







专利摘要
本发明属于微细加工技术领域,提供一种大深径比的半球微坑阵列的加工工艺,步骤如下:对金属基板预处理;掩膜制备:依次将光致抗蚀干膜HT200和具有镂空图案的掩膜板贴于预处理后的金属板上,然后于波长360nm的紫外光下照射以引发光聚合反应,再在质量分数5%的Na2CO3溶液中显影,从而复制图案到干膜上;电解加工:分别将覆有干膜的金属板和同尺寸的铜板作为阳极和阴极安装在侧冲夹具上,并加一定的脉冲电压进行加工,然后将金属工件取出并置于质量分数5%的NaOH溶液中去膜,经清洗、吹干后获得大深径比的半球微坑阵列。本发明方法具有易操作、低成本、高效率、所得半球微坑阵列的深径比大且进一步减小摩擦磨损等优点。
权利要求
1.一种大深径比的半球微坑阵列的加工工艺,其特征在于,步骤如下:
(1)预处理:对金属板清洗除油,再进行机械抛光,然后用去离子水超声清洗,吹干;所述的金属板的材质为铝合金、镁合金、铜、不锈钢;
(2)掩膜制备:依次将光致抗蚀干膜HT200和具有镂空图案的掩膜板贴于预处理后的金属板上,然后于波长360nm的紫外光下照射20s~40s以引发光聚合反应,再在质量分数5%的Na
(3)电解加工:分别将步骤(2)制备得到的金属板和同尺寸的铜板作为阳极和阴极安装在侧冲夹具上,调整阳极和阴极的间隙为1mm~3mm,通过电解液循环系统使阳极和阴极间充满质量分数10%~20%的NaNO
说明书
技术领域
本发明属于微细加工技术领域,涉及到一种大深径比的半球微坑阵列的加工工艺。
背景技术
当今社会,汽车工业的迅猛发展势必会产生巨大的能量损耗,其中活塞及活塞环与汽缸的摩擦磨损导致汽车的发动机能量损耗就占总能量损耗的40%以上。因此,如何降低活塞及活塞环和汽缸之间的摩擦磨损对实现汽车工业的可持续发展意义重大,也引起了各国研究人员的浓厚兴趣。随着研究深入,研究人员发现,摩擦副表面的微坑阵列可储存润滑油形成油膜,具有极佳的抗磨减摩、提高寿命的作用。
因此,研究摩擦副表面上微坑阵列的构建方法已成为解决摩擦磨损问题的有效途径之一。研究人员先后提出多种加工方法,主要包括机械加工、电火花加工、激光加工、电液束加工及掩膜电解加工等。相比而言,掩膜电解加工因具有非接触、无切削力、高效率、材料性能无变化等优点而备受青睐。2005年,Roy.S等率先提出电解转印法,将光刻掩膜的制作工艺转移到工具电极上,进而在铜上电解加工出边长120μm、深1.5μm的微方坑阵列(Electrochimica Acta,2006,51(5):809-819)。2008年,邱勇等在直流恒流模式下通过阴极掩膜电解加工在铝合金上构建出直径约几百微米、深度约几个微米的微坑阵列(南京航空航天大学,2008)。2009年,Zhu等采用100μm厚绝缘层隔开阴阳极,在钢基体上电解加工出直径约240μm、深约4μm~22μm的微坑阵列(CIRP Annals-Manufacturing Technology,2009,5(1):177-180)。曲宁松等在直流恒压模式下通过电解转印技术在不锈钢上加工出直径约70μm~90μm、深约9μm~14μm的微坑阵列(全国特种加工学术会议.2009)。随后,曲宁松等优化加工参数并得到直径约140μm、深约30μm的微坑阵列(电加工与模具,2009(5):30-34)。2010年,杜海涛等采用脉冲电源在铝合金上电解转印加工出直径约200μm、深约10μm的微坑阵列,且微坑阵列尺寸均匀,无翻边和毛刺(机械工程学报,2010,46(3):172-178)。2011年,钱双庆等采用阴极掩膜在活塞环表面加工出直径约250μm、深约10μm的微坑阵列,使复杂曲面上微坑阵列的加工成为可能(内燃机学报,2010(2):173-179)。
随着研究进一步深入,研究人员发现,光致抗蚀干膜(简称干膜)是一种有别于液态光刻胶的固态光刻胶,使用时更加简便,且可制备数百微米以下孔径的掩膜。2013年,琚金星等使用HT200干膜替代光刻胶,采用正冲方式脉冲电解加工出直径约319.3μm、深约75.2μm的微坑阵列(大连理工大学,2013)。2014年,曾永彬等先在杜邦干膜GPM220上获得直径约99.7μm的通孔阵列,并以此为掩膜采用侧冲方式在不锈钢上加工出直径约125μm、深约10μm的微坑阵列(电加工与模具,2014(5):24-27)。
综合来看,现有的掩膜电解加工技术仅能构建出深径比≤0.23的微坑阵列,但小深径比的微坑阵列的储油能力十分有限,这在一定程度上限制了摩擦副表面微坑阵列的抗磨减摩功效。当微坑阵列的深径比≥0.35时,其结构近似为半球形,有助于提高储油量从而有效减小摩擦磨损。因此,有必要研发大深径比的半球微坑阵列的加工工艺。
发明内容
本发明所要解决的技术问题是提供一种可在多种金属基体上构建大深径比的半球微坑阵列的加工工艺。本发明借助掩膜电解加工技术可加工出深径比达0.35以上的半球微坑阵列,较现有技术加工的深径比小于0.23的微坑阵列有极大提升,填补了大深径比微坑阵列的空白。
本发明的技术方案:
一种大深径比的半球微坑阵列的加工工艺,步骤如下:
(1)预处理:对金属板清洗除油,再进行机械抛光,然后用去离子水超声清洗,吹干;所述的金属板的材质为铝合金、镁合金、铜、不锈钢;
(2)掩膜制备:依次将光致抗蚀干膜HT200和具有镂空图案的掩膜板贴于预处理后的金属板上,然后于波长360nm的紫外光下照射20s~40s以引发光聚合反应,再在质量分数5%的Na2CO3溶液中显影1min~3min,从而复制图案到光致抗蚀干膜HT200上;所述的掩膜板上掩膜孔的直径为300μm~800μm,掩膜孔间的中心距为1.8mm~2.4mm;
(3)电解加工:分别将步骤(2)制备得到的金属板和同尺寸的铜板作为阳极和阴极安装在侧冲夹具上,调整阳极和阴极的间隙为1mm~3mm,通过电解液循环系统使阳极和阴极间充满质量分数10%~20%的NaNO3溶液并加一定的脉冲电压进行加工,然后将阳极金属板取出并置于质量分数5%的NaOH溶液中去膜1min~5min,经清洗、吹干后获得大深径比的半球微坑阵列;保证半球微坑间不干涉的条件下,脉冲加工参数为电流密度6A·cm-2~20A·cm-2,频率10kHz~30kHz,占空比20%~100%,加工时间0.5min~4min。
本发明的有益效果:
(1)本发明采用光致抗蚀干膜进行复制图案,与传统的光刻技术相比具有易操作、低成本、高效率等优点;
(2)本发明可在多种金属材料上构建半球微坑阵列,具有一定的通用性;
(3)本发明获得的半球微坑阵列的深径比可达0.35以上,较现有的技术有极大提升;
(4)本发明获得的大深径比的半球微坑阵列,可提高微坑储油量,有望进一步减小摩擦磨损。
附图说明
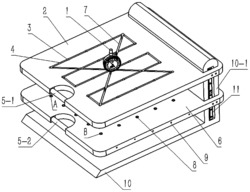
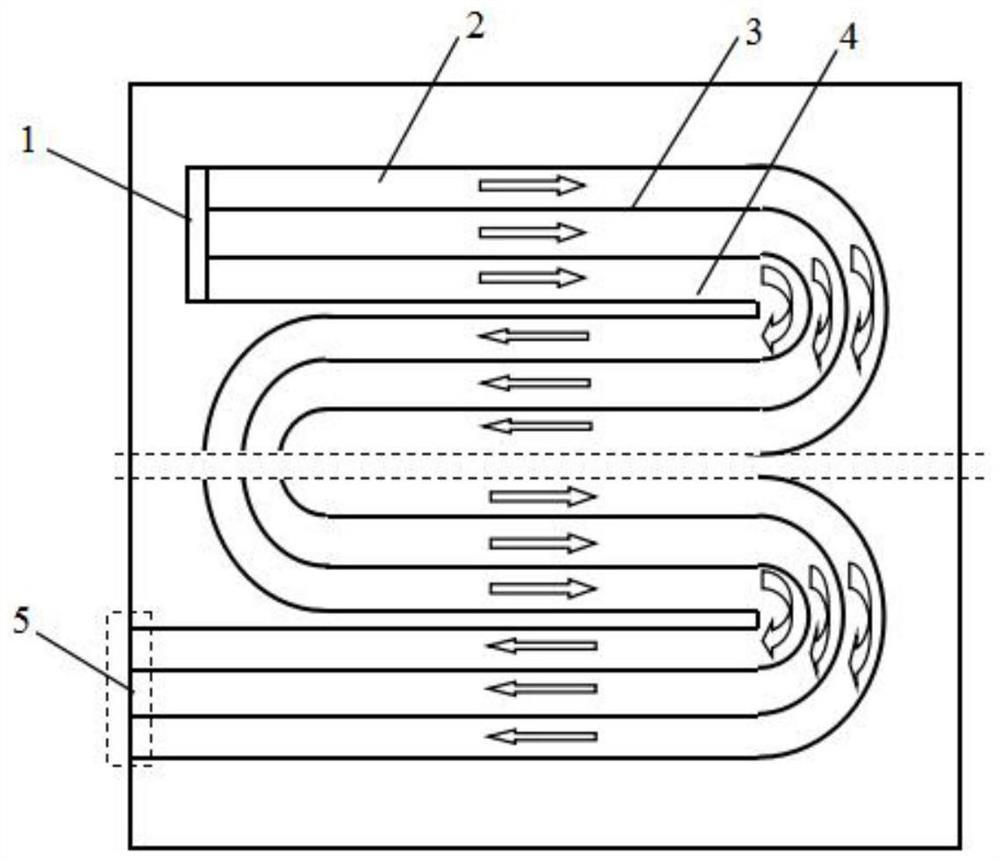
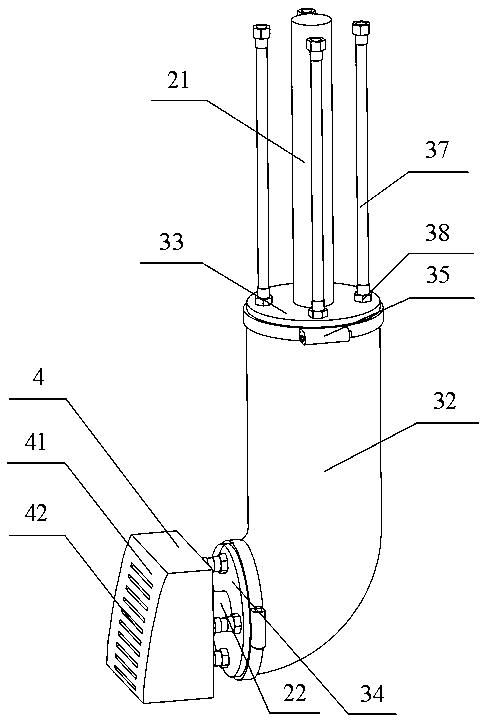
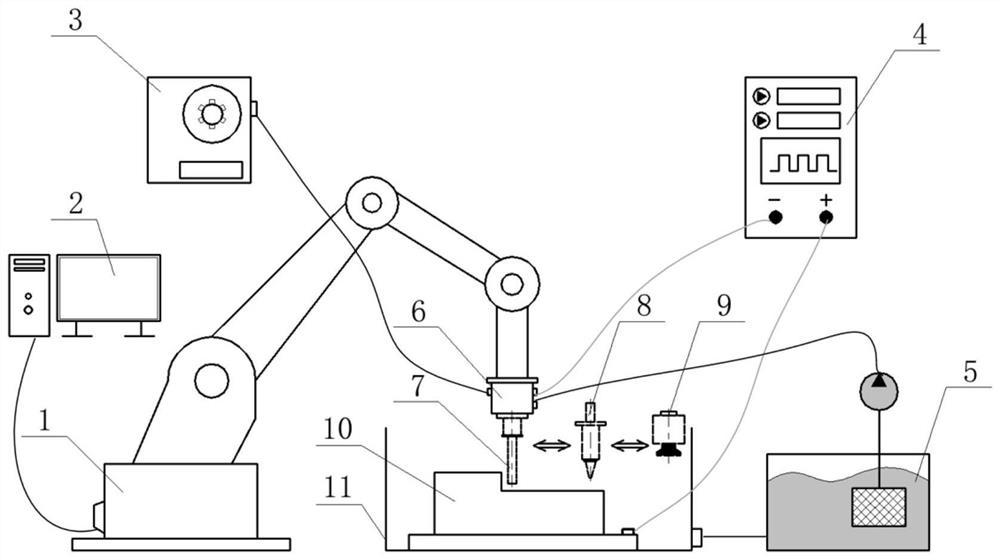
图1是构建大深径比的半球微坑阵列的侧冲加工夹具示意图。
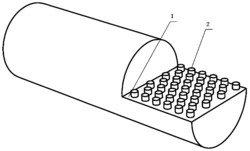
图2是300μm的大深径比的半球微坑阵列的电镜图。
图3是100μm的大深径比的半球微坑阵列的电镜图。
图中:1定位夹紧;2工具阴极;3密封垫;4工件阳极。
具体实施方式
下面结合附图和技术方案,进一步说明本发明的具体实施方式。
实施例
利用掩膜电解加工并结合侧冲方式在镁合金板上构建大深径比的半球微坑阵列,具体方法如下:
(1)预处理:对30mm×40mm×2mm的镁合金板进行丙酮清洗除油,然后分别用800#和1500#砂纸打磨进行打磨去除,再用去离子水超声清洗,吹干;
(2)掩膜制备:依次将光致抗蚀干膜HT200和掩膜孔径600μm、中心距1.9mm的掩膜板贴于预处理后的镁合金板上,然后在波长360nm的紫外光下照射40s以引发光聚合反应,再在质量分数5%的Na2CO3溶液中显影2min,从而复制图案到干膜上;
(3)电解加工:分别将覆有干膜的镁合金板和同尺寸的铜板作为阳极和阴极安装在图1所示的侧冲夹具上,调整加工间隙为1mm,然后通过电解液循环系统使极间充满质量分数15%的NaNO3溶液,并在电流密度14A·cm-2、频率30kHz、占空比20%的脉冲参数下加工2min,再将镁合金板取出并置于质量分数5%的NaOH溶液中浸泡2min去膜,经清洗、吹干后获得镁合金基体的大深径比的半球微坑阵列,其表面形貌如图2和3所示。
一种大深径比的半球微坑阵列的加工工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0