





专利摘要
本发明公开了一种用于模板电解加工的装置,包括夹具和模板,夹具和模板之间形成电解液流道腔,电解液流道腔内设有一组与电源负极连接的金属柱,每一个金属柱的外壁均设有一圈凸齿。金属柱上的凸齿均向同一方向倾斜。所述电解液流道腔内分别设有进液口和出液口,金属柱转动方向与电解液流通方向一致,凸齿倾斜方向与金属柱转动方向一致。本发明通过机械运动直接搅动阴阳极之间的电解产物,从而增强电解产物在电解液流场中的传质效率。
权利要求
1.一种用于模板电解加工的装置,其特征在于,包括夹具(6)和模板(5),夹具(6)和模板(5)之间形成电解液流道腔,电解液流道腔内设有一组与电源负极连接的金属柱(1),每一个金属柱(1)的外壁均设有一圈凸齿(2)。
2.根据权利要求1所述的装置,其特征在于,金属柱(1)上的凸齿(2)均向同一方向倾斜。
3.根据权利要求2所述的装置,其特征在于,所述电解液流道腔内分别设有进液口(7)和出液口(10),金属柱转动方向与电解液流通方向一致,凸齿倾斜方向与金属柱转动方向一致。
4.根据权利要求1所述的装置,其特征在于,一组所述金属柱(1)水平横置在电解液流道腔内。
5.根据权利要求1所述的装置,其特征在于,还包括电机(8)和传动装置(9),传动装置连接金属柱(1)并带动金属柱(1)转动。
6.根据权利要求5所述的装置,其特征在于,电机(8)包括电机输出轴,传动装置(9)包括传动装置输入轴和传动装置输出轴,金属柱的一端与传动装置输出轴相连,传动装置输入轴与电机(8)的电机输出轴相连。
说明书
技术领域
本发明涉及模板电解加工技术领域,特别是一种用于模板电解加工的装置。
背景技术
在科学技术和制造技术高速发展的今天,由于各个领域的需要,很多具有特殊性能的材料不断被研究出来并加以利用。在航空领域、机械制造业、石油产业、船舶技术、高级汽车开发、医疗器械等行业中,用特殊材料制成的零件应用很广。其中,有相当数量的表面织构和群孔类零件。此类零件选用各种难加工材料,且加工精度要求比较高,传统机械加工存在很多问题。诸如,加工后零件表层存在残余应力,加工零件容易变形,加工成本过高等问题。电解加工是利用金属在电解液中的电化学阳极溶解原理,来获得一定尺寸精度的零件。电解加工的优势在于,不受金属材料的力学性能限制,适用范围广;加工过程无机械接触,零件表面不会产生残余应力;加工过程中,工具阴极无损耗,加工成本比较低。
模板电解加工技术将具有特定图案的掩模板覆盖在工件阳极上,利用电解加工原理在工件上加工出与模板类似的图案。该技术被广泛应用于,表面织构和群孔类零件的加工中。在模板电解加工过程中,电解液不仅是电解反应的媒介,同时高速流动的电解液需要将电解产物带离加工区,以免产物堆积影响加工质量。在现有的模板电解加工技术中,提高电解液流场传质速率的常见技术为提高电解液流的流速和压力。然而,已有研究表明当电解液流速达到25m/s后,进一步提高电解液流速或者压力对产物的传质速率影响将不再显著;此外,有些金属材料电解后的产物粘度较大,极易附着在金属表面,高速电解液流很难将其及时排除,阻碍电解加工地持续进行,从而影响模板电解加工的加工质量。
发明内容
发明目的:本发明所要解决的技术问题是针对现有技术的不足,提供一种用于模板电解加工的装置。
为了解决上述技术问题,本发明公开了一种用于模板电解加工的装置,包括夹具和模板,夹具和模板之间形成电解液流道腔,电解液流道腔内设有一组与电源负极连接的金属柱,每一个金属柱的外壁均设有一圈凸齿,提高待加工零件上方的电解液流速。
本发明中,金属柱上的凸齿均向同一方向倾斜,提高电解液流速。
本发明中,所述电解液流道腔内分别设有进液口和出液口,金属柱转动方向与电解液流通方向一致,凸齿倾斜方向与金属柱转动方向一致,提高电解液流速,提升电解加工效率。
本发明中,所述一组金属柱水平横置在电解液流道腔内,位于待加工零件的上方,增强待加工零件上方的电解液的流速。
本发明中,还包括电机和传动装置,传动装置连接金属柱并带动金属柱转动。
本发明中,电机包括电机输出轴,传动装置包括传动装置输入轴和传动装置输出轴,金属柱的一端与传动装置输出轴相连,传动装置输入轴与电动机的电机输出轴相连。
有益效果:本发明通过机械运动直接搅动阴阳极之间的电解产物,从而增强电解产物在电解液流场中的传质效率。
附图说明
下面结合附图和具体实施方式对本发明做更进一步的具体说明,本发明的上述和/ 或其他方面的优点将会变得更加清楚。
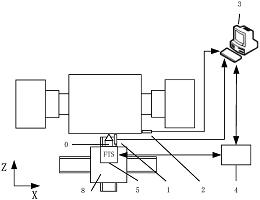
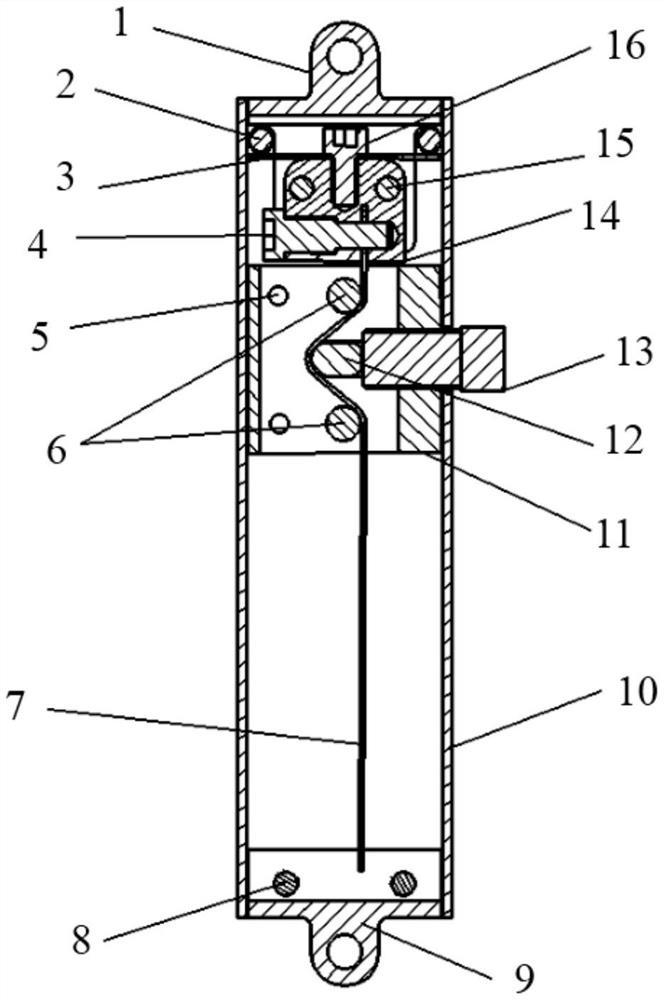
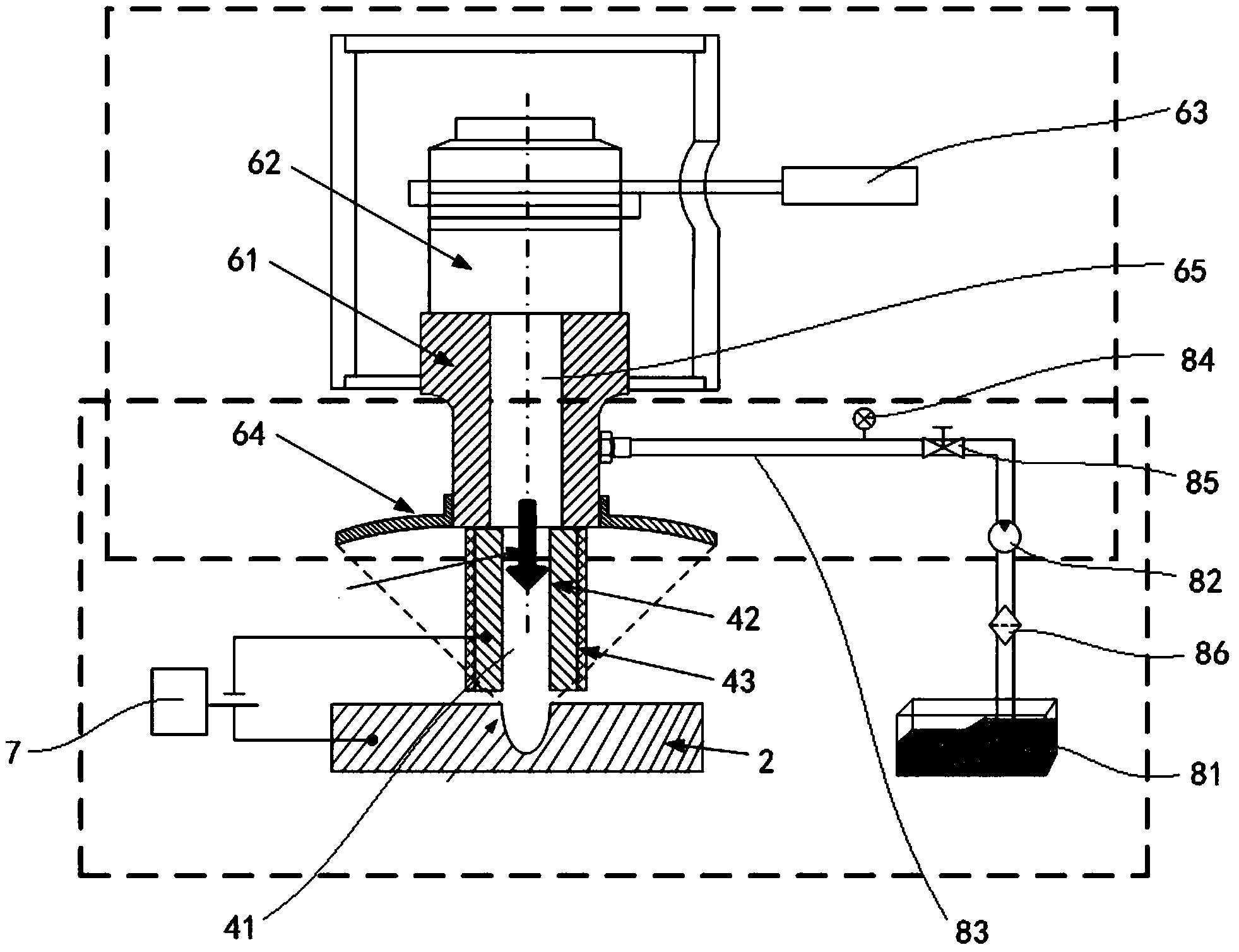
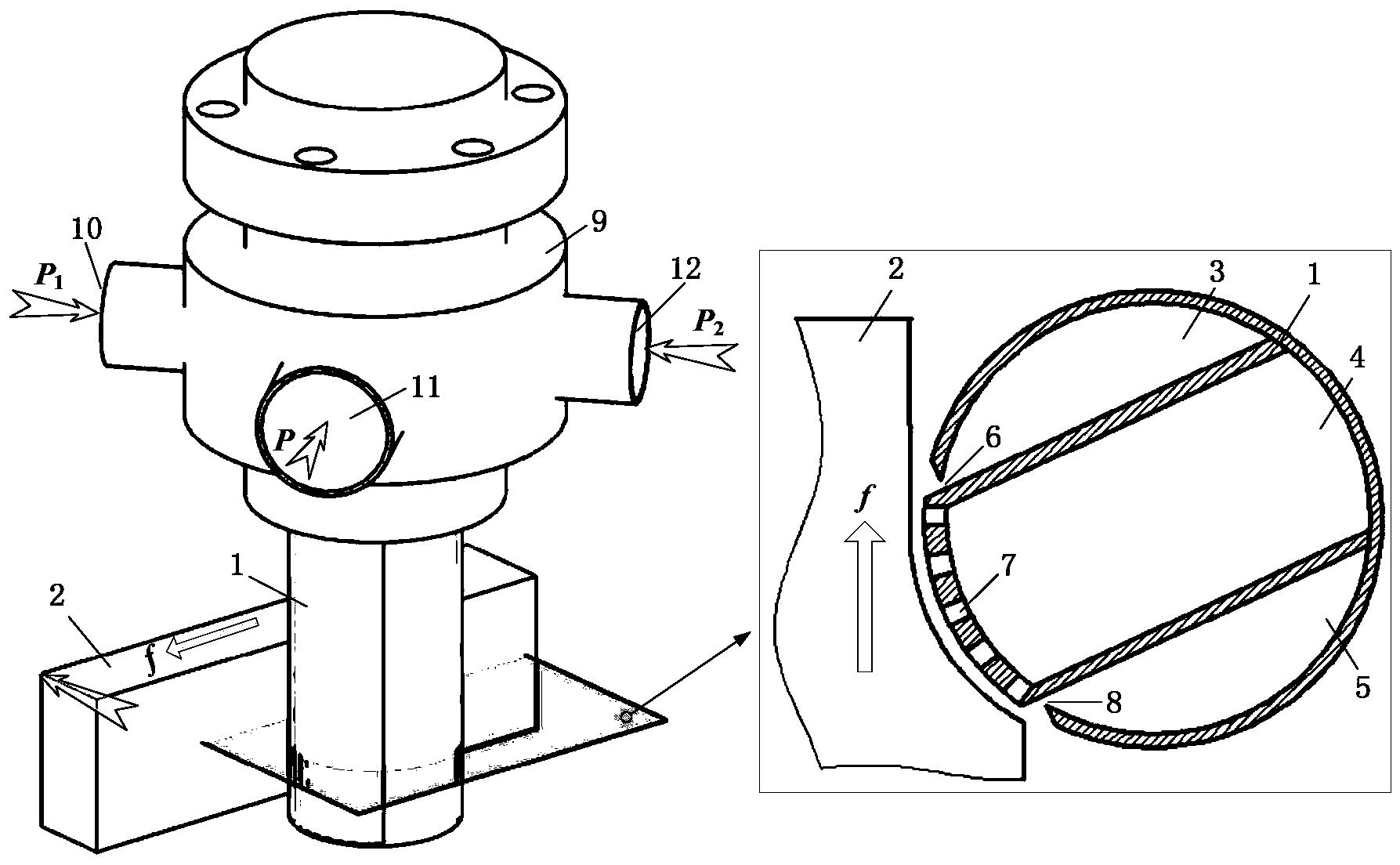
图1是织构化滚轮阴极装置的示意图;
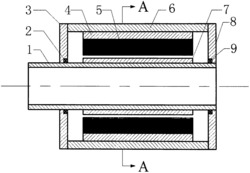
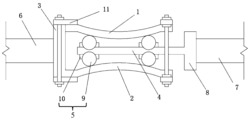
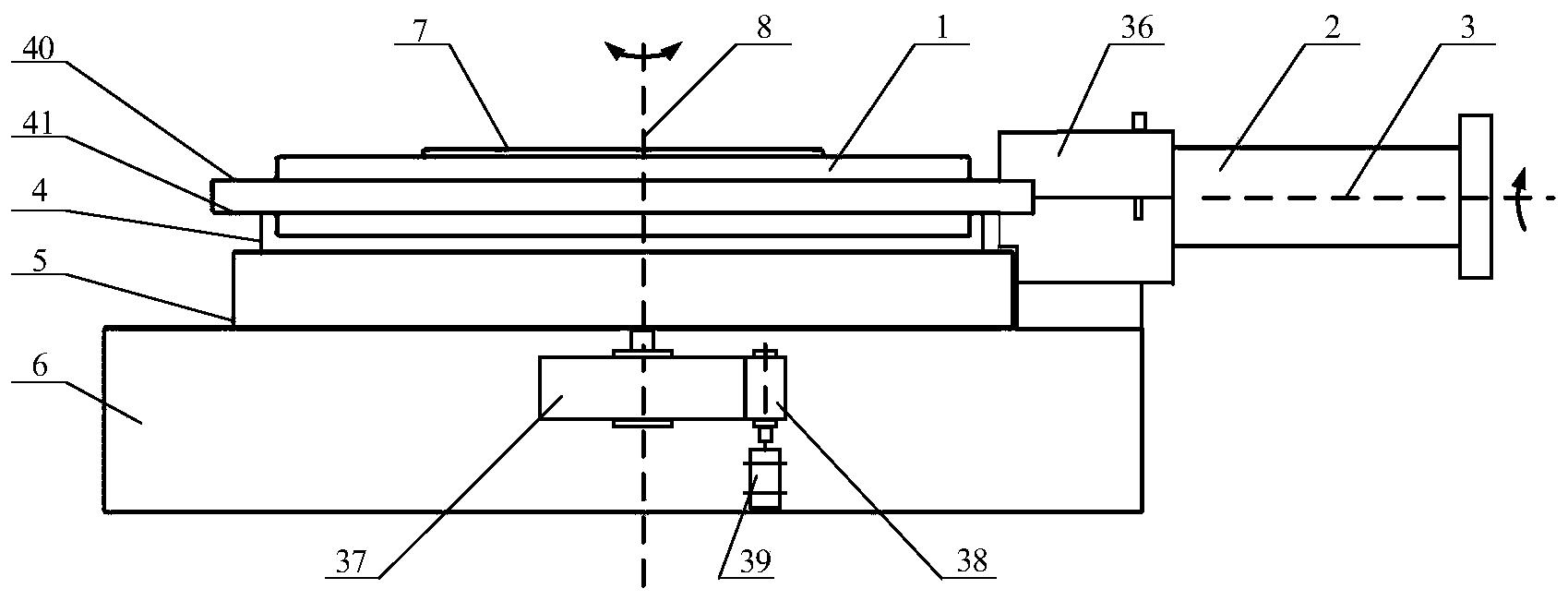
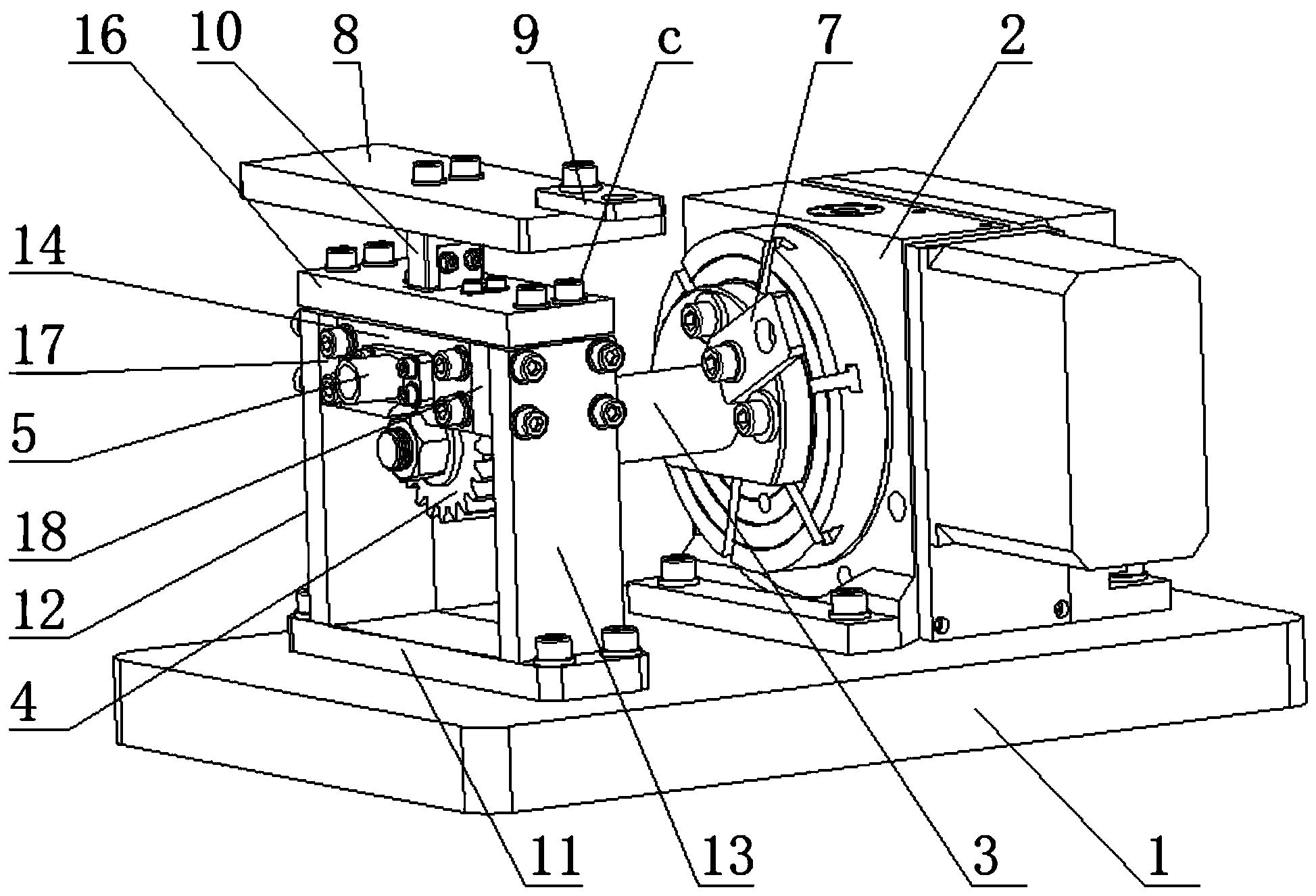
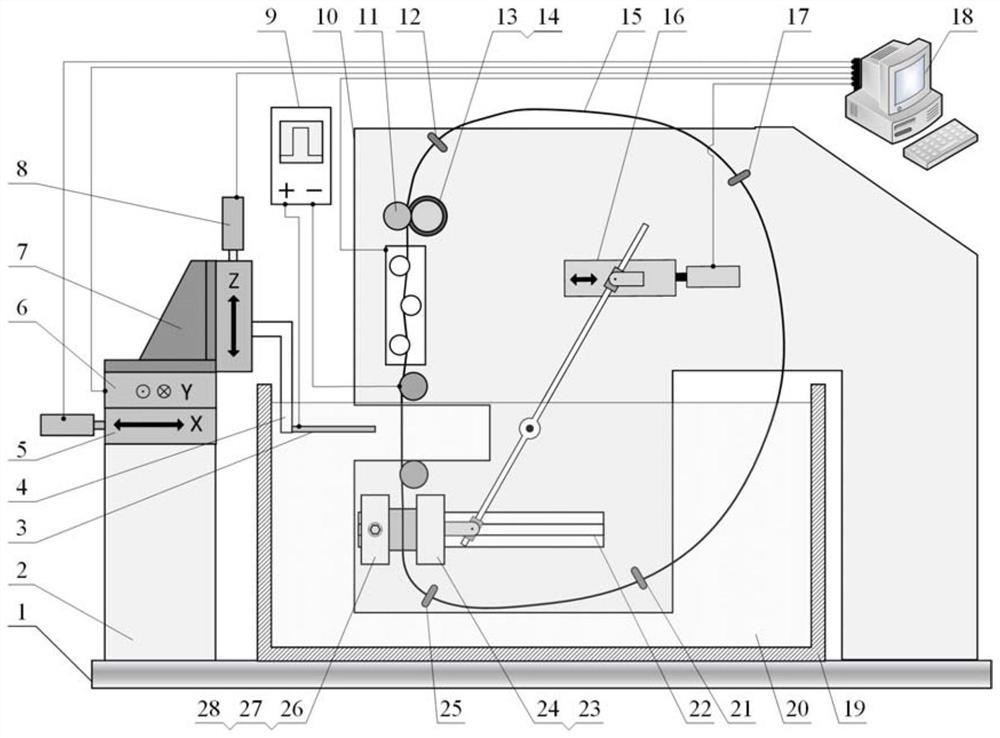
图2是织构化柱状阴极装置三维示意图;
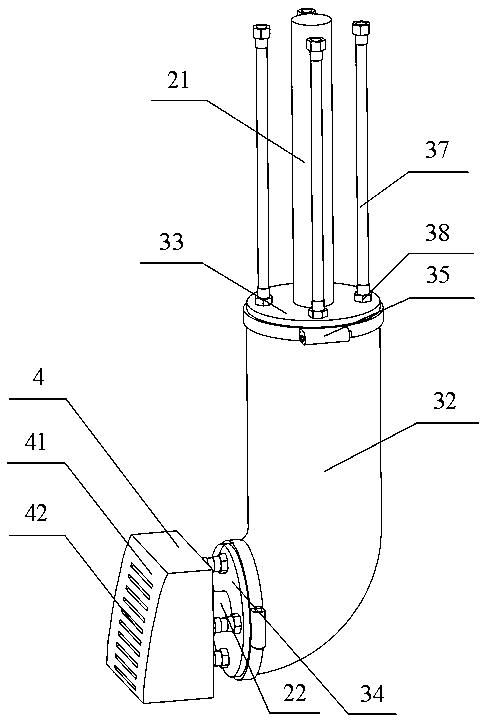
图3是柱状阴极表面的锯齿形织构示意图;
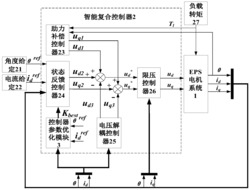
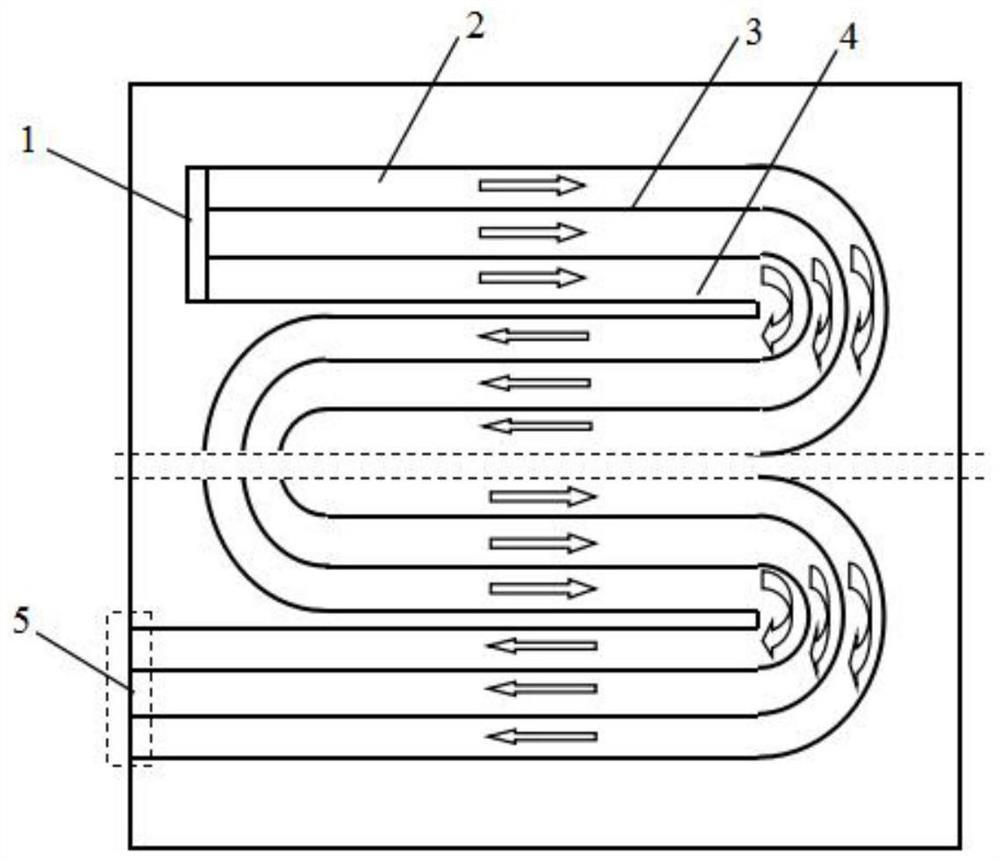
图4是柱状阴极表面锯齿结构旋向、阴极的自转方向与电解液流向三者关系的示意图, (a)左旋锯齿,(b)右旋锯齿;
其中标号名称:1、柱状阴极,2、锯齿形织构,3、流道,4、工件,5、模板,6、夹具, 7、进液口,8、电动机,8-1、电动机输出轴,9、机械传动装置,9-1、传动装置输入轴,9-2、传动装置输出轴,10、出液口,11、柱状阴极的自转方向,12、电解液流向, E0、电源,E1、正极线路,E2、负极线路,F0、电解液槽,F1、供液管路,F2、回液管路,F3、过滤器。
具体实施方式
实施例:
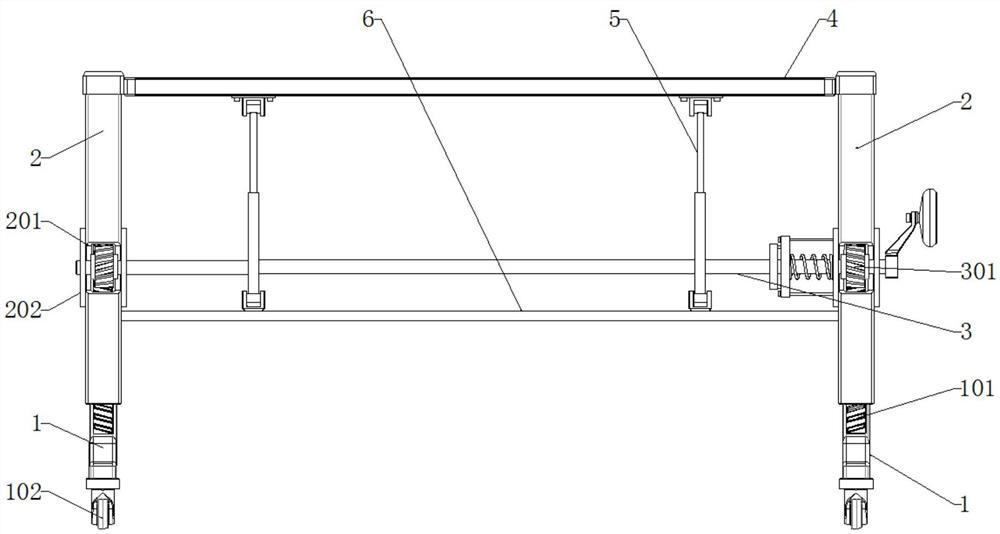
如图1和图3,本实施例提供的一种用于模板电解加工的装置,包括夹具6和模板5,夹具6和模板5之间形成电解液流道腔,电解液流道腔内设有一组与电源负极连接的金属柱1,每一个金属柱1的外壁均设有一圈凸齿。金属柱1上的凸齿均向同一方向倾斜。金属柱1之间的边缘间距为0.2mm,间距过小会造成装置本身制造困难,间距过大会影响电场的连续性;金属柱1下边缘距离模板的距离为0.3mm,理论上金属柱体与模板的间距越小越有利于提高加工效率和加工精度,但根据流场分析的结果当间距小于0.3mm时,电解液流动阻力急剧上升,反而不利于电解加工的进行。所述电解液流道腔内分别设有进液口7和出液口10,金属柱转动方向与电解液流通方向一致,凸齿倾斜方向与金属柱转动方向一致。所述一组金属柱1水平横置在电解液流道腔内。还包括电机8和传动装置9,传动装置连接金属柱1并带动金属柱1转动。电机8包括电机输出轴,传动装置包括传动装置输入轴和传动装置输出轴,金属柱的一端与传动装置输出轴相连,传动装置输入轴与电动机8的电机输出轴相连。
紧密排列的金属柱体1安装于夹具6内,并与电源负极相连。从而构成电解加工中的柱状阴极;夹具6覆盖于模板5之上,形成流道3;电解液经进液口7流入加工区,当工件4与电源正极连通后,其表面被模板限定的区域将会发生电解反应,实现工件的加工,而电解产物将通过电解液流带离加工区,并由出液口10进入电解液循环系统;上述柱状阴极表面具有锯齿形织构2,在电动机8及传动装置9作用下,可以高速自转,柱状阴极表面的锯齿形织构将搅动电解产物,从而提高电解产物在流道3内的传输速率,增强电解产物的排除。加工区电解产物的及时排除将会显著改善阳极表面的加工质量和成形效率。
若干紧密排列的金属圆柱体组成阴极装置,这些金属圆柱与电源负极相连,作为电解反应的阴极,因此构成了柱状阴极装置。
如图2,柱状阴极装置,在用于模板电解加工时,可以通过机械动力装置驱动作为阴极的圆柱体进行高速的自转。
作为阴极的金属圆柱体表面拥有锯齿形织构。当作为阴极的金属圆柱自转时,其表面的锯齿形织构可以有效的搅动电解产物,从而促进阴阳极之间电解产物的排除。
如图4所示,当柱状阴极表面为左旋锯齿结构时,阴极的自转方向为逆时针,电解液流向应与阴极下母线线速度方向一致,即自左向右;当柱状阴极表面为右旋锯齿结构时,阴极的自转方向为顺时针,电解液流向应与阴极下母线线速度方向一致,即自右向左。
具体实施步骤:
1.将表面具有锯齿形织构2的金属圆柱体排列在夹具6预留的空腔内,并与电源的负极相连,构成一排柱状阴极1。
2.将柱状阴极的一端与机械传动装置9的输出轴9-2相连,传动装置9的输入轴 9-1与电动机8输出轴8-1相连。从而将电动机8的动力,通过机械传动装置9传递至柱状阴极1。
3.将具有特定图案结构的模板5覆盖于工件4之上,以限定工件在电解时的溶解区域;同时工件4与电源正极相连,成为电解加工中的阳极。
4.将装有柱状阴极1的夹具6置于模板5之上并夹紧,夹具与模板之间形成了流道3。
5.打开电动机8,其输出轴8-1将高速转动,经传动装置的输入轴9-1将运动传入传动装置9内,通过传动装置9内的齿轮机构,最终使传动装置各输出轴9-2实现同步同向旋转。由于传动装置9的各输出轴9-2与柱状阴极1相连,因而具有锯齿形织构2的柱状阴极可以高速自转。
6.打开电解液循环系统,设定所需的电解液流速和压力,电解液由电解液槽F0经过供液管路F1,通过进液口7流入流道3内,进入加工区。
7.打开电解加工电源,设定所需的加工电参数,在工件4表面被模板5的限定区域将发生电解加工,阳极工件材料发生电化学氧化反应,形成电解产物。
8.高速自转的柱状阴极表面的锯齿形织构将定向搅动电解产物,增强电解产物向出液口10的传输速率,并最终使电解产物通过电解液流由出液口进入回液管路F2流回电解液槽F0。
9.电解液循环系统包括过滤装置F3,本实施例采用板框式压滤机BASB300UN-1,可以将电解液中的电解产物过滤去除,从而保证电解液的清洁。
10.经过加工,工件表面即可加工出所需的结构,此时应先关闭电解加工电源,然后关闭电解液循环系统,再关闭驱动柱状阴极的电动机8,最后将夹具6开启,取出工件并进行清理。
本发明提供了一种用于模板电解加工的装置的思路及方法,具体实现该技术方案的方法和途径很多,以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
一种用于模板电解加工的装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0