








专利摘要
一种利用粉末热压制备超疏水表面的方法,涉及一种制备超疏水表面的方法。本发明是要解决现有的超疏水表面机械稳定性差的技术问题。本发明:一、燃烧法制备金属氧化物粉末;二、热压;三、修饰。本发明提出一种利用粉末热压在铜等金属上制备超疏水表面的方法,操作简单有效,获得的超疏水表面机械稳定性优异(超声处理120min后超疏水表面依然保持了很好的超疏水性),具有很好的应用前景。
权利要求
1.一种利用粉末热压制备超疏水表面的方法,其特征在于利用粉末热压制备超疏水表面的方法是按以下步骤进行的:
一、燃烧法制备金属氧化物粉末:将金属硝酸盐粉末放入坩埚中,加入去离子水使金属硝酸盐粉末完全溶解,然后加入乙二醇,超声处理3min~10min充分溶解;置于马弗炉中,在升温速率为10℃/min~15℃/min的条件下从室温升温至250℃~300℃并保温30min~60min,然后在降温速率为8℃/min~10℃/min的条件下冷却至室温;样品取出后在研钵中研磨,得到具有粗糙微观表面形貌的氧化物粉末;
所述的金属硝酸盐粉末的硝酸根与乙二醇的摩尔比为(2~2.5):1;
二、热压:将基体材料依次用400#、600#、800#、1200#和1500#的砂纸打磨,然后用无水乙醇超声清洗5min~10min,自然晾干;将步骤一制备的具有粗糙微观表面形貌的氧化物粉末平铺在水平放置的不锈钢网上,再在步骤一制备的具有粗糙微观表面形貌的氧化物粉末上方放置晾干后的基体材料,形成三明治结构,置于真空炉中,真空度为10
所述的不锈钢网的孔径为30μm;
三、修饰:将步骤二取下不锈钢网后的样品完全浸没到浓度为0.01mol/L~0.05mol/L的硬脂酸的无水乙醇溶液中,在室温下静止浸泡10h~24h,取出后自然晾干,在基体材料表面获得超疏水表面。
2.根据权利要求1所述的一种利用粉末热压制备超疏水表面的方法,其特征在于步骤一中所述的金属硝酸盐为硝酸锌、硝酸镍、硝酸钴、硝酸铈、硝酸镱或硝酸锰。
3.根据权利要求1所述的一种利用粉末热压制备超疏水表面的方法,其特征在于步骤一中所述的金属硝酸盐粉末的硝酸根与乙二醇的摩尔比为2:1。
4.根据权利要求1所述的一种利用粉末热压制备超疏水表面的方法,其特征在于步骤二中所述的不锈钢网为304不锈钢。
5.根据权利要求1所述的一种利用粉末热压制备超疏水表面的方法,其特征在于步骤二中所述的基体材料为在高温下具备塑型变形的金属材料。
6.根据权利要求5所述的一种利用粉末热压制备超疏水表面的方法,其特征在于步骤二中所述的高温下具备塑型变形的金属材料为铜、铜合金、钛、钛合金、铝、铝合金、不锈钢、银或铂。
说明书
技术领域
本发明涉及一种制备超疏水表面的方法。
背景技术
超疏水表面是指与水的静态接触角(WCA)大于150°,滚动角小于10°的表面。超疏水材料在自清洁、油水分离、减小液体阻力、防腐蚀、微流控、抗结冰等领域都有很广阔的应用前景。目前制备超疏水表面的方法包括激光刻蚀、化学腐蚀、静电纺织、电化学法、水热合成、喷涂法、模板法等。但是目前诸多方法制备的超疏水表面均存在一些限制其广泛应用的问题,最典型的问题是机械稳定性差。
发明内容
本发明是要解决现有的超疏水表面机械稳定性差的技术问题,而提供一种利用粉末热压制备超疏水表面的方法。
本发明的利用粉末热压制备超疏水表面的方法是按以下步骤进行的:
一、燃烧法制备金属氧化物粉末:将金属硝酸盐粉末放入坩埚中,加入去离子水使金属硝酸盐粉末完全溶解,然后加入乙二醇,超声处理3min~10min充分溶解;置于马弗炉中,在升温速率为10℃/min~15℃/min的条件下从室温升温至250℃~300℃并保温30min~60min,然后在降温速率为8℃/min~10℃/min的条件下冷却至室温;样品取出后在研钵中研磨,得到具有粗糙微观表面形貌的氧化物粉末;
所述的金属硝酸盐粉末的硝酸根与乙二醇的摩尔比为(2~2.5):1;
二、热压:将基体材料依次用400#、600#、800#、1200#和1500#的砂纸打磨,然后用无水乙醇超声清洗5min~10min,自然晾干;将步骤一制备的具有粗糙微观表面形貌的氧化物粉末平铺在水平放置的不锈钢网上,再在步骤一制备的具有粗糙微观表面形貌的氧化物粉末上方放置晾干后的基体材料,形成三明治结构,置于真空炉中,真空度为10-3Pa~5×10-3Pa,同时对样品上下表面施加1MPa~5MPa的压力,在升温速率为10℃/min~15℃/min的条件下从室温升温至800℃~880℃并保温30min~60min,然后在降温速率为8℃/min~10℃/min的条件下冷却至室温,取下不锈钢网;
所述的不锈钢网的孔径为30μm;
三、修饰:将步骤二取下不锈钢网后的样品完全浸没到浓度为0.01mol/L~0.05mol/L的硬脂酸的无水乙醇溶液中,在室温下静止浸泡10h~24h,取出后自然晾干,在基体材料表面获得超疏水表面。
发明的设计原理:
目前制备超疏水表面主要包括两个步骤,首先是制备具有微观粗糙度的表面,然后采用低表面能物质进行修饰,使其达到超疏水的效果。
本发明的步骤一中用燃烧法制备氧化物粉末是将金属硝酸盐与多元醇等有机物混合后在空气中加热点燃反应生成金属氧化物的方法,这种方法制备出的氧化物粉末具有纯度高、微观粗糙度好等优点,适合用于制备超疏水材料。
本发明的步骤二中通过加热加压的方式将具有微观粗糙度的氧化物粉末与金属基体结合在一起,一方面使氧化物粉末与金属基体有良好的机械结合;另一方面,氧化物粉末自身之间的结合力也较强,因此在经过步骤三的修饰之后即可获得机械性能良好的超疏水表面。
本发明的步骤三中,在众多的修饰剂中,选择硬脂酸具有价格低廉、无毒害、环境友好的优点,适于广泛使用。
本发明具有以下有益效果:
1、本发明操作简单有效,将基体、氧化物粉末和不锈钢网依次叠放后在真空中加压加热,即获得机械性能稳定的粗糙表面;
2、本发明采用燃烧法制备金属氧化物粉末,操作流程简单,重复性好,获得的粉末具有良好的微观粗糙度,适合于制备超疏水表面;
3、本发明可以用于制备大面积的机械性能优良的超疏水表面;
4、本发明的步骤三在采用硬脂酸作为修饰剂,与硫醇和氟化物等低表面能修饰剂相比,价格低廉,对人和环境均无危害。
本发明提出一种利用粉末热压在铜等金属上制备超疏水表面的方法,操作简单有效,获得的超疏水表面机械稳定性优异(超声处理120min后超疏水表面依然保持了很好的超疏水性),具有很好的应用前景。
附图说明
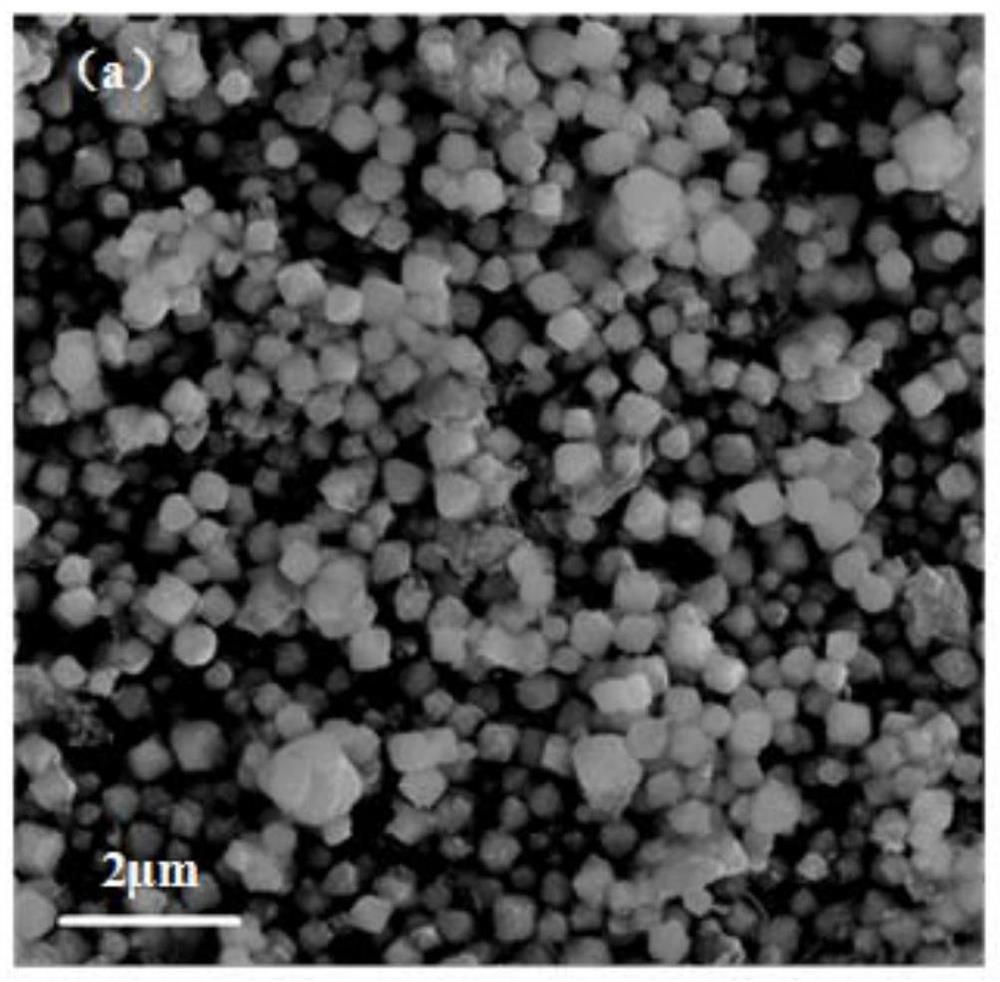
图1为试验一的步骤一中采用燃烧法制备的具有粗糙微观表面形貌的氧化物粉末的SEM图;
图2为试验一的步骤二取下不锈钢网后样品的表面三维形貌图;
图3为图2中凸起部分的放大图像;
图4为试验一的步骤三在基体材料表面获得超疏水表面的水滴的静态接触角(WCA)图像;
图5为试验一的步骤三在基体材料表面获得超疏水表面的水滴的动态滚动角(SA)图像;
图6为试验二超声处理后的接触角图像;
图7为试验三在纯钛基体上制备的超疏水表面;
图8为试验四在TC4基体上制备的超疏水表面;
图9为试验五在Q235钢基体上制备的超疏水表面;
图10为试验六在441不锈钢基体上制备的超疏水表面;
图11为试验一的步骤二取下不锈钢网后Cu基体与氧化铈粉末样品的横截面组织照片。
具体实施方式
具体实施方式一:本实施方式为一种利用粉末热压制备超疏水表面的方法,具体是按以下步骤进行的:
一、燃烧法制备金属氧化物粉末:将金属硝酸盐粉末放入坩埚中,加入去离子水使金属硝酸盐粉末完全溶解,然后加入乙二醇,超声处理3min~10min充分溶解;置于马弗炉中,在升温速率为10℃/min~15℃/min的条件下从室温升温至250℃~300℃并保温30min~60min,然后在降温速率为8℃/min~10℃/min的条件下冷却至室温;样品取出后在研钵中研磨,得到具有粗糙微观表面形貌的氧化物粉末;
所述的金属硝酸盐粉末的硝酸根与乙二醇的摩尔比为(2~2.5):1;
二、热压:将基体材料依次用400#、600#、800#、1200#和1500#的砂纸打磨,然后用无水乙醇超声清洗5min~10min,自然晾干;将步骤一制备的具有粗糙微观表面形貌的氧化物粉末平铺在水平放置的不锈钢网上,再在步骤一制备的具有粗糙微观表面形貌的氧化物粉末上方放置晾干后的基体材料,形成三明治结构,置于真空炉中,真空度为10-3Pa~5×10-3Pa,同时对样品上下表面施加1MPa~5MPa的压力,在升温速率为10℃/min~15℃/min的条件下从室温升温至800℃~880℃并保温30min~60min,然后在降温速率为8℃/min~10℃/min的条件下冷却至室温,取下不锈钢网;
所述的不锈钢网的孔径为30μm;
三、修饰:将步骤二取下不锈钢网后的样品完全浸没到浓度为0.01mol/L~0.05mol/L的硬脂酸的无水乙醇溶液中,在室温下静止浸泡10h~24h,取出后自然晾干,在基体材料表面获得超疏水表面。
具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一中所述的金属硝酸盐为过渡族金属硝酸盐。其他与具体实施方式一相同。
具体实施方式三:本实施方式与具体实施方式二不同的是:步骤一中所述的过渡族金属硝酸盐为硝酸锌、硝酸镍、硝酸钴、硝酸铈、硝酸镱或硝酸锰。其他与具体实施方式二相同。
具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:步骤一中所述的金属硝酸盐粉末的硝酸根与乙二醇的摩尔比为2:1。其他与具体实施方式一至三之一相同。
具体实施方式五:本实施方式与具体实施方式四不同的是:步骤二中所述的不锈钢网为304不锈钢。其他与具体实施方式四相同。
具体实施方式六:本实施方式与具体实施方式四不同的是:步骤二中所述的基体材料为在高温下具备塑型变形的金属材料。其他与具体实施方式四相同。
具体实施方式七:本实施方式与具体实施方式六不同的是:步骤二中所述的高温下具备塑型变形的金属材料为铜、铜合金、钛、钛合金、铝、铝合金、不锈钢、银或铂。其他与具体实施方式六相同。
用以下试验对本发明进行验证:
试验一:本试验为一种利用粉末热压制备超疏水表面的方法,具体是按以下步骤进行的:
一、燃烧法制备金属氧化物粉末:将金属硝酸盐粉末放入坩埚中,加入去离子水使金属硝酸盐粉末完全溶解,然后加入乙二醇,超声处理5min充分溶解;置于马弗炉中,在升温速率为10℃/min的条件下从室温升温至300℃并保温60min,然后在降温速率为10℃/min的条件下冷却至室温;样品取出后在研钵中研磨,得到具有粗糙微观表面形貌的氧化物粉末;
所述的金属硝酸盐粉末的硝酸根与乙二醇的摩尔比为2:1;
步骤一中所述的过渡族金属硝酸盐为Ce(NO3)3·6H2O;
二、热压:将基体材料依次用400#、600#、800#、1200#和1500#的砂纸打磨,然后用无水乙醇超声清洗10min,自然晾干;将步骤一制备的具有粗糙微观表面形貌的氧化物粉末平铺在水平放置的不锈钢网上,再在步骤一制备的具有粗糙微观表面形貌的氧化物粉末上方放置晾干后的基体材料,形成三明治结构,置于真空炉中,真空度为2×10-3Pa,同时对样品上下表面施加5MPa的压力,在升温速率为10℃/min的条件下从室温升温至850℃并保温30min,然后在降温速率为10℃/min的条件下冷却至室温,取下不锈钢网;
所述的不锈钢网的孔径为30μm;所述的不锈钢网为304不锈钢;
所述的基体材料为2mm厚的纯铜片;
三、修饰:将步骤二取下不锈钢网后的样品完全浸没到浓度为0.01mol/L的硬脂酸的无水乙醇溶液中,在室温下静止浸泡24h,取出后自然晾干,在基体材料表面获得超疏水表面。
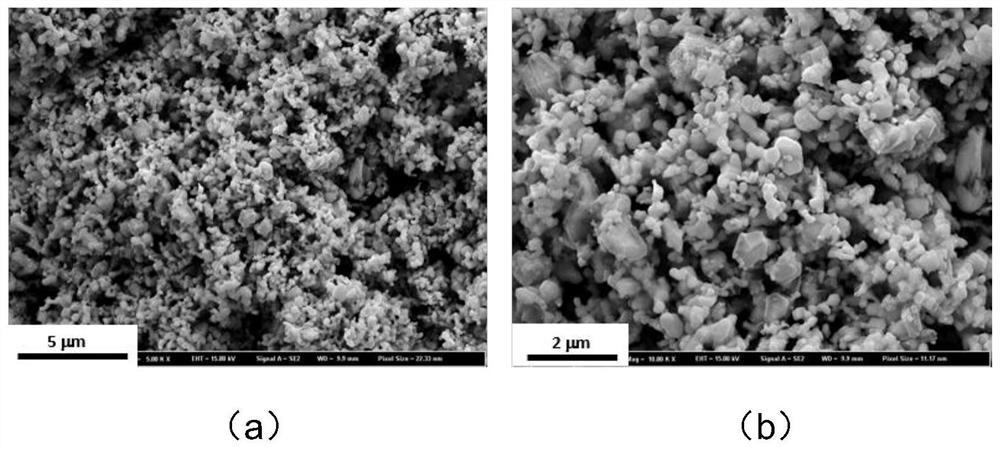
图1为试验一的步骤一中采用燃烧法制备的具有粗糙微观表面形貌的氧化物粉末的SEM图,从图中可以看出本试验制备的具有粗糙微观表面形貌的氧化物粉末(氧化铈粉末)具有粗糙且复杂的微观表面。
图2为试验一的步骤二取下不锈钢网后样品的表面三维形貌图,从图中可以看出热压后样品表面形成了与不锈钢网相一致的沟槽结构。
图3为图2中凸起部分的放大图像,从图中可以看出制备的氧化铈表面具有很好的粗糙度,适合作为超疏水涂层。
图4为试验一的步骤三在基体材料表面获得超疏水表面的水滴的静态接触角(WCA)图像,图5为试验一的步骤三在基体材料表面获得超疏水表面的水滴的动态滚动角(SA)图像,从图中可以看出水滴的静态接触角(WCA)大于150°,动态滚动角(SA)小于10°,证明本试验在基体材料表面获得了超疏水表面。
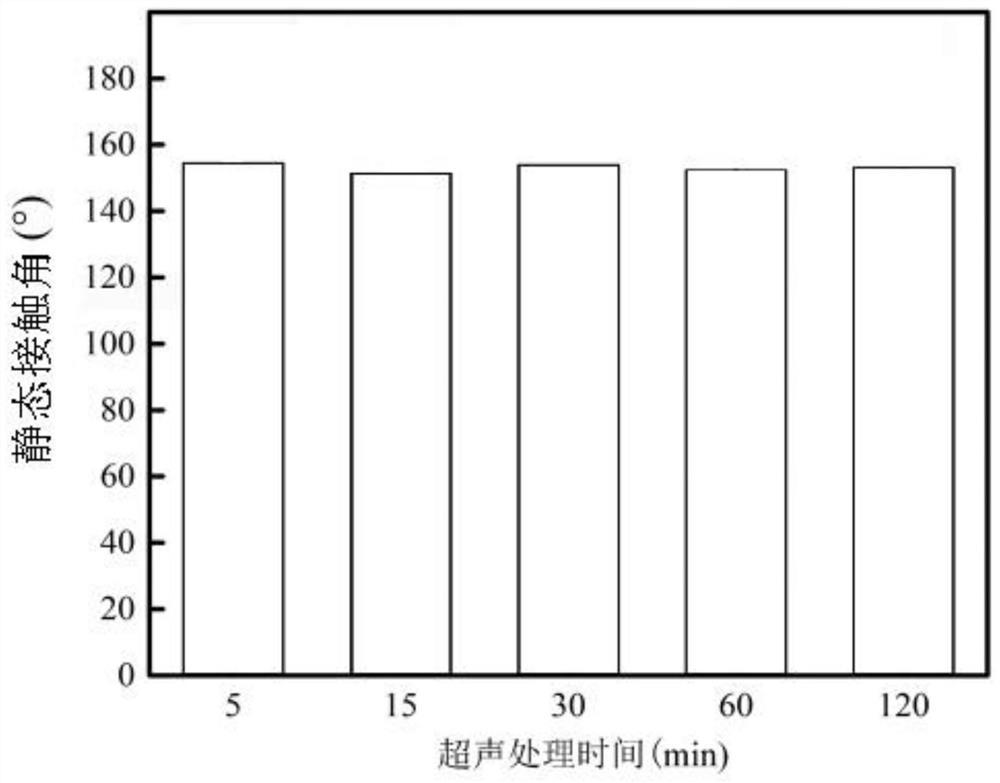
试验二:将试验一的步骤三中获得超疏水表面的基体材料样品放入水中超声,图6为超声处理后的接触角情况,从图中可以看出在经过了120min以上的超声处理后超疏水表面依然保持了很好的超疏水性,证明了该超疏水表面具有良好的机械稳定性。
试验三:本试验与试验一不同的是,步骤二中采用的基体材料为纯钛。其他与试验一相同。
试验四:本试验与试验一不同的是,步骤二中采用的基体材料为TC4。其他与试验一相同。
试验五:本试验与试验一不同的是,步骤二中采用的基体材料为Q235钢。其他与试验一相同。
试验六:本试验与试验一不同的是,步骤二中采用的基体材料为441不锈钢。其他与试验一相同。
图7为试验三在纯钛基体上制备的超疏水表面,图8为试验四在TC4基体上制备的超疏水表面,图9为试验五在Q235钢基体上制备的超疏水表面,图10为试验六在441不锈钢基体上制备的超疏水表面,从图中可以看出采用该粉末热压的方法可以在Ti、TC4、Q235钢和441不锈钢的基体上制备超疏水表面,证明该方法具有很广的适用范围和良好的应用前景。
图11为试验一的步骤二取下不锈钢网后Cu基体与氧化铈粉末样品的横截面组织照片,区域A为氧化铈层,区域B为Cu基体,从图中可以看出氧化铈层与Cu基体具有良好的结合界面。
一种利用粉末热压制备超疏水表面的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0