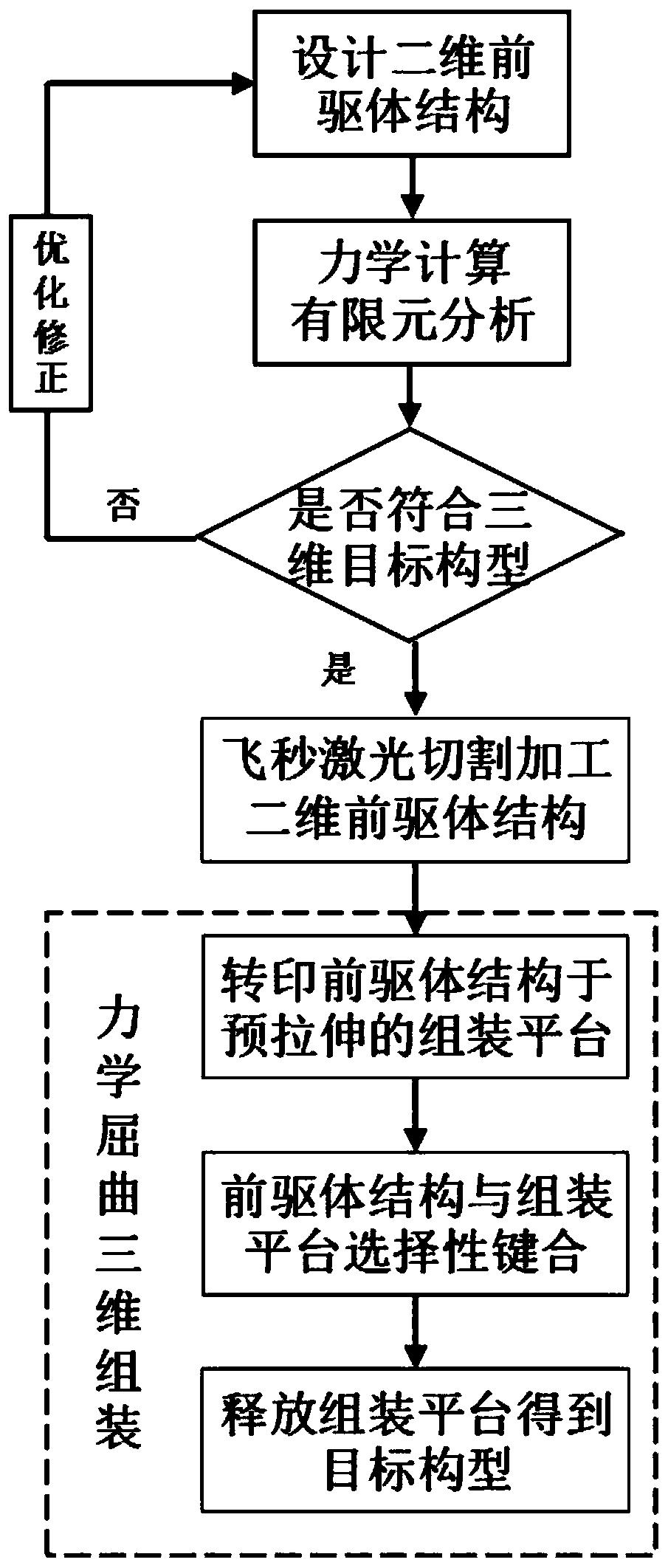
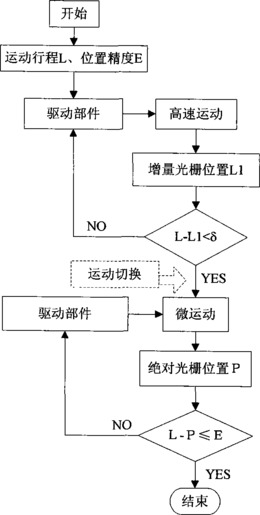
图2为本发明一实施例中微电极与柔性排线热压流程图;
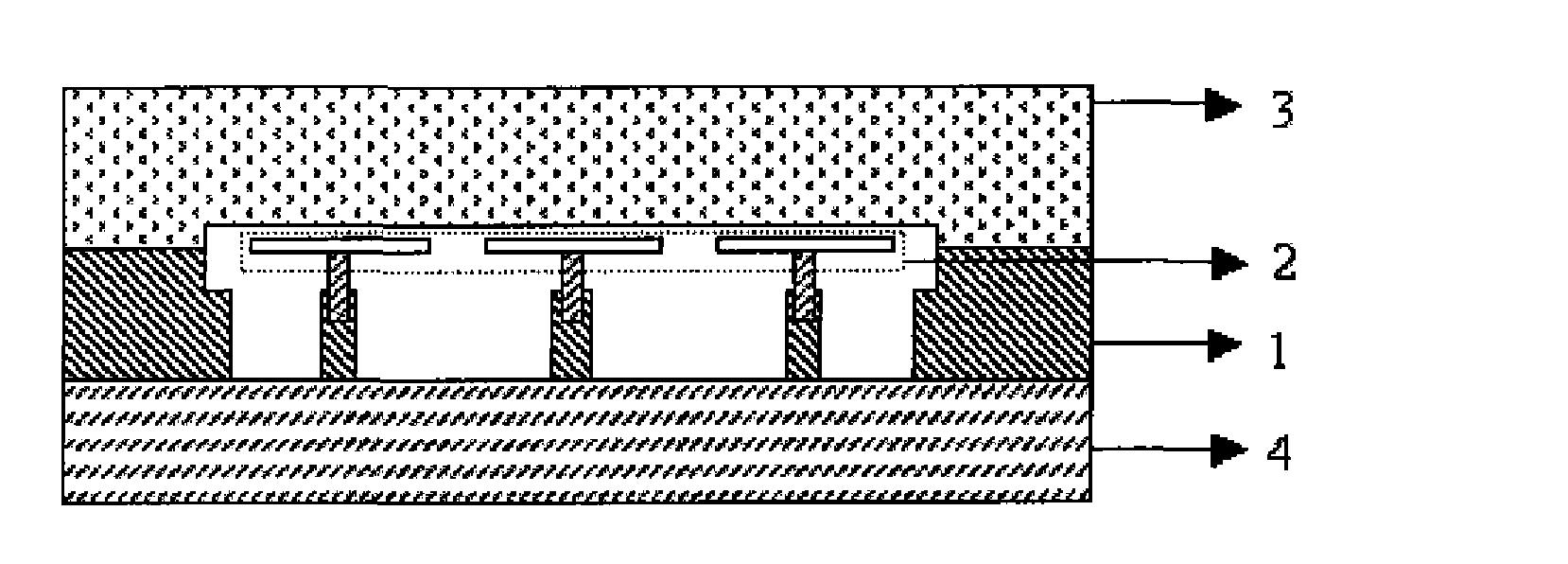
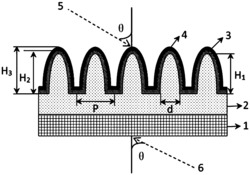
图3为本发明一实施例中柔性排线、ACF和微电极三层结构示意图;
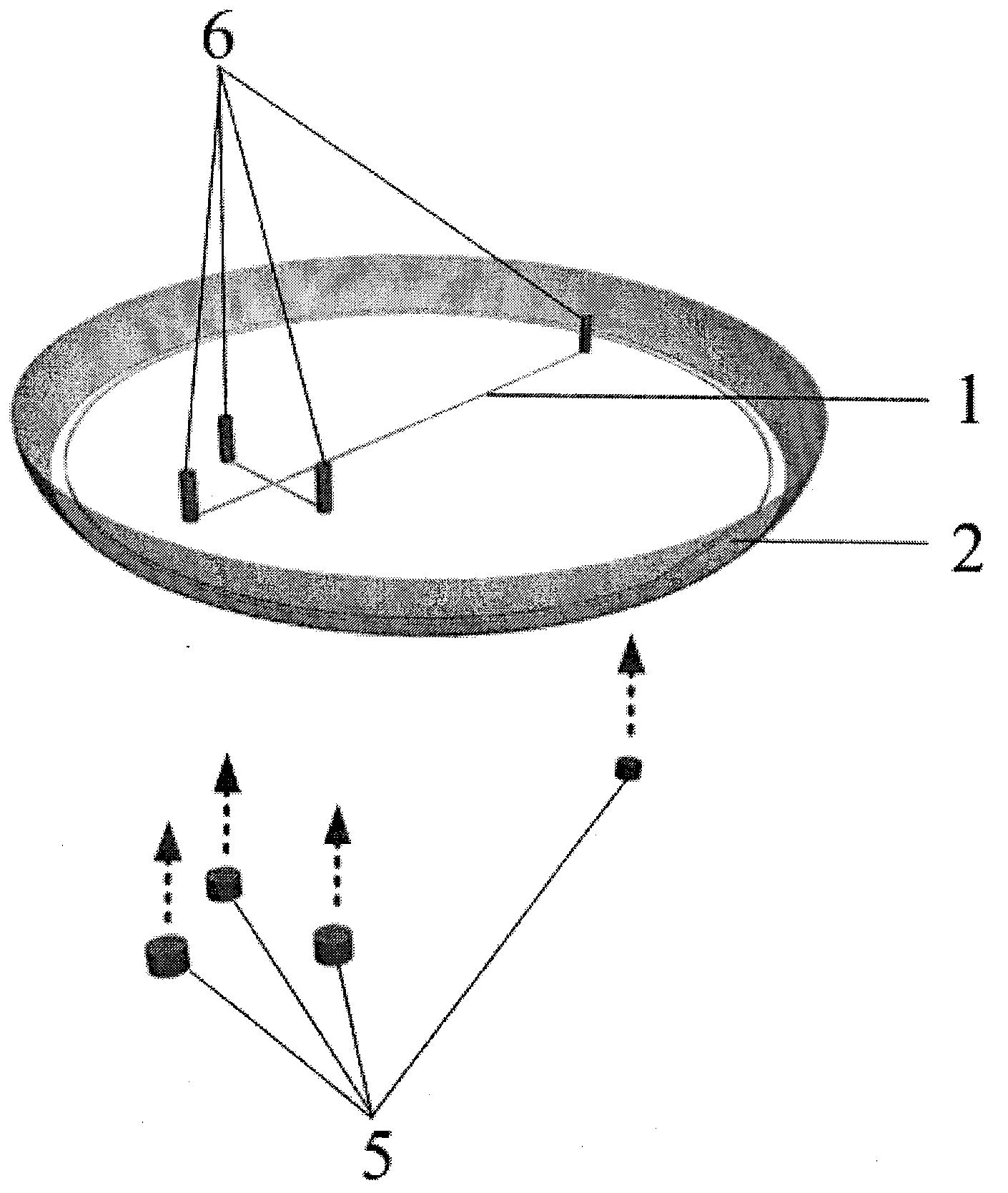
图4为本发明一实施例中热压过程示意图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
本发明提出的是一种可以用于微电极与柔性排线之间热压焊接的方法,该方法使用普通的ACF作为焊料,通过焊盘结构设计可以实现无凸点的两个平面焊盘之间的各向异性导通,以下实施例可以参照以下步骤进行:
S1:使用深硅刻蚀技术在微电极的焊盘周围形成一些包围焊盘的凹槽,凹槽围绕整个焊盘(除引线部分),使其成为一个孤立的凸点;其中:焊盘的最小面积应大于ACF的最小导通面积以确保焊盘在法向导通;凹槽的宽度及深度应足够大以使ACF在凹槽处绝缘,并确保相邻的焊盘之间绝缘;使用平面光刻技术将焊盘,引线以及电极点图形化;
S2:使用双面胶把微电极固定在载玻片上,将ACF沿着焊盘的排布方向粘贴在焊盘表面,使用棉签轻轻按压ACF使其粘贴牢固;
S3:将载玻片放在热压机载物台上,通过手动调节使微电极的焊盘刚好位于压头的正下方,调节热压机的压力,温度,时间等参数进行预压;
S4:用镊子揭掉ACF的隔离膜,将柔性排线轻轻贴在微电极上,然后置于显微镜下进行手动对准。通过调整排线的位置使得排线的焊盘与微电极的焊盘重合,然后用棉签轻轻按压排线,使其与微电极固定;排线的焊盘上没有凸点,而且排线用于热压的部分没有上绝缘层;
S5:将微电极焊盘置于压头正下方,调整热压机参数进行预压,使柔性排线和微电极进行初步的固定;
S6:将完成预压的微电极和柔性排线放置在压头正下方,增加热压机的压力,温度以及热压时间进行本压。
本发明使用柔性排线作为导线进行热压焊接,柔性排线的焊盘没有凸点,焊盘分布及尺寸与微电极的相匹配。如果焊盘分布为多排,需要进行多次热压,应先完成一排焊盘的预压及本压以后再进行另一排焊盘的预压及本压。
上述方法中,硅片可以采用SOI硅片,其顶层硅,埋氧层和底层硅的厚度分别为30μm,2μm和450μm。所述金属层可以为Cr/Au。所用ACF型号可以为日立化学生产的型号为AC-7813KM-25,宽度为1.2mm。当然,这些均可以根据实际情况进行选择,不限于此。
实施例1
微电极的制备:
使用SOI硅片作为微电极的衬底材料,将SOI分别放入丙酮,乙醇和去离子水中超声清洗5分钟,然后用氮气吹干后放入180℃烘箱中烘烤3小时。
如图1中(1)所示,使用等离子体增强化学气相沉积系统(PECVD)在硅片正面沉积1μm氧化硅作为下绝缘层材料。
如图1中(2)所示,在下绝缘层上溅射一层Cr/Au金属层作为导电层,Cr/Au金属层的厚度为30/300nm。
如图1中(3)、(4)所示,在金属层上甩正胶(HJ6030)5μm,光刻后显影。在110℃热板上烘烤15分钟后使用离子束刻蚀设备将金属层图形化。此步形成电极点,导线及焊盘。
如图1中(5)所示,再次使用等离子体增强化学气相沉积系统在硅片正面沉积1μm氧化硅作为上绝缘层材料。
如图1中(6)、(7)所示,甩正胶(HJ6030)5μm,光刻后显影。在110℃热板上烘烤15分钟后使用反应离子刻蚀设备将上绝缘层图形化。此步暴露出电极点,焊盘以及电极轮廓线。
如图1中(8)、(9)所示,甩正胶(HJ6030)5μm,光刻后显影。在110℃热板上烘烤15分钟后使用反应离子刻蚀设备将下绝缘层图形化。此步暴露出电极轮廓线以及凹槽轮廓线。
如图1中(10)所示,使用深硅刻蚀技术将顶层硅图形化。此步形成电极轮廓以及凹槽结构。
如图1中(11)所示,在SOI的正面悬涂5μm的保护胶,然后在110热板上烘烤15分钟。
如图1中(12)、(13)所示,在背面甩正胶(HJ6030)5μm,光刻后显影。在110℃烘箱中烘烤30分钟后使用反应离子刻蚀设备将背面氧化层图形化。注意,SOI正反面都有光刻胶,不能在热板上烘烤。此步形成背面深硅刻蚀的硬掩模。
如图1中(14)所示,使用深硅刻蚀技术将底层硅图形化。此步将探针减薄。
如图1中(15)所示,使用反应离子刻蚀将埋氧层清除。此步将微电极从衬底上分离。
如图1中(16)所示,将整个硅片放入丙酮中去胶。此步将微电极从衬底上释放。
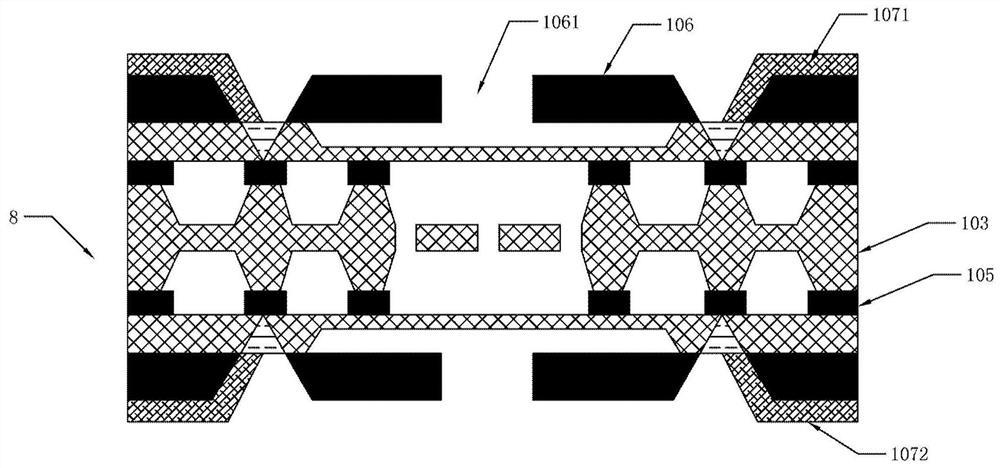
如图3所示,本实施例中设计的焊盘大小为0.28mm×0.38mm,凹槽宽度为0.3mm,凹槽深度为顶层硅的厚度30μm,从焊盘出来的引线宽度为0.05mm。
软排线设计:
使用普通单面抛光硅片作为衬底,在硅片上蒸发一层金属铝(500nm)作为牺牲层;
在硅片上悬涂5μm厚的PI胶(Durimide 7505),经过前烘、曝光、显影和亚胺化得到图形化的PI下绝缘层。
溅射Ti/Au层作为金属层,Ti/Au的厚度分别为30/300nm。
悬涂5μm厚的光刻胶(AZ4620),光刻显影后在110℃热板上烘烤15分钟。
使用离子束刻蚀设备将金属层图形化。
再次悬涂5μm厚的PI胶(Durimide 7505),经过前烘、曝光、显影和亚胺化得到图形化的PI上绝缘层。
将片子放入氯化钠电解液(2M),在铝牺牲层上加正向电压(5V)使得铝溶解,从而将制作的软排线从衬底上释放下来。
热压焊接:
如图2中(a),使用双面胶把微电极固定在载玻片上,将ACF沿着焊盘的排布方向粘贴在焊盘表面,使用棉签轻轻按压ACF使其粘贴牢固;
如图2中(b),将载玻片放在热压机载物台上,通过手动调节使微电极的焊盘刚好位于压头的正下方,调节热压机的压力为0.14MPa,温度为140℃,热压时间为3秒,开始进行预压;
如图2中(c),用镊子揭掉ACF的隔离膜,将柔性排线轻轻贴在微电极上,然后置于显微镜下进行手动对准。通过调整排线的位置使得排线的焊盘与微电极的焊盘重合,然后用棉签轻轻按压排线,使其与微电极固定;
如图2中(d),将微电极焊盘置于压头正下方,调整热压机的压力为0.14MPa,温度为140℃,热压时间为3秒,再次进行预压,使柔性排线和微电极进行初步的固定;
如图2中(e),将完成预压的微电极和柔性排线放置在压头正下方,调整热压机的压力为0.18MPa,温度为240℃,热压时间为18秒,进行本压。
如图3所示,为柔性排线,ACF和微电极三层结构的示意图。
如图4所示,为热压过程示意图。从图中可以看出,由于焊盘分布在电极的两侧区域,热压分别在这两个区域进行。由于焊盘处在热压过程中承受大部分的压力,此处ACF的导电粒子被压破后释放出来从而实现导通,而凹槽处的ACF因不受压力而绝缘。因此,这种焊盘以及凹槽的设计可以确保微电极与没有凸点的软排线进行热压焊接后实现各向异性导通。
实施例2
微电极的制备:
使用普通双面抛光双面氧化硅片作为微电极的衬底材料,其氧化层厚度为1μm,硅的厚度为500μm。将硅片分别放入丙酮,乙醇和去离子水中超声清洗5分钟,然后用氮气吹干后放入180℃烘箱中烘烤3小时。
使用等离子体增强化学气相沉积系统(PECVD)在硅片正面先后沉积200nm氮化硅和800nm氧化硅作为下绝缘层材料。氮化硅具有拉应力,氧化硅具有压应力,双层结构设计可以进行应力补偿以避免电极释放后探针发生弯曲。
在下绝缘层上蒸发一层Ti/Au金属层作为导电层,Ti/Au金属层的厚度为20/300nm。
在金属层上甩正胶(HJ6030)5μm,光刻后显影。在110℃热板上烘烤15分钟后使用离子束刻蚀设备将金属层图形化。此步形成电极点,导线及焊盘。
再次使用等离子体增强化学气相沉积系统(PECVD)在硅片正面先后沉积200nm氮化硅和800nm氧化硅作为上绝缘层材料。
甩正胶(HJ6030)5μm,光刻后显影。在110℃热板上烘烤15分钟后使用反应离子刻蚀设备将上绝缘层图形化。此步暴露出电极点,焊盘以及电极轮廓线。
甩正胶(HJ6030)5μm,光刻后显影。在110℃热板上烘烤15分钟后使用反应离子刻蚀设备将下绝缘层图形化。此步暴露出电极轮廓线以及凹槽轮廓线。
使用深硅刻蚀技术将顶层硅图形化,刻蚀深度为100μm。此步形成电极轮廓以及凹槽结构。
在硅片的正面悬涂5μm的保护胶,然后在110热板上烘烤15分钟。
在背面甩正胶(HJ6030)5μm,光刻后显影。在110℃烘箱中烘烤30分钟后使用反应离子刻蚀设备将背面氧化层图形化。此步形成背面深硅刻蚀的硬掩模。
使用深硅刻蚀技术将底层硅图形化,刻蚀深度为450μm。此步将探针减薄。
将整个硅片放入丙酮中去胶。此步将微电极从衬底上释放。
软排线设计同实施例1。
热压焊接同实施例1。
实施例3
微电极的制备同实施例1。
软排线设计:
使用CVD在玻璃片上沉积5μm厚的Parylene C作为软排线的下绝缘层;
溅射Cr/Au层作为金属层,Cr/Au的厚度分别为30/300nm。
甩正胶(HJ6030)5μm,光刻后显影,在60℃热板上烘烤15分钟。
使用离子束刻蚀设备将金属层图形化,从而形成软排线的导线及焊盘。
使用CVD在玻璃片上沉积5μm厚的Parylene C作为软排线的上绝缘层;
甩厚胶20μm,光刻后显影。在60℃热板上烘烤30分钟。
使用反应离子刻蚀设备将电极点,焊盘以及释放线上的Parylene C刻蚀掉。此步暴露出整个焊盘区域并将排线从衬底上释放下来。整个焊盘区域是指在焊接过程中与微电极接触的所有区域,包括软排线位于该区域的导线都要暴露出来,以使软排线的焊盘与微电极的焊盘处于同一个平面,从而接触紧密无台阶。
将整个片子放入丙酮中进行释放。
热压焊接同实施例1,由于Parylene C的玻璃化温度较低,热压过程中应在parylene上方垫一快PDMS以防止热压过程中出现parylene脆化。
综上,本发明中微电极的焊盘与凹槽设计是与微电极的工艺流程兼容的,这不会增加微电极的工艺步骤。而且,这种特殊的焊盘以及凹槽设计使得ACF导电胶可以实现无凸点焊盘的焊接。因此,该发明提出的焊接方法可以避免因为电镀凸点造成的工艺流程和加工成本的增加。这不仅提高了焊接效率也降低了微电极的制造成本。因而,该发明是一种灵活,高效的用于微电极集成的热压焊接技术。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
用于微电极与柔性排线之间热压焊接的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0