









专利摘要
本发明采用一种回转体表面高凸台电解加工工具电极组件及电解加工方法,属于电解加工技术领域。该方法,其特征在于:工具电极组件包括工具阴极、第一绝缘腔、第二绝缘腔;工具阴极为回转体结构,表面开有镂空凹槽结构,凹槽结构开口处为突起导圆结构;第一绝缘腔腔体外侧与突起导圆结构内壁、凹槽结构侧壁及工具阴极内侧平面固定贴合,另一端为管状结构;第二绝缘腔外侧拐角处均为圆弧过渡,通过底部安装座固定于第一绝缘腔内部,与第一绝缘腔构成电解液流道。经第一电解液入口从侧面流入的电解液能够为回转面处的加工区域提供稳定流场,而经第二电解液入口从凹槽结构内侧流入的电解液能够保证凸台侧壁处的加工区域流场均匀性,从而保证回转体表面高凸台电解加工稳定性。
权利要求
1.一种回转体表面高凸台电解加工工具电极组件,其特征在于:
工具电极组件包括工具阴极(1)、第一绝缘腔(8)、第二绝缘腔(12);
所述工具阴极(1)为回转体结构,回转体结构内侧具有一段平面结构(2),工具阴极(1)上在该平面结构(2)对应的位置开有镂空的凹槽结构(3),凹槽结构(3)开口外侧边缘处具有突起导圆结构(4);
所述第一绝缘腔(8)包括绝缘底板(6),绝缘底板(6)一侧设置第一绝缘腔腔体(7),另一侧设置管状结构(9),管状结构(9)与第一绝缘腔腔体(7)相通;其中第一绝缘腔腔体(7)的端面为向内倾斜的导流结构(5);
上述第一绝缘腔(8)安装在工具阴极(1)的凹槽结构(3)内,具体为:第一绝缘腔腔体(7)从工具阴极(1)的回转体结构内侧向外伸入到凹槽结构(3)中,其中第一绝缘腔(8)的绝缘底板(6)与工具阴极内侧的平面结构(2)固定贴合,第一绝缘腔腔体(7)的外壁与凹槽结构(3)的内壁及突起导圆结构(4)固定贴合;
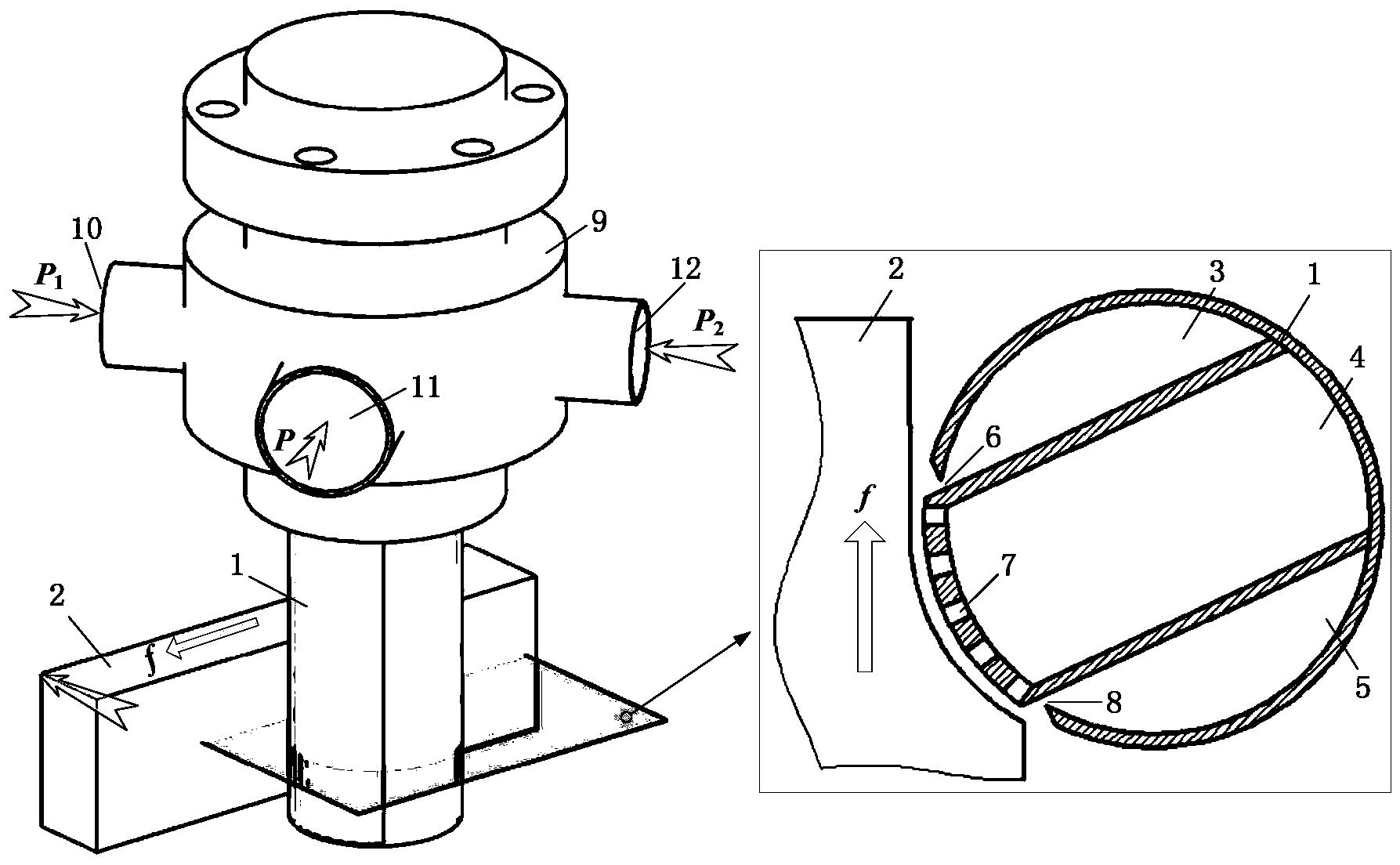
所述第二绝缘腔(12)外侧拐角处均为圆弧过渡,通过底部安装座(10)固定于第一绝缘腔(8)内部;第二绝缘腔(12)与第一绝缘腔(8)的底部之间,侧壁之间构成电解液流道(11)。
2.利用权利要求1所述回转体表面高凸台电解加工工具电极组件的电解加工方法,其特征在于包括以下过程:
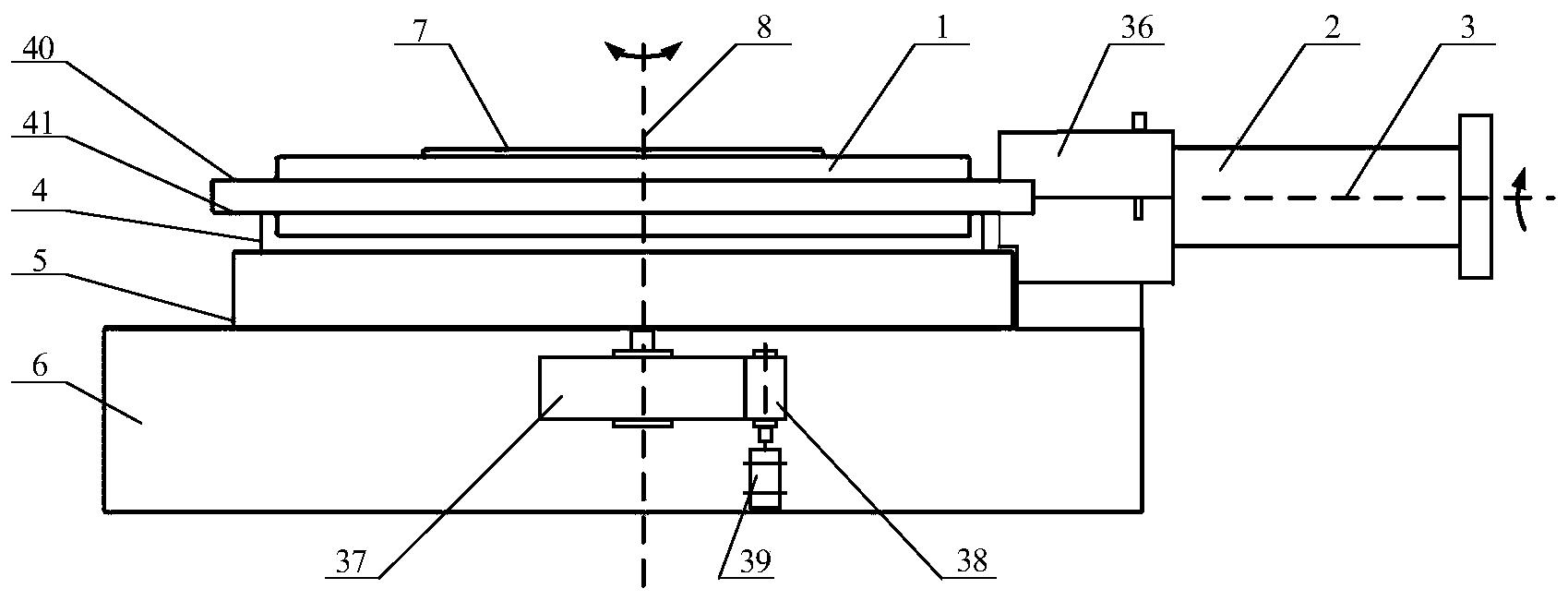
在凸台(14)加工过程中,工件阳极(15)与工具阴极(1)以相同的转速相对旋转,同时工具阴极(1)以恒定的速度向工件阳极(15)不断进给;随着工具阴极(1)进给深度不断加大,工件阳极(15)表面的凸台(14)高度不断增大;
第一路电解液通过第一电解液入口(16)从侧面流入回转面处的加工区域(19),最后从下方电解液出口(17)流出;从侧面流入的电解液能够为回转面处的加工区域(19)提供稳定流场;
第二路电解液通过第二电解液入口(18)由第一绝缘腔(8)的管状结构(9)、经由第二绝缘腔(12)和第一绝缘腔(8)之间的电解液流道(11)、流入凸台(14)侧壁处的加工区域(13),最后从下方电解液出口(17)流出;从凹槽结构(3)内侧流入的电解液能够保证凸台(14)侧壁处的加工区域(13)流场均匀性,从而保证回转体表面高凸台电解加工稳定性。
说明书
技术领域
本发明采用回转体表面高凸台电解加工工具电极组件及电解加工方法,属于电解加工技术领域。
背景技术
电解加工是利用电化学反应快速去除工件材料。与传统机械加工方式相比,电解加工为非接触式加工,在加工过程中无刀具损耗、无残余应力、无冷作硬化、无塑性变形、表面粗糙度低等优点。因此电解加工适用于薄壁零件、空间复杂曲面以及难切削的高温合金材料的加工。
机匣作为航空发动机中的重要零件,是一种具有复杂凹凸型面的大型薄壁零件,其材料多为高温合金或钛合金,采用用传统的机械加工方式,刀具损耗很大,加工周期长,加工费用高,加工完成后残余应力大,工件易变形,需经过复杂的热处理工艺来消除变形。为解决薄壁机匣零件的加工难题,南京航空航天大学提出了一种新型的航空发动机薄壁机匣电解加工方法(申请号 201410547093.X 申请人 南京航空航天大学,发明人 朱荻 朱增伟 王宏睿 王登勇),在加工过程中,只使用单一回转体工具电极即可实现复杂型面的一次性加工成型。与传统的采用多个电极分度、分块、分工步加工的机匣电解加工方式相比,加工工序更为简单。此方法克服了传统电解加工工具设计困难、需后续去除“进出口痕迹”、加工工件易变形等问题,有利于实现高效、高质量、低成本电解加工。
在电解加工中,加工间隙内流场分布特点对电解加工精度、加工稳定性起着非常重要的作用。如何实现均匀稳定的流场状态一直以来是电解加工研究重点之一。例如在叶片电解加工中,南京航空航天大学提出一种叶片加工中主动控制式电解液流动方法及电解液循环系统(申请号 200810020457.3 申请人 南京航空航天大学,发明人 朱荻 徐正扬曲宁松 朱栋),将叶盆和叶背加工电解液流道分成两股相互独立的流道,使得叶片加工中流场更稳定,不同部位的流场状态更均匀。针对整体叶盘叶栅通道电解加工,提出一种整体叶盘叶栅通道电解加工动态辅助供液夹具及供液方式(申请号 201410226399.5 申请人南京航空航天大学,发明人 朱栋 张聚臣 刘嘉 方忠东 张矿磊 徐正扬 朱荻),分别通过主液入口和辅液入口两路供液方式,改善了加工区电解液流场,提高了加工稳定性。青岛科技大学提出一种L形曲面类工件电解加工的流场夹具(申请号 201710164257.4 申请人 青岛科技大学,发明人 王蕾 王叶生 李学辉),通过分流通道减小大拐角处电解液的流量,使得流经“L”形拐角处的电解液更加稳定和均匀。
上述专利中流场设计主要是针对传统拷贝式电解加工所提出的,而在上述新型的薄壁机匣电解加工方法中,工件阳极与工具阴极在相对旋转,其运动形式较传统电解加工更为复杂,随着工具阴极进给深度不断提高,工件阳极表面凸台高度也在不断增大,凸台顶部处的流场始终能保持稳定状态,而凸台侧壁加工间隙内流场更为复杂,加工稳定性难以控制。因此,有必要设计一种新型工具电极组件,能够改善高凸台电解加工过程的流场状态,提高电解加工稳定性。
发明内容
本发明旨在能够有效改善回转体表面高凸台电解加工流场状态,提高电解加工稳定性,提出一种回转体表面高凸台结构电解加工工具电极组件及其电解加工方法。
一种回转体表面高凸台电解加工工具电极组件,其特征在于:工具电极组件包括工具阴极、第一绝缘腔、第二绝缘腔;所述工具阴极为回转体结构,回转体结构内侧具有一段平面结构,工具阴极上在该平面结构对应的位置开有镂空的凹槽结构,凹槽结构开口外侧边缘处具有突起导圆结构;所述第一绝缘腔包括绝缘底板,绝缘底板一侧设置第一绝缘腔腔体,另一侧设置管状结构,管状结构与第一绝缘腔腔体相通;其中第一绝缘腔腔体的端面为向内倾斜的导流结构;
上述第一绝缘腔安装在工具阴极的凹槽结构内,具体为:第一绝缘腔腔体从工具阴极的回转体结构内侧向外伸入到凹槽结构中,其中第一绝缘腔的绝缘底板与工具阴极内侧的平面结构固定贴合,第一绝缘腔腔体的外壁与凹槽结构的内壁及突起导圆结构固定贴合;所述第二绝缘腔外侧拐角处均为圆弧过渡,通过底部安装座固定于第一绝缘腔内部;第二绝缘腔与第一绝缘腔的底部之间,侧壁之间构成电解液流道。
在凸台加工过程中,工件阳极与工具阴极以相同的转速相对旋转,同时工具阴极以恒定的速度向工件阳极不断进给;随着工具阴极进给深度不断加大,工件阳极表面的凸台高度不断增大;
第一路电解液通过第一电解液入口从侧面流入回转面处的加工区域,最后从下方电解液出口流出;从侧面流入的电解液能够为回转面处的加工区域提供稳定流场;第二路电解液通过第二电解液入口由第一绝缘腔的管状结构,经由第二绝缘腔和第一绝缘腔之间的电解液流道,流入凸台侧壁处的加工区域,最后从下方电解液出口流出;从凹槽结构内侧流入的电解液能够保证凸台侧壁处的加工区域流场均匀性,从而保证回转体表面高凸台电解加工稳定性。
本发明中工具阴极表面凹槽结构顶部为突起导圆结构,一方面能够有益于加工间隙内电解液流动,另一方面能够避免尖角所带来的电场集中现象。第一绝缘腔与凹槽结构侧壁固定贴合,能够有效屏蔽凹槽侧壁的电场,从而减少加工过程中凸台侧壁及表面的杂散腐蚀。与凹槽侧壁涂覆绝缘材料的方式相比,采用绝缘腔与凹槽结构侧壁固定贴合的方式更为牢靠,加工过程中不会出现脱落现象,更有利于加工稳定性的提高。第二绝缘腔在加工过程中能够将高凸台包裹在内,使得凸台已加工表面避免受到二次腐蚀,有利于提高电解加工精度。
电解液一方面通过第一电解液入口从侧面流入回转面处的加工区域,另一方面通过第二电解液入口由第一绝缘腔的管状结构经电解液流道从凹槽结构内侧流入凸台侧壁处的加工区域,最后从电解液出口流出;随着工具阴极进给深度不断加大,工件阳极表面的凸台高度不断增大;经第一电解液入口从侧面流入的电解液能够为回转面处的加工区域提供稳定流场,而经第二电解液入口从凹槽结构内侧流入的电解液能够保证凸台侧壁流场均匀性,从而保证回转体表面高凸台电解加工稳定性。
附图说明
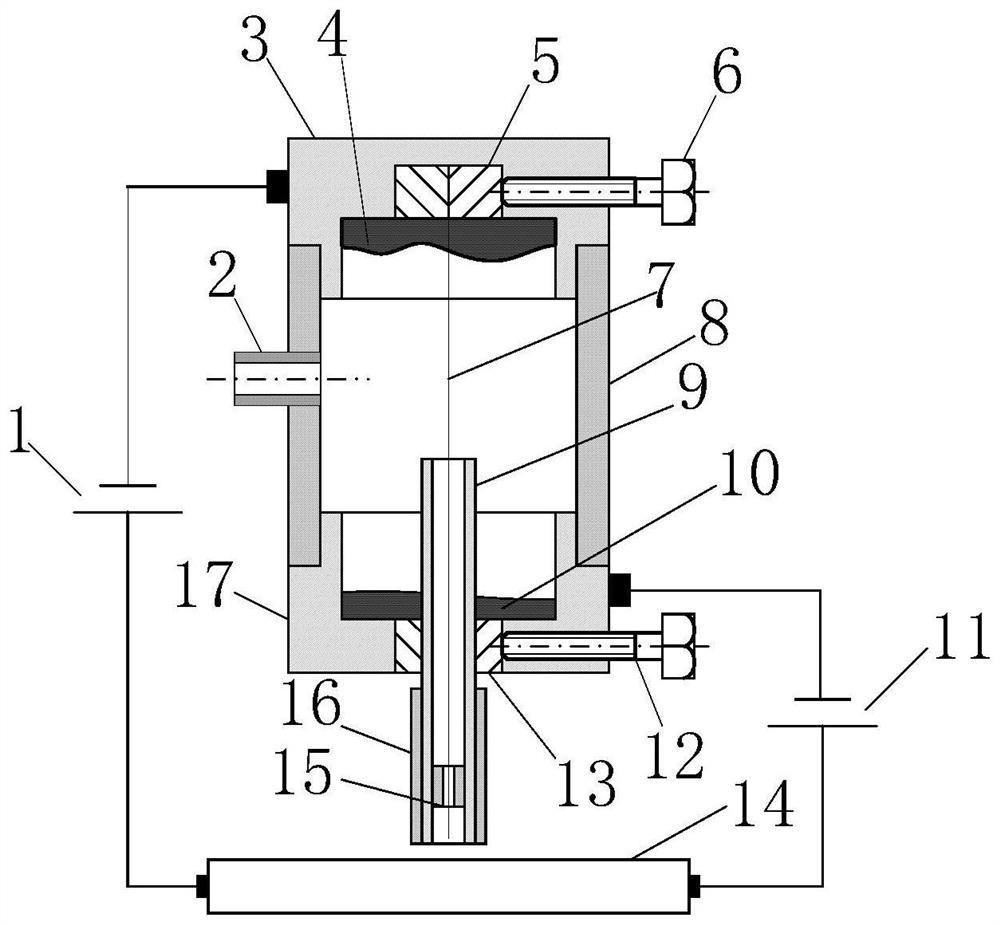
图1为工具阴极结构示意图;
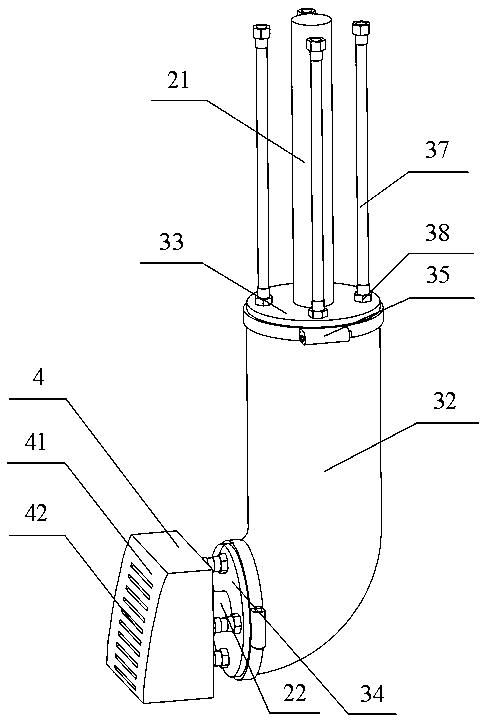
图2 为第一绝缘腔结构示意图;
图3为第二绝缘腔结构示意图;
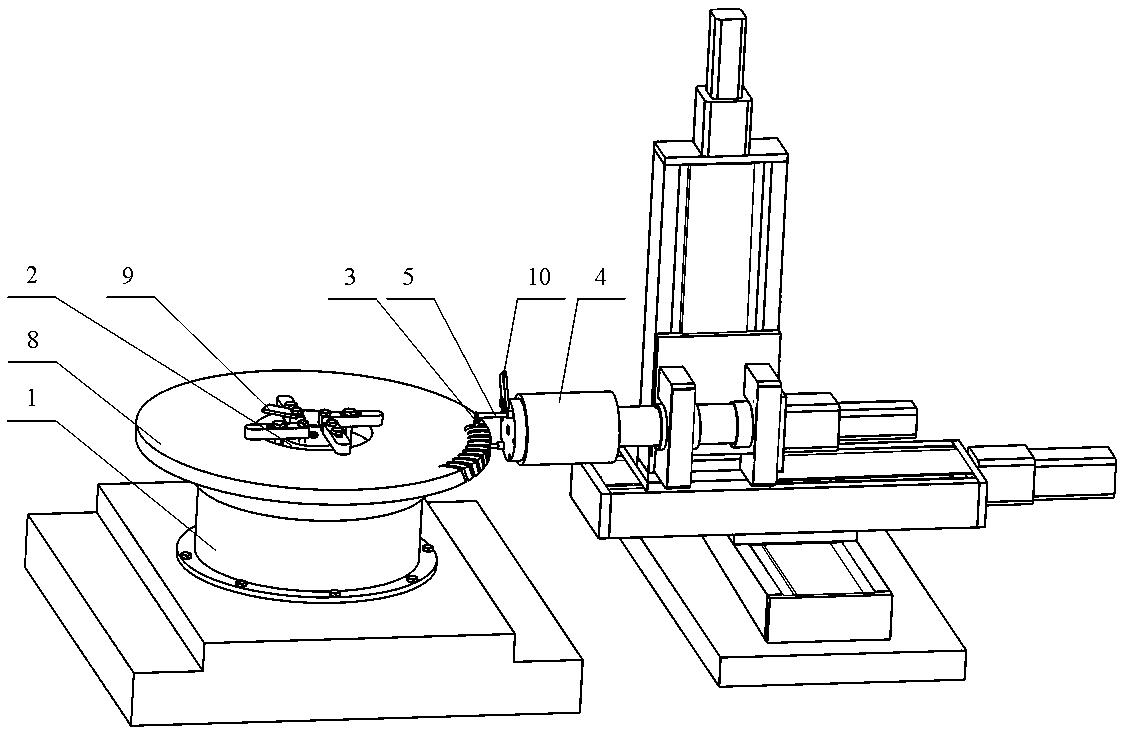
图4为工件阳极结构示意图。
图5为凸台转入工具阴极凹槽结构前加工示意图;
图6为凸台转入工具阴极凹槽结构内部加工示意图;
图7为凸台转出工具阴极凹槽结构内部加工示意图;
图中标号名称:1、工具阴极,2、平面结构,3、凹槽结构,4、突起导圆结构,5、导流结构,6、绝缘底板,7、第一绝缘腔腔体, 8、第一绝缘腔,9、管状结构,10、底部安装座,11、电解液流道,12、第二绝缘腔,13、凸台侧壁处的加工区域,14、凸台,15、工件阳极,16、第一电解液入口,17、电解液出口,18、第二电解液入口 19、回转面的加工区域。
具体实施方式
结合附图说明本发明的实施过程:
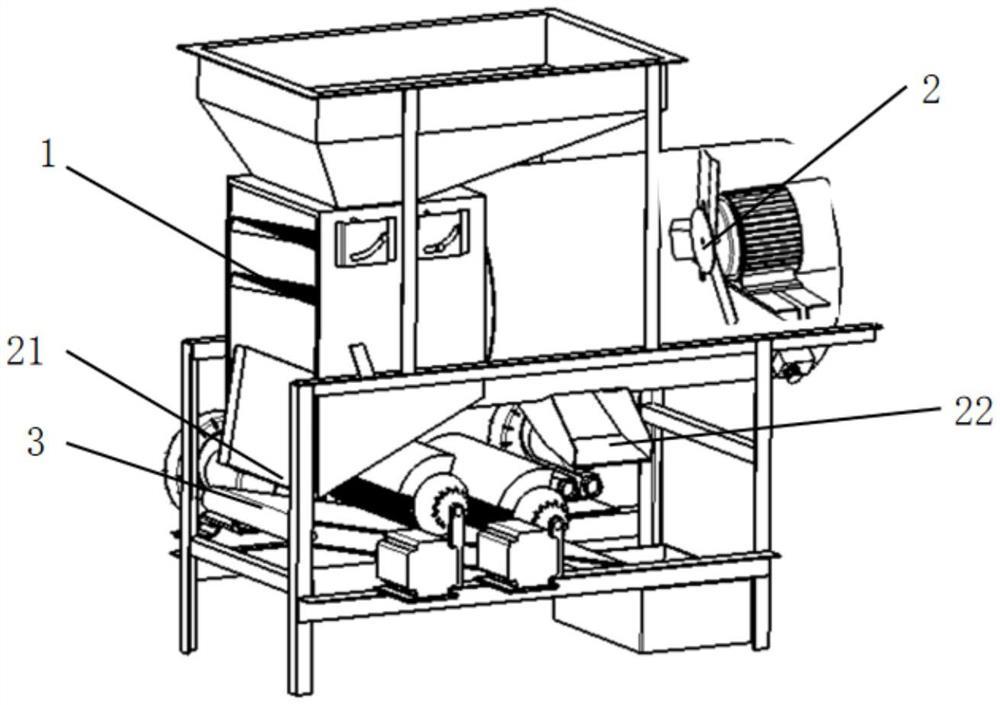
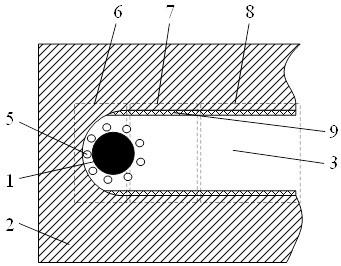
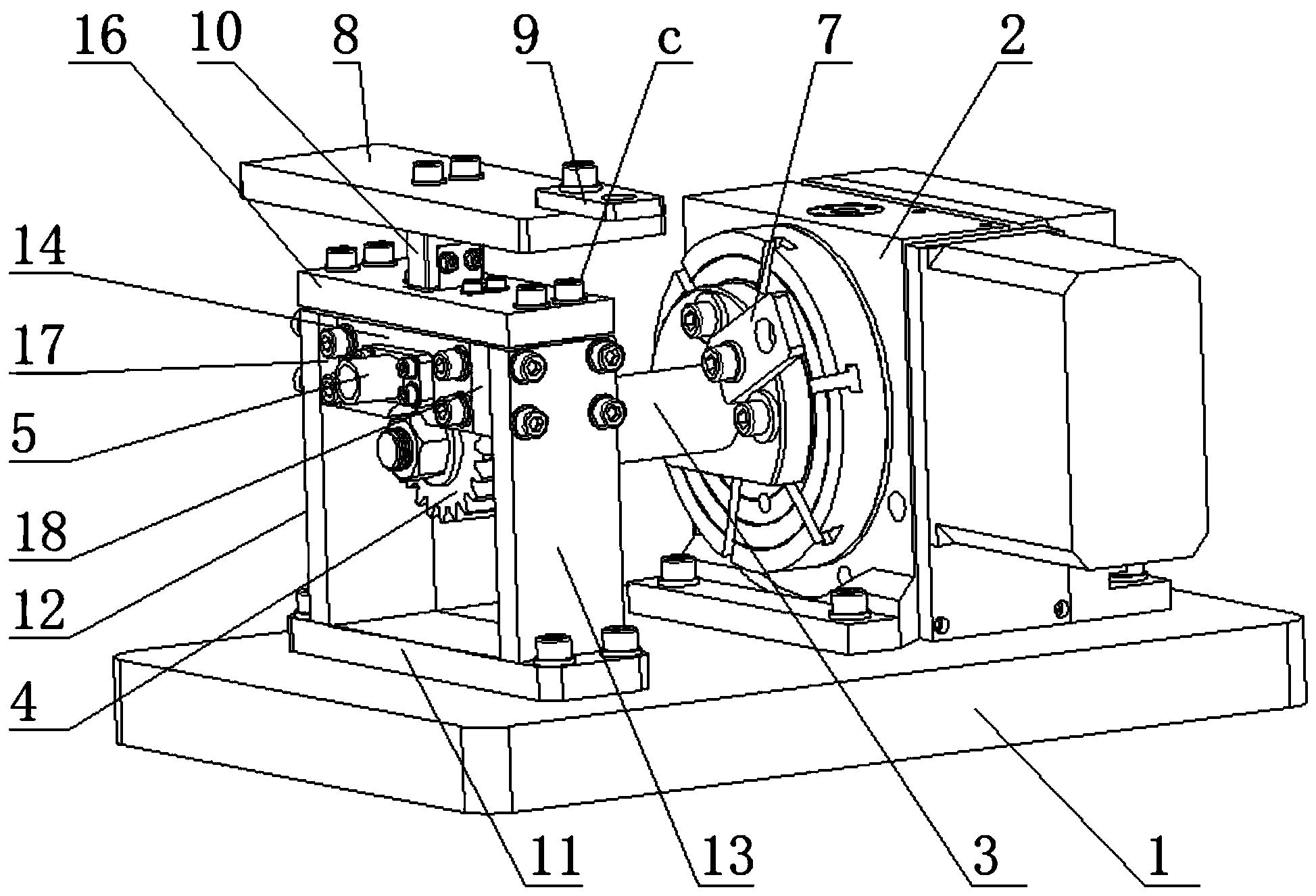
图1为工具阴极结构示意图;工具阴极1为回转体结构,在其表面开有镂空的凹槽结构3,凹槽结构3顶部有突起导圆结构4,工具阴极1内侧为平面结构2。图2为第一绝缘腔结构示意图;将第一绝缘腔8安装在工具阴极1内侧的平面结构2上,第一绝缘腔腔体7外侧与工具阴极1上的突起导圆结构4内壁、凹槽结构3侧壁紧密贴合。图3为第二绝缘腔结构示意图;第二绝缘腔12底部有四个底部安装座10,通过螺钉固定于第一绝缘腔8内部,第二绝缘腔12腔体尺寸小于第一绝缘腔腔体7尺寸,使得这两个腔体间存在一定的间隙,此间隙构成了电解液流道11。
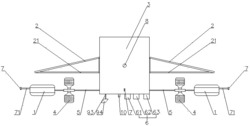
在加工过程,工件阳极15与工具阴极1以相同的转速相对旋转,同时工具阴极1以恒定的速度向工件阳极15不断进给;随着工件阳极15回转面材料被不断蚀除,在工具阴极镂空凹槽结构3所对应区域则生成了凸台14,工件阳极1结构示意图如图4所示。
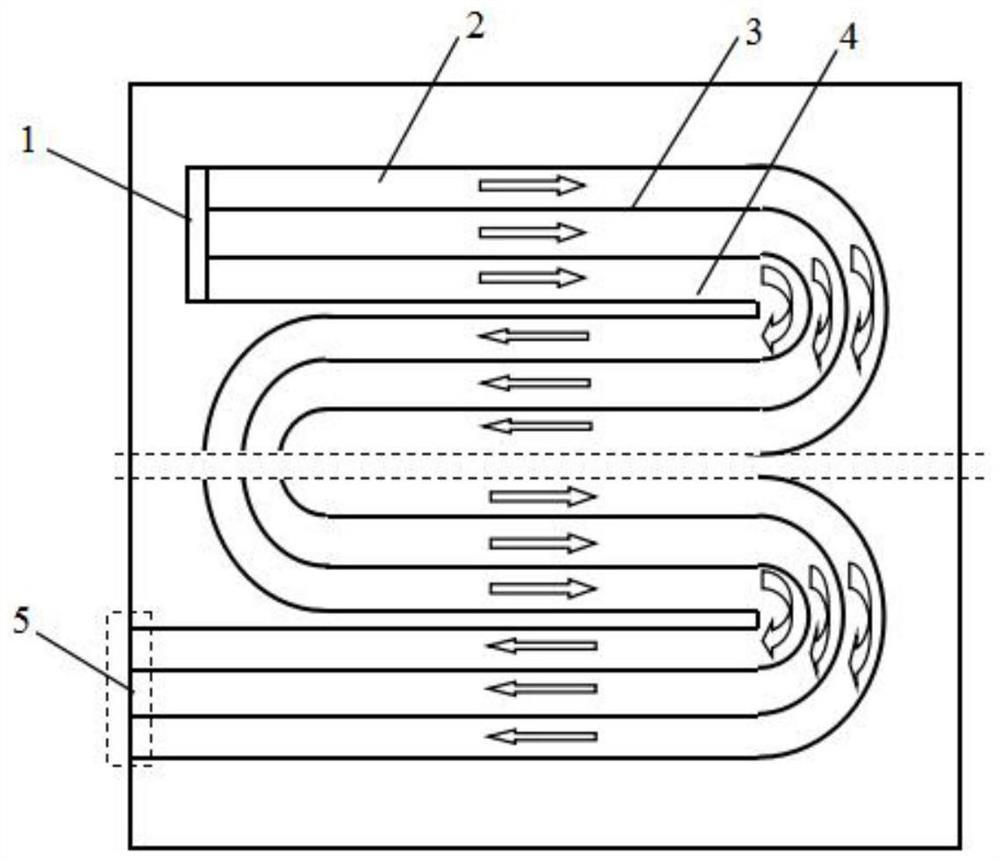
图5、6、7为凸台14转入工具阴极1凹槽结构3前后的加工示意图;电解液一方面通过第一电解液入口16从侧面流入回转面的加工区域19,另一方面通过第二电解液入口18由第一绝缘腔8的管状结构9经电解液流道11从凹槽结构3内侧流入凸台侧壁处的加工区域13,最后从电解液出口17流出;从图5、6、7可以看出,从侧面第一电解液入口16流入的电解液能够为回转面的加工区域19提供充足的电解液,然而随着工具阴极1进给深度不断加大,工件阳极15表面的凸台14高度不断增大,从侧面流入的电解液很难到达凸台侧壁处的加工区域13;为避免凸台侧壁处加工区域13存在缺液,将电解液通过第二电解液入口18从凹槽结构3内侧流入凸台侧壁处的加工区域13,从而保证凸台侧壁处加工区域13流场均匀性,提高高凸台电解加工的稳定性。在工件阳极15与工具阴极1对转过程中,第二绝缘腔12能够将凸台14包裹在内,使得凸台14已加工表面避免受到二次腐蚀,有利于提高电解加工精度。凹槽结构3顶部突起导圆结构4一方面能够有益于加工间隙内电解液流动,另一方面能够避免尖角所带来的电场集中现象。第二绝缘腔12外侧拐角处均为圆弧过渡,有利于维持电解液的流动稳定性。
回转体表面高凸台电解加工工具电极组件及电解加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0