









专利摘要
一种流场周期波动的电解加工工具及方法,属于电解加工技术领域。本发明通过在装置流道中设置带刺凸轮机构,促使加工流道内电解液流量和流速周期性波动,促使电解液以波浪式冲刷工件表面,快速带走加工产物,提高电解加工的表面质量。另外,带刺凸轮表面遍布的尖刺可以刺破工件电解作用中产生的气泡,减少气泡对后面工件电解加工的影响,从而提高电解加工的稳定性和均匀性。本发明对提高电解加工表面质量、加工稳定性和均匀性都有重要的意义。
权利要求
1.一种流场周期波动的电解加工工具,
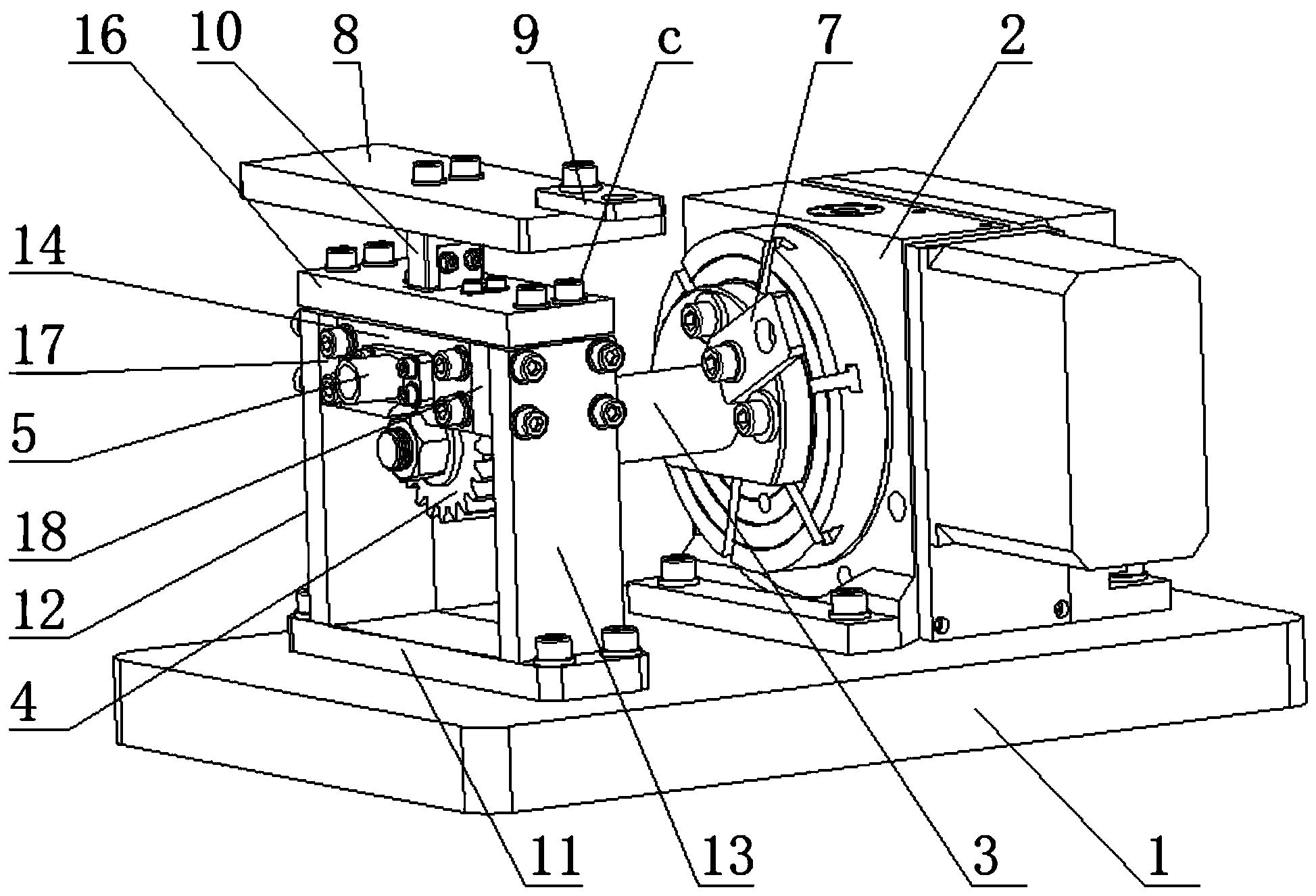
包括由上型腔夹具(3)和下型腔夹具(14)组成的加工腔体,其中下型腔夹具(14)上表面设置有电解液流道(18);
还包括固定于上述加工腔体左右两端的左夹具体(9)和右夹具体(2),左夹具体(9)连接进液管(8),右夹具体(2)连接出液管(1);
还包括工件和阴极,其中工件(12)安装在下型腔夹具(14)上表面并位于电解液流道(18)内;其中阴极置于上型腔夹具(3)内;
其特征在于:
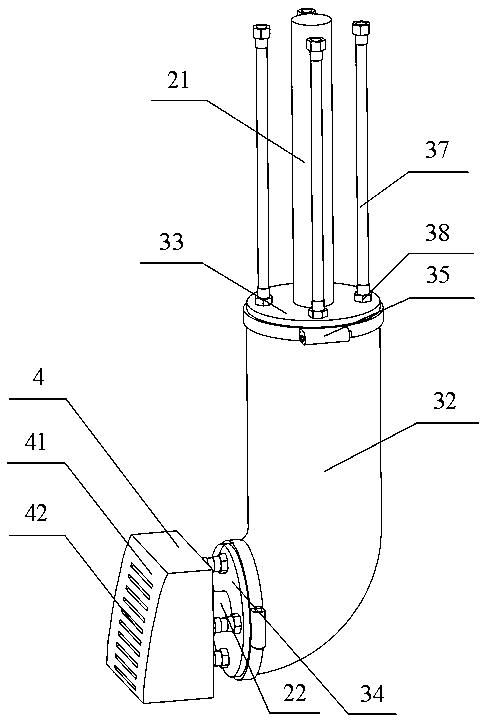
上述电解液流道(18)内还安装有若干带刺凸轮机构(10),它安装在下型腔夹具(14)的上表面,并与驱动电机(11)连接。
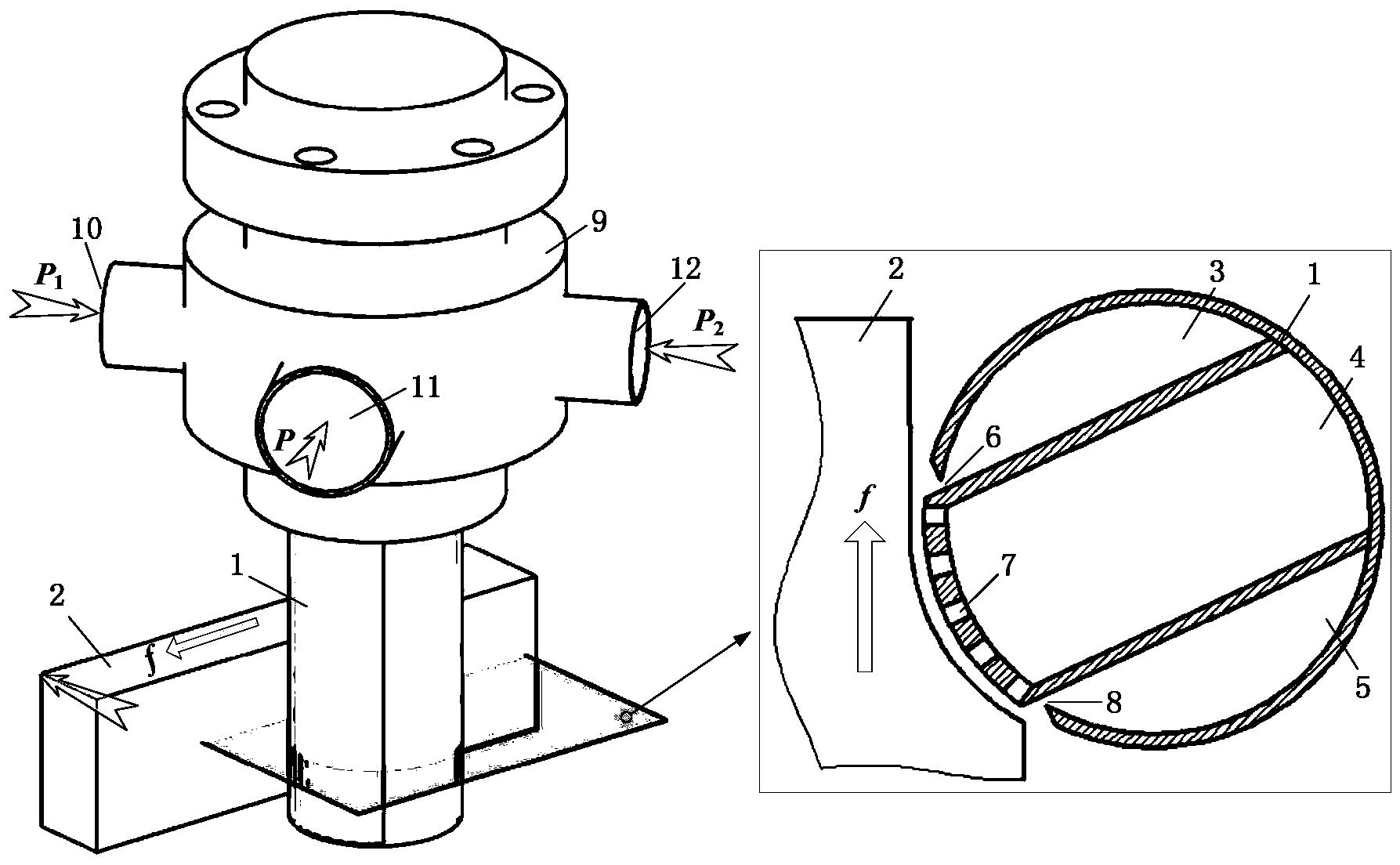
2.根据权利要求1所述的流场周期波动的电解加工工具,其特征在于:上述电解液流道(18)为两端宽中间窄的形式;两端宽度过渡部位设置有带刺凸轮机构(10)。
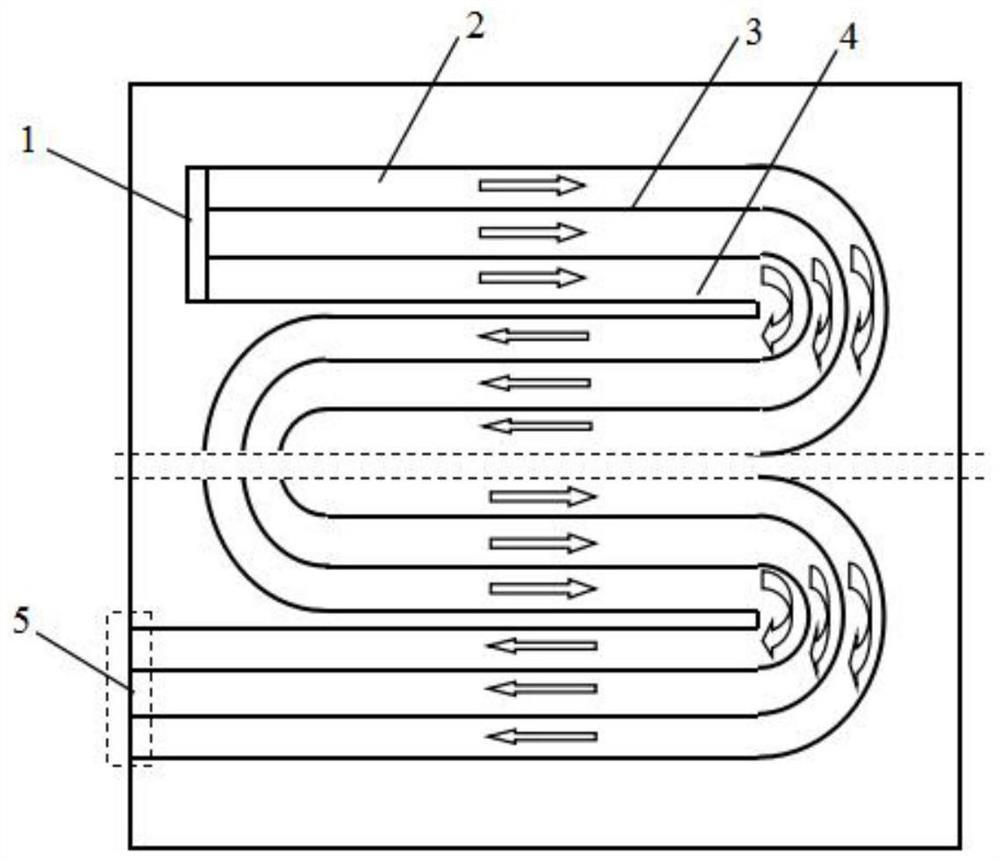
3.根据权利要求1或2所述的流场周期波动的电解加工工具,其特征在于:上述电解液流道(18)呈蛇形结构,蛇形结构的每个拐角处都放置带刺凸轮机构(10)。
4.根据权利要求1所述的流场周期波动的电解加工工具,其特征在于:
上述工件由若干工件块组成,通过镶嵌的方式置于下型腔夹具(14)对应孔内,且两者之间垫有一层导电层(13);
上述阴极由若干阴极单元(7)组成,阴极单元(7)固定在阴极导向块(6)下表面, 阴极导向块(6)位于上型腔夹具(3)上方并与上型腔夹具(3)固定连接,阴极单元(7)置于上型腔夹具(3)内, 阴极导向块(6)上方与阴极固定杆(4)连接。
5.利用权利要求1所述的流场周期波动的电解加工工具的加工方法,其特征在于包括以下过程:
上述上型腔夹具(3)与下型腔夹具(14)之间有电解液流道,电解液由进液管(8)流入,通过流道由出液管(1)流出;
带刺凸轮机构(10)在驱动电机(11)带动下旋转,促使电解加工流场产生周期性的波动,快速排出加工产物,通过凸轮表面的尖刺可以刺破去除前面工件因电解加工而产生的大量的气泡,从而提高后面工件电解加工过程的稳定性和均匀性。
说明书
技术领域
本发明涉及一种流场周期波动的电解加工工具及方法,属于电解加工领域。
背景技术
随着社会的发展和科技的进步,现代航空航天等领域将用到越来越多的特殊金属材料,对于这些特殊材料如高温合金、钛合金等,因其导热性差且强度和硬度高,传统的机械加工已经不再适用,而电解加工因为其独特的非接触式加工特点脱颖而出。
电解加工过程中没有切削力,对刀具无损耗,对材料硬度强度等无要求,因此非常适合航空航天等领域中的一些难加工材料的加工。在电解加工中,如何快速排出电解加工产物和气泡,进而保证电解加工过程的稳定性,是众多研究机构和学者研究的关键问题。
目前已经有研究表明,在一次性电解加工大量工件过程中前面工件电解而产生的产物和气泡必须快速排出加工区域,以免影响后面工件的电解加工。而研究人员发现通过给流场施加一定的干扰,促使电解液产生波动可以快速排出加工区产物,提高加工表面质量,比如超声电解加工、震动电解加工等。但超声电解加工和震动电解加工都需要对装置进行较大幅度的改动,且设备较为复杂。
发明内容
本发明目的在于提供一种能够快速排出加工产物,能够提高电解加工过程的稳定性和均匀性的流场周期波动的电解加工工具及方法。
一种流场周期波动的电解加工工具,包括由上型腔夹具和下型腔夹具组成的加工腔体,其中下型腔夹具上表面设置有电解液流道;
还包括固定于上述加工腔体左右两端的左夹具体和右夹具体,左夹具体连接进液管,右夹具体连接出液管;
还包括工件和阴极,其中工件安装在下型腔夹具上表面并位于电解液流道内;其中阴极置于上型腔夹具内;
其特征在于:
上述电解液流道内还安装有若干带刺凸轮机构,它安装在下型腔夹具的上表面,并与驱动电机连接。
上述的流场周期波动的电解加工工具的加工方法,其特征在于包括以下过程:
上述上型腔夹具与下型腔夹具之间有电解液流道,电解液由进液管流入,通过流道由出液管流出;
带刺凸轮机构在驱动电机带动下旋转,促使电解加工流场产生周期性的波动,快速排出加工产物,通过凸轮表面的尖刺可以刺破去除前面工件因电解加工而产生的大量的气泡,从而提高后面工件电解加工过程的稳定性和均匀性。
该工具在使用过程中,电解液进入工具内腔之后流经高速旋转的凸轮,在凸轮高速旋转的作用下工具内腔的流场产生周期性波动,随凸轮转动速度的不同,流场的周期性波动的频率也会发生变化,周期性波动的流场,会像海浪冲击沙滩一样,将加工间隙内的电解产物一波一波的冲走。
上述电解液流道为两端宽中间窄的形式;两端宽度过渡部位设置有带刺凸轮机构。这种收缩的流道可以促使加工区电解液流速提高,从而快速冲走加工产物。但是根据流体力学原理,流道的收窄处流速升高,压力降低,流体中的气泡会逐渐变大并增多,在此处设置带刺凸轮表面的尖刺可以有效地刺破气泡,提高加工稳定性和加工效率。
上述电解液流道呈蛇形结构,蛇形结构的每个拐角处都放置带刺凸轮机构。蛇形结构使得流道内能尽可能增多工件的数量,提高加工效率。由于前序加工的影响,会导致电解液中的气泡变多变大,对后续加工不利。通过在拐角处放置带刺凸轮可以刺破气泡,从而减小加工间隙电解液中的气泡率,提高电解液的电导率,对后续加工产生积极作用。同时,可以通过改变电机转速来控制凸轮转速,改变电解液流场的脉冲变化周期。
上述工件由若干工件块组成,通过镶嵌的方式置于下型腔夹具对应孔内,且两者之间垫有一层导电层;上述阴极由若干阴极单元组成,阴极单元固定在阴极导向块下表面,阴极导向块位于上型腔夹具上方并与上型腔夹具固定连接,阴极单元置于上型腔夹具内,阴极导向块上方与阴极固定杆连接。阳极工件通过导电层连接外部电源正极,阴极单元通过阴极导向块和固定杆连接外部电源负极,从而达到电解加工的条件。
本发明具有以下优点
1.通过在装置的进液口和出液口以及流道拐角处设置带刺凸轮机构,凸轮机构高速旋转,促使流场周期性波动,将吸附在工件表面的加工产物的快速排出,从而提高加工表面质量。
2.根据流体力学原理,在流道收窄处,流速升高,压力降低,流体中气泡增大增多;同时,由于前序加工的影响,也会导致电解液中的气泡变多变大,这些气泡会随着加工区的增大逐渐累积,对后续加工产生较大的影响。高速旋转的凸轮表面遍布尖刺,可以刺破电解液中混入的空气气泡,提高电解加工的稳定性。
3.通过电机调节带刺凸轮的转速,可以控制电解液流场波动的频率,实现不同频率下电解液周期波动的电解加工实验。
附图说明
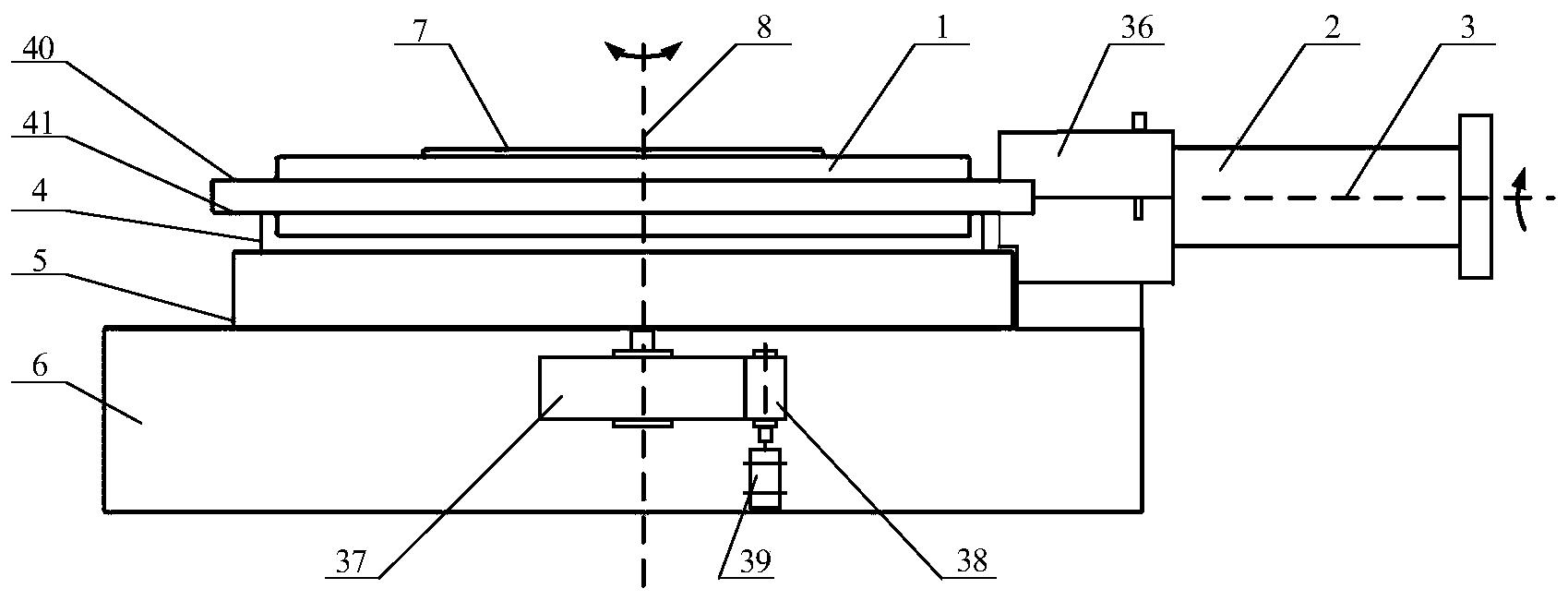
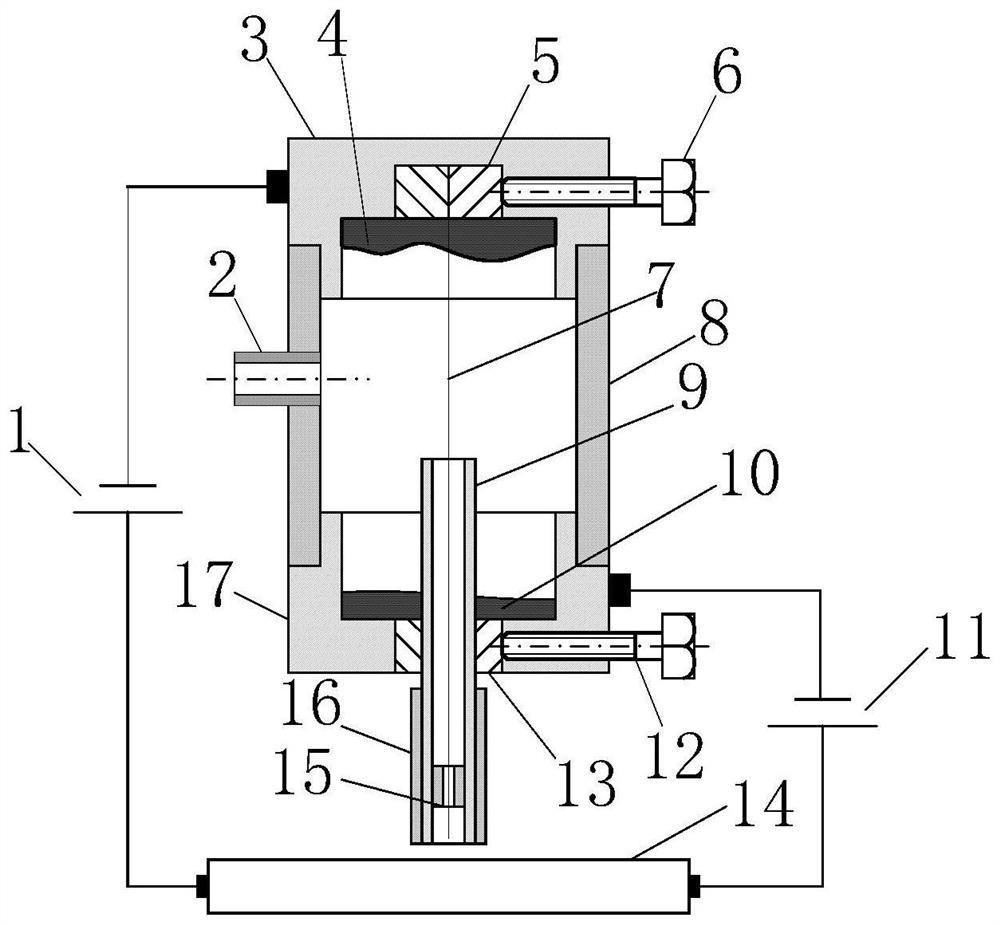
图1是装置整体示意图;
图2是大批量工件电解加工之前气泡分布示意图;
图3是大批量工件电解加工时凸轮表面尖刺去除气泡示意图;
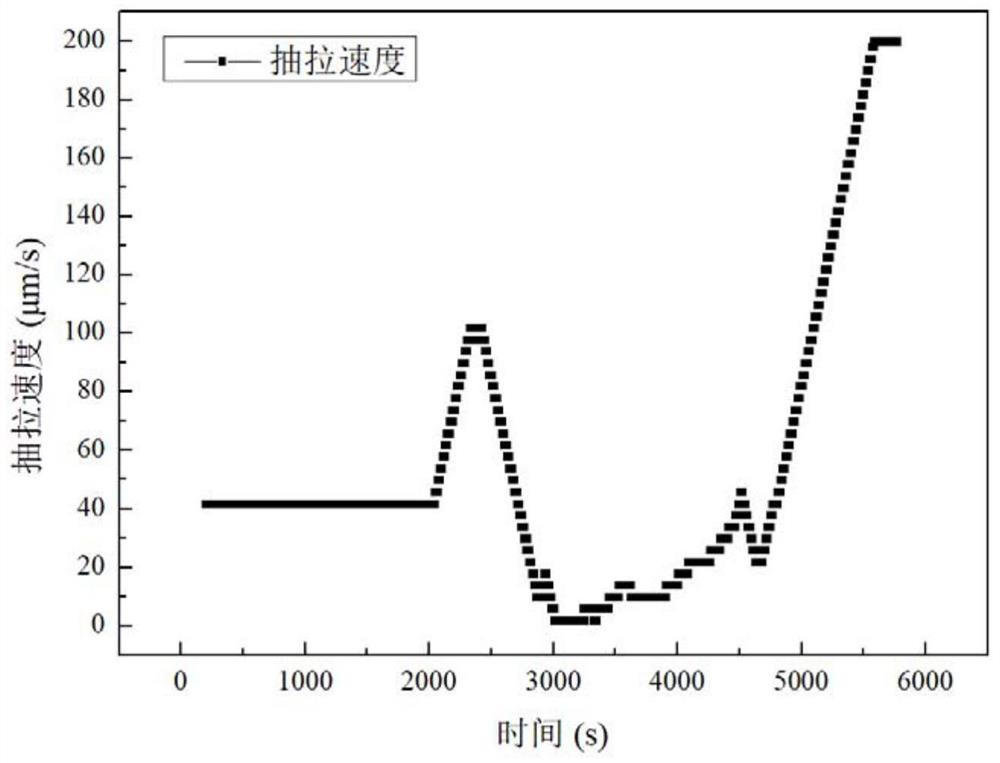
图4是流量及流速周期性变化曲线图;
图5是周期性脉动流场高效去除阳极表面产物示意图;
图6是凸轮不同转速下流量及流速周期变化示意图;
图中标号名称:1.出液管,2.右夹具体,3.上型腔夹具,4.阴极固定杆,5.盖板,6.阴极导向块,7.阴极单元,8.进液管,9.左夹具体,10.带刺凸轮机构,11.驱动电机,12.工件,13.阴极导电层,14.下型腔夹具,15.电解液,16.气泡,17电解产物,18.电解液流道。
具体实施方式
以下结合附图对本发明进行进一步说明:
本发明提出的一种带刺凸轮旋转促使流场周期波动的电解加工工具及方法,如图1所示,工件12和阴极单元7均置于夹具体内,电解液由进液管8流入,经过不断收窄的内流道,流经带刺凸轮机构10和工件12加工区域后,从出液管1流出。
如图3所示,在流道收缩段及流道拐角处,带刺凸轮机构10机构在驱动电机11的控制下高速旋转,凸轮表面的尖刺可以刺破气泡,防止其对后续加工区产生影响。
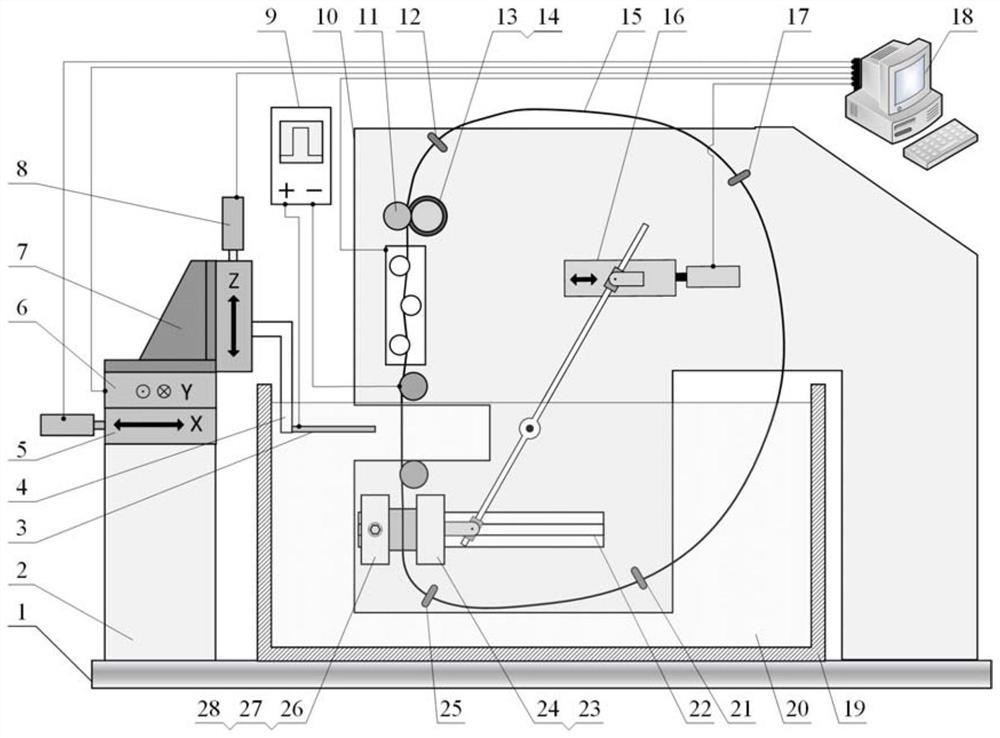
如图2、图4和图6所示,随着带刺凸轮机构10的高速旋转,工具内腔中的流场的流量和流速周期性变化,其变化频率可以由驱动电机11控制带刺凸轮机构10的转速来调节。
图5的(a)为恒定的加工流场,由于流体速度流量基本保持不变,一些电解产物17粘附在加工凹槽内,难以被电解液冲刷带走,从而影响后续加工的进行。从图5的(b)可以看出,由于在加工过程中带刺凸轮机构10高速旋转,工具流道内流场的流量和流速周期性波浪变化,所以工件12加工区域内电解产生的电解产物17和气泡16会被波浪式流场冲刷带走,加工区电解液电导率始终保持稳定,从而提高了加工稳定性和加工效率。
流场周期波动的电解加工工具及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0